 > Техника, страница 6 > Автогенная резка
> Техника, страница 6 > Автогенная резка
Автогенная резка
Автогенная резка, представляет собою процесс сгорания металла, подогретого газовым пламенел! до t° воспламенения, в струе кислорода. А. р. появилась несколько раньше автогенной сварки. Первые опыты англ. инж. Томаса Флетнера, произведенные им в 1888—89 г. в области автогенного метода, относятся именно к А. р. железа и стали. Большое промышленное значение А. р. получает лишь с 1902 г. Сгорание в струе кислорода железных сплавов наступает при t° металла в 1 350° (белое каление). Сильная струя кислорода, помимо своего участия в реакции горения, исполняет также функции механич. усилия для удаления образующихся на поверхности разреза окислов железа. Из сказанного следуют два основных положения для А. р. металлов: а) А. р. подлежат лишь те металлы, у которых t° воспламенения (ί° воспламенения называется t°, при которой начинается сгорание металла в струе кислорода) и t° их окислов лежат ниже Ь°пл. металлов; к таким металлам молено отнести железо и
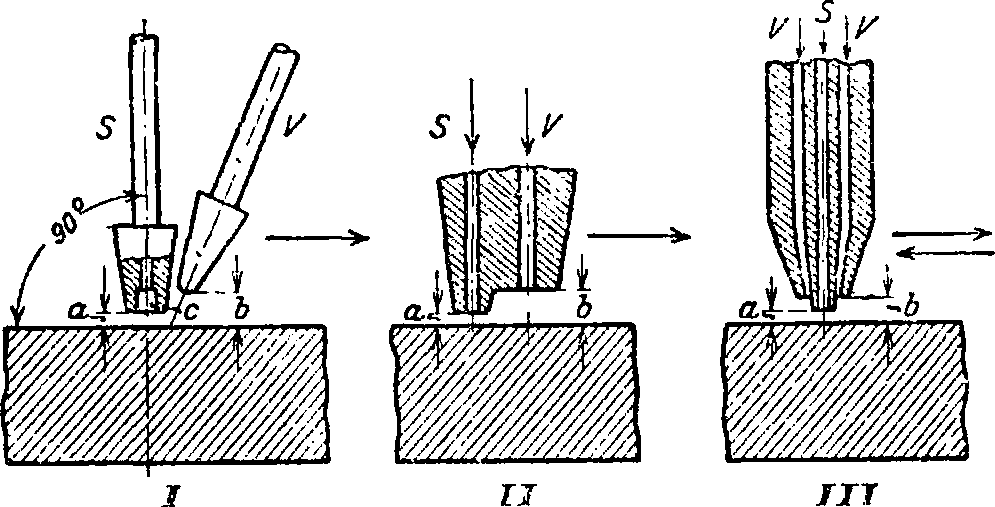
Фигура 1. Горелки резаков различных конструкций.
I—эксцентрическое расположение сопел,
II—параллельное » »
III—концентрическое » »
S — кислородное сопло, У — водородное сопло, а и Ь—расстояние до объектов резки. сталь (стальное литье). Чугун, ковкий чугун, красная медь и ее сплавы, алюминий и прочие помощью автогенного способа разрезаны быть не лшгут; эти металлы м. б. проплавлены даже обыкновенной сварочной го релкой, причем место разреза илхеет чрезвычайно нечистую оплавленную поверхность. б) Процесс резания (автогенного) распадается на два совершенно отличных один от другого явления—подогрев свароч-
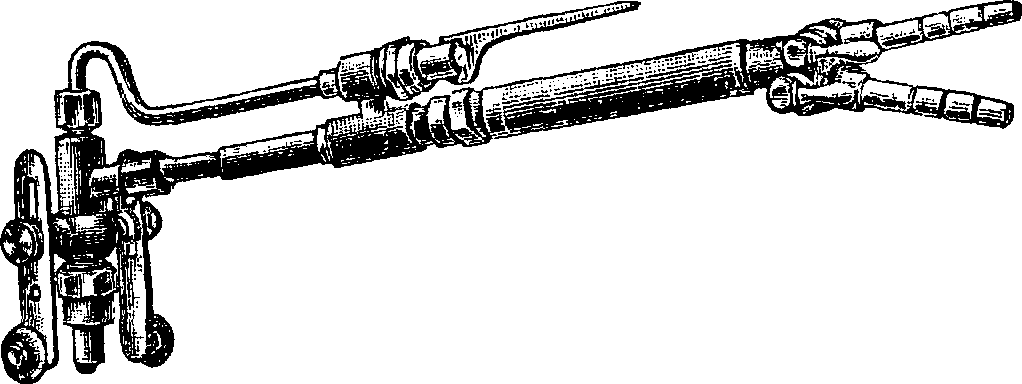
Фигура 2. Резак с концентрическим расположением сопел (общий вид).
ным пламенем до t° воспламенения и сгорание. На этом принципе построена горелки для резки (резак), безотносительно к горючему газу. Фигура 1 изображает горелки резаков различных конструкций, Фигура 2 показывает резак нормального типа с концентрическим расположением подогревающего и режущего сопел. Горючим газом,
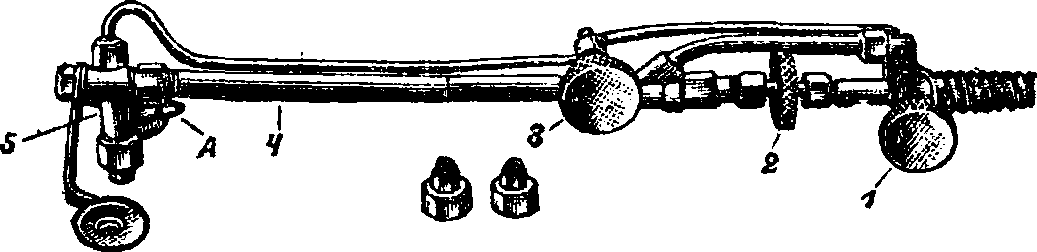
Фигура 3. Безопасный резак Фернгольца: 1—маховичок, регулирующий кислород для горения,
2—маховичок, регулирующий жидкое горючее. 3~маховичок для закрытия кислорода высокого давления при резке независимо от маховичка I,
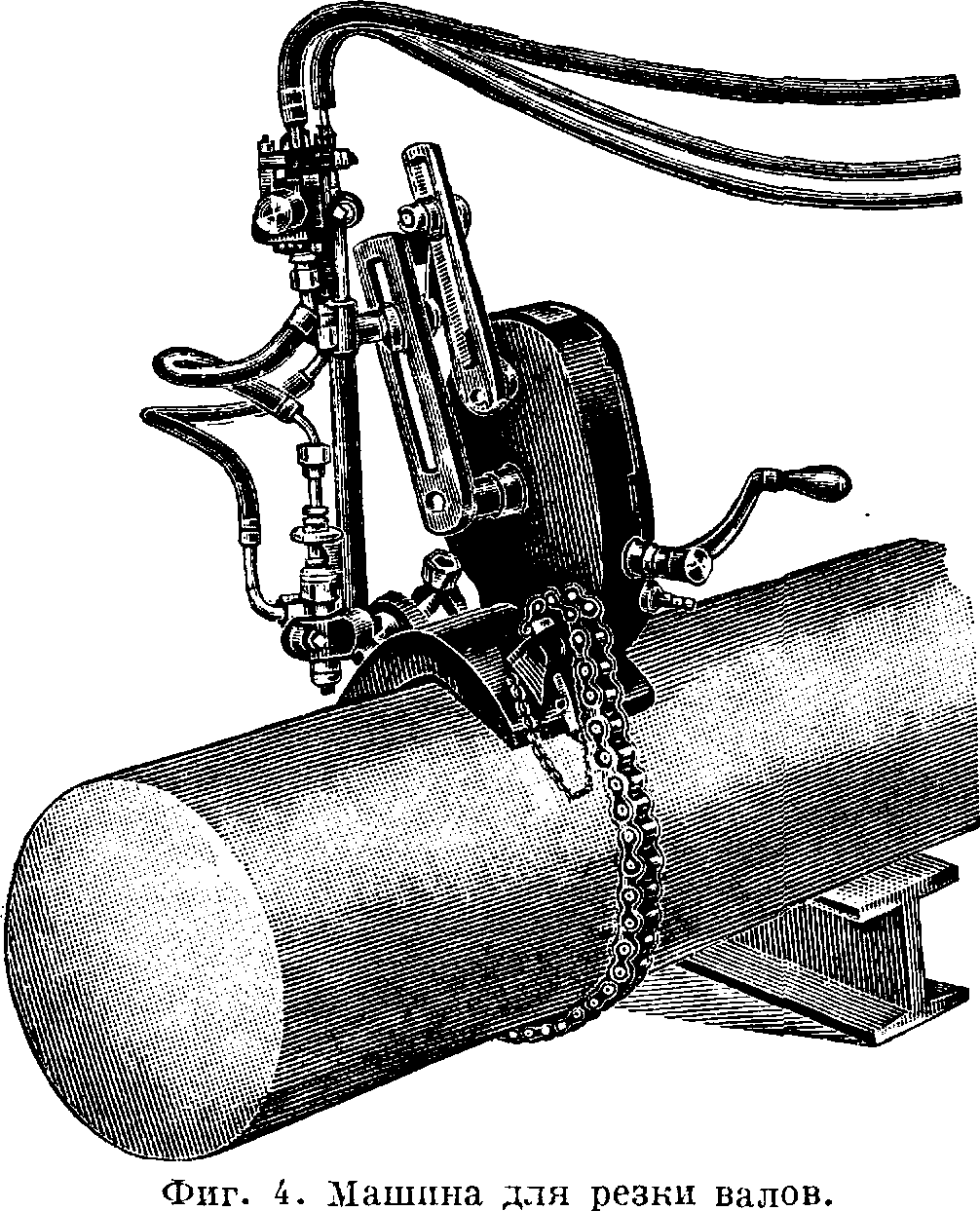
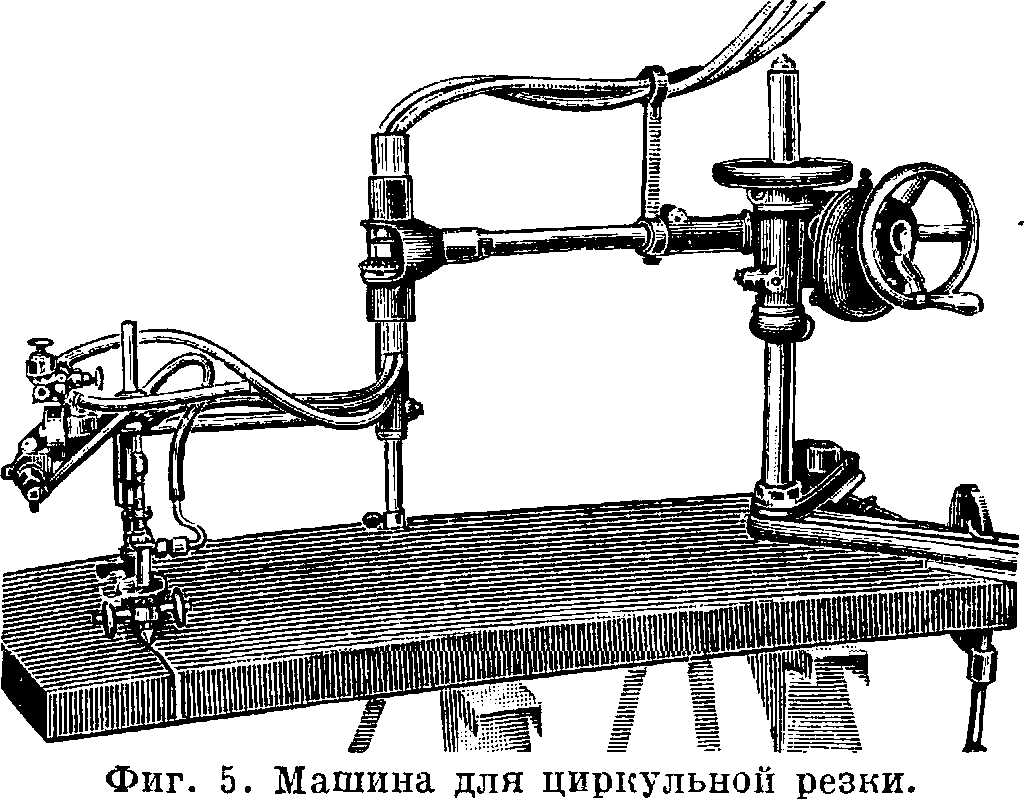
4—передняя часть горелки для испарения жидкого горючего, ό—головка горелки, где происходит смешение горючего с кислородом, А—пламя вспомогательной горелки. как и в автогенной сварке, служат ацетилен, водород, блаугаз и прочие Наиболее распространенными и рентабельными газами являются ацетилен и водород, ио в последнее время, в связи с недостатком карбида, с успехом применяют жидкие горючие— блаугаз, бензол, бензин. Последние обязаны своим успехом недавно появившемуся безопасному аппарату системы Фери-гольца (смотрите фигура 3). Нормальная мощность резаков позволяет производить резку железа и стали толщ, от 2 до 300 миллиметров; максимальная же толщина, доступная разрезанию автогенным способом, достигает 800— 1 000 миллиметров, в этих случаях применяются специальные резаки с 3 и 4 рукавалш. Способ А. р. применяется часто в специальных работах, заменяя рубку и тому подобное.; так, наир., существуют резаки для срезания заклепочных головок. В случаях однотипных работ массового характера, для увеличения производительности резальщика, применяют специальные механические приспособления, как, наир.: машина для резки валов (фигура 4), машина для циркульной резки (фигура 5).
Кислород, употребляелшй для резки, должен быть химически чистым, с содержанием посторонних примесей (азота и др.) не более 2%. Ухудшение качества кислорода значительно понижает качество и производительность резки, повышая одновременно расход кислорода; иапр., для железа толщиной в 30 миллиметров, при чистоте кислорода в 99%, производительность равна 1 метров резки в 4,17 мин.; при чистоте кислорода в 95%, производительность равна 1 метров резки в 7,15 мин. Не меньшее значение имеет рабочее давление кислорода р; например для железа в 30 миллиметров толщиной при р — 0,5 atm производительность равна 1 метров в 8,2 мин., при р=3,5 atm производительность равна 1 метров в 3,5 мин.
Оборудование для А.р. совершенно сходно с установкой для автогенной сварки. Характерно лишь, что при производстве больших работ часто находят применение кислородные блоки или батареи, то есть ряд баллонов, соединенных последовательно. Что касается маиодетандера (смотрите), то единственным его отличием от сварочного маиодетандера является его рабочий манометр, мощность которого рассчитана до 20 atm. На такую же гидравлическую плотность и прочность должен быть рассчитан кислородный рукав.
Производительность и расход газа п р и А. р. характеризуются данными помещенной ниже таблицы.
В основу теоретич. подсчета данных для А. р. положены след, соображения: а) для сгорания 1 cat3 железа с уд. вес. 7,8 требуется 4,26 л химически чистого кислорода или 5 л кислорода торгового качества;
б) для подогревания до ta воспламенения потребное количество кислорода составляет
| Производи | тельность | и р | |
| Толщина железа в миллиметров. | 2 | 5 | 10 |
| Расход кислорода в л. | 4 5 | 75 | 140 |
| » ацетилена » ». | 12 | 15 | 18 |
| » водорода » ». | 55 | 70 | 85 |
| » бензина в г. | 12 | 15 | 20 |
| Бремя в минутах. | 3 | 3 | 4 |
| Давление кислорода в atm. | 1,5 | о | 2,5 |
от 10 до 25% от расхода при сгорании;
в) ширина прореза колеблется от 2 до 10 миллиметров;
г) скорость газа при выходе из сопла горел ки равна 100—400 м/ск; д) расход ацетилена при автогенной резке составляет примерно от 25 до 5% расхода кислорода.
Лит.: см. Автогенная сварка. К а и t η у Т., Hand-buch der autogenen Metallbearbeitung, 3 Aufiage, Ilalle, 1927; К agerer F., Das autogene Schweissen u. Schneiden rait Sauerstoff, Wien, 1 923; S c h i rn-pke P. u. Horn H., Praktischen Handbuch d. ge-samten Schweisstecimik, В. I—Autogene Sch veiss-u. Schnieidetechnik, B., 1924. E. Куз