 > Техника, страница 7 > Автошина
> Техника, страница 7 > Автошина
Автошина
Автошина, эластичная съемная обо-* л очка на ободе колеса автомобиля, несет всю тяжесть его, передает движения и смягчает толчки от неровностей дороги на ходу. А. удовлетворяют столь разнообразным назначениям благодаря особому свойству входящей в их состав резины. А. благодаря их большой эластичности, значительной прочности и малому износу, а также и большому коэффициенту трения (сцепления) позволяют длительно развивать значительные скорости на дорогах любых типов. Следует различать три основных вида автошин:
I.Пневматические А. Конструкция и назначение их — использовать упругие свойства сжатого воздуха. Впервые пневматическая шина была изобретена английским инж. Томсоном в 1845 г. В 1888 г. шотландский ветеринар Денлоп (Dunlop) сконструировал для своего велосипеда пневматическую шину и успешно использовал в дальнейшем свою идею, запатентовав ее. В следующем году его изобретение сразу приобрело славу, после того как на спортивном празднике Ирландии первый приз за скорость на велосипеде взял неизвестный до того гонщик, случайно применивший пневматические шины Денлопа. Применив к шинам изобретенный Велчем обод, Денлоп сконструировал почти современный тип пневматической шины и положил начало широкой коммерческой эксплуатации своего изобретения, основав в 1895 г. фирму «Денлоп». На протяжении последующих тридцати лет пневматическая шина .непрерывно совершенствовалась, наравне с успехами автомобилестроения, содействуя его развитью в такой лее мере, как и легкий двигатель внутреннего сгорания. Пневматическая шина состоит из двух основных частей — камеры и покрышки. 1) Камера, наиболее существенная часть шины, состоит из кольцеобразной резиновой трубы, в которую нагнетен воздух. Т. о. в камере удачно сочетаются эластичность и воздухонепроницаемость резины с совершенной упругостью и текучестью воздуха. В стенку камеры заделан металлический самозапирающийся вентиль, через который и производится нагнетание камеры сжатым воздухом. Камера для пневматической шины изготовляется из особо эластичной и прочной цветной резиновой смеси. Наиболее распространенный способ производства состоит в изготовлении цельнотянутых резиновых труб на т. н. «колбасных» машинах, на которых резина выжимается червяком через мундштук, в виде труб определенного диаметра. Другой способ изготовления камер состоит в обкладке болванки («дорна») резиновыми полосами в один или более слоев. Стыки слоев тщательно прикатываются, а на месте, где предположена установка вентиля, наклеивается утолщение, и в таком виде сырая камера снимается с «дорна». Заготовленные в виде отрезков сырые камеры надеваются на спирально изогнутые полированные металлические трубы и обин-товываются материей. На таких же трубах происходит формовка и вулканизация камер. Последняя производится в больших котлах. За последнее время для больших камер стал применяться способ вулканизации в изложницах, в которых внутрь камер нагнетается воздух, вода или нейтральный газ. По окончании вулканизации на трубах камеры снимаются с них выворачиванием наизнанку, концы камер подготовляются для склейки стыка, а в утолщенное место заделывается вентиль. Стык клеится в нахлестку дополнительной вулканизацией. Если вулканизация происходит в изложницах, камера из них выходит в совершенно готовом виде. 2) П о-к р ы ш к а—наружная оболочка пневматической камеры. Она защищает ее от повреждений, удерживает на ободе и создает наиболее благоприятные условия для устойчивости и движения автомобиля. Конструкция покрышки должна целесообразно использовать столь различные по своим основным свойствам материалы, как резина разных качеств, ткани разного изготовления и часто входящие в аггрегат покрышки кольца из стальной проволоки. Расчет размеров и конструктивных форм пневматиков не укладывается в какие-либо определенные формулы. Размер, тип и форма пневматика зависят от нагрузки, к-рую он будет нести, от скорости вращения, от обода, на к-рый он монтируется, от мощности мотора, от назначения автомобиля, от дорог, от производственных процессов, материалов, от экономичности, требований комфорта, соображений эстетических, патентных и т. д. В основу расчета пневматика кладутся нижеследующие существенные соображения: пневматик, монтированный на обод колеса и имеющий в камере сжатый воздух, под действием нагрузки сядет и прижмется своей нижней беговой частью к земле. Величина этой осадки и площадь, образуемая при этом контакте с землей, очевидно, должен быть так рассчитаны, чтобы последняя могла наилучшим образом выдержать нагрузку не только статического, но и динамического порядка. Площадь контакта пневматика с землей обычно имеет очертания эллипса, вытянутого в направлении движения экипажа. Чем больше нагрузка, тем, очевидно, площадь контакта должен быть больше, но она имеет свои пределы, зависящие от размеров самого пневматика. С другой стороны, чем под бблыпим давлением сжат воздух в камере, тем оседание пневматика под нагрузкой меньше, а следовательно, и площадь эллипса меньше. Но при слишком большом внутреннем давлении пневматик становится жестким, теряет свою эластичность; стенки его должны быть толстыми, прочными, что удорожает пневматик, и тому подобное. Оптимальные условия сбалансирования основных характеристик пневматика, нагрузки и внутреннего дав-
6г ления определяются ур-ием: S =^р > гДе S—
площадь контакта в см2, G—нагрузка на шину в килограммах, Р—давление воздуха в камере в килограммах/см2, К—коэфф., величина которого зависит от материалов, формы, толщины стенок и тому подобное. Общепринятое обозначение размеров пневматика выражает собой округленные размеры покрышки и обода в такой последовательности: AxBxD, где А — наибольший диаметр покрышки, В — наибольшая ширина покрышки, измеренная параллельно оси колеса (профиль покрышки),
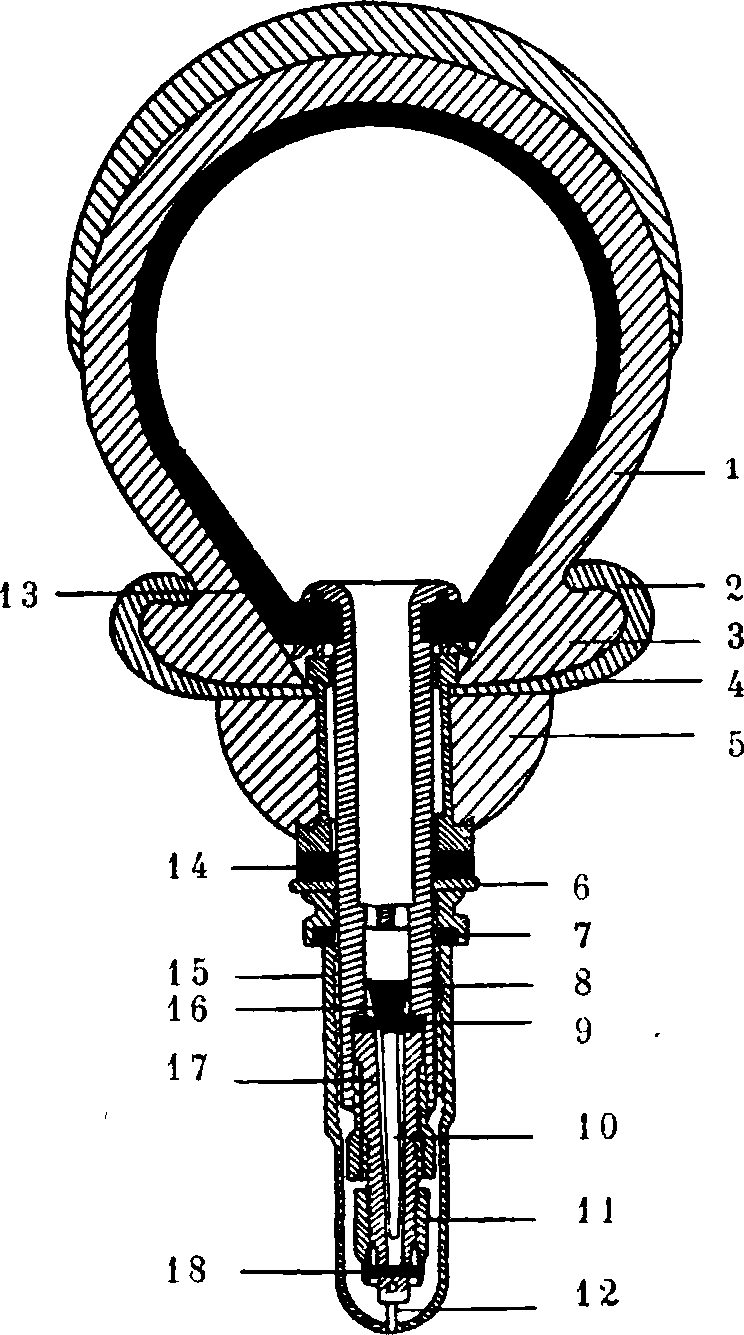
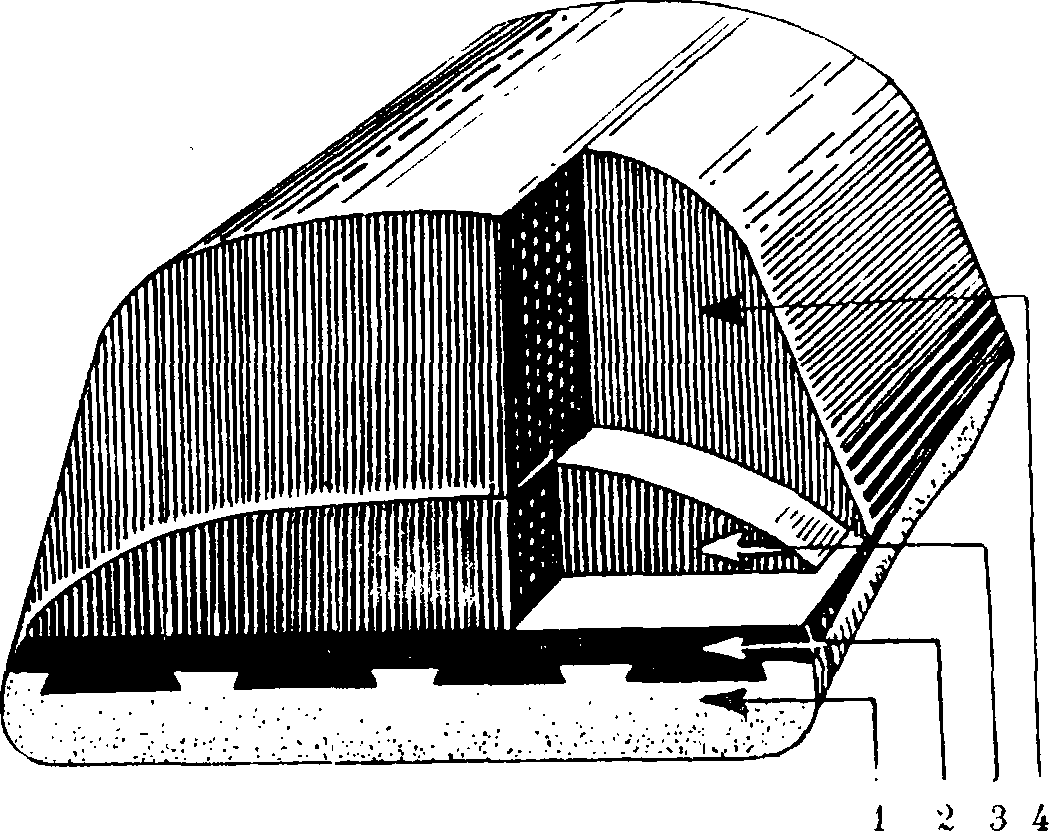
Фигура t. Поперечный разрез монтированной А.:
I— покрышка,2—борт обода, 3—борт покрышки, 4—металлический обод, 5—деревянный обод, 6’— медная прокладка, 7—кожаная прокладка, 8—тело вентиля, 9—резиновая прокладка, 10—игла,
II— колпак вентиля, 12—болт, 13—камера, 14— резиновая прокладка, 15—колпак, 16—клапан,
17—трубка, 18—резиновая шайба.
D—диам. обода колеса. В виду громадного разнообразия размеров имеющихся на рынке пневматиков для точного определения пневматика необходимы все три измерения.
Пневматические шины различают не только по размерам, но и по конструкциям, свойствам и назначению. У словная классификация типов пневматиков: 1) В зависимости от кон струкции обода различают пневматики бортовые [фигура 1 и 4 (слева)] и без-бортовые (фигура 2). Первые закрепляются на цельном ободе, удерживаясь своими внешними выступами бортов в пазах обода (тип «клинчер»). Вторые своими плоскими и толстыми бортами со стальным кабелем закрепляются на ободе со съемной щекой или с глубоким седлом (тип «SS»). Последние проще в монтировке и более прочны. 2) По величине внутреннего давления в камере, измеряемого специальным манометром как сверхдавление, следует различать (фигура 3): а) баллонные или низкого давления пневматики, отличающиеся
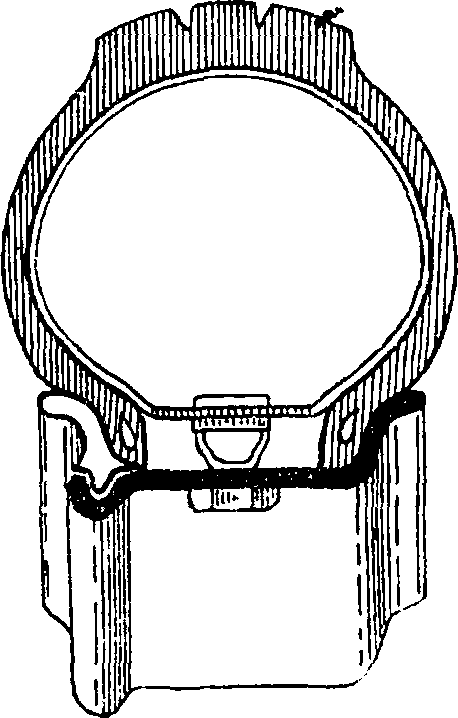
Фигура 2. Типы безбортовых автошин. мягкими, тонкими стенками и широким профилем; применяются преимущественно на ободах до 500 миллиметров в дйам., на машинах со скоростями не выше 90 км/ч; придают автомобилю мягкий ход, допускают сред-
| Θ@ | м |
| о>)@ | |
| ЙВщ| * | |
| л | |
| (50 | |
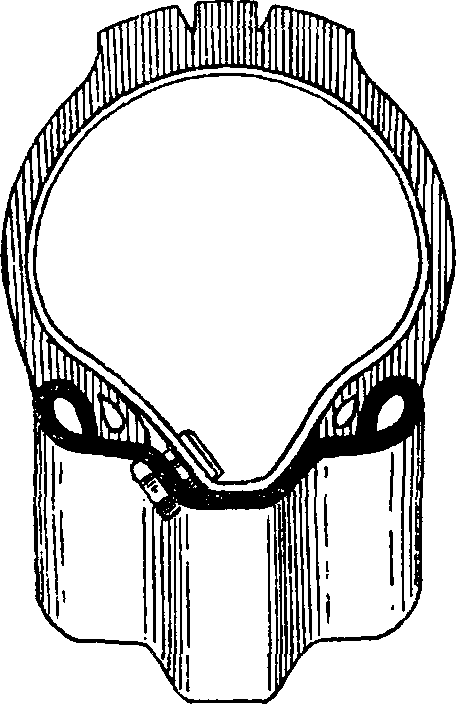
Фигура 3. Современные типы автошин. Пневматики:
1—гигант, 2—баллон, 3—тип баллон, 4—обыкновенные. Массивные: 5—полупневматик, 6—подушечные, 7—массивные.
шою нагрузку не свыше 35 килограмм/см профиля при внутрен. давлении 1,50—2,75 килограмм/см2, в зависимости от нагрузок; благодаря своим прекрасным качествам этот тип получает все большее распространение; б) полу баллонные пневматики с более тол стыми стенками несколько уже по профилю, менее эластичны; в большинстве случаев применяются для сравнительно больших нагрузок; монтируются они на обода обыкновенного типа пневматиков, для которых они представляют переходную ступень к А. баллон; в) пневматики высокого давления имеют пока наибольшее распространение, отличаются узким профилем и большой величиной давления воздуха к камере; стенки такой шины толсты и жестки; внутреннее давление в пневматике не менее 3,5 к г/см2, нагрузка на 1 сантиметров профиля—до 50 килограмм; применяются для легковых машин больших мощностей и скоростей, а также и для грузовых автомобилей до 1 У2 т полезной нагрузки; г) пневматики «гиганты» отличаются особенно мощными стенками, крупными формами; применяются для больших нагрузок в грузовых автомобилях и автобусах; внутреннее давление в камере доходит до 7— 8 к г/см2, нагрузка на 1 сантиметров профиля достигает 100 килограмм. Отличительной чертой этих четырех основных типов пневматиков, как видно, является объём воздушного пространства в шине или соотношение размеров профиля и диам. шин, дающее наибольшую величину «пневматичности» для баллонов. Эти последние находят себе все более и более широкое применение для автомобилей всех типов, назначений, мощностей и нагрузок. В эксплуатации пневматики требуют самого внимательного отношения к себе в смысле соблюдения предписанного нормами соответствия между нагрузкой, внутренним давлением, типом шины и размерами обода колеса. Особенно чувствительны к отступлениям от норм пневматики баллонного типа.
Производство покрышек распадается на три основных этапа. Первый этап состоит в заготовке сырья и материалов для резиновых смесей и в обработке этих смесей. Эти работы аналогичны для всех видов резиновых изделий. Особенностью заготовительного этапа в производстве покрышек является подготовка тканей для постройки каркаса покрышек. Если для каркаса употребляется ткань обычного плетения, утка и основы (смотрите Автоматерия), то пропитывание резиной (гуммировка) этой ткани производится на т. н. пропиточных столах, обычных для резинового производства. В случае употребления ткани с редким утком гуммировка производится на вертикальном каландре, в к-ром ткань пропускается между двумя валиками и в это время пропитывается резиной. Особой оригинальностью отличается гуммировка т. н. безуткового корда, получившего за последние два года повсеместное и исключительное распространение. С катушек, на которых навиты нити корда, последние, сматываясь, попадают под нож и барабан. Поступая под барабан, нити впитывают жидкий резиновый клей, благодаря чему склеиваются друг с другом и обволакиваются резиновым слоем. За гуммировочным барабаном нити, уже в виде широкой полосы, проходят ряд сушильных барабанов, где испаряется бензин, и с другого конца машины выходят в виде длинных кусков ровного и отлично прорезиненного полотна. В дальнейшем это полотно, для накладки покровного слоя клейкой резины, пропускают еще через упомянутый вертикальный каландр. Резина но сортам, в зависимости от назначения и размера покрышки, отмеряется по весу или шаблону, а полотно, также в зависимости от размеров и типа покрышки, раскраивается полосами по диагонали. В таком виде заготовки поступают во второй этап производства, называемый постройкой покрышки (фигура 4). Основанием пневматической покрышки служит т. н. каркас из ткани. Этот каркас, состоящий из нескольких наложенных друг на друга тканевых прокладок, строится соответственно каждому размеру покрышек, путем накатки длинной ленты прорезиненной ткани на плоский барабан или металлический разборный сердечник, имеющие форму внутренней полости покрышки. Количество“ и ширина прокладок строго соответствуют типу и размеру покрышек. Во время накатки такого развернутого каркаса к бокам его прикрепляются заранее заготовленные крылья бортовой части. Развернутый каркас в виде плоского браслета натягивается на т. н. мягкую рабочую камеру и по ней обжимается. Средняя часть такого каркаса растягивается специальным приспособлением. В дальнейшем на готовый тканевый каркас наклеивают с внешней стороны полосы резины по бокам, а среднюю часть, кроме того, усиливают еще несколькими слоями ткани. Сверх этого усиления накладывается толстый слой т. н-. протекторной резины. Третий этап производства покрышек состоит в вулканизации. Сырая покрышка снимается с рабочей камеры или сердечника и закладывается в тяжелые металлические формы, состоящие из двух симметричных половинок с осью симметрии, совпадающей с наибольшей осью продольного сечения покрышки. Выемка в форме точно соответствует наружному габариту покрышки. Для того, чтобы стенки покрышки плотно прижались к форме, а также для облегчения вулканизации, внутрь покрышки закладывается мягкая варочная камера. В камеру через вентиль под давлением вводится воздух, вода или нейтральный газ. Формы спрессовываются и подвергаются в т. и. автоклавах продолжительному нагреву, вызывающему явления вулканизации. В это же время на покрышке запрессовывается рисунок рельефа беговой дорожки, марка, размер и номер покрышки.
Возможность повреждения в виде проколов и пробоин составляет основной недостаток пневматиков. В случае такого сквозного повреждения покрышки и камеры и связанной с этим утечки воздуха пневма-тик сразу теряет все свои преимущества. Средние эксплуатонные нормы автомобильных пневматических шин на современных дорогах СССР достигают 8—10 тыс. км для пневматиков легковых типов (в 1927 г.). Для пневматиков «гигантов» средний километраж доходит до 18—25 тыс. км. Пневматики, не выдержавшие установленных норм километража, в случае незначительных «механических» повреждений м. б. легко отремонтированы и вновь пущены в эксплуатю. В особенности это относится к камерам. Размеры, типы и эксплоа-тациоиные нормы пневматиков ежегодно меняются. Стандарты автомобильных пневматических шин почти во всех странах мира ежегодно пересматриваются. Для СССР па 1927 г. и впредь до изменения стандарт автомобильных и мотоциклетных шин установлен СТО. Технические условия и инструкции приемки шип сводятся к контролю качества изделий, взятых в определенном % к принимаемой партии, на основе доступных, объективных и заранее установленных признаков. Для пневматиков эти признаки определяются эластичностью резины, отсутствием повреждений на поверхности покрышки и камеры и полным соответствием размеров покрышки и камеры размерам обода. Кроме того, в камерах тщательно проверяется добротность стыка и надежность вентиля. Хранить ппевма-
10 11 12 98
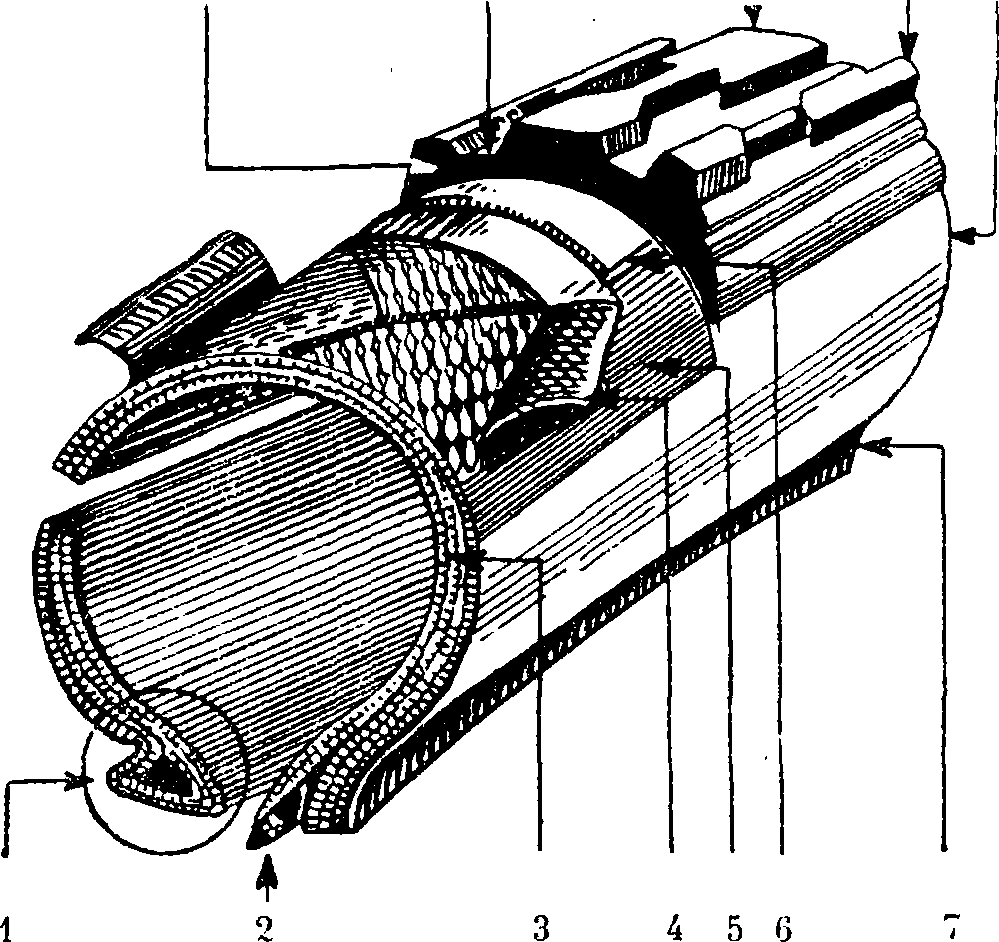
Фигура 4. Пневматическая автошина: 1 — крыло бортовой покрышки. <г—сердечник безбортовой покрышки, 3—каркас, 1—прокладка, й—буфер,
6—подпротектор, /"—бортовая ленточка, S—боковая часть. 9—боковая дорожка, lо—протектор,
11—канавка, 12—центровая дорожка. тические покрышки и камеры без вреда для них можно лишь в течение Н/г—2 лет, притом в специальных помещениях, ибо сырость, холод, жара и свет вредно отражаются на качестве пневматиков. Правильная монтировка, частая проверка внутреннего давления шин, выверка колес, рулевого, тормозного и передаточного механизмов и рессор автомобиля, наряду с учетом шин, должны составлять постоянную заботу рационально поставленного автопредприятия.
II. П о л у м а с с и в н ы е А. отличаются тем, что сжатый воздух пневматиков заменен резиной или другим подобным материалом. Не обладая преимуществами пневматиков, полумассивные шины лишены и их недостатков, проколы и пробоины безвредны для их службы, они требуют меньшего ухода за собой. Применяются они для грузовых, броневых и специальных автомобилей средней грузоподъемности. Полупневматики бывают двух типов:
1) обыкновенные пневматики, е камерой или без таковой, после их монтировки на обод вместо сжатого воздуха заполняются так называемым «наполнителем». Наполнитель бывает или желатинообразиого состава, или им служат каучукоподобные шашки или губки, заполняющие внутреннюю полость шины. Известно до 70 патентов наполнителей, но ни один из них не получил пока широкого распространения и не пришел на смену пневматика, оставляя т. о. наиболее заманчивую для изобретателей проблему замены пневматика неразрешенной;
2) т." н. эластики построены на принципе использования амортизирующей способности резины, взятой в толстом слое. Для уменьшения веса и улучшения амортизирующих качеств, шипы эти применяются более широких профилей, но в самом массиве имеют сквозные каналы и ниши. Этот вид шин находит все большее применение для грузовых автомобилей всех видов и назначений, представляя наиболее удачную замену более жестких массивных А. В эксплуатации эластики, после обычной монтировки гидравлическим прессом, не требуют никакого ухода и имеют километраж;, приближающийся к типу «гигант».
III. Массивные А. (фигура 5), или грузошины, или плотнорезиновые. Толстый слой массивной резины,
Фигура 5. Массивная шина: 1 — стальной бандаж, 2—роговая резина, 3— нолутв. резина, 4—протектор. наложенный на стальное кольцо, представляет довольно жесткую для наших дорог автомобильную обувь. Такие шины применяются для тялшлых грузовых и специальных автомобилей с небольшими скоростями. В работе эти шины достаточно надежны. Для монтировки они требуют специальных приспособлений. Известны два типа массивных А.: 1) прессовый тип, при котором стальное кольцо натягивается на обод специальным прессом большой мощности; имеет наибольшее распространение; 2) съемный тип, закрепляющийся на ободе посредством специальных конусных вставок между ободом и стальным кольцом шины; вследствие сложности арматуры и ненадежности соединения этот тип шин выходит из употребления и заменяется прессовым. Массивная грузошина изготовляется путем последовательной накатки резины разных сортов на стальной плоский бандаж. На наружной поверхности бандажа проточены канавки в виде ласточкина хвоста. В эти канавки запрессованы полоски эбонитовой резины. На них накатаны полосы более мягкой резины, а сверх них— массив беговой резины. Последний получается или наращиванием тонких лент, или в виде толстой колбасы. После постройки массива шина закладывается в металлические формы, запрессовывается и вулканизируется в автоклаве под большим давлением в течение нескольких часов. Шины типа «эластик» изготовляются таким яш способом, но в массив вставляется разъемный сердечник. При приемке надо обращать внимание на эластичность резины, отсутствие внешних дефектов и особенно на качество и цельность стального кольца в месте стыка. Хранение массивных шин в условиях, указанных для пнев-матиков, допустимо в течение 2 — 3 лет без вреда для качества их. Размер и применение массивных шин определяются профилем шины, нагрузкой на него и диаметром обода, на к-рый шина монтируется. На 1 сантиметров профиля приходится в среднем около 100 килограмм нагрузки. Этот тип шин постепенно выходит из употребления и с успехом заменяется «эластиками» и особенно пневматиками типа «гигант». Для советских дорожных условий массивные грузошины не могут быть рекомендованы. Стандартные обозначения грузошин для СССР на 1927 г. приняты для 15 размеров прессового типа шин. В силу специфцч. условий монтажа шин принята след, методика обозначения: АхВхВ, где А — наибол. диаметр шины, В — ширина профиля, D — диам. обода колеса.
Для 28 000 000 механич. экипажей мира (в 1927 г.) изготовляется свыше 120 000 000 шин. На изготовление такой массы шин расходуется в год около 400 000 тонн каучука и 300 000 000 метров хлопчатобумажной ткани. В производстве шин занято около 350 000 человек. Свыше 85% всего мирового производства шин изготовляется в С,-А. С. Штатах.
Лит.: Розенберг С. и др., Шины, М., 1926; Pearson Н. С., Pneumatic Tires, Ν. Y.; 1922; раннее издание перераб. R. Ditmar’OM и изд. на нем. яз. Hartleben’OM под назв. Gummireifen, Wien, 1910; Petit Н., Le Pneumatique, P., 1912; Ferguson’s Book of Motor Tyres, L., 1924; «Мотор». M.; «Бюллетень правления Резинотреста» (на правах рукописи), M.; «India Rubber World», N.Y.; «Tires», Ν. Y.; «The Rubber Age», L.; «The Tires Rate Book», Ν. Y.; «Le Caoutchouc et la Gutta-Percha», P.; «Kautschuk», B.; «Gummi-Zeitung», B.; «Circular of the Bureau of Standards», Wsh.
Каталоги, проспекты, прей с-к у р а н-ты: Резинотреста, Fisk, Fayrsto, Michelin, Continental и τ. π.; 40 Jahre Kautschukforschung (указатель статей в «Gummi-Zeitung» за 40 лет до 1 927 г.), изд. «Gummi-Zeitung», Berlin. С. Розенберг.