 > Техника, страница 14 > Аппретура текстильных изделий
> Техника, страница 14 > Аппретура текстильных изделий
Аппретура текстильных изделий
Аппретура текстильных изделий,
отделка, состоит из целого ряда в большинстве случаев заключительных операций, производимых с тканями (хлопчатобумажными, льняными, выми, джутовыми, шерстяными, полушерстяными, шелковыми, полушелковыми) и пряжей, с целью придать им те свойства, которые требует от них потребитель. Многочисленные аппретурные работы могут быть разбиты на следующие группы: 1) работы по производству очистки товара или его поверхности (мытье, штопка, опаливание, стрижка, ба-стовка, очистка пуха, карбонизация); 2) работы, изменяющие поверхность ткани в отношении ее характера и вида (валка, ворсование, стрижка, каландрение, прессование, катание, муарирование, гофрирование, ратинирование); 3) работы, производящие изменение строения товара (крахмаление,
мягчение, каландрение, прессование, отя-желение, пропитывание различными аппретами, запаривание, краббоваиие); 4) подготовительные работы для последующих операций (отдувка, накатывание, сушка); 5) заключительные работы после А. тканей, имеющие целью придать им продажный вид (складывание, дублирование, измерение, связывание, прессование, наклейка ярлыков, упаковка). Т. о. задачей А. является сохранить, выявить, а также усилить ценные качества волокнистых материалов в готовом изделии и придать им устойчивость при пользовании ими. Осуществляется А. посредством механических воздействий на ткани, а также нанесением так называемым аппрета. Аппретами называют вещества, наносимые при отделке на ткани и пряжу. Вещества эти следующие: 1) загустители, проклеивающие ткани и делающие их жесткими с целью сообщения им определенного туше (на-ощупь); сюда относятся различные виды крахмала, «растворимые» крахмалы, декстрины, столярный клей, желатин, растительные слизи, трагант и др.; 2) вещества, сообщающие тканям мягкость и эластичность (жиры, масла, мыла, глицерин); 3) отяжеляющие и заполняющие промежутки между нитями (глинка, алебастр, шпат, тальк); 4) сообщающие тканям блеск (воск, глицерин, кокосовое масло, мыло, озокерит, парафин); 5) гигроскопические (глицерин, патока, ализариновое масло, поваренная соль); 6) антисептические, предохраняющие загустители от плесени (хлористый цинк, салициловая кислота, формалин, квасцы, карболовая к-та, медный купорос и др.); 7) вещества для подцветки гл. обр. беленых тканей (ультрамарин, метиленовый голубой, метиловый фиолетовый, индантрен синий, ализарин-циа-нол и др.); 8) сообщающие тканям водонепроницаемость либо путем закупорки пор ткани (резиновые и олифиые пропитки), либо уменьшением смачиваемости волокон (алюминиевые соединения); 9) делающие волокнистые материалы невоспламеняющимися (борная, кремневая к-та и др.); 10) вызывающие у шелка «хруст»—шуршание (винная, лимонная кислота и др.).
А. состоит из весьма различных операций, производимых на разных ф-ках по-разному, причем многое основано на наблюдениях из практики, а также на применении эмпирич. рецептов. В последнее время наблюдаются попытки дать теоретическое обоснование предпринимаемым операциям А. (для хл.-б. тканей): исходя из общеизвестного факта, что белые и окрашенные в нежные цвета ткани должны отражать максимальноб количество лучей, а темно-окрашенные, наоборот, поглощать их, предлагают применять такие загустители и жировые вещества и производить такие меха-иич. операции, которые соответствовали бы поставленной цели отделки. Так, для отделки белых и близких к ним по цвету товаров следует брать в аппрет из загустителей все виды крахмалов, а из смягчающих веществ— мыла, которые будут способствовать максимальному отражению лучей. Точно так же мехаиич. операции для этих товаров должен быть преимущественно такие, которые приводят к расплющиванию нитей (каландры, катки, колотилки). Наоборот, для черных и темноокрашенных товаров из загустителей должны применяться растворимые в воде декстрины, а из смягчающих веществ— жиры и масла, в свободном виде поглощающие максимальное количество лучей. Меха-ническ. операции должны не расплющивать нити, а, наоборот, сохранять промежутки между ними. Т. о. лощеная отделка будет подходящей для белых товаров, а матовая— для темных. Нижеприведенные способы А. тканей и пряжи не представляют собою систематического хода отделки, а лишь знакомят с теми операциями, которые вообще применяются для различных волокнистых материалов.
А. хлопчатобумажных тканей. Хл.-б. ткани в большинстве случаев отделываются после беления, крашения и печатания. Каждый сорт товара проходит разные операции А., в зависимости от его назначения. Сообразно с этим различают виды отделок: фуляровую (белоземельные ситцы, бязи), крученую (репс, трувиль, канифас, одежная бязь и часть гладко окрашенных миткалей), лощеную (бязи, азиатские сорта ситца), серебристую (ластики, вытравные сорта, тяжелые миткали, фоновые бязи с клеткой). Ткани, получающие разную отделку, делятся на:
1) отделывающиеся суровьем (бязь, суровая без начеса и с начесом, бумазея, байка и др.); 2) бельевые (без начеса— бязи, бумазеи, батисты, кретоны, ма-деполамы, миткали, нансук и др.; с начесом— бумазеи, байка, фланели и др.); 3) ц в е τη ы е (бязи, батист, доместик, миткаль, нансук, репсы, саржи, сатины, ластики, шер-тииги); 4) о д е ж и ы е и костюмные (белые—Демикотон, ластик, молескин, диагональ, нансук; цветные — те же и, кроме того, репсы, рогожки, рубчики, трико);
5) пестроткани ые (бязь, байка, кретоны, зефиры, оксфорды, серпянка, тик и др.); 6) вигониевые (трико, репс,
сукно и др.); 7) к у б о в ы е (бязи, ластики, молескин). А. хл.-б. тканей состоит из следующих операций.
1) Крахмаление. Оно имеет целью нанесение аппрета для изменения веса, плотности, туше и вида товара. Вещества, применяемые для аппрета, очень разнообразны и зависят от требуемой отделки. Самыми употребительными материалами являются картофельный, пшеничный, рисовый и маисовый крахмалы, декстрины, «растворимые» виды крахмала, клей, глицерин, жиры, масла, мыла, ультрамарин и др. Крахмал придает ткани жесткость. Самый распространенный — картофельный крахмал, дает наибольшую полноту наощупь, способен легко проникать в волокна ткани и прочно в них держаться. Пшеничный, рисовый и маисовый идут в меньшем количестве. Применение крахмала основано на способности его образовывать клейстер. Темп-pa клейстеризации у картофельного крахмала 50°, у пшеничного 68°. Концентрация крахмала в аппрете достигает в некоторых случаях до 100 г/кг аппретурной массы. Декстрины (жженый крахмал,
британская камедь) по загустит, способности в 3—4 раза слабее крахмала. В последнее время стали пользоваться «растворимыми» (расщепленными) видами крахмала, которые обладают меньшей загуститель-ной и клеящей способностью, зато больше проникают в ткань. Эти виды крахмала получаются из картофельного обработкой: а) едким натром, б) окислителями (раствором белильной извести, перекисью натрия, перборатом), в) азотной к-той, г) диастафо-ром, биолазой. Варка аппрета производится в особых котлах — деревянных, железных или луженых медных, снабженных мешй и обогреваемых паром. Иногда применяются закрытые металлич. котлы — автоклавы, в которых варка производится тоже с помощью пара под давлением (фигура 1).
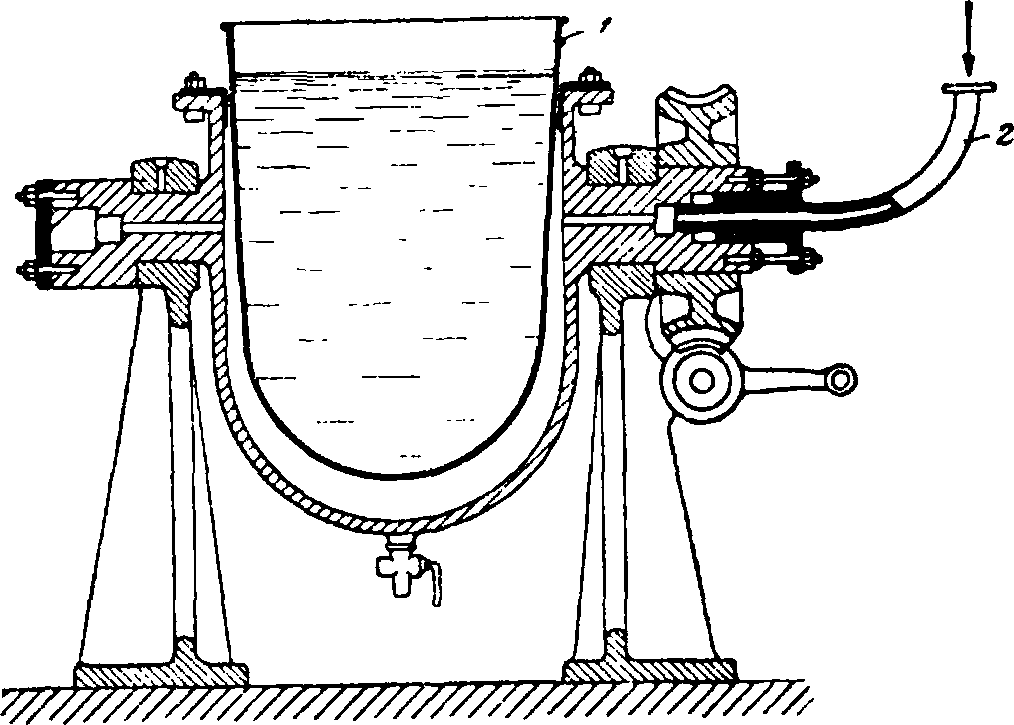
Фигура 1. Котел для варки аппрета: 1—котел, 2—паропровод.
Все вещества, входящие в состав аппрета, предварительно следует отдельно растворить (если они растворимы в воде), расплавить и растереть, а затем смешать в варочном котле и варить. Аппрет наносится на ткань разными способами в зависимости от вида отделки, причем ткань можно пропитать насквозь или только с одной стороны. Для этой цели применяют крахмальные плюсовки с 1 — 2—3 валами
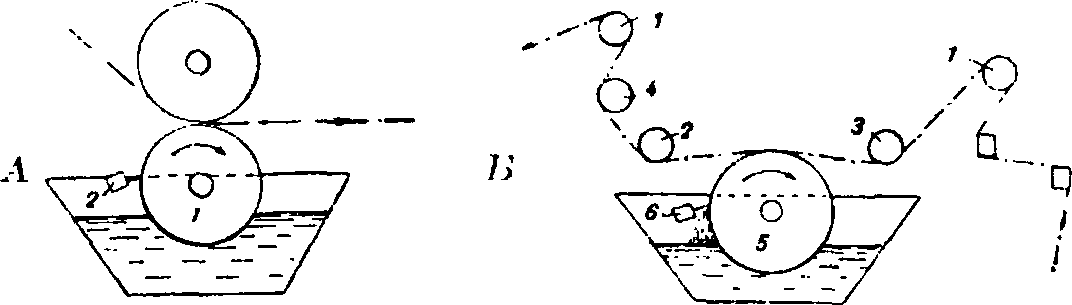
Фигура 2. Крахмальные плюсовки одностороннего действия:.4: 1—вал, подающий аппрет, 2—ракля; U: 1,2,3,4—направляющие ролики, й—вал, подающий аппрет, 6— ракля.
{фигура 2). Простой способ нанесения аппрета— это пропуск ткани поверх вала, который вращается в корыте плюсовки, наполненном аппретом; последний при этом не слишком глубоко проникает в глубь ткани, а покрывает ее только с одной стороны (изнанку); если на вал, наносящий аппрет, давит верхний вал, то аппрет продавливается внутрь и при сильном давлении проходит даже насквозь; можно увеличить проникновение аппрета, если верхнему валу сообщить бблыную скорость, — тогда он будет втирать аппрет в ткань. Иногда поступают т. о.: ткань проходит в корыто с аппретом, огибая направляющие ролики, а затем отжимается между валами. В случае применения плюсовки с тремя валами— нижний вал опускается в аппрет, равномерно смачивает соседний- вал; ткань пропускается между вторым и третьим и крахмалится с одной стороны. Иногда нижний вал плюсовки снабжается т. н. раклей,
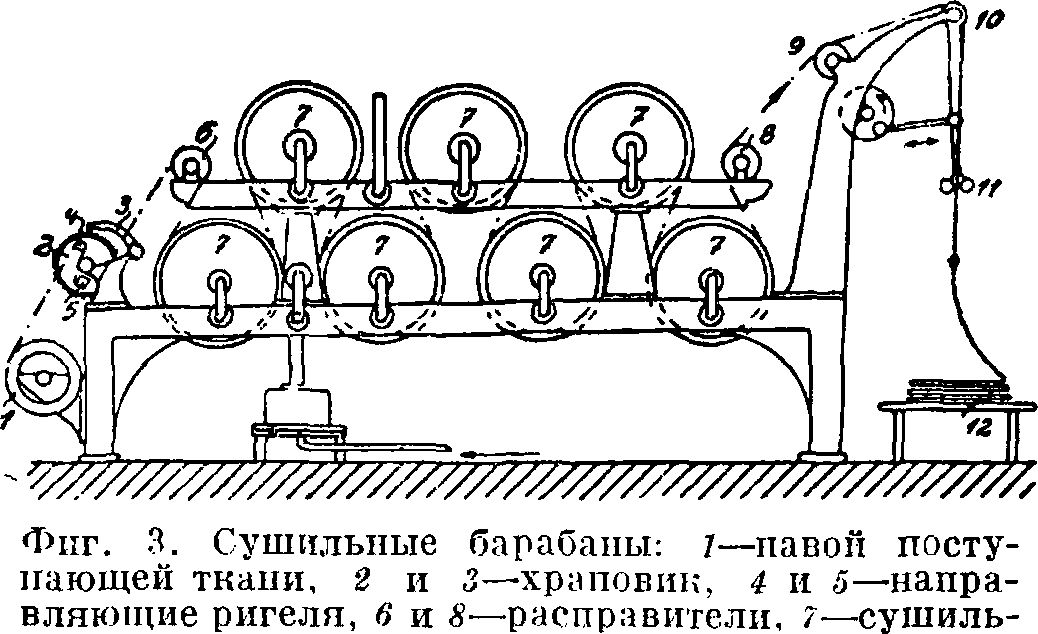
ные барабаны, у—направляющий ролик, ίο π 11— приспособление для складывания ткани, 12— стол для укладки высушенной ткани. к-рая счищает с него изоыток аппрета, и ткань вследствие этого пропитывается незначительно; такая заправка ткани необходима в тех случаях, когда рисунок на лицевой стороне надо сохранить ярким или когда на ворс не должен попадать аппрет. Ткань, пропитанная аппретом, должен быть высушена. Обычно сушка производится на сушильных барабанах (фигура 3), состоящих из медных цилиндров, обогреваемых паром, между которыми пропускают ткань. Число цилиндров и диаметр их (от 40 сантиметров до 2 м) зависят от рода ткани; крахмальные плюсовки устанавливаются перед сушилками и составляют с ними как бы одну машину. Во избежание пригорания невысохшего аппрета первые цилиндры сушильных барабанов обертываются миткалем или заменяются деревянными барабанами, или же между барабанами ставятся ролики, позволяющие заправить товар т. о., чтобы он касался нагретой поверхности только одной своей стороной (изнанкой).
2) Смягчение нек-рых сортов товаров после крахмаления и сушки необходимо, т. к. ткани получаются чересчур жесткие. Этого достигают на аппретоломных машинах (фигура 4). Они бывают двух си-
Фигура 4. Аппретоломная машина. стем: а) пуговичная машина (для легких товаров) Гарнье состоит из двух рядов деревянных валиков с выступающими головками обойных гвоздей; нижний ряд валиков может подниматься на уровень верхнего; по неподвижным валикам перетягивается товар в натянутом виде,— при этом происходит ломка аппрета; товар можно пустить, по желанию, в том или другом направлении;
5 а 6 —
обычно он пропускается два раза и более;
б) машина (для тяжелых товаров) Гейльмана состоит из двух расположенных друг над другом валиков с круговыми вырезами, причем выпуклостям одного соответствуют углубления другого; оси валов опираются на подвижные подшипники, что позволяет регулировать расстояние между валами; при пропуске ткани между валами аппрет смягчается. Машина Вельтера не отличается существенно от машины Гейльмана.
Смягчения жесткой накрахмаленной ткани достигают в значительной степени при помощи отдувки — увлажнения водой на брызгальных машинах (смотрите). Цель этой операции — смягчить равномерным увлажнением ткань настолько, чтобы можно было осуществить последующие операции А. Неувлажнен-ная ткань впоследствии с трудом поддается отделке вследствие жесткости; степень увлажнения зависит от состава аппрета и вида отделки. Процент влаги колеблется в пределах 6—24,5%. Способов отдувки существует несколько: либо ее производят на щеточных машинах, причем ткань проходит по направляющим роликам над ящиком с водой, в к-ром вращается большая круглая щетка, разбрызгивающая воду на ткань, либо применяют пульверизационные брызгалки, в которых вода разбрызгивается на ткань целой системой пульверизаторов. При отдувке увлажняется та сторона, на которой нанесен аппрет. Увлажненная ткань обыкновенно лежит в накатанном виде на роликах несколько часов для равномерного распределения влаги.
3) Ширение. При процессах беления, крашения, промывках и т. д. ткань несколько удлиняется и сокращается по ширине (до 15%); кроме того, получаются перекосы (нити утка не перпендикулярны основе). Для исправления этих недостатков ткани подвергают ши рению. Попутно при этой операции темноокрашенные товары углубляют свой цвет, т. к. расстояние между нитями становится больше, белые — несколько теряют в своей белизне. От ширения ткань приобретает некоторую мягкость, т. к. аппрет, делающий ее жесткой и заполняющий промежутки между нитями, отчасти осыпается, почему ткань становится мягче. Ширение производят обыкновенно не до первоначальной ширины суровья, а несколько меньше (при 72-cjh ширине суровья ширение производят на 1—21/* сантиметров меньше начальной и при 1,44-jn ширение суровья на 21/i— 3У> сантиметров меньше); доведение ткани до первоначальной (суровой) ширины может привести к разрыву кромок или всей ткани. Ширение производят на колесных — ременных и цепных—ш и р и л к а х. На ременных колесных ширилках кромки товара попадают между ремнем и ободьями колеса, и при этом товар ширится на 21/i—63/4 см. Па цепных ширилках ткань захватывается на цепи иголками или специальными захватками— «клупами», цепи передвигаются и к концу ширилки постепенно расходятся, и ткань ширится. В нек-рых случаях цепи расположены так, что могут передвигаться друг относительно друга; это позволяет располагать нити утка перпендикулярно к нитям основы. Нек-рые сорта тканей, по характеру отделки и применяемых красителей, после аппретирования на крахмальных плюсовках сушат на сушильно-ширильных станках, т. н. шпан-рамах (фигура 5). Здесь ткань одновременно ширится и сушится, проходя через машину с помощью клупов или иголок на бесконечных цепях таким же образом, как это было указано при цепных ширилках. Некоторые шпан-рамы снабжены т. н. шанжирным приспособлением, позволяющим цепям находиться в известном движении одна относительно дру-
Фигура 5.Сушил ьно-ширительнын станок (шпан-рама): 1 — влажная ткань, 2 — расширительный валик, з — цепные барабаны,
натяжные ролики, 7 — высушенная лик-щетка. ткань, S — ро-
ГОЙ, вследствие чего нити утка получают нек-рое движение относительно нитей основы и не склеиваются с последними. Склеивание нитей делает товар грубым и мало эластичным; товар, высушенный на шпан-рамах с шанжирным приспособлением, приобретает мягкость и эластичность.
4) Каландр ение. Для увеличения плотности, лоска, блеска, эластичности, а также сообщения муара, гофрировки и серебристого блеска хл.-б. ткани подвергаются каландрению на каландрах [простых, фрикционных, бительных, или чезинг, серебристых, гофрировочиых и муарировочных (фигура 6)]. Каландры состоят из нескольких (от 2 до 9) валов, причем металлические (из твердого чугуна, стали) чередуются с валами из прессованного иод большим давлением бумажного картона, хлопка, джута, шерсти. Между валами пропускают расправленную ткань под большим давлением. Давление производится с помощью рычагов, винтов, пружин или гидравлическим путем. Ткани пропускают между валами в различном порядке, в зависимости от требуемой отделки. На интенсивность каландрения влияют величина давления валов на ткань, соотношение между скоростями их вращения (у обыкновенных скорость вращения одинакова, у фрикционных—отношение скоростей 1 : 1 У>), твердость материала валов, t° их (горячие и холодные каландры), число пропусков ткани через жала валов, диаметр и
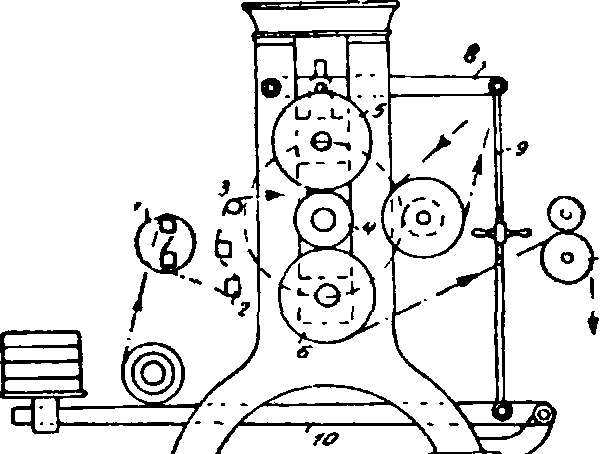
Фигура в Каландр: 1, 2 и 3— натяжные ригеля. 4 — мета л -лпческпй вал. 6 и б — картонные валы, 7—отводящий вал, S, 9 и 10 — рычажное приспособление. число валов, скорость движения самой ткани и ее влажность. Большие давления, высокая t° и повышенная влажность, большое число валов производят больший эффект. Фрикционные каландры при малой скорости движения товара обусловливают больший лоск и блеск, чем пропуск при той же скорости через обыкновенный каландр. Ме-таллическ. валы дают больший блеск, чем бумажные; если металлич. вал вращается с большей скоростью, чем соседний бумажный, то блеск увеличивается. Усиления блеска достигают обогреванием металлич. валов (газом, паром). Для получения муара и гофрировки применяют в каландрах валы (стальные, бронзовые) с определенной гравюрой, отпечатывающейся под давлением на ткань. Для получения серебристого блеска, согласно патенту Шрейнера, ткань проходит под большим давлением (до 50 000 килограмм) между валом из бумажной массы и горячим (100—110°) стальным (лицевой стороной к последнему), на к-ром под углом к образующей вала нанесены штрихи в числе 10—12 на 1 миллиметров. Ткань, прошедшая через такой «серебристый» каландр, приобретает серебристую отделку (ластик, сатин). Для сообщения хл.-б. тканям льняной отделки применяют бительные (чезинг) каландры, позволяющие пропускать ткань по 6—8 полотен, сложенных вместе; при этом места скрещения нитей одной ткани давят на такие же места другой, происходит расплющивание нитей, а это вызывает определенный эффект—муар.
5) К а т а н и е. Для получения большего муара, чем на бительных каландрах, хл.-б. ткани подвергают катанию на катке. Различают катки ящичные (фигура 7) и гидравлические. Ткань, накатанная на ролик, поступает на ящичный каток, где под давлением 10 000—30 000 килограмм катается в течение нек-рого времени. Для увеличения производительности пользуются гидравлич. катками (обыкновенными или ными); здесь накатанный на средний вал товар подвергается катанию под давлением
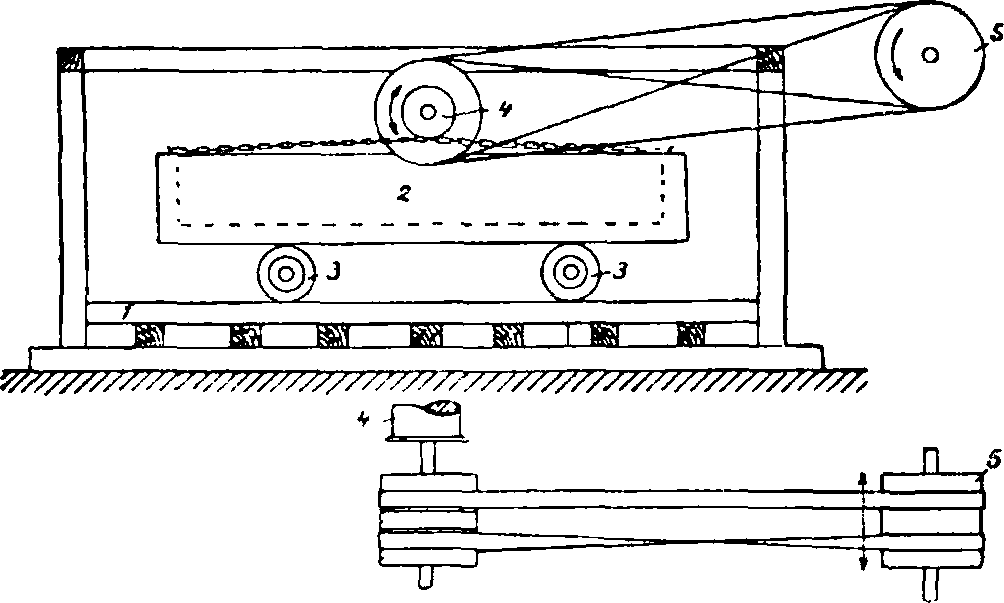
Фигура 7. Каток ящичный: 1—стол для катанья, 2—катальный ящик, з—катки, 4— цепной барабан, 5 — приводной шкив.
25 000—50 000, а в некоторых случаях и 100 000 килограмм, между двумя вращающимися чугунными валами.
6) Колочен и е. Для получения еще большего муара хл.-б. ткани подвергают колочению на колотильных и бительных машинах (смотрите). Ткань, накатанная на ролик, подвергается ударам тяжелых пестов
(чекмарей у колотильных машин) или же, накатанная на вал, подвергается более частым, но слабым ударам колотушками— билами (beetle); при этом достигают еще большего муара и сходства с льняными тканями.
7)Бастовка. Нек-рые товары, производимые из угаров и сорных сортов хлопка и идущие в продажу в суровом виде, необходимо очистить от засорений и чуть-чуть подворсовать лицо и изнанку. Эта операция очистки носит название б а с т о в к и
и производится на наждачно-басто-вальных машинах. Они состоят из 4—6—8 наждачных валов, а также щеточных валиков. Проходя по этим валикам и щеткам, товар очищается с одной или с двух сторон.
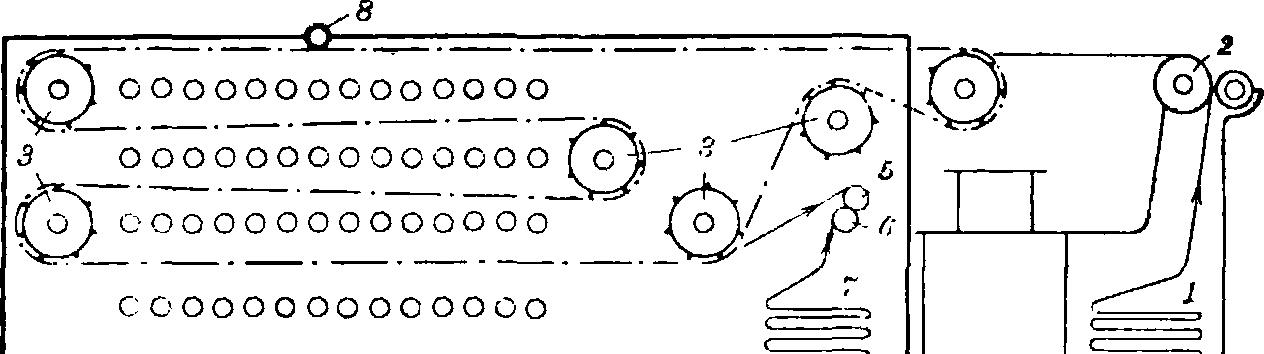
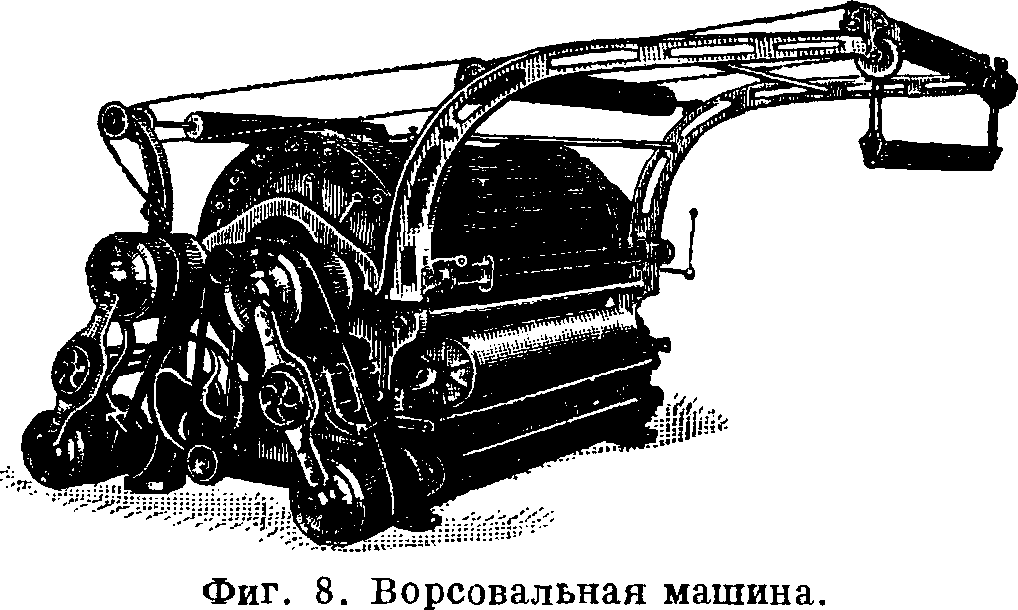
8) Ворсование, или чесание. Ткани, предназначенные для холодных сезонов (бумазея, фланель, молескин, одеяла), выпускаются па рынок с ворсом, то есть с мягким пушистым слоем из хл.-б. волоконец, выдернутых из утка ткани. Эта операция называется чесанием или в о р с о ванн е м и производится на в о р с о в а л ь-н ы х машинах (фигура 8). Они состоят из большого вращающегося барабана, на к-ром насажены вращающиеся ролики в числе 14—48, обтянутые кардной лентой. Половина роликов вращается в сторону движения товара, другая же половина—против. Металл, иголки кардных лент производят ворсование. Хл.-б. ткани ворсуются сухими с одной или с двух сторон, причем не за один раз, а в несколько приемов. Ворсование применяется б. ч. к суровым тканям, волокна у которых покрыты жирами и восками, придающими им эластичность и гибкость. Наиболее подходящими для ворсования являются ткани с угарным утком и саржевым переплетением. В дальнейшем для поднятия смятого ворса во время А. происходит лишь подворсовывание, или декатировка.
9) С т р и ж к а. У молескинов, хл.-б. сукон, одежных, костюмных товаров необходимо лицевую сторону очистить от узелков и выровнять ворс. Этого достигают стрижкой на стригальных машинах. Ткань стригут с помощью стригальных ножей, которых бывает до 8 пар; чаще распространены машины с 2 и 4 парами. После стрижки ткань обычно очищается от пуха на пухоочистительных машинах.
10) Декатировка. Ткани с начесом— костюмные и одежные,—у которых требуется разгладить ворс, подвергают декатировке. Ткань пропаривают в декатировочиых машинах, ворс расчесывают щетками, покрытыми прямой стальной кардой, а также щетиной, и затем приглаживают пропуском между медными валиками.
11) Горячее прессование. Некоторые ткани, гл. обр. костюмные, одежные, подкладочные, для приобретения шерстистой и плотной отделки подвергаются горячему прессованию на гидравлических прессах. Товар перекладывают картоном, блестящим или матовым, в зависимости от требуемой отделки, закладывают между горячими пустотелыми чугунными плитами, обогреваемыми паром, и подвергают давлению в течение нескольких часов до 250 atm·, при этом влага, приобретенная во время отдувки, равномерно распределяется по ткани, и жировые вещества аппрета дают лицевой стороне блеск или матовую отделку, в зависимости от температуры давления, способа закладки картонов и продолжительности прессования. В некоторых случаях товару дают остыть в прессе или сразу охлаждают путем пропуска воды в чугунные плиты.
12) Уборка и укладка т о в а-р а. Заключительными операциями А. хл.-б. тканей являются браковка, раскатка с роликов, измерение на мерильных машинах или с помощью «шпилек», дублирование, складывание в куски (35—45 м), прессование в гидравлич. прессах (1—3 ч. при 5—20 atm), обшивка кусков, клеймение (фирмы, меры), наклейка этикетов, упаковка (в бумагу, редкую бум. ткань и т. д.) и, наконец, упаковка в кипы (24—30 кусков, весом 70 килограмм).
А. льняных и полульняных тканей. Хотя льняные ткани принадлежат к древнейшим, все же в настоящее время А. и применяемые здесь машины и аппараты не отличаются совершенством. В общем А. льняных и полульняных тканей напоминает таковую хлопчатобумажных, с той лишь особенностью, что от первых требуются своеобразные блеск, лоск, туше (на-ощупь) и прочность. А. этих тканей состоит из следующих операций: 1) Крахмаление; оно производится на крахмальных плюсовках, с последующей сушкой на сушильных барабанах; аппрет состоит здесь главным образом из картофельного, пшеничного или маисового крахмала, которые для бельевых товаров должен быть безукоризненной чистоты и белизны. Картофельный крахмал дает более мягкое туше, а пшеничный делает ткань полнее; однако первый предпочитают второму. Для подсиньки применяют ультрамарин. Как и при А. хл.-б. тканей, здесь имеется большое количество рецептов аппрета, в зависимости от рода ткани, а также от того или иного назначения товара. 2) После крахмаления и сушки льняные и полульняные ткани подвергаются о т д у в к е водой на таких же машинах, как указано ранее для хл.-б. тканей, причем ткани, идущие на каландры и бительные машины, увлажняются больше, чем идущие на каток. 3) Для получения блеска, характерного для льняных и полульняных тканей, они должен быть подвергнуты д а-в л е н и ю на каландрах, бительных маши-
Т. Э. т. I.
нах или на катках. Считают, что хорошая отделка получается при пропуске тканей через каток. Вслед за этими операциями льняные и полульняные ткани подвергают дублированию, измерению, складыванию, обвязыванию, прессованию и упаковке.
А. вых тканей совпадает в общих чертах с таковой для льняных; нужно только отметить, что вые ткани, идущие для изготовления мешков, требуют основательного каландрения для того, чтобы нити ткани лучше расплющить и получить более плотную мешочную ткань, ибо, чем шире будут нити, тем уже будут промежутки между ними. вые ткани, идущие на изготовление палаток, парусов, подвергаются пропитке специальными составами для сообщения им водонепроницаемости (смотрите ниже).
А. джутовых тканей очень проста и имеет целью сообщить суровым тканям большую мягкость, а также уменьшить промежутки между нитями основы и утка. Нанесение аппрета здесь редко применяется. Главнейшие операции А. заключаются в следующем: 1) измерение и взвешивание джутовых тканей; оно производится на мерильных машинах и весах; 2) просмотр, штопка и удаление узелков и др.; 3) стрижка— производится на стригальных машинах с двумя или тремя парами полней; если поверхность ткани должен быть лишена волосков, то ее подвергают опаливанию на плитных или газовых палилках, причем опаливание никогда не бывает без предварительной стрижки; 4) о т д у в к а водой на одно-или двусторонних брызгалыгых машинах; последние применяются для усиления смачивания, потому что суровая дл^утовая ткань смачивается очень медленно; после отдувки длсутовая ткань подвергается лежке; 5) к а-ландрение; для длсутовых тканей это самая важная операция, причем здесь применяют очень большие давления для того, чтобы волокна расплющить и ткань сделать более плотной и блестящей; чаще всего применяют пятивальный каландр с тремя стальными и двумя промежуточными бумажными валами, причем один стальной— с обогревом; 6) джутовые ткани подвергаются также пропуску на гидравлич. катке (обычным ящичным катком здесь не пользуются); применяют также ные гидравлич. катки. Этим заканчивается А. джутовых тканей; далее следуют операции, придающие им продавшую форму. (Если джутовая ткань идет на изготовление мешков, то их обычно тут же готовят).
А. шерстяных и полушерстяных тканей имеет целью получить из суровой, жесткой, грязной, снятой с ткацкого станка ткани чистую, облагороженную ткань, обладающую определенными свойствами в смысле плотности, туше (па-ощупь), мягкости, переплетения, ширины, блеска и т. д. А. для суконных и камвольных тканей различна. а) А. суконных тканей. Суконные ткани изготовляются преимущественно из мягкой коротковолокнистой овечьей, т. н. аппаратной шерсти и с целью А. подвергаются след, операциям. 1) Суконная
22
ткань, поступая с ткацкого станка, прежде всего прокатывается, то есть просматривается, причем с ткани удаляют с помощью щипчиков (пинцетов) узелки, концы, растительные частицы, шишечки. 2) Затем ее подвергают штопке в тех местах, где нехватает уточных и основных нитей, а также где имеются разорванные места; при атом исправляются все недостатки после ткачества. Операция штопки повторяется еще после промывки, а также после окончания всей А. 3) Просмотренное и штопанное суконное суровье промывается на промывных машинах. Цель промывки — удалить из шерстяной ткани посторонние примеси и все загрязнения, которые были нанесены либо попали на нее при процессах прядения (замасливающие вещества) и ткачества (шлихта), — жиры, масла, клей, грязь и др. Моечными средствами служат: мыло, сода, аммиак, контакт (нефтяные сульфокислоты); обычно промывку ведут на растворе соды (6° Вё). Продолжительность промывки (размыл, малая, большая вода) ΐγ2—2 часа при /° не выше 40—45°. Промывка происходит в виде жгутов или в расправку. 4) Промытую суконную ткань отжимают на центрифугах или вальцевых отжимках и пропитывают в небольшом проходном аппарате растворами мыла (в некоторых случаях—соды и контакта), после чего ткань поступает на сукновальные машины для валянья (валки). Процесс валки заключается в том, что шерстяные волокна под влиянием давления и трения в присутствии мыльных растворов становятся пластичнее и, передвигаясь друг относительно друга, переплетаются; эта операция является главной отделочной операцией суконных тканей; они при этом становятся плотнее, с ворсистой поверхностью, на которой уже нельзя различить ткацкого переплетения. Сукновальные машины имеют специальные механизмы, способствующие усадке ткани по длине и ширине; это достигается давлением и трением. В некоторых случаях при валке вместо мыльных (мыльносодовых) растворов применяют раствор серной кислоты или воду. 5) Валеная ткань тщательно промывается с помощью обычных моечных средств на тех лее промывных машинах, после промывки отжимается (на центрифугах или вальцевых отжимках) и, если это требуется, высушивается. 6) Чаще суконные ткани в мокром виде поступают в карбонизацию. Эта обработка необходима для того, чтобы освободить суконные ткани от растительных примесей, которые при крашении кислотными хромировочными красителями остаются неокрашенными. Суконную ткань замачивают в растворе серной кислоты (крепостью 3—5° Вё), отжимают (центрифуги, отсос, продувка) и затем подвергают сушке в особых карбонизационных машинах (сушилках); в них ткань предварительно подсушивается (I камера 50 — 55°), далее окончательно высушивается (II камера 75—80°, III камера 85 — 90°) и, наконец, карбонизуется (IV камера 100 — 110°). Во время сушки серная кислота на ткани концентрируется и превращает (гидролизует) целлулозу в гидроцеллулозу, а также частично обугливает ее. Гидроцеллулоза на столько хрупка и бесструктурна, что прн дальнейших операциях (промывка, выколачивание) легко удаляется из ткани. 7) Кар-бонизованная ткань промывается на промывных машинах; при этом для нейтрализации кислоты применяют раствор соды (6° Вё), а затем промывают чистой водой и отжимают. В нек-рых случаях шерстяную ткань, поступающую в крашение, не нейтрализуют содой, а сразу без промывки после карбонизации подвергают крашению. 8) Крашение суконных тканей производят в красильных барках жгутом; применяют кислотные хромировочные, в последнее время кубовые индигоидные (индигозоли) красители. 9) После крашения ткани промывают чистой водой в красильных барках или промывных машинах (в расправку или жгутом), отжимают и сушат. Карбонизация м. б. также произведена после крашения ткани (а также «шерстью крашеной» ткани). В этом случае нужно только заботиться о том, чтобы применяемые красители были прочны для карбонизации. 10) До и после крашения нек-рые шерстяные ткани подвергают процессу ворсования на ворсовальных машинах. С помощью растительных ворсовальных шишек (сукновальной ворсянки), насаженных на вращающийся барабан, производят начес ткани, то есть вытаскивание отдельных концов шерстинок, почему поверхность ткани приобретает своеобразный войлочный покров. У нек-рых товаров ворсистая поверхность после мытья, а тем более после валки, является обычной; задача ворсования заключается в том, чтобы беспорядочно расположенным шерстяным волоконцам придать вполне определенное направление. Ворсование производится в мокром виде, когда отдельные волоконца шерсти более эластичны и упруги. Нек-рые сорта суконных тканей проходят операцию ворсования два раза и более, в разных стадиях отделки; за ворсованием всякий раз следует стриж-к а (смотрите ниже). 11) Некоторые ворсованные ткани (бобрик и др.) подвергаются после ворсовки отбойке на колотильных машинах. Цель отбойки—поднять ворс и поставить отдельные волокна шерсти вертикально для получения мягкой ворсистой поверхности — бобрика. 12) Сушку шерстяных тканей производят нагретым воздухом; для этой цели применяют сушильно-ширильные машины, шпан-рамы; средняя t° сушильной камеры 60 — 65°. 13) Высушенную ткань просматривают и выделяют брак. 14) После просмотра нек-рые сорта тканей разрыхляют на сукновальных машинах в сухом виде, причем ткань становится значительно мягче. 15) Далее суконные ткани подвергают стрижке. Стрижка производится на стригальных машина х и заключается в срезании торчащих узелков, а также в выравнивании длины шерстяных волосков. Каждый кусок проходит через машину два раза и более; сначала щетки приподнимают ворс, а затем особые стригальные ножи срезают его до требуемой высоты; при этом получается гладкая, ровная поверхность сукна. 16) После стрижки суконную ткань подвергают бастовке на бастовалъпой машине (смотрите), где ткань подвергается действию пара, подаваемого из-под ткани; при этом волокна шерсти делаются более пластичными; затем поверхность ткани при помощи вращающихся щеток очищается от волокон шерсти, оставшихся после стрижки, а ворс приглаживается и получает определенное направление. 17) Почти все сорта суконных тканей подвергаются декатировке, назначение к-рой—предупредить дальнейшую усадку ткани при носке и смачивании ее, сообщить ей большую сопротивляемость пыли и грязи, придать лучший внешний вид, сохранить приобретенный при отделке блеск. Декатировка бывает сухая—с помощью пара—и мокрая (поттингование)—горячей водой и паром. Операция эта производится на декатировочных машинах; ткань накатывают на медный дырчатый цилиндр, через к-рый пропускают пар (3— о мин.), или же этот дырчатый цилиндр помещают в декатировочный котел, куда пропускают пар давлением до 2 atm. В нек-рых случаях ткань после декатировки оставляют на несколько часов в накатанном виде для равномерного увлажнения. 18) После этой операции следует прессование, с целью придать ткани нек-рый блеск, гладкость поверхности, сделать более плотной, упругой и сообщить ей мягкое туше. Операцию производят на гидравлических или цилиндрических—желобчатых прессах (смотрите Гидравлические прессы и Желобчатые прессы). На желобчатом прессе ткань проходит под давлением между обогреваемыми паром желобом и цилиндром. Для грубошерстных товаров, а также для низкосортных тонкосуконных, прессование на желобчатом прессе недостаточно, поэтому применяют еще гидравлический пресс. Здесь ткань перекладывают картоном, закладывают между нагретыми (паром) чугунными плитами и оставляют на несколько часов под давлением. Большая продолжительность прессования, а также ббльшее давление приводят к более сильному эффекту прессования, чем на желобчатом прессе. В нек-рых случаях заключительной операцией для суконных тканей является пропуск на бастовальную машину. Готовую, отделанную суконную ткань просматривают, измеряют, складывают, упаковывают. б) А. камвольных тканей. Камвольные ткани отличаются от суконных тем, что они сработаны из более длинной и менее мягкой шерсти; идут они гл. обр. на изготовление тонких плательных товаров, дамских и мужских. 1) Снятые с ткацкого станка камвольные ткани подвергают просмотру, очистке, штопке и браковке. 2) Некоторые сорта камвольных тканей опаливают на газовых или плитных палилках, причем ткани, имеющие диагональное переплетение, проходят исключительно через газовые палилки. После опаливания поверхность ткани становится гладкой; каждый кусок проходит через палилку 2—3 раза. 3) Затем камвольные ткани подвергают весьма характерной для них операции—з а в а р-к е, или краббованию. Цель этой операции заключается в том, чтобы, обрабатывая горячей водой при t° ок. 100°, сде лать шерстяные волокна камвольной ткани пластичными и фиксировать ту форму, которая им придана при действии высокой t° под давлением; вследствие такой фиксации волокон камвольные ткани при последующих операциях промывки, крашения, отделки не будут давать заломов, не будут садиться и свойлачиваться, приобретут нек-рый постоянный блеск и будут при носке лучше сохранять свой внешний вид. Операция осуществляется на ных или крабб-машииах (смотрите) следующим образом. Камвольная ткань в расправку поступает в 1-е корыто с кипящей водой, проходит между двумя тяжелыми железными валами и навивается на нижний, к-рый вращается в кипящей воде. По прошествии нек-рого времени ткань сматывается с этого вала и наматывается таким же образом на нижний вал 2-го корыта, подвергаясь давлению верхнего Я£елезного вала. После нек-рого времени пребывания во 2-м корыте, тоже с кипящей водой, камвольная ткань подвергается такой же операции в 3-м корыте, но только с холодной водой. Нек-рым сортам товара после горячей обработки во 2-м корыте дают т. н. стойку, то есть дают товару постепенно охладиться на ролике. Следует отметить, что в нек-рых случаях указанная операция краббования производится после промывки камвольных тканей. 4) Нек-рые тяжелые сорта мужских камвольных тканей подвергаются легкой валке, т. н. подвал н-в а н и ю (фулнровке), при наличии контакта мало концентрированных растворов мыла, соды, или просто на воде. 5) Промывка камвольных тканей производится на обычных промывных машинах в расправку или жгутом в тех же условиях, как и суконные ткани, однако продолжительность промывки здесь меньше, вследствие того, что камвольные ткани чище суконных. 6) Промытые, отжатые на центрифугах камвольные ткани поступают в крашение. Ведется оно в таких же красильных барках и в таких яге условиях, как для суконных тканей.
7) Окрашенную, промытую и отнштую камвольную ткань сушат на“ сушильно-ширильных машинах (шпан-рамах) так же, как суконную ткань. 8) Затем ее просматривают и бракуют. 9) Камвольные ткани сработаны из длинноволокнистой шерсти, которая во время процесса прядения настолько тщательно прочесывается и очищается, что растительные частицы остаются в минимальном количестве; поэтому камвольную ткань кар-бонизуют редко, обычно Hie ограничиваются выщипыванием щипцами оставшихся незначительных количеств растительных частиц. В случае, если все же прибегают к карбонизации, то ее ведут обычно после крашения, на таких же машинах, как для суконных тканей. 10) Для получения гладкой поверхности камвольные ткани стригут на стригальных машинах, причем каждый кусок пропускают два раза и более. 11) Тонкие плательные камвольные ткани, имеющие редкое ткацкое переплетение, подклеивают, для чего на плюсовках пропитывают раствором, содержащим гл. обр. клей (подклейка м. б. полной или же только с левой стороны); затем отжимают и высушивают на сушильно-ширильных рамах. Нек-рые сорта товаров после подклейки на плюсовке поступают на т. н. фильц-каландр, на к-ром камвольные ткани предварительно подсушиваются на большом сушильном барабане, затем ширятся и расправляются на расправительном приспособлении системы Пальмера; затем они поступают опять на большой сушильный барабан, к к-рому прижимаются движущейся бесконечной плотной войлочной тканью (фильцом); при этом ткань приобретает своеобразную отделку. 12) Камвольные ткани декатируют с той же целью, как и суконные. 13) В нек-рых случаях камвольные ткани подвергают пропариванию и очистке на бастовальных машинах. 14) Нек-рые сорта пропускают на ширильной машине (эгализировочной) и при этом слегка пропаривают. 15) В заключение А. камвольные ткани прессуют на желобчатых прессах или, для получения большего блеска, на гидравлических. 16) После пресса камвольные ткани бракуют, измеряют, складывают и упаковывают. в) А. полушерстяных тканей. Полушерст. ткани имеют обычно бумажную основу и шерстяной уток. К ним принадлежат очень распространенные плательные и подкладочные ткани. Процесс их отделки близок к отделке камвольных тканей, от которых по виду они очень мало отличаются. Снятые с ткацкого станка полушерст. ткани просматривают, бракуют, чистят, штопают, затем опаливают на газовых или плитных палилках, причем каждый кусок пропускают через машину два раза и более. После этого их подвергают краббованию, или заварке, на ных или крабб-маши-нах; эта операция имеет такое же большое значение, как и для камвольных тканей, т. к. она предохраняет волокна от заломов при последующих операциях, делает их более мягкими и эластичными, а также предупреждает неравномерную усадку шерстяных волокон относительно хлопчатобумажных. Условия работы такие же, как у камвольных тканей. Вслед за этим полушерст. ткани промывают теми же промывными средствами и в таких же условиях, как и камвольные ткани. Иногда подкладочные полушерст. ткани,имеющие очень плотное переплетение, промывают в расправку во избежание получения заломов. Промытая полушерст. ткань отжимается на центрифугах и поступает в красильное отделение, где окрашивается на красильных барках преимущественно субстантивными красителями (в нек-рых случаях полушерст. ткани сначала красят кислотными—с целью окрашивания шерсти, а затем окрашивают хлопок субстантивными). После крашения ткани промывают на промывных машинах, отжимают и сушат на сушильно-ширильных рамах (шпан-рамах). После этого ткань просматривают, стригут. Нек-рые сорта подклеивают на плюсовках аппретом, содержащим гл. обр. клей, и пропускают через шпан-рамы или фильц-каландры. Некоторые сорта полушерст. тканей декатируют на медных цилиндрах, другие увлажняют паром на ширильных машинах или бастов-ках. В заключение полушерстяные ткани прессуют на желобчатых или гидравлических прессах и подвергают заключительным операциям (дублирование, измерение, складывание, упаковка).
А. шелковых и полушелковых (с хлопком) тканей. Шелковые и полушелковые ткани прежде всего весьма тщательно просматривают и очищают, с помощью пинцетов, от узелков, концов нитей; попадающиеся жирные, масляные пятна удаляют чисткой бензином; затем следует выглаживание тканей вручную специальными гладилками или гладильными машинами. Этой операцией достигают равномерного распределения основных и уточных нитей, вследствие чего ткани приобретают не только блеск, но и лучшее туше (на-ощупь). Очищенные и выглаженные шелковые и полушелковые ткани сшивают, накатывают по нескольку кусков на ролики и подвергают опаливанию (главным образом полушелк, ткани) на газовых палилках. При палении происходит удаление пуха, и поверхность ткани становится гладкой. Полушелк, и нек-рые шелк, ткани подвергают пропитыванию с левой стороны аппретом; чтобы сделать ткань более плотной и менее проницаемой для аппрета, ее предварительно пропускают через каландры. Подклейка аппретом производится на плюсовках, соединенных с сушильными барабанами (шпан-рамами). Составы аппрета разнообразны. Чаще всего применяют разбавленные растворы декстрина, желатина, траганта, аравийской камеди, столярного клея; они дают в общем жесткий аппрет; для смягчения его прибавляют глицерин, воск, парафин, мыло. Нанесение аппрета производят различными способами: с помощью вала, «под раклю», разбрызгиванием. Подклеенная ткань сразу же высушивается, чтобы аппрет не растекался и не проходил на лицевую сторону. После этой операции ткань приобретает жесткость, которую следует устранить; этого достигают при помощи ап-претоломных машин (мягчилок), пропуская ткани по деревянным роликам, снабженным металлическ. пуговицами-кнопками. От пропитывания аппретом и сушки шелк, и полушелк, ткани садятся по ширине; чтобы вернуть им прежние размеры, их пропускают на ширильные машины; предварительно их увлажняют паром на бастовалках (парилках), чтобы сделать их более мягкими. Для придания блеска шелк, и полушелк, тканям пропускают их один раз и более через каландры; ткань проходит между валами бумажным и металлическим; блеск усиливается пропуском через фрикционный, а также через горячий каландр. Для получения «муаре» и «гофре» на шелк, и полушелк, тканях применяют каландры с валами, имеющими «муаровую» и «гофрированную» поверхности. Нек-рые сорта тонких шелк, и полушелк, тканей пропускают через фильц-каландр, на котором ткань проходит между нагретой поверхностью большого барабана и сукном; получаемая при этом отделка является более матовой. После этих операций шелк, и полушелк, ткани, для сообщения им настоящего шелкового туше, пропускают еще раз через аппретоломные машины. Многие ткани требуют особого блеска,
который сообщается им на желобчатых и гидравлических прессах. Вполне отделанные ткани просматриваются, измеряются, дублируются и упаковываются.
А. полушелк, тканей, состоящих из шерсти и шелка, в общих чертах заключается в краб-бовании, декатировке, подклейке аппретом, сушке на шпан-рамах и прессовании.
А. шелковой пряжи. Шелковая пряжа, в виде швейных ниток, штопальных и др., а также в виде полуфабрикатов, после целого ряда химических обработок [крашения, отяжеления, пропитывания органическими кислотами (винной и др.)], с целью А. подвергается нек-рым механич. операциям: лощению и люстрированию на специальных лощильных машинах (смотрите), имеющих целью сообщить шелковой пряже повышенный блеск, достигаемый быстрым движением мотка в натянутом состоянии по полированным роликам (иногда в атмосфере пара); при таком движении происходит натяжение пряжи, сопровождающееся увеличением длины (2 — 5% первоначальной), и пряжа приобретает блеск вследствие трения отдельных шелковых нитей. Близка к этой операции растряска, или шевиллирование, шелковой пряжи; однако получаемый при этом блеск меньше, чем при лощении. Растряску производят либо вручную на швилях, либо на специальных растрясных машинах (смотрите); при этом мотки шелковой пряжи подвергают поочередно растрясыванию, натяжению и скручиванию мотков вправо и влево.
А. хлопч.-бум. швейных ниток. Некоторые сорта швейных ниток подвергают отделке, заключающейся в пропитывании ниток аппретом на шлихтовальных машинах (смотрите). Швейные нитки, находящиеся, например, на 300 больших катушках в 300 концов, поступают в корыто с аппретурной массой, состоящей из смеси картофельного и маисового крахмалов, желатина, воска, стеарина, касторового и кокосового масел, затем отжимаются между валами, обернутыми миткалем, касаются поверхности вращающегося горячего железного валика, погруженного в расплавленный парафин, проходят над быстро вращающимися щетками, равномерно распределяющими аппрет в пряже, причем высушиваются (^помещения 30° и хорошая вентиляция) и наматываются на катушки. После такой шлихтовки швейные нитки наматывают на малые катушки в 200—400 ярдов; далее следуют наклеивание ярлычков и упаковка.
Специальные виды А. 1) Сообщение текстильным тканям (хлопчато - бумажным, льняным, вым, шелковым, шерстяным) водонепроницаемости может быть осуществлено двояко: либо их пропитывают веществами, закупоривающими у них поры (например, резиновые и друг, пропитки), после чего они становятся водо- и воздухонепроницаемыми, либо их обрабатывают нек-рыми соединениями (гл. обр. алюминиевыми), после чего волокна становятся трудно смачивающимися водой и потому водонепроницаемыми, сохраняя при этом воздухопроницаемость. 2) Сообщение волокнистым материалам (гл. обр. раститель ным) невоспламеняемости основано на пропитывании либо такими веществами, которые при загорании волокнистых материалов расплавляются и предохраняют от дальнейшего распространения пламени (бура, борная кислота, фосфаты, силикаты и друг.), либо веществами, которые при начавшемся горении волокнистых материалов разлагаются с выделением веществ, препятствующих дальнейшему горению (хлористый, сернокислый аммоний). Однако эти обработки не прочны к действию воды и после первой промывки водой вымываются, и волокнистые материалы опять становятся воспламеняющимися. Лучшие результаты получаются, если осадить на волокне нерастворимые в воде силикаты алюминия, олова, вольфраматы щелочных и тяжелых металлов, которые стойки к промывке и предохраняют волокнистые материалы от воспламенения. 3) Обработка шерстяных изделий эйланом (смотрите) — препаратом, служащим для предохранения ткани от разрушения молью.
Лит.: Шапошников В. Г., Общая технология волоки, и красящих веществ, BTC, М.—Киев, 1926; Георгиевич Г., Химическ. технология волоки, веществ, пер. с нем., СПБ., 1913; Буров Η. Ф., Аппретура и отделка хлопчатобумажн. тканей, М.—Л., 1924; Филиппов И. В., Теоретич. соображения по вопросу аппретирования хлоп-чатобум. тканей, «Изв. текст. пром.»,в, стр. 22 — 26, М., 1923; К о z 1 i к В., Technologie d. Gewebe-appretur, В., 1908; D6pierre J., Die Appretur d. Baumwollgewe.be, Wien, 1905; Gardner P., Die Mercerisation d. Baumwolle u. d. Appretur d. mercerisierten Gewebe, B., 1912; Pfuhl E., Die Jute u. ihre Verarbeitung, B., 1891; S i 1 b e г in ann ΓΙ., Die Seide, В. 1—2, Dresden, 1897; Brenger F., Die Ausriistung d. Stoffe aus Pflanzenfasern, Lpz, 1924; Mundorf E., Die Appretur d. Woll-u. Halbwollwaren, Lpz., 1921; Knepscher W., Die Appretur d. Seiden-, Halbseiden- und Samtgewebe, Lpz., 1912; Fiedler K., Die Appretur d. Bander u. Litzen, Lpz., 1924; Herzinger K., Appretur-mittelkunde, Wittenberg—B., 1926; Heermann P., Technologie d. Textilveredlung, B., 1921; Mier-z inski S., Wasserdichte Stoffe und Gewebe, B., 1897; Lagache H., De l’apprfit des tissus de laine peign6e, P., 1914. Д. Грибоедов.