 > Техника, страница 23 > Болт
> Техника, страница 23 > Болт
Болт
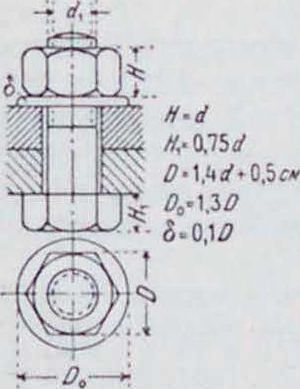
Болт, цилиндрич. стержень, имеющий на одном конце головку, а на другом винтовую нарезку, на которую навинчивается гайка (фигура Ϊ), и служащий для соединения отдельных предметов между собой. Материал Б. и гайки—железо, мягкая сталь, в особых случаях (влажность)—медь и бронза. Нормальная форма гайки—шестигранная призма со срезанными по шару или конусу вершинами углов для предохранения от норчи и для удобства при сборке и разборке. У головки углы на основании, обращенном к стержню, не срезаются. При нормальных условиях Б. работает только на растяжение. Если при постановке Б. до приложения внешней заданной нагрузки подвергается предварительной затяжке гайкой, то такое соединение называется напряженным. Определение размеров диаметра Б. при ненапряженном соединении производится по »2
ф-ле: л‘1 к=Р, где d1—внутренний диаметр нарезки Б. в е.н, Р—заданная нагрузка в килограммах и к—допустимое напряжение растяжения в килограммах/см2. Величина к выбирается в зависимости от материала, способа изготовления резьбы и условий работы. Наир., для болтов сварочного железа хорошего качества, при нарезке, изготовленной на токарном станке, и изменении силы Р от 0 до максимума, к -G00 килограмм/см-·, для железа среди, качества, при прочих равных условиях,/с=480 килограмм/см2; для стали соответственно /с=800 килограмм/см2 и /с=(>40 килограмм/см2. В напряженном соединении, при затяжке болта, получается растяжение и скручивание, вызываемое завинчиванием гайки ключом. Напряжение растяжения при этом может достигать значительной величины; например, при нормальной длине ключа I=12d (где d—наружный диам. нарезки), при d равном приблизительно 2 см, рабочий, при усилии в 20 килограмм, может вызвать напряжение до 600 килограмм/см2. Этим объясняется то, что в машиностроении в ответственных местах Б. меньше 2 сантиметров диаметра не употребляются. Скручивание при затяжке повышает продольное растяжение на 25—30%; поэтому Б., которые подвергаются затяжке, рассчитываются с допустимым напряжением, меньшим нормального на 25—30%. Если предусмотреть возможность подтягивания Б. под нагрузкой (например во фланцевых соединениях труб и тому подобное.), то приходится допускать дальнейшее уменьшение допустимого напряжения примерно на 25—30%, так что расчетное уравнение для такого случая выразится так; Л^1 - 0,752fc=Р. По найденному диаметру </, подбираем в таблице Б. ближайший больший и по нему находим величину наружного диаметра d и все остальные размеры Б.
Нормальные размеры головки и гайки проверяются на основании условий равной прочности Б. во всех частях. Напр., высота гайки Н проверяется из ур-ия прочности нарезок на смятие и Б. на разрыв;
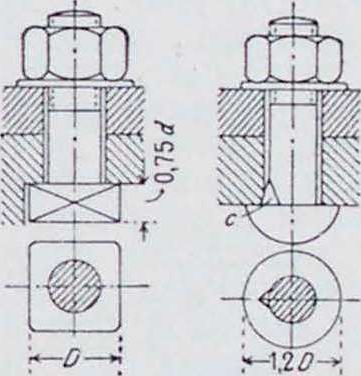
Если в среднем высота хода s= Ο,ΐιί, число нарезок м= 10, d=l,‘Zd1, напряжение смятия η=100 килограмм см2, напряжение растяжения fc=480 килограмм/см2, то Hetd. Диаметр круга, вписанного в шестиугольник (отверстие ключа), D=1 ,4d -j- 0,5 см—проверяется по условию смятия на опорной поверхности гайки, причем q s 200 килограмм см2. Эти соотношения приняты для железа нетал и; для более слабых материалов они изменяются, например для бронзовой гайки и железного Б. высота гайки Il=l,bd. На фигуре 2—7 показаны разновидности Б.: на фигуре 2а—Б. _ _____..
кой (т. н. «черный» Б.), на фигуре 26—Б. с шаровидной головкой; здесь требуется наличие уса» с для предотвращения поворачивания Б. при завинчивании гайки; на фигуре 3·— ш и и л ь к а, где отсутствует нормальная
Фигура I.
Фигура 2а. Фигура 2G.
Г* ERil ЧППТИПЙ ГПЛПП.
головка; на фигуре 4—г л у х а р ь (пинт), где гайку заменяет одна из соединительных частей; если эта часть чугунная, то длина нарезки в ней I берется от 2 до 3d; на фигуре 5—
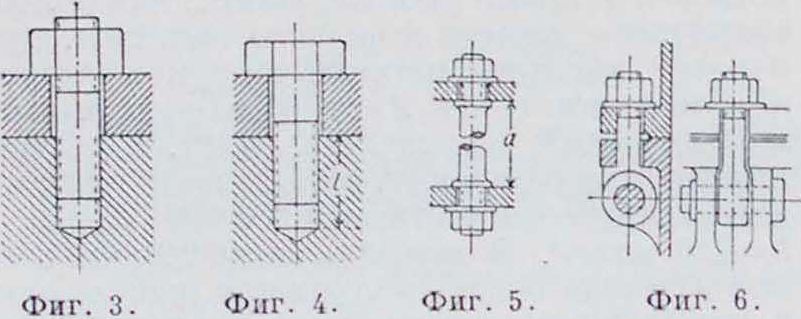
установочный распорный Б., служащий для укрепления деталей па определенном расстоянии а; на фигуре О—о т к и д-н о и Б. с кольцевой головкой; на фигуре 7— Б. с эксцентрич. головкой. Особенное внимание при расчете надо обращать на те конструкции, в которых возможно эксцентрич. приложение силы. Эксцентриситет вызывает в Б. изгиб, вследствие чего повышается результирующее напряжение. Если расстояние от оси Б. до точки приложения силы будет а (фигура 7), сила, нагружающая Б.,—Р,
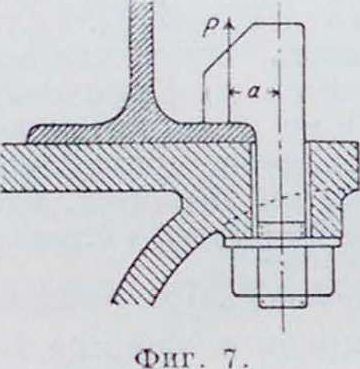
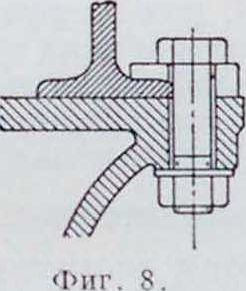
то изгибающий момент будет равен Ра, а напряжение изгиба кь=1, где W—момент сопротивления; результирующее напряжение кг=к+кь; таких конструкций лучше избегать, рекомендуется конструкция фигура 8. Б Германии с1898г.употребление закладных Б. с эксцентрич. крючковидной головкой по закону безусловно воспрещается. При сборке под гайку обычно подкладывают шайбу или бляшку; ее назначение—предохранять гайку от задирания при посадке на необработанную металлическую поверхность.
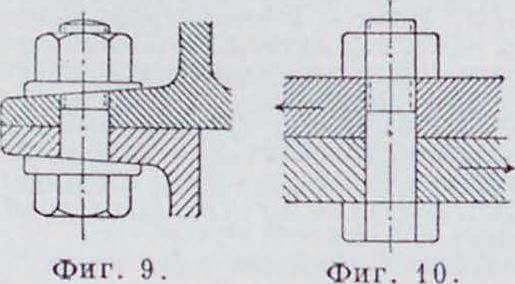
Нормальная шайба делается из железа и имеет размеры: диаметр 1)0= 1,3/Л толщ. 6=0,11) (фигура 1). Если гайка садится на поверхность, наклонную к оси Б., то под нее кладут «косую» шайбу, чтобы избежать эксцентрической нагрузки (фигура 9). Для передачи давления от гайки на дерево, камень или кирпич шайба получает большие размеры и отливается из чугуна. Размеры ее определяются из условия смятия дерева, кирпича или камня. Такая шайба называется анкерной плитой. Иногда Б. подвергается срезанию (фигура 10). Расчетное уравнение:
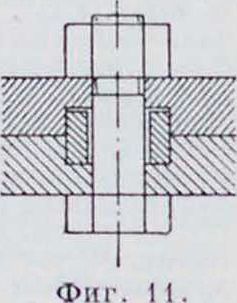
к — Р, где к—допустимое напряжение на срез; если еще, кроме того, необходима затяжка, то проверяют на результирующее напряжение от среза и растяжения по сложному сопротивлению. По возможности избегают нагружать Б. срезающей силой; один из способов—установка разгрузочных колец (фигура 11). Нормальной формой винтовой нарезки является равнобедренный тр-к. И нарезке различают размеры: высоту хода (шаг) s п глубину нарезки t. Шаг нарезки (подъем за 1 ход) s=ndtga, где а—угол подъема винтовой нитки; глубина нарезки (=i/2(rf- rfj). Форматр-ка, его углы, очертание впадины н отношение диаметров различны в зависимости от системы нарезки. В СССР наиболее распространены сист. Витворта и международная метрическая. Система Витворта имеется для Б. от 1/1" до 0" наружного диам. Переход с дюймов на метрич. меры неудобен, что является недостатком
| щ | |
| Jk
-р^БОр Ч ус 1 | |
| 4^jj§ | ,1Ж |
| *0.9б7~*· | · -0,8665 * |
этой системы. Форма нарезки (фигура 12)—равнобедренный тр-к с углом при вершине 2β=55°. Последний закругляется на величину Ve Л (высоты от вершины), впадина также закругляется на 1/eh от основания. Высота тр-ка /i=0,96s. При закруглении вершины требуется фасонный резец, что опять является недостатком этой системы; впрочем, есть нарезка Витворта и с плоско срезанными выступами. Систему Витворта в СССР предполагается заменить международной метрической (обознач. S. I.). Форма нарезки — равносторонний тр-к с углом при вершине в 00°. Таблица составлена для Б. от 6 до 80 миллиметров внешнего диам. Выступающий угол срезан по прямой на 4sh (высоты от вершины), а впадина закруглена на Vie h, h =
= 0,866 s. Метрич. резьба принята Технич. комитетом при ПКГ1С 26 февр. 1921 г. под X» 1 (Российские нормы путей сообщения). Другие формы нарезок: квадратная, трапецеидальная, круглая, встречаются в болтах редко и находят применение в ходовых и грузовых винтах.
Лит.: Берлов Μ. Н., Детали машин, пып. 1. Л., 1921; Б о б а р ы и о и II. И., Детали машин, ч. общ. и спец., М.—Л., 1026—27; С и д о р о η Л. И. Курс деталей машин, ч. I. М.—Л., 1927: В a ell (. Maschinen-Elemente, Lpz. 1922—24; Н а с d ι· г 1!. Konstruicren u. Hechnen, Wiesbaden, 1925; H U t t e. Справочная книга для инженеров, т. 1, над. 11, Еер-ЛЯН, 1926. Н. Орлов.
Стандартизация Б. В СССР стандарты Б. установлены с резьбой Витворта и с резьбой метрической. Крайний срок проведения в жизнь стандартов В. с резьбой Витворта-1 января 1929 г., а стандарты Б. с метрич. резьбой утверждены в качестве рекомендуемых—с тем, чтобы постепенно подготовиться к введению, в качестве единого, стандарта болтов с метрической резьбой.
Фигура i:
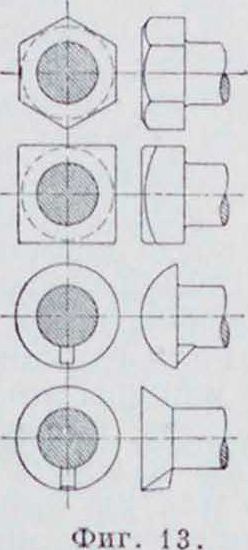
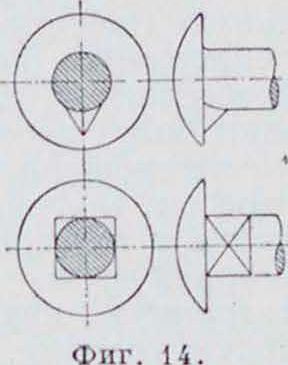
Стандарты устанавливают четыре типа го-ловок И. для металла (фигура 13)—шестигранные, квадратные, полукруглые с усом и потайные с усом—н два для дерева (фигура 14)— полукруглые с усом и полукруглые с квадратным подголовком. Стандарт устанавливает размеры головки и длину
нарезки Б., в зависимости от диаметра его, и общую длину—независимо от диаметра. Дюймовые сортаменты Б. с шестигранной и квадратной головкой установлены для диаметров от Vi до 2”; метрические—от ϋ до 48 леи.Размеры длины Б. с шестигранными и квадратными головками укладываются в ряд с пределами 15 и 300 миллиметров, причем от 15 до 80 дни даны интервалы в 5 миллиметров, от 80 до 100 миллиметров— 10 миллиметров, а далее—20 .км. Для диаметров в 13/4" н 2", 42 .ч.ч и 48 миллиметров, не относящихся к наиболее ходовым рыночным сортаментам, длины не стандартизованы. Сортаменты всех прочих стандартизованных Б. предусматривают градации диаметров от Д до 1" и от 0 миллиметров до 27 миллиметров, длины лее болтов идут от 25 миллиметров до 200 .и.ч с указанными выше интервалами. Чтобы обеспечить возможность наиболее широкого использования уплотненного по длинам сортамента, длинынарезанной части Б. даны переменными и построены с таким расчетом, чтобы избежать разрыва в стяжках.
Дальнейшие работы по стандартизации Б. предусматривают разработку сортаментов чистых * болтовых изделий, установление в стандартах величины сбега резьбы, дополнительное предложение проекта стандарта Б. для металла с полукруглой головкой и квадратным подголовком и установление технпческ. условий на приемку Б. Одновременно с утверждением стандартов черных Б. утверждены также общесоюзные стандарты черных гаек, шайб и шплинтов.
Лит.· Общесоюзные стандарты, OCT 135—143, 1958; Проекты ста иди ртов, 7 (дсп. 1956 r.)n/i (септ, опт. 1957 г ): DIN, Taschcnbiich, 10, Schranbcn. Mot-tern U. Zubchbr, 1!. Juli I В. Гордон.