 > Техника, страница 23 > Болтовое производство
> Техника, страница 23 > Болтовое производство
Болтовое производство
Болтовое производство, механическ. массовая выработка разного рода металлич. болтов. По качеству изготовляемых болтов различают: 1) производство точеных болтов, 2) производство черных болтов. Точеные болты изготовляются путем обработки калиброванного материала на токарных автоматах. Размеры и форма сечения материала соответствуют головке болта. При этом способе производства болтов получается зна
* Чистыми 1»., в противоположность черным, напивают Б., получаемые па чистотянутого материала, или такие, заготовка которых подвергается ряду отделочных операций.
чительное количество отходов, в зависимости от длины стержня болта удорожающих стоимость таких изделий. Точеные болты имеют ограниченную область применения.
Производство черных болтов. Черные болты изготовляются из тянутого железа. Головка болта образуется путем обработки материала на болтоковочных прессах. Размер отходов крайне незначителен. Производительность болтоковочных машин значительно выше производительности токарных автоматов. Стоимость черных болтов значит, ниже стоимости точеных. В зависимости от способа изготовления головки болта различают: а) горячее Б. п. и б) холодное Б. п.
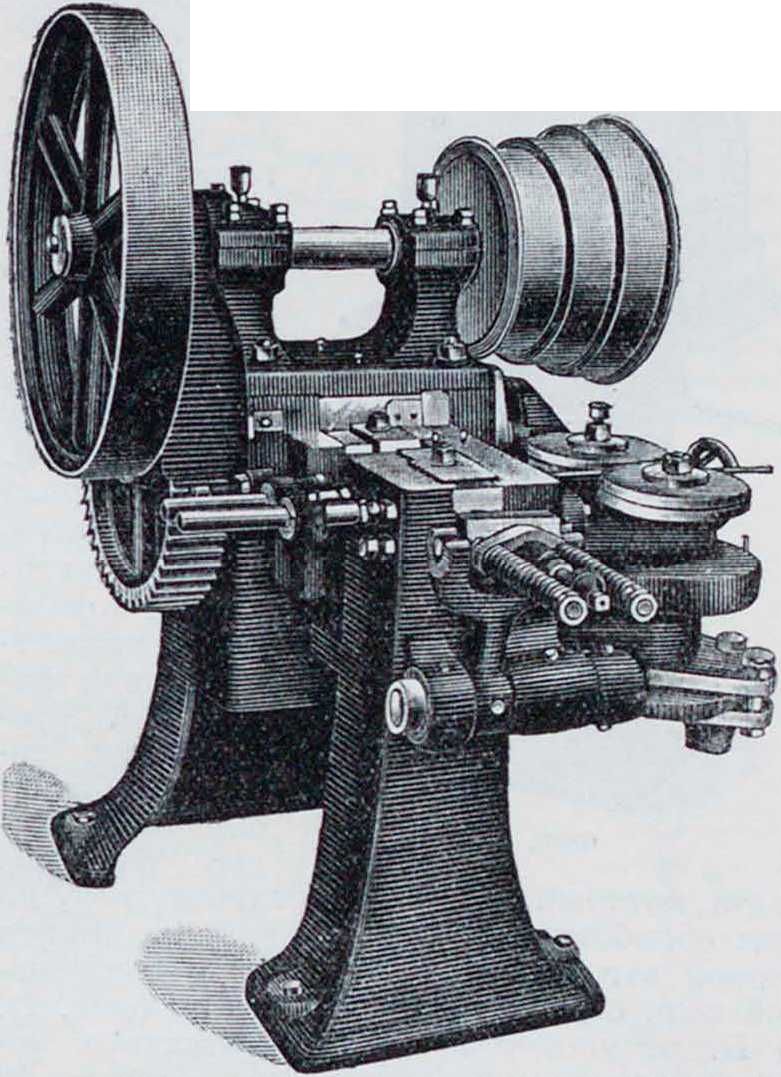
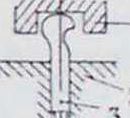
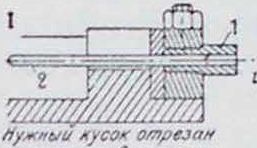
Горячее Б. п. В этом производстве исходный материал предварительно разре-зывается на куски определенной длины на специальных ножницах (фигура 1). По конструкции своей ножницы представляют эксцентриковый пресс вертикальный или горизонталь фигура i.
ный). Автоматическая подача материала, который подлежит рубке, осуществляется двумя роликами, оси которых находятся в одной плоскости и параллельны между собой. Ролики примыкают друг к другу своими ободками. Каждый из роликов имеет на своем ободке овальную канавку. На стыке ободков обоих роликов через отверстие проходит подлежащий рубке материал. Ролики зажимают материал и перемещают его при каждом повороте. Движение ролики получают от главного механизма ножниц при посредстве храповика с собачкой; движение это периодическое. Угол поворота роликов соответствует длине заготовки, которая также регулируется специальным упором. Между роликами и ножами устанавливается выправляющий прибор, состоящий из пяти роликов, расположенных в два ряда. Расстояние между этими двумя рядами роликов регулируется соответственно диаметру материала с таким расчетом, чтобы уничтожить волнистость его. Операция рубки производится двумя ножами: неподвижным, установленным на столе станка, и подвижным, установленным на супорте. Оба ножа изготовляются из полосовой стали. Неподвижный нож имеет конусное отверстие. Основание конуса обращено в сторону подающих роликов. С противоположной стороны отверстие это образует на рабочей поверхности ножа режущую кромку в виде полукруглой выемки, несколько скошенной в сторону наружной (нерабочей) части ножа. Для правильной работы ножей необходимо, чтобы ось режущей кромки неподвижного ножа совпадала с осью выемки подвижного ножа, а также, чтобы рабочая поверхность подвижного ножа плотно прилегала к рабочей поверхности неподвижного ножа. Производительность ножниц при рубке на них заготовки из мотков проволоки (диаметром до И» миллиметров) достигает 35 000 штук за 8-часовой рабочий день; при этом 1 рабочий обслуживает 2—3 станка. Заготовка, полученная на ножницах, называется первой заготовкой. Длина первой заготовки зависит от конечных размеров болта, который должен получиться в результате обработки заготовки. Один из концов первой заготовки нагревается в специальной печи с решетчатыми стенками (фигура 2). В Б. п. употребляют нагревательные печи, работающие на нефти или на коксе; по форме они цилиндрические, прямоугольные и квадратные. Цилиндрические печи с вертикальной осью чаще всего поворотные вокруг своей оси. В основном все типы печей состоят из след, частей: постамента в виде чугунной колонки, чугунной плиты, служащей основанием для самой печи, железного или чугунного каркаса, выложенного огнеупорным фасонным кирпичом, и воз-духо- и нефтепровода. Наибольшим распространением пользуются печи, выложенные фасонным кирпичом с круглыми отверстиями (огнеупорные решетки). В эти отверстия закладывают заготовку для нагрева и через них лее выходят горячие газы, т. к. эти печи строятся без газоотводящих каналов. Расход топлива в них составляет, примерно, 100—250 килограмм кокса или 50—100 килограмм нефти за 8-час. рабочий день в зависимости от размеров печи. Давление воздуха в печи измеряется, примерно, 150—200 миллиметров вод. столба. В последнее время за границей широко
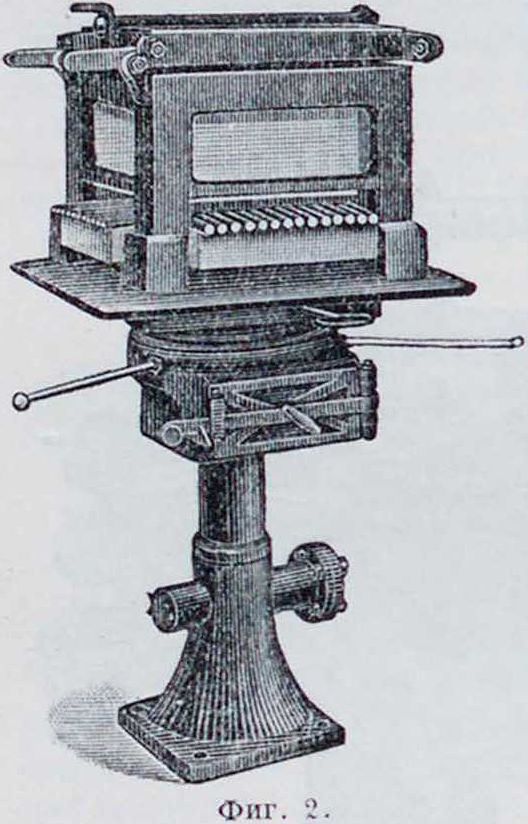
применяются электрич. нагревательные печи; они весьма компактны, удобны, выгодны в работе и гигиеничны; Г в них регулируется с большой точностью. После нагрева заготовка поступает на болтоковочную машину. Горячий способ производства болтов применяется во всех тех случаях, когда они должны удовлетворять специальным техническим условиям (болты для нужд ЫКПС), когда они должны иметь специальную (ненормальную) головку (болты для скрепления рельсов), когда диаметры их превышают5/о"» и т. д. Для образования головки болта горячим способом применяются болтоковочные машины или фрикционные прессы. Болтоковочные машины применяются для изготовления болтов, имеющих симметричную по отношению к оси болта шестигранную, квадратную или же прямоугольную головку. На фрикционных прессах изготовляются болты с полукруглой, овальной, потайной головкой, а также все виды болтов, имеющих подголовок в виде квадрата или имеющих под головкой выступ (ус) и, наконец, болты с головкой асимметричной по отношению к оси болта.
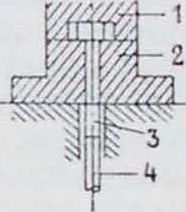
Производственный процесс па болтоковочной машине протекает следующим образом (фигура 3). Подручный вынимает клещами нагретую заготовку из печи и кладет ее на железную тарелку, которая стоит возле болтоковочной машины. Болтоковалыцик захватывает заготовку клещами, вставляет ее в раскрытые плашки машины и подвигает левой рукой включающий рычаг; плашки 3 закрываются, зажимают ненагретый конец заготовки 4 и одновременно подаются вперед в рабочее положение. После этого нагретый конец заготовки расплющивается ударом торцового бойка 7, прижимается бойком, и после ряда быстро следующих один за другим ударов фасонными боковыми ъ
Головка откована
Заготовка зажата О плошках и подана в рабочее положение
Фигура 3. Схема процесса на болток»-вочпых станках.
qa
Плашки возращены б иг ходко» положены? и раздвинуты, болт выпадает молотками 2 головка получает свою окончательную форму. Затем плашки возвращаются в исходное положение, раскрываются,
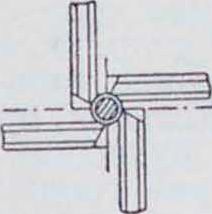
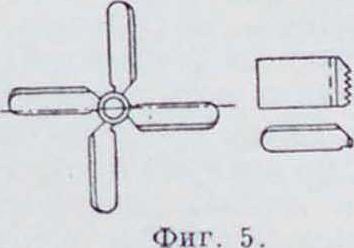
откованный болт выпадает, и процесс повторяется для следующей заготовки. Головка болта, получаемая на этой машине, не имеет заусенцев, и внешний вид ее зависит главным образом от качества изготовления молотков. 11а этих машинах можно ковать болты любой длины. Боек имеет в рабочей части выемку, которая соответствует форме головки болта. Боковые молотки служат для образования граней головки болта. На шестикулачных прессах устанавливают G боковых молотков с плоскими рабочими поверхностями для шестигранной головки. 11а четырехкулачных прессах — 4 боковых молотка, из которых 2 имеют рабочую часть в виде угольника, а другие 2—плоскую. Для болтов с четырехгранной головкой все 4 боковых молотка имеют плоскую рабочую часть. После обработки на болтоковочных машинах болты передаются на болторезные станки для нарезки резьбы. Нарезку на болтах производят на специальных болторезных станках при помощи плашек. Плашки различают: тангенциальные и радиальные. Тангенциальные плашки (фигура 4) представляют собою стальные пластинки (прямоугольные). На одной из продольных плоскостей этих плашек фрезируют продольные канавки в виде буквы V, соответственно шагу нарезки. Затем эти плашки подвергают калке, шлифуют с торца и устанавливают в соответствующий болторезного станка, после чего плашки уже готовы для работы. Плашки эти работают, как вращающийся резец, и снимают стружку по касательной к нарезаемому болту, благодаря чему получается большая устойчивость плашек в работе. По мере износа плашек остается только подшлифовывать рабочие кромки их, и т. о. плашка используется на значительную часть своей длины без отпуска, переделки и перекалки. Радиальные плашки (фигура 5) имеют канавки на торце стальной пластинки. Для изготовления плашек пластинки вставляются в болторезный и нарезаются соответствующим метчиком (смотрите), после чего они закаливаются, шлифуются и готовы для работы. По мере износа их подшлифовывают. Плашки устанавливаются концентрично но отношению к нарезаемому болту и вследствие этого они изнашиваются быстрее, чем плашки тангенциальные. По мере окончательного износа резьбы радиальные плашки приходится отпускать, снимать остатки имевшейся на них резьбы, вновь нарезать их, калить и шлифовать.
Б последние годы в болтовом производстве стали с успехом применять для накатки резьбы на болтах специальные накатные машины (фигура (J). В зависимости от размеров болта накатку резьбы произво дят в горячем или в холодном состоянии. Инструментом служат две плашки (стальные) в виде прямоугольных пластинок. Па продольной плоскости каждой из этих пластинок, под нек-рым углом по отношению к продольному ребру пластинки, фрезируют
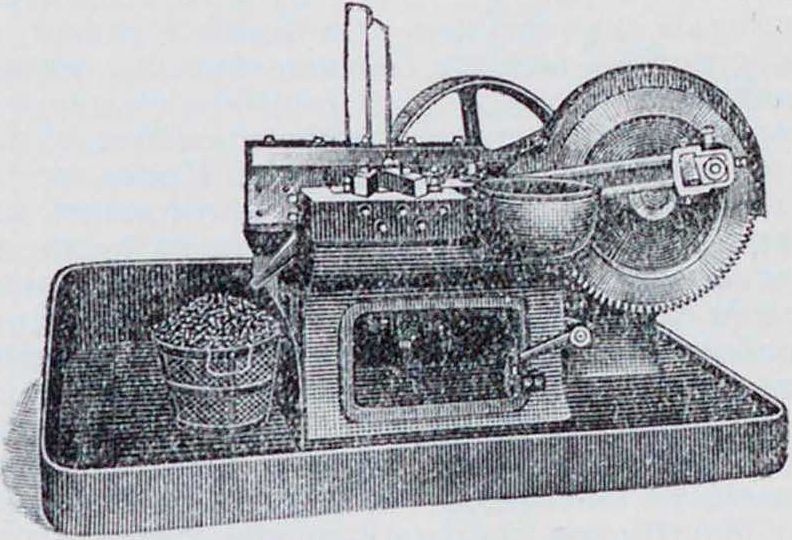
Фигура 6.
канавки в виде буквы V соответственно шагу потребной резьбы. После этого плашки подвергают калке и устанавливают на машину. Одна из них устанавливается неподвижно, а другая—подвижно, параллельно первой. Расстояние между рабочими поверхностями плашки равно внутреннему диаметру резьбы болта. Процесс накатки резьбы присходит так же, как при катании карандаша между раскрытыми ладонями рук. Для накатки резьбы на болтах того или иного размера диаметр проволоки или железа должен быть несколько меньше диаметра резьбы.
После нарезки резьбы производственный процесс закончен. Размеры болтов, так же как и резьба, проверяются соответствующими калибрами и шаблонами.
Производственный процесс на фрикционных прессах протекает следующим образом (фигура 7). Первая заготовка, нагрев и подача ее к прессу после нагрева производятся так же, как и для болтоковочных машин. После нагрева заготовка 3 вставляется ненагретым концом в матрицу 2.
Нажимом рычага пресса книзу винтовой шпиндель приводится в быстрое вращение и подает супорт с пуансоном 1 по направлению к матрице.
Винт при этом вращается по направлению стрелки часов.
Пуансон ударяет по нагретому концу заготовки—горячий металл запрессовывается и заполняет свободные выемки (гнезда), имеющиеся в пуансоне и в матрице и соответствующие форме головки болта и его подголовка. После этого прессовщик поднимает рычаг, винт получает вращательное движение в обратную сторону
В и
Фигура 7. Схема процесса на фрикционных прессах. к увлекает за собой супорт с пуансоном вверх; одновременно с этим в центральном отверстии матрицы поднимается стержень (выталкиватель) 4, к-рый выбрасывает готовый болт. Инструмент для фрикционных прессов состоит из пуансона и матрицы. Обычно в рабочей части пуансона имеется выемка, соответствующая форме головки, а в матрице— выемка, соответствующая форме подголовка, уса и т. д. Производительность фрикционных прессов ниже производительности болтоковочных машин. Кроме того, длина болтов, которые можно изготовлять на фрикционных прессах, ограничена расстоянием между верхним (исходным) положе-рием супорта с пуансоном и матрицей. При работе на фрикционных прессах часть ме-талла нагретого конца не умещается в выемках пуансона и матрицы, выпирает из них и образует вокруг нижнего края головки каемку (заусенец), которую приходится обрубать; эта операция производится в холодном состоянии на эксцентриковых прессах (смотрите Прессы эксцентриковые). Обрубной инструмент состоит из пуансона и матрицы. Отверстие матрицы имеет точные размеры и форму головки болта. Наружные размеры пуансона и форма его, так же как и установка его в сунорте пресса, соответствуют размерам, форме и установке матрицы на столе пресса. В центре пуансона, вдоль его оси, имеется канал, соответствующий размерам и форме стержня болта. Процесс среза заусенца протека(т обычно следующим образом. Болт устанавливают на матрицу стержнем вверх. При рабочем ходе пуансона стержень болта проникает в канал пуансона. Проникая в матрицу, пуансон срезает заусенец и одновременно выбрасывает болт вниз через отверстие матрицы в поставленный под пресс ящик. После обрубки заусенца болты поступают на болторезный станок, затем на приемку, упаковку и отправку.
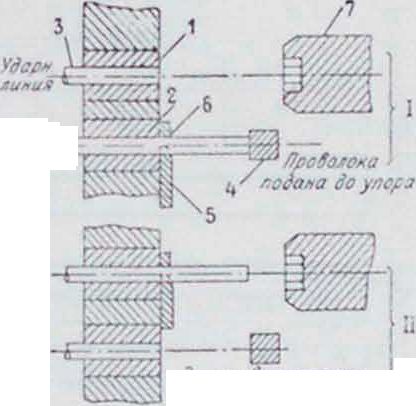
Холодное Б. п. В этом производстве применяют специальные горизонтальные штамповочные прессы, которые отличаются высокой производительностью. При холодном процессе отпадает операция первой заготовки и предварительного нагрева. Болт изготовляется непосредственно цз мотка тянутой проволоки. Один прессовщик с подручным обслуживает несколько прессов. В зависимости от формы и размеров головки болтов применяют одно-, двух- или трехударные штамповочные прессы. Тип пресса устанавливают, исходя из физических свойств проволоки и из количества металла, которое нужно спрессовать для образования головки болта. В тех случаях, когда для образования головки болта необходимо заштамповать конец проволоки длиной не свыше 2Ч2 диаметров последней, применяют одноударные прессы; двухударные прессы применяют, когда необходимо запрессовать конец длиной не свыше 4 диаметров проволоки, а трехударные—для запрессовки конца длиной не свыше 8 диам. проволоки. Наибольшее применение имеют одно- и двухударные прессы. Операция протекает следующим образом. Рабочий кладет моток проволоки на вертикальный барабан (катушку),
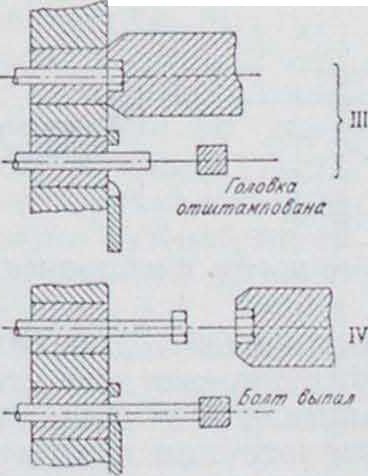
установленный и укрепленный на полу перед прессом, несколько сбоку от него. После этого моток разматывают и конец проволоки пропускают через направляющий канал, по которому она поступает к подающим роликам. Ролики имеют канавки, выточенные по ободу каждого из них; они вращаются вокруг своих осей, параллельных друг другу и лежащих в вертикальной или горизонтальной плоскостях. Движение периодическое они получают от главного механизма пресса, а угол поворота роликов зависит от длины конца проволоки, необходимого для изготовления болта. Из переднего направляющего канала конец проволоки захватывается роликом и проходит в отверстие, образованное канавками. При вращении роликов проволока подается к заднему направляющему каналу. Из последнего проволока поступает в отверстие матрицы и через него проходит до упора, устанавливаемого для регулировки длины проволоки соответственно размеру изготовляемых болтов. После этого установленный конец проволоки срезается движением соответствующего механизма, перемещается в сторону от оси подачи проволоки и получает со стороны срезанного конца неподвижный упор. Вслед за этим свободный конец заготовки торцовым ударом пуансона запрессовывается, причем "металл заполняет выемки пуансона и матрицы, соответствующие форме головки и подголовка болта. В одноударных прессах окончательная форма головки и подголовка получается после первой штамповки. На двухударных прессах удар первого пуансона придает свободному концу проволоки коническую форму, а вслед за тем удар вторым пуансоном придает конусу окончательную форму головки болта. Прессы бывают с разъемными или с цельными матрицами. Последние применяются для изготовления болтов диаметром от δ до 15 миллиметров и длиной стержня от 50 до 110 миллиметров.
Инструмент, применяемый на прессах с разъемными матрицами, состоит из подающих роликов, разъемной матрицы, молотка, ножа и раздвигателей; на прессах с цельной матрицей—из роликов, двух цельных матриц (срезающей и ударной), молотка, ножа, держателя и выталкивателя. В каждом из этих двух типов прессов различают линию питания, по которой происходит подача проволоки, и линию штамповки, на которую срезанная заготовка автоматически передается с линии питания для образования головки болта. Разъемная матрица состоит из двух половинок, изготовляемых из квадратной стали. Длина матрицы равна длине стержня болта при условии, если выемка для головки болта находится в рабочей части молотка. На продольных фасках каждой половинки матрицы но оси данной фаски проделывается полукруглая канавка, соответствующая диаметру проволоки. Продольные ребра каждой половинки снимаются на фаску под углом в 45°. Складывая вместе обе половинки матрицы, получаем в центре стыка цилиндр, а в верхнем и нижнем концах стыка—прямоугольные продольные канавки, которые обращены углом к центру матрицы. Такая конструкция матрицы позволяет использовать ее для четырех разных диам. болтов при одинаковой длине их стержня.
Плашки /jUjdOunynw приволона nodatmcfi
Плашки сдвинулись и лажали проболску
Плашки cdOи путы па ударную линию и одпеи“ временно срезали L· заготовку
ill
Пиния подачи Голодна болта
Пиния
штанповки фигура 8. Схема процесса на прессе с разъемными плашками.
IV
| μ | 7 | V— | Ί |
| □ | L | >_ |
Плашки возвращены 6 исходное положение | ^
и раздвинуты, болт г»*^ вытолкнут
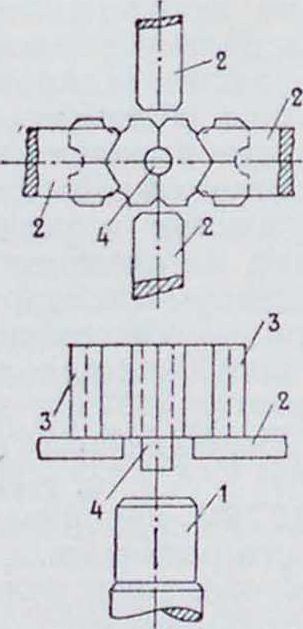
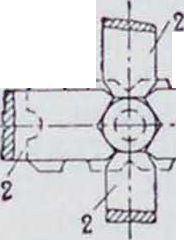
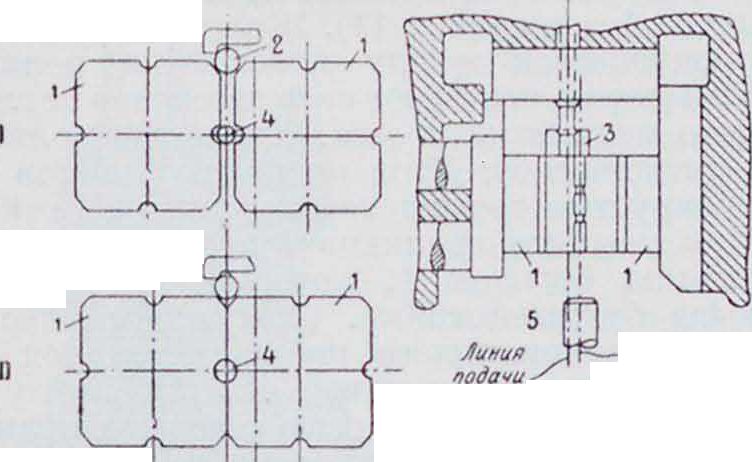
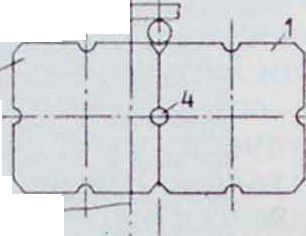
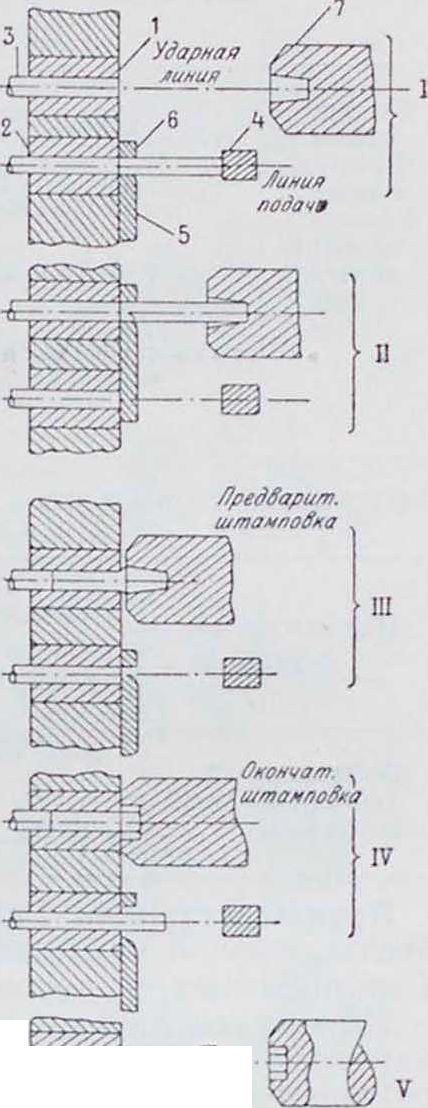
Нож в Б. п. изготовляется из круглой стали с отверстием в центре, соответствующим диаметру проволоки; ось ножа совпадает с линией питания;рабочая часть его плотно прилегает к матрице со стороны подачи проволоки. Раздви-гатели изготовляются из стальной круглой проволоки. I Молоток изготовляется из круглой стали и имеет в центре рабочей части выемку, соответствующую головке болта. Процесс протекает следующим образом (фигура 8): раздвигатели2 проникают в прямоугольную канавку матрицы 1 и раздвигают обе половинки ее; подающие ролики продвигают проволоку 4 через отверстие ножа 3 и матрицы 1 до упора. Раздвигатели освобождают прямоугольную канавку, и обе половинки матрицы сдвигаются и зажимают заключенный между ними кусок проволоки; после этого боковым движением обе половинки матрицы передаются на линию штамповки.
При этом нож остается на месте, и проволока, зажатая между половинками, матрицы, срезается. Из матрицы выступает конец проволоки,
Г7777Й---EJ
Заготовка сева а па и передвинута па у варку/о линию
Фигура 9. Схема процесса иа одноударном прессе с цельной матрицей. необходимый для образования головки болта. Торцовый удар молотка 5 образует головку болта. Матрица возвращается на линию питания, обе половинки ее раздвигаются, питающие ролики подают следующую проволоку, которая выталкивает готовый болт из матрицы. Цельная матрица изготовляется из круглой стали.
В центре матрица имеет отверстие, которое соответствует диаметру стержня болта. Нож изготовляется из полосовой стали, рабочая часть его несколько скашивается и имеет полукруглую выемку с режущей кромкой, соответственно диаметру проволоки; нож движется по рабочей плоскости матрицы, плотно к ней прилегая. Держатель изготовляется из полосовой стали; он движется параллельно рабочей плоскости матрицы. Выталкиватель изготовляется из кр у гл ой стал и; он движется в центральном отверстии ударной матрицы.
В момент штамповки головки он служит упором для заготовки. По окончании штамповки
SSSSSSS
,2Й§2а
—рщ „ г<ит
—оь-толкнуп
Фигура 10. Схема процесса на двухударном прессе с цельной матрицей. он выталкивает из матрицы готовый болт.
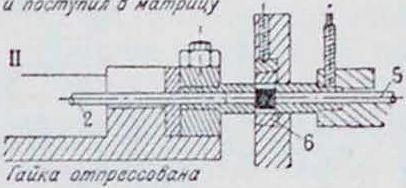
На прессах с цельной матрицей процесс протекает так (фигура 9 и 10): подающие ролики продвигают конец проволоки сквозь режущую матрицу 2 до упора 4. Расстояние между матрицей и упором равно длине проволоки. потребной для изготовления болта. Боковым движением ножа 5 конец проволоки срезается и зажатый у срезанного края между ножом 5 и держателем 6 передается на ударную матрицу 1. Торцовый удар молотка 7 всаживает заготовку в отверстие ударной матрицы 1 до упора и штампует головку болта. Одновременно с обратным ходом молотка выталкиватель 3 выбрасывает готовый болт. Заусенцы, которые получаются при холодной штамповке вокруг головки болта, удаляются так же, как и при горячем Б. п. После обрубки заусенца болты поступают в отжиг для уничтожения вредных напряжений, возникших в металле при штамповке. Дальнейшая обработка болтов протекает так же, как и при горячем Б. п.
В помещаемых ниже двух таблицах приведены сравнительные данные о производительности болтовых прессов и станков для нарезки и накатки резьбы на болтах. р а в н и т с л ь η а я производительность болтовых прессов.
| Прессы | Произво-дительн. штук в час | со с н
Ч о о Я 2 а д Йш |
S3
о ~ О О с$ Ч -· «И |
Потребная мощность в IP | Приме чание |
| Болтоковочные.
Фрикционные. Хол одно-штампо- |
120—1 000 150— 600 | 40—10
50—13 |
700—500
300—140 |
12—1
6-2 |
|
| вочные. | 1 000—7 500 | 15— 5 | 150— 75 | 25 5 | разъемная матрица |
| » » | 3 5 )0—7 500 | 15— 5 | 110— 50 | 20—3 | цельная матрица |
Сравните ль нал производитель ноеть станков для нарезки G о л т о в.
| Наименование станка | Размер резьбы в дм. | Произвол, за 8-час. раб. день в штуках | Потребная мощность в IP |
| Болторезный | |||
| 2-шпиндельный | 5 000 | 0.75 | |
| Накатный. | 1 _з.
2 J 4 |
20 000 | 1,5—3 |
Производство гаек. Заводы, производящие болты, обычно изготовляют и гайки к ним. Гайки бывают: 1) точеные и 2) черные.
Т о ч е н ы е гай к и изготовляются на токарных автоматах из шестигранного калиброванного железа и навертываются на точеные болты.
Черные г а и к и по способу изготовления разделяются на гайки, изготовленные холодным и горячим способами. с матрицей Г для придачи гайке окончательного размера и формы. Производственный процесс на прессах протекает следующим образом (фигура 11). Железная полоса 5 пропускается между подающими роликами 4, которые получают свое движение от главного механизма пресса. Движение роликов периодическое. Угол поворота роликов регулируется соответственно размеру гайки. При повороте роликов 4 полоса 5 подается под бородок 1. которым пробивается дыра будущей гайки. Следующим поворотом роликов полоса продвигается под рабочий пуансон, причем ось пробитого отверстия совпадает с осью рабочего пуансона. Последний своими режущими кромками образует четыре фаски гайки, отрезая ее от полосы; две фаски остаются черными. Отрезанная таким образом заготовка гайки подастся автоматически специальным рычагом под контрольный пуансон, имеющий форму и размеры готовой гайки. Этим пуансоном заготовка продавливается через контрольную матрицу Г, в которой гайка получает свои окончательные размеры и форму. Полученные так. обр. окончательные заготовки гаек поступают в полировочные барабаны для удаления ржавчины и заусенцев, образовавшихся при штамповке. В полировочные барабаны вместе с гайками всыпаются древесные опилки. Полированная заготовка гаек поступает на гайконарезные станки для нарезки винтовой резьбы. Нарезка резьбы в гайках производится также и на многошпин-дельных гайконарезных станках (фигура 12), горизонтальных или вертикальных. Оси шпинделей расположены в одной плоскости. Шпинделя получают движение от общего вала с коническ. шестернями. Каждый шпиндель имеет для метчика и может выключаться независимо от других инструменты
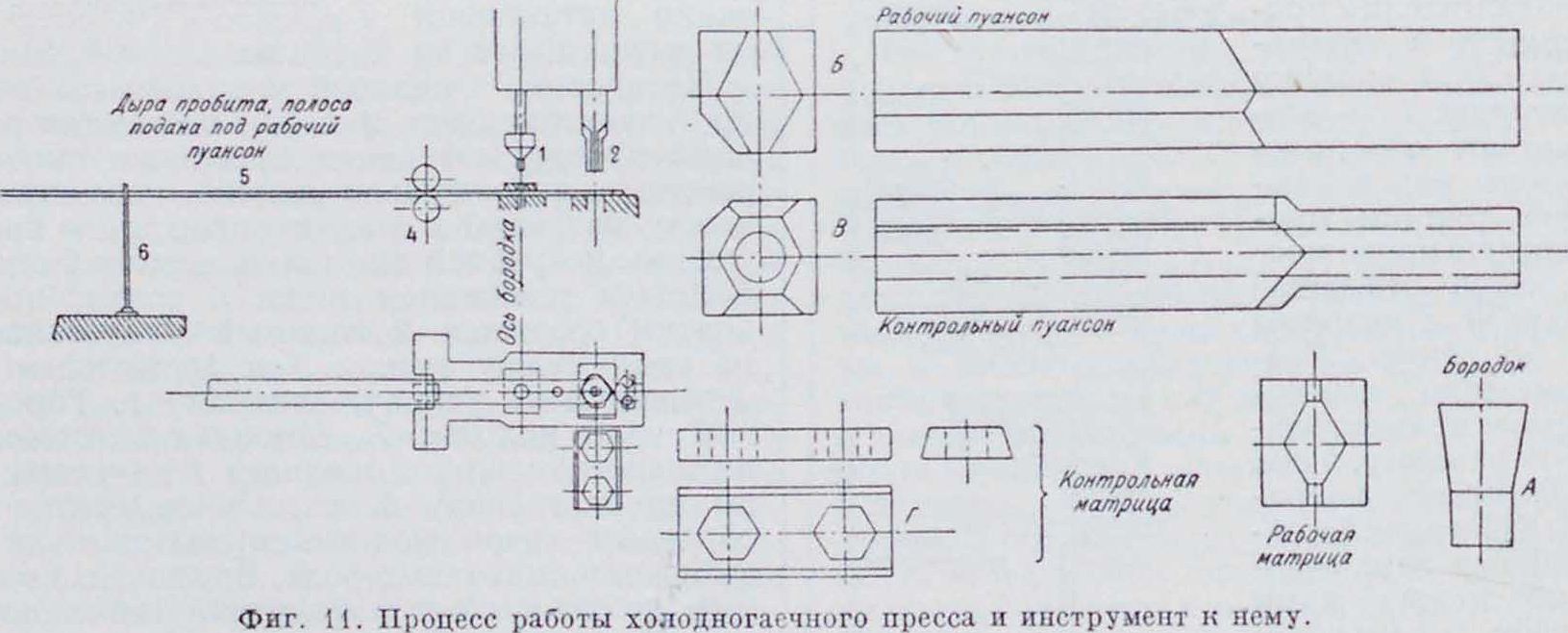
а) Гайки холодным способом изготовляются из калиброванного полосового железа на специальных эксцентриковых прессах с автоматической подачей материала. Инструмент, применяемый в холодногаечном производстве (фигура 11), состоит из бородка А с матрицей к нему для пробивки центральной дыры в гайке, из рабочего пуансона Б с матрицей для образования граней гайки и из контрольного пуансона В
шпинделей. Для закладки гаек, подлежащих нарезке, на стол станка под каждый шпиндель устанавливается ного или другого типа, в к-рый можно поместить по нескольку гаек и по очереди подводить их под метчик. Сам метчик представляет собою обычный тип т. н. механического метчика с длинным стержнем, к-рый примерно в два раза длиннее нарезанной части метчика.Нарезанная гайка остается на
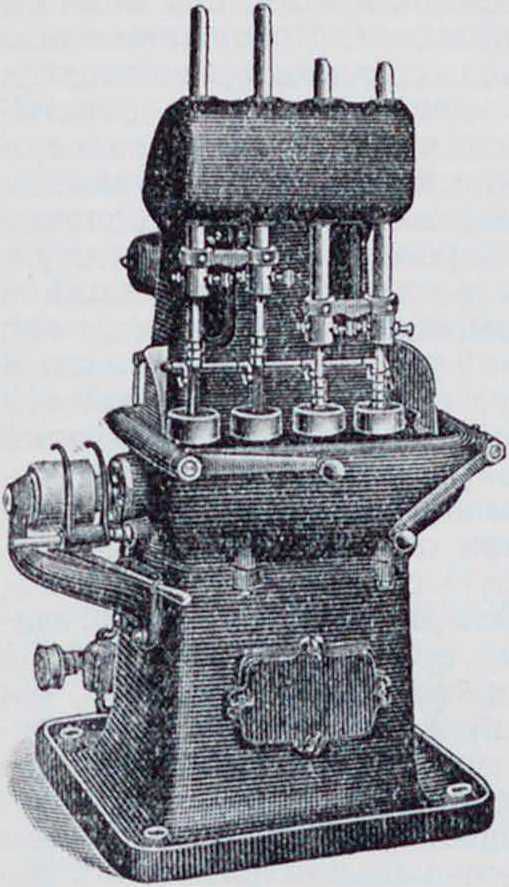
стержне. Метчик обрати, хода не получает благодаря чему гайки постепенно нанизываются на стержень метчика, и рабочему приходится но мере накопления гаек на стержне выключать соответствующий шпиндель, вынимать метчик из а, снимать нарезанные гайки со стержня и вновь вставлять метчик в Устойчивость метчика недостаточна благодаря длине стержня. Кроме указанных станков, существуют автоматические гайкорезные станки с автоматичес-Фигура 12. кой подачей га ек под шпиндель. Вэтих станках метчики имеют прямой и обратный ход и нет необходимости нанизывать гайки на стержни метчика. Последние могут изготовляться с короткими стержнями; устойчивость их значительно больше устойчивости метчиков с длинными стержнями.
Сра вн ительна я производите л ь н о с т ь гайкорезных станков и автоматов.
| Станки | Размер резьбы в дм. | чае1’ Потребная! раб, день "лцпость в штуках в и |
| Гайкореаный | 1 | |
| &-шпиндельн. | V.-*/. | 8 000, 2 |
| Гайкорезные ав- | ||
| 1 томаты. | /«- /« | 20 000 2 |
После нарезки резьбы гайки смазываются вареным маслом для предохранения их от ржавления, а затем навертываются на соответствующие болты, б) Гайки горячим способом изготовляются на специальных прессах из квадраты, катаного железа. Инструмент, который применяется в этом производстве, состоит: из двух полых пуансонов с шестигранной рабочей частью, из двух проков, движущихся в полой части пуансонов, и из матрицы, отверстие которой по размерам и форме точно соответствует размерам гайки. Производственный процесс протекает след, образом (фигура 13). Конец квадратной железной полосы нагревают с таким расчетом, чтобы за один нагрев можно было получить несколько гаек. После нагрева конец 3 полосы устанавливается у отверстия матрицы 6. После этого механизм приводится в движение, пуансон 1 срезает нужный конец железа 3 и проталкивает его в отверстие матрицы 6 по направлению к пуансону 4. Отрезанный кусок нагретого железа т. о. зажат в матрице
в между пуансонами 1 и 4 и стремится заполнить свободную часть матрицы. Одновременно с этим проки 2 и .5 с двух сторон проникают в зажатый между пуансонами кусок железа и заставляют нагретый металл окончательно заполнить свободную часть отверстия матрицы 6 и таким образом принятв окончательн. форму гайки. Между проками при этом остается небольших размеров тонкая пластинка, которая выбрасывается иро-ком5. Привозвра-шении матрицы и пуансонов в исходное положение гайка выбрасывается из матрицы.
Затем гайки подвергаются травлению в растворе серной кислоты для удаления окалины. После травления гайки поступают на обточенные станкидлн снятия заусенцев и для зенковки отверстия. После этого нарезают резьбу, отбирают брак, гайки смазывают вареным маслом и навертывают на болты. Приведенные ниже цифры дают представление о количестве отходов, получающихся в каждом из перечисленных гаечных производств.
Фигура 13. Схема процесса производства гаек горячим способом.
Размер
Вид производства отходов в %
Точеные гайнн.. 25
Гайки—холодным способом. 50
Гайки—горячим способом. 20
Болты и гайки изготовляются главным образом из железа, имеющего сопротивление на разрыв 30—40 килограмм миллиметров-, с содержанием: (—0,06—0,10, Si—следы, Мп—0,25—0,60. удлинение гг28%. В зависимости от назначения болты изготовляются также из стали, латуни, красной меди и т. д. Стальные болты изготовляются только на токарных автоматах в виду того, что в горячем состоянии сталь трудно сваривается (процесс образования головки болта в горячем состоянии связан со сваркой металла), в холодном же состоянии изготовление стальных болтов крайне невыгодно из-за значительного износа инструмента и оборудования.
Горячее Б. и. относится к производствам вредным, и охрана труда обычно на таких заводах ставит специальные условия, которые в основном сводятся к требованиям: устройства приточно-вытяжной вентиляции с 4—5-кратным обменом воздуха; устройства воздушных завес вокруг нагревательных печей путем образования вокруг последних воздушного дутья, к-рое подхватывает продукты горения возле самых печей и заставляет их подниматься вверх; устранения сквозняков и т. д. К профессиональным заболеваниям работающих на горячем Б. и. надо отнести: туберкулез, ожогнрук уподручных, обслуживающих печи, ослабление зрения у них же. Требования охраны труда по холодному Б. п. не выходят за рамки обычных;
и иноър/крнщ
8
!
I
I
Фигура 14
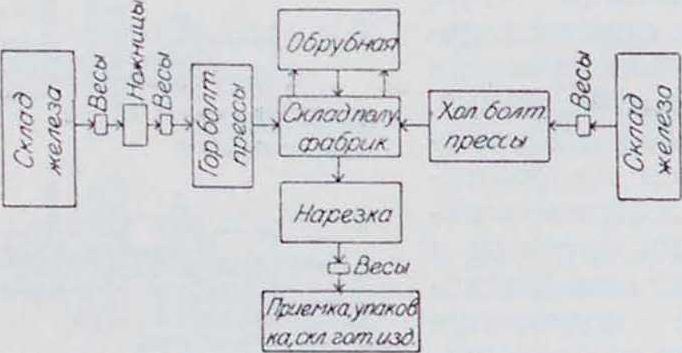
Схема расположения отделов болтового завода. вентиляция, ограждение ремней шкивов и т. д., нормальные расстояния между станками (1 м) и т. д. К профессиональным заболеваниям работающих на холодном Б. и. относится гл. обр. ослабление слуха работающих в прессовом отделении. Общее расположение завода см. фигура 14.
Лит.: Гюлле Ф., Станки, М., 1956—1927;
Г а в р и л е н к о А. Н. Механическая технология металлов, ч. IV. М-. 1925—1926. Л. Литвин.