 > Техника, страница 24 > Бонна
> Техника, страница 24 > Бонна
Бонна
Бонна метал л ичес к а я представляет собою закрытый сосуд цилиндрической формы, предназначенный для хранения и перевозки в нем различных жидкостей в свободном, несжатом состоянии. Они находят применение для жидких горючих (керосин, бензин, бензол, ), для масел и других жидких продуктов. Главнейшими производителями металлич. Б. в СССР являются Московский машиностроительный трест, Акц. об-во Рагаз, Южный машиностроительный трест, Тремасс и Цупвоз, общий выпуск которых на 192U 27 произвол, год исчисляется в 125 000 шт.
Являясь предметом широкого потребления в промышленности с тенденцией все возрастающего спроса, металлич. Б. была подвергнута тщательному изучению комиссией по стандартизации металлич. Б. при Метилане Главметалла ВСНХ. Помещенный чиже предварительный проект технич. условий, намеченный комиссией, дает достаточно ясную характеристику Б. и ее элементов.
Технич. условия на производство металлич. Б. 1) Стандартная емкость Б. устанавливается в 250, 375 и 500 л (20—30—40 вд.). Отступления емкости от этой нормы допускаются от +5 до — 1%.
2) Материал Б. (железо) должен быть вполне хоро-шсго качества и удовлетворять по размерам нормальному метрич. сортаменту на листовое и прокатное железо, а по качеству— общим технич. условиям для того же железа.
3) Б. должны иметь цнлиндрич. форму с плоскими или слегка выпуклыми днищами, не выходящими из габарита концевых обру чей. Цнлиндрич. части Б. должны изготовляться: для Б. емк. в 250 и 375 л из листового железа—толщ. 2 миллиметров, а для Б. емк. в —толщ. 3 миллиметров. 4) Днища должны изготовляться из листового железа: для Б. емк. в 250 и 375 л—толщ. 2V2 миллиметров, а для Б. емк. в 500 л — толщина 3 миллиметров.
5) Допуски в толщ, металла не должны превышать общих норм допусков для данного металла по нормальному метрическому сортаменту.
6) Бочки должны изготовляться посредством сварки (автоген, способом).
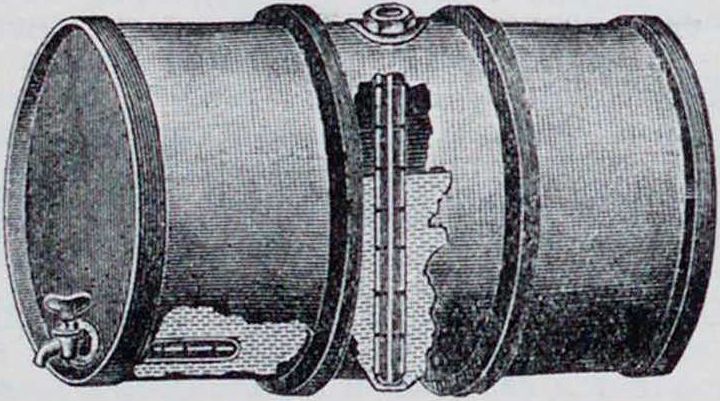
I (илиядрический корпус Б. (обичайки) должен изготовляться из одного листа, сваренного в стык (снаружи). 7) Днища бочки должен быть изготовлены из одного листа и приварены к концу цилиндрического корпуса,для чего у них отбортовывается воротник шириною 20—25 .«.я. Сварка шва производится с одной стороны. 8) Каждая Б. снабжается четырьмя предохранительными обручами — двумя концевыми и двумя промежуточными; концевые обручи Б. делаются из углового железа 3Sxl3x5 миллиметров, причем узкая полка уголка должен быть обращена внутрь и покрывать стык, предохраняя его от повреждения. Промежуточные обручи располагаются на 1/3 длины Б. от ее концов и изготовляются из специального двутаврового профиля размерами 30x40x3 миллиметров, включенного в нормальный метрич, сортамент. Обручи должен быть изготовлены из цельного куска, сваренного в стык. Средние обручи накладываются на бочку в горячем состоянии. Концевые обручи также насаживаются на Б. в горячем состоянии и привариваются к ней в трех местах.
9) Б. должна иметь одно наливное отверстие диам. в свету не менее 60 миллиметров, расположенное в середине между средними обручами. Это отверстие должен быть подкреплено железным кольцом толщ, не менее 15 миллиметров, приваренным к Б. В кольце нарезается резьба для ввертывания закрывающей пробки, причем нарезка отверстия должна иметь не менее 5 ниток. 10) Пробка м. б. чугунная, из ковкого чугуна, бронзовая или штампованная из железа; она должна иметь сверху квадратное углубление для отвертывания торцовым ключом и устройство для пломбирования н не должна выходить из габарита при наличии прокладки между фланцем пробки н железным кольцом до 3 миллиметров толщиной. Прокладки могут быть свинцовые, кожаные и резиновые. 11) Габаритные размеры Б. устанавливаются следующие:
| Км кость Б. | Наружи, диам. | Полная дл. |
| В А | Б. в миллиметров | Б. в миллиметров |
| 250 | 610 | 910 |
| 375 | 680 | 1 085 |
| :· "i | 760 | 1 160 |
Допуски в размерах можно брать в таких пределах, чтобы отклонения емкости Б. от нормальной не превышали допусков емкости, установленных π. ! настоящих технич. условий. 12) Металлич. Б.должны быть окрашены масляной краской не менее двух раз; по соглашению. Б. оцинковываются или лудятся. 13) Готовые Б. подвергаются каждая гидравлич. испытанию на непроницаемость при давлении в 2/з кг/см“. При гидравлич. испытании Б. не должна давать течи (выступление отдельных мелких капель, росы за течь не считается). 14) Вес Б. не должен превышать следующих пределов:
| Емкость Б. в л | Прибл. вес Б. в килограммах |
| 250 | Около 70 |
| 375 | » 80 |
| 500 | » 100 |
Производство металлич. Б. Металлич. Б. изготовляются обычно из железа, закроенного в размер на металлургии, з-дах; т. о. производитель Б. располагает для производства мерными листами для обичаек, мерными кругами или соответствующими изготовленными на механич. или штамповочных з-дах. Операции но изготовлению Б. (смотрите ниже. п. а), оборудование (п. б) и нормы производительности для Б. в 250 л и в
С) Приводный молот (фигура 2). и) 160 и 105 шт.
Фигура 2.
Прогладка шва под молотом м. 0. заменена прокатной между двумя роликами, закрепленными в спе циальной патентованной машине силой 8 т.
4. а) Отбортовка днища. б) Зигмашина. в) 160 и 140 шт.
Операция бортованип днища е не.ченыпим успехом выполняется на фрикционных прессах соответствующей мощности. Эту операцию в случае надобности совмещают с резной железа для днища. Средняя производительность пары Фрикционных прессов — около 200 комплектов днищ. г»
5. а) Давка отверстпп в днище дтн спускного крана. б) Приводный пресс. в) 600 и 600 шт.
6. а) Вставка днищ в обичайку для сварки.
0) Ручная операция, в) 100 и 100 шт.
7. а) Приварка днища к оби-
чайке. б) Сварочный инструмент. в) 22 и 20 шт.
Та же операция м. б. произведена помощью электросварки. Необходимая сила тока — 400—460 А. напряжение— 65 V, ток постоянный. Скорость сварки при указанном режиме тока—450 миллиметров в мин.; время сварки одного днища Б. в 250 л—4,5 мин.; то же для Б.

375 л (п. в), согласно вышеописанным техническим условиям, следующие:
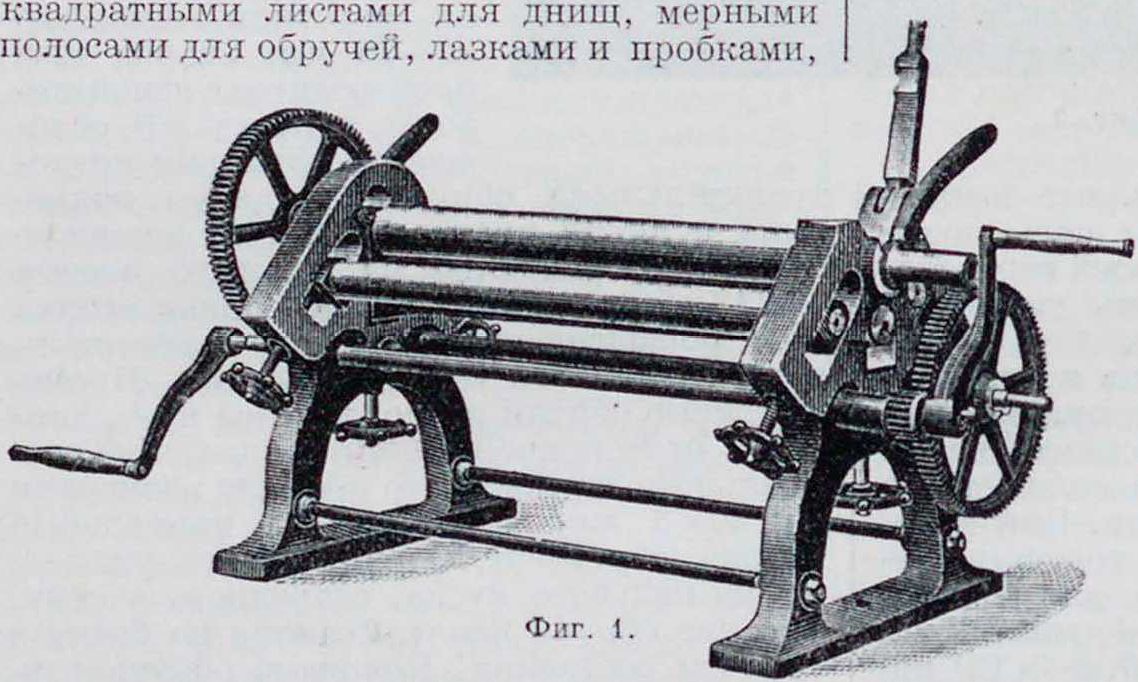
1. а) Продавка отверстия под лазок и вальцевание листа оби-чайки. б) Приводный пресс и вальцовка (на фигура 1 изображена такая машина для привода от руки).
в) 100 и 90 шт.
На некоторых заводах эти операции производятся в обратном порядке, то есть давка следует за вальцеванием. Необходимая мощность пресса—около 35 т.
2. а) Сварка продольного шва.
0) Сварочный инструмент. в) 25 я 22 hit.
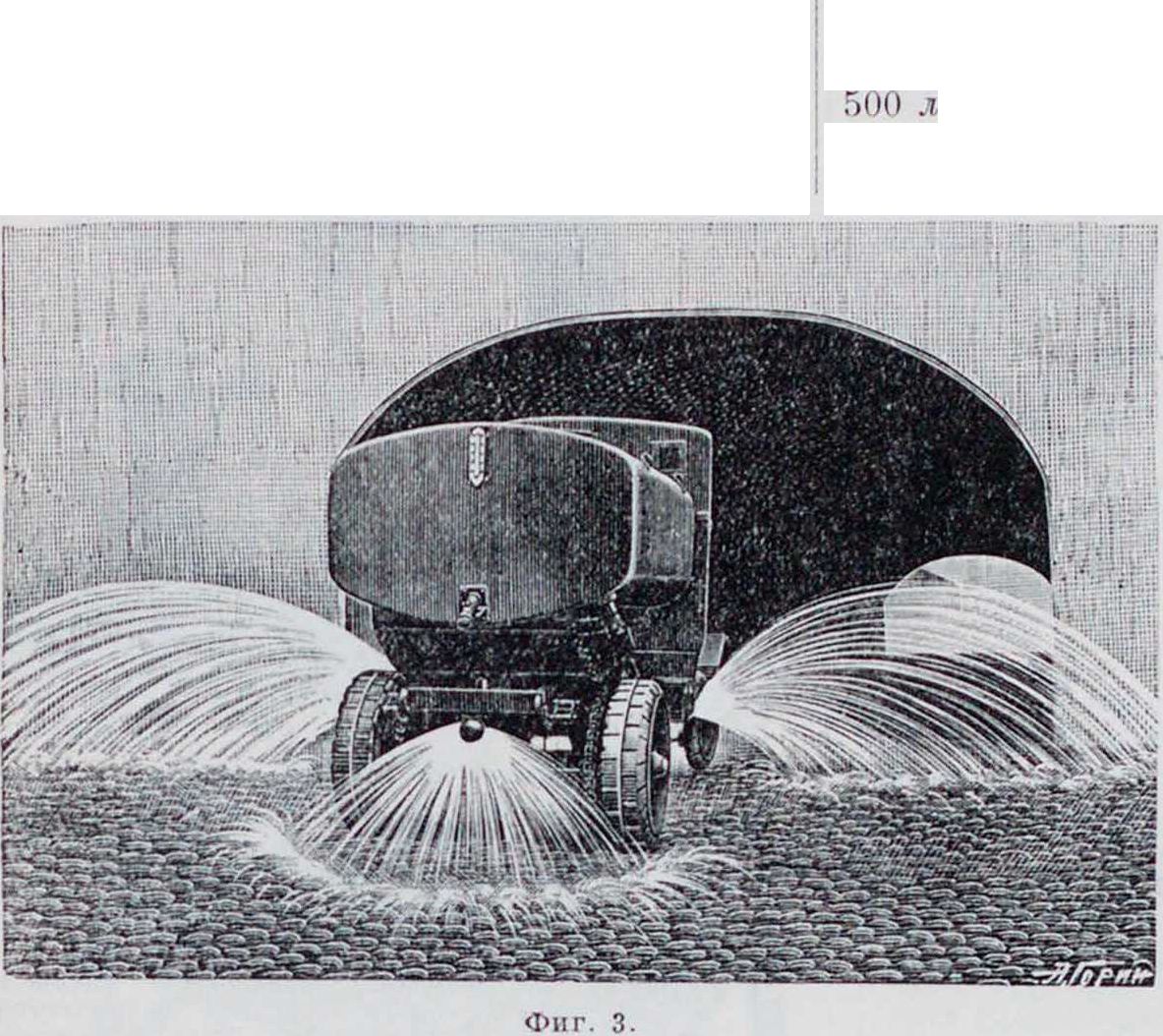
Изображенная на фигуре 3 сварочная машина работает на ацетилено-кислородном пламени без применении сварочной проволоки, но с механической подачей.
Машина сконструирована для ряда подач, числом до шести. Скорость сварки 1 .и шва при железе толш. 2 миллиметров—около 4 мим. Применение электросварки для швов Б. не рекомендуется.
3. а) Прогладка аварийного шва. в 375 л—ок. 5 мин. Для производства Б. описанным способом па каждые 1 000— 1 20U шт. Б. в месяц рекомендуется устанавливать одни сдвоенный аггрегат постоянного тока, состоящий в основном из двух динамомашин мощностью в 30 k Y, при 1 450 об/мин.,
Фигура 3.
65/25 V, 400/150 А. Дипамомашины получают дпн-жсние от одного электромотора переменного тока в 58 k V, при 1 450 об/мин. Характеристика электромотора в зависимости от типа питающей сети соответственно меняется.
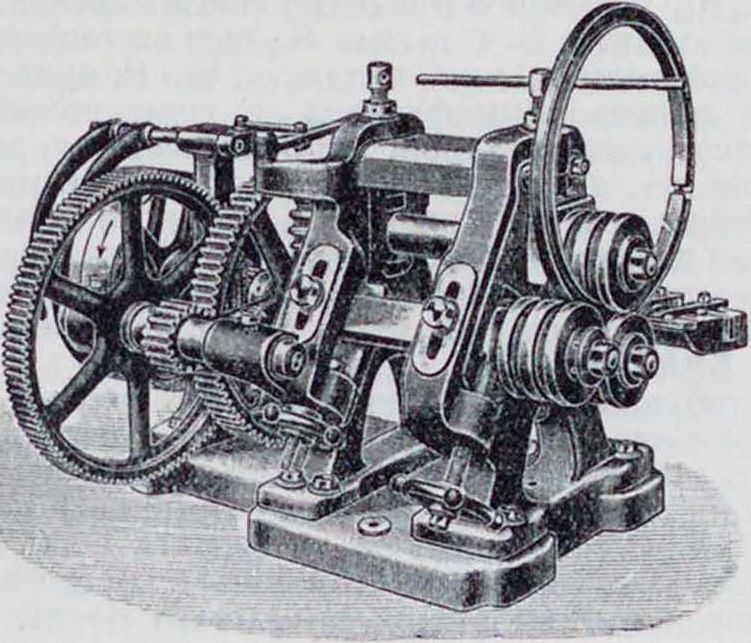
8. а) Резка и вальцевание крайних обручей.
П) Приводные ножницы и вальцовка (фигура 4).
в) 800 и 800 шт.
0. а) Резка и вальцевание средних обручей. б) Приводные ножницы и вальцовка (фигура 4).
в) 250 и 250 шт.
10. а) Сварка крайнего кольца. б) Сварочный инструмент. в) 110 и 110 шт.
11. а) Сварка среднего кольца. б) Сварочный инструмент. в) 70 и 70 шт.
Наряду с ацетилено-кислородным методом сварки верхних и средних колец широкое распространение в практике бочечных з-дов, в особенности за границей, получила электросварка, осуществляемая на машинах сопротивлении (Stumpfschweissmaschinen) но способу Abschmclzverfahren. Время заварки с установкой и снятием кольца (один стык) он. 2 мин. Расход
Фигура 4.
электроэнергии в среднем на стык—около 500 kW/ск. Расход воды для охлаждения машины около 240 л1ч. Очень распространена машина сопротивления мощностью в 3:i kVA завода ЛЕС для сварки обручей В.
12 а) Нагонка в горячем состоянии средних колец на бочку. б) Нефтяная печь для нагрева колец. в) 350 и 300 шт.
13. а) Нагонка в горячем состоянии крайних колец на бочку. б) Нефтяная печь для нагрева колец. в) 160 и 145 шт.
14. а) Приварка лазка к обичайке. б) Сварочный инструмент. в) 50 и 50 шт.
15. а) Приварка ниппеля для спускного крана в днище. б) Сварочный инструмент. в) 90 и 90 шт.
Здесь так же, как и в нск-рых предыдущих слх-чаях, м. б. применена сварка вольтовой дугой посредством металлов, электродов. Необходимая сила тока— 150 А, напряжение 20 V, время сварки—6 мин. для лазка, 3 мни. для ниппеля; расход электроэнергии— 0,4 kWh и соответственно 0,2 kWh. Расход электродов—3 шт., длиной 330 миллиметров, диам. 4 миллиметров. Электросварка лазков производится машинами постоянного тока мощностью 6 kW, 30/15 V, 200/80 А. Один сварочный пост достаточен для заварки лазков и ниппелей при выпуске 1 000 Б. в месяц.
16. а) Воздушно-гидравлическая проба бочки.
0) Компрессорная установка. в) 25 и 22 шт.
Наряду с воздушно-гидравлич. пробой Б. применяют испытание и воздухом. В последнем случае пробное давление доходит до 4 aim. Течь определяют окунанием Б. в воду или обмыливаннем мест сварки. Мощность компрессора, необходимого для питания пробных станций, подсчитывается в зависимости от емкости Б., часового выпуска, характера пробы и величины пробного давления.
17. а) Окраска готовых бочек.
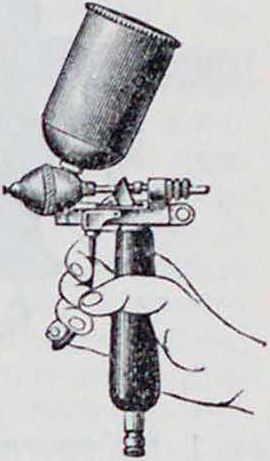
В настоящее время окраска бочек механизирована как в смысле самого процесса окрашивания, так и в смысле подачи. Стандартных типов оборудования для окраски Б. не существует, в каждом частном <лучзе з-ды проектируют соответствующие устройства. Ниже приведен пример такого устройства Одного крупного заграничного з-да. Окрашиваемые Б. устанавливают на большой круглый стол, разделенный на ряд секторов; в каждом секторе имеется вращающаяся планшайба. Необходимая для работы краска (лаковая быстро сохнущая) помещается в баке (мотшо) диаметром 275 миллиметров, с откидной крышкой, манометром и штуцерами, откуда под давлением воздуха в 2 aim, через специальный аппарат для разбрызгивания (фигура 5) поступает на окрашиваемый предмет. Все это устройство помещено под вытяжной колпак, соединенный с эксгаустером. Скорость окраски на шестнсекционном столе, примерно, 25—50 штук бочек в час.
II рнме ч а н и е. Нормы производительности сварочных, работ, при применении ацетилено-юнло-годн н о способа, даны при, условии наличия центральной ацетиленовой станции, в штуках за 6-часовой рабоч. день. Последнее обстоятельство относится ко всем горячем операциям. Нормы производительности для случаев холодной обработки металлов даны нз расчета 8-часового рабочего фиг 5 дня на 1 человека.
Выбор того или иного способа производства бочек в большой степени зависит от местных условий, как то: цен на основные материалы,сырье,электроэнергию,газ и прочие;
подбор оборудования бочечных з-дов падле-жит производить в каждом частном случае отдельно. Что же касается данных норм производительности, то последние могут служить ориентировочным материалом, т. к. стоят в непосредственной зависимости от успеха разрешения вопросов оборудования и организации производства.
Металлич. Б. облегченного ти-п а. Для экспортных целей, равно как для случаев быстрой амортизации тары, практика пользуется металлическ. Б. облегченного типа. Толщина железа для названных Б. колеблется от 1 до 2 .«.и. Преимуществами Б. облегченного типа является их значительно меньший вес и меньшая стоимость. Производство указанного типа Б. широко распространено в Европе и в особенности в Америке. Из заводов СССР лишь заводы Южного машиностроительного треста изготовляют бочки из железа в 1,65 миллиметров обычного сварного типа.
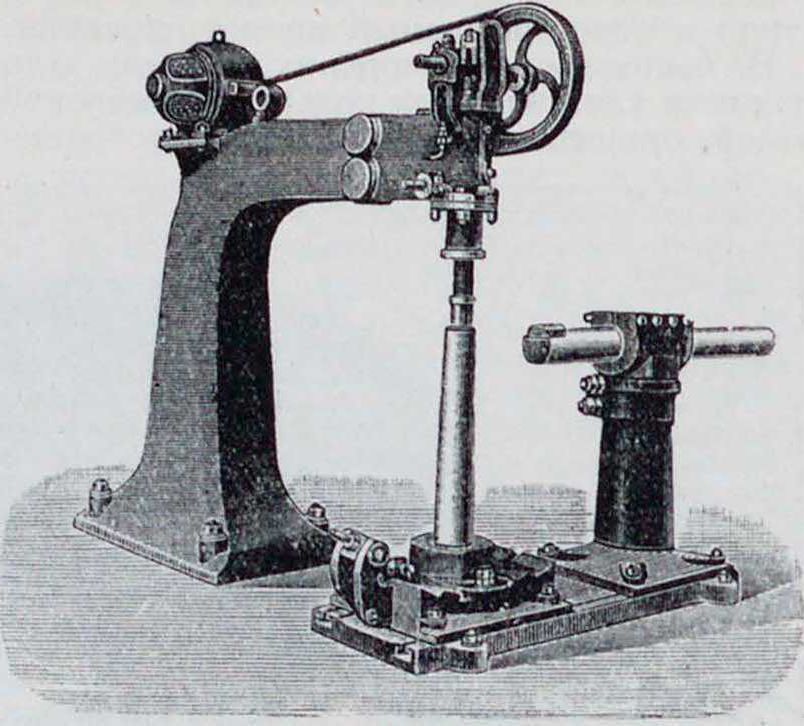
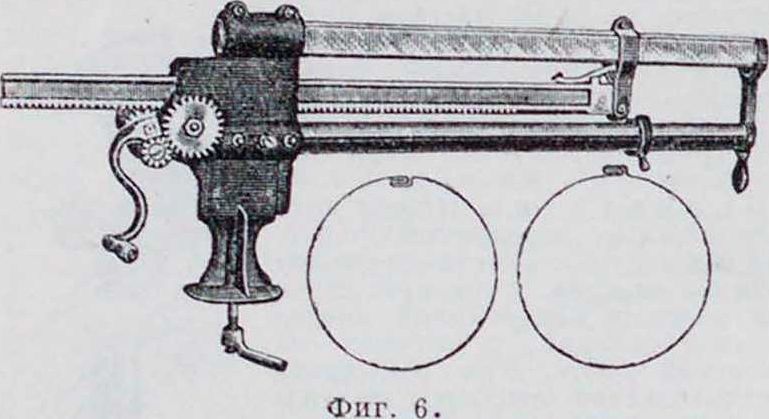
Особенности производства легковесных Б. следующие: 1) Продольный шов Б. изготовляется сварным и закатанным в замок (фальц). Большинство немец, з-дов (Mausen Maschmen-Fabrik и др.) и американских (’Ilie Republic Steel Package Company, Cle-veland, u., и др.) производят Б. со сварным швом на сварочных машинах ацетилено-кислородным способом. Бремя сварки шва, при толщине железа в 1 миллиметров, на сварочной машине занимает около 2 метров Фигура 6 изображает обжимочный станок для закатки продольных швов обичаек; предварительно кромки листа надлежит загнуть на загибочном станке. Указанные выше машины строятся ручные и приводные. Производительность нары машин—50 обичаек в час.
2) Б отличие от К. тяжелого типа средние обручи не насаживаются на обичайку, а накатываются в виде волны в два приема на специальных накаточных станках. Производительность накаточн. станка—30 обичаек
η час. 3) Днища бочек η большинстве случаев в заводск. практике не приваривают, а закатывают на закаточных станках. Производительность станка—около 30 Б. в час.
Производство Б., независимо от типа, требует обширных помещений. Средняя величина площади мастерских, установленная русской и заграничной практикой,—20—25 мг
на 1 рабочего. Площадь складских помещений—150 мг на 10 000 шт. годового выпуска бочек. Оборудование мастерских устройствами для охраны труда работающих— обычное для сварочных, кузнечных и механических мастерских. Никаких специфических устройств не требуется.
В заключение следует указать на меры безопасности при эксплуатации и ремонте металлич. Б., предназначенных для горючих (бензин и прочие). Как известно, смесь паров бензина с воздухом при содержании паров от 2,6 до 4,8% от объёма смеси уже огнеопасна, и при соприкосновении с пламенем или при случайном возникновении высоких ί - дает с тяжелыми последствиями. Для предупреждения последних все Б. для огнеопасных жидкостей снабжаются специальными предохранителями. Фигура 7 изображает предохранитель системы
Фигура 7.
инж. Багрин - Каменского, изготовляемый заводом Тремасса (Ленинград). Обязательность применения предохранителей подтверждена официальными постановлениями Ленинградского и Московского советов. Эти предохранители гарантируют безопасность при эксплуатации Б. Что же касается ремонта Б. (заварка трещин), то здесь рекомендуется до начала работ производить тщательную промывку водой, проветривание, продувку сжатым воздухом, и, наконец, требуется вести производство самого ремонта (заварки) при условии наполнения ремонтируемой бочки водой.
lam.: Протоколы Комиссии по стандаптиз. металлических Б. при МСталине Главмсталла ВСИХ осев за 1926 г. (материалы не опубликованы), Λ с Ιι с п-I) а с Ii F. и. L а V г о f f S., E lek t rise ties unu autoge-
nes Schweissen n. Schnelden v. Motallen, B., 1925; К ап t и у Γ. Handbucl» d. autogenen Metallticarbei-tung, iraile, 1927; «Pio Schimlzseliweisaui g>, Hani-burg. 1924. .Tg. 3, S, 1925, Jg. 4, 2; «Maeclilnciibaii». B., 1924, H. 22. E. Кушан.
Б 0 Ш И Η, водонепроницаемый раствор из асфальта и каучука, названный Б. по имени изобретателя Боша. Придает водонепроницаемость каменной кладке. Был применен при ремонте акведука венского водопровода и дал благоприятные результаты. С успехом применяется в жилых каменных постройках для изоляции подвалов и стен от сырости.