 > Техника, страница 24 > Брикетирование
> Техника, страница 24 > Брикетирование
Брикетирование
Брикетирование, механич. превращение с помощью прессования рыхлого, мелкозернистого материала (мелочь, пыль), к-рый в этой форме является малоценным, в твердые крупные куски. Брикетированию подвергаются бурые и каменные угли, древесные опилки, руды, остатки заводского производства и прочие материалы.
I. Б. бурых углей производится обычно без добавления связующего вещества одним лишь прессованием в брикеты весом до 500 г. Бурый уголь содержит от 40 до 60% воды и на воздухе быстро рассыпается; он обладает теплотворной способностью не выше 3 000 Cal и не годится для перевозки на большие расстояния. При брикетировании бурый уголь предварительно обогащают и сушат; при этом его теплотворная способность повышается до 4 000—5 300 Cal. Спрессовывание бурого угля в плотные куски объясняется молекулярными силами взаимного притяжения частиц и присутствием в нем битуминозных веществ. Для успешного Б. требуется, чтобы содержание влаги в буром угле было от 12 до 20%. а содержание битумов—не более 13—14%. Чтобы подготовить бурый уголь для изготовления брикетов, его сортируют, измельчают, сушат и затем прессуют. При добыче бурого угля стараются по возможности обезводить пласты угля; все неподдающиеся Б. сорта бурого угля (сильно битуминозный, засоренный песком, обугленная древесина, глинистые и колчеданистые пропластки) направляются для разгонки смолы и тому подобное.
Мокрая обработка угля до сушки состоит из сортировки и измельчения и должна соответствовать характеру бурого угля (твердости, содержанию примесей, влажности), времени года, погоде и местным условиям.
Схема мокрой обработки следующая;
Бурый уголь, измельченный до крупности не свыше 10—12 миллиметров,подается элеватором или транспортной лентой в бункер (емкостью на двойную суточную производительность), помещенный над аппаратами для сушки.
С у ш к а бурого угля производится для удаления из него излишней влаги; допускается для мягкого битуминозного угля влаги 15%, при небольших брикетах от 1G до 18%, для твердого угля, бедного битумами, 13—14%. Сушка угля производится в специальных сушилках при использовании топочных или дымогарных газов (в смеси с воздухом), а также нагретого воздуха, отдельно или в соединении с паром, и пара. В последнее время применяются; а) паро-ные тарелочные и трубчатые сушилки и б) дымогарные барабанные.
При паровой сушке обычно обогревают сушилки мятым паром, отработанным в прессах или турбинах (при 20 atm давления и перегретым до 280—350°); пар, после отделения от него масел, поступает в сушилку при давлении 1,5—3,5 atm, а свежий пар добавляется лишь в случае недостаточного давления. Перегрев пара способствует лучшему использованию тепла; так, опыты Фуса (F. W. Foos) показали, что при перегреве на 1° расход пара в сушилках уменьшается на 0,30%. Влага, которая испаряется из угля в сушилках, удаляется искусственной тягой воздуха и, после выделения из нее угольной пыли, направляется по длинным дымовым трубам наружу. Тарелочная сушилка изображена на фигуре 1. На четырех колонках укреплены полые из листового железа кольцеобразные тарелки наружи, диам. 5 метров и внутреннего—2 -V. Число тарелок, смотря по влажности брикетируемого угля, до 34. Высота тарелок 50 миллиметров, расстояние между ними 200 миллиметров. Площадь соприкосновения одной тарелки с углем 10,5 .и2, всей сушилки с 34 тарелками 560 м2. Каждая тарелка состоит из четырех секторов, изолированных друг от друга деревянными прокладками, с приспособлением для внутренней циркуляции пара, к-рое вместе с соединенным с ним паропроводом Гекмана способствует наилучшему использованию тепла. В тарелки пар поступает через колонны по паропроводным трубкам. Тарелки подразделяются на четыре группы. Горячий пар вводится в первую группу тарелок через две противостоящие колонны, затем пар через средние части тарелок переходит в следующую группу, откуда направляется по двум другим колоннам в третью группу, из них по трубе, соединяющей середины тарелок, в четвертую. Уголь загружается сверху из загрузочной воронки, установленной над сушилкой, на распределительный диск, с которого он сгребается .равномерно с помощью лопаток, помещенных на вращающейся крестовине.
Уголь падает на верхнюю тарелку вблизи ее внутреннего края и передвигается к внешнему краю такими же лопатками на вращающейся крестовине.
По внешнему краю тарелки имеется ряд отверстий, через которые уголь проваливается
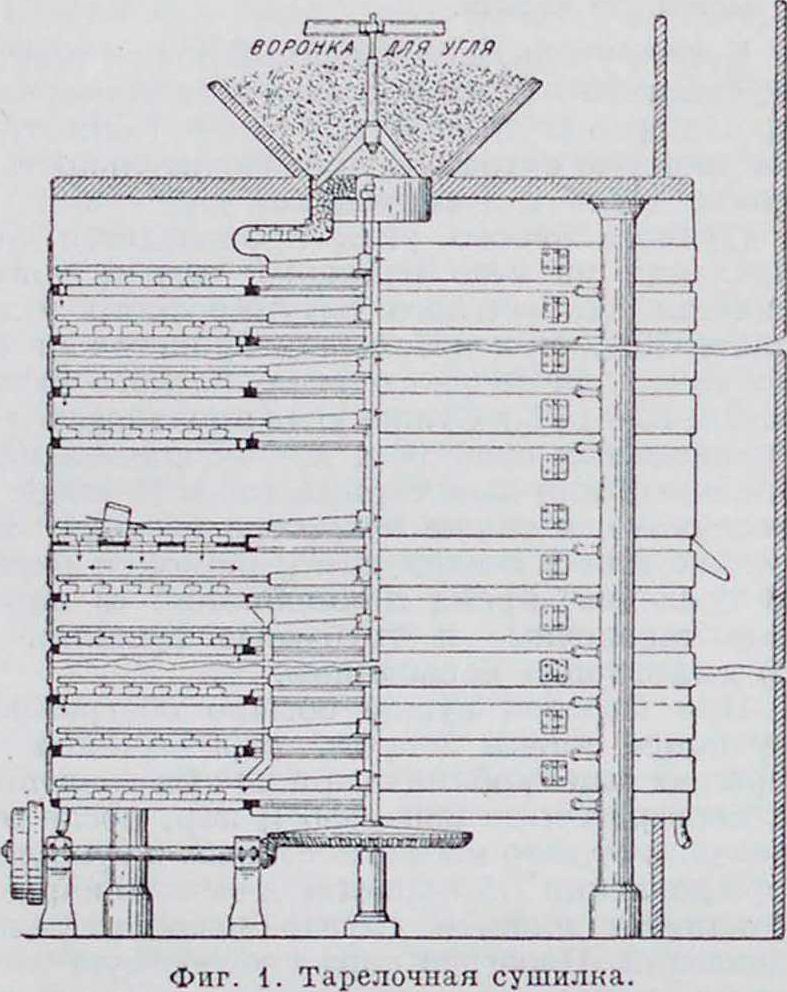
на вторую тарелку; здесь оп лопатками передвигается к внутреннему краю тарелки, а отсюда через отверстия падает на третью тарелку, двигаясь по ней так же, как по первой^ и т. д. С последней, нижней, тарелки уголь выгружается через три выводящих трубы на транспортный шнек. Сушилка окружена кожухом, который предохраняет ее от охлаждения. В кожухе имеются люки, регулирующие приток воздуха. Мешалки укреплены на крестовинах вертикального вала, вращающегося от электромотора в 10—12 1Р с переменным числом оборотов, что позволяет регулировать скорость продвижения высушиваемого угля. Для отвода испарившейся влаги, смешанной большей частью с угольной пылью, служит труба из каменной кладки, расположенная сбоку. В новейших тарелочных сушилках на каждый м- полезной поверхности нагрева испаряется воды 7—В кг/ч, то есть на всю сушилку (5G0 .и2) от 3 900 до 4 500 килограмм/ч, или от 94 000 до 108 000 килограмм в 24 часа. Расход пара на 1 килограмм испаренной воды 1,3—1,45 килограмм сухого пара при давлении 0,5—3,5 atm. Производительность сушилки, определенная по опыту над бурым углем, содержавшим 50% влаги и высушенным до содержания влаги в 14%, составляла 109 тонн в 24 часа. Трубчатая паровая сушилка Шульце (фигура 2) представляет собой цилиндрический барабан, вращающийся на наклонной под углом в 5—6° оси со скоростью от 4 до 6 об/м. В барабане, длиной от 7 до 8 метров и диам. 2,92 или Зле, помещены широкая центральная труба диам. 400—460 миллиметров и от 402 до 408 параллельных трубок диам.
95 или 108 миллиметров, входящих в лобовые стенки барабана. Пар поступает в центральную трубу и через имеющиеся в ней отверстия проходит внутрь барабана, омывая трубки, в которых движется высушиваемый уголь. Уголь вводится в трубки через заднюю (верхнюю) стенку барабана и вследствие наклона барабана подвигается вперед. Осевая труба только на одной трети своей длины имеет отверстия для пара; т. о. горячий пар действует лишь на сырой входящий уголь. Конденсирующийся в сушилке пар выводится в нижнем ее конце через три приемника, устроенные по внешнему краю передней лобовой стенки. Барабан покоится на полых шаровых цапфах, в шаровых подшипниках, и приводится во вращение червячной или зубчатой передачей, помещенной на ободе барабана в верхнем его конце. Двигатель — электромотор в 13 1Р, заключенный в непроницаемый для пыли кожух. Уголь поступает на заднюю стенку барабана через боковые закрома, в которых он движется по ряду наклонных щитов, и подается в трубки помощью V-образных захватывателей, расположенных на задней стейке барабана. Для правильной подачи угля служат различного рода регуляторы, устанавливаемые в нижнем конце закромов. Для того, чтобы воспрепятствовать углю вываливаться из сушильных трубок, в закром вводится струя воздуха под небольшим давлением, направленная в лобовую стенку сушилки. Трубки должен быть лишь настолько наполнены углем, чтобы движение угля по ним совершалось свободно и оставалось место для отвода испаряющейся воды и тяги воздуха. Высушенный уголь собирается в зумпфе у переднего конца барабана и отсюда шнеком передается к прессам. Бремя пребывания угля
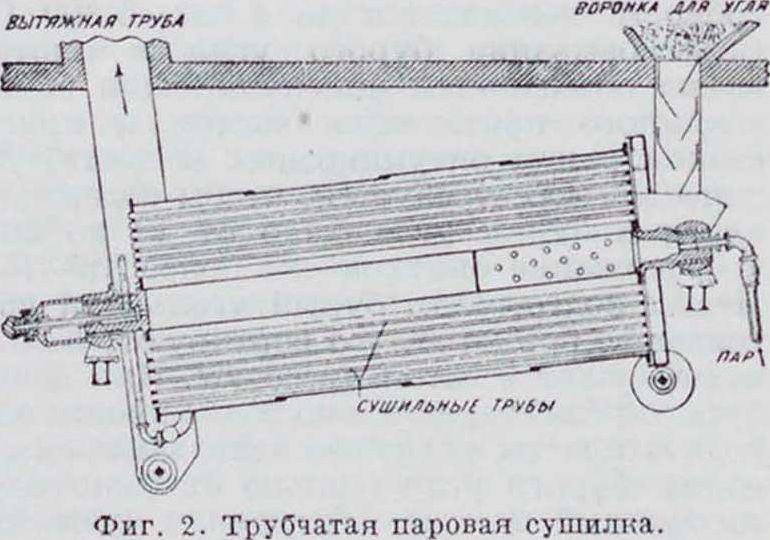
в сушилке—от 25 до 30 минут. Для предохранения от преждевременной выгрузки угля из сушильных труб устраиваются регулирующие клапаны. Испаряющая способность сушилки в 1 ч. на 1 .и2 полезной поверхности нагрева—от 3,5 до 4 килограмма воды. Расход сухого пара на 1 килограмм испарившейся воды—от 1,35 до 1,5 килограмм при давлении от 1,5 до 3,5 aim. Производительность для малых сушилок—90 тонн высушенного угля в 24 ч. и для больших—от 120 до 140 тонн Регулировка сушки достигается повышением или понижением давления пара, или лее изменением числа оборотов барабана. По сравнению с тарелочными сушилками,
трубчатые, при упрощенной конструкции их, более просты и дешевы, но уголь в них высушивается неравномерно, процесс труднее регулировать и наблюдать, производительность на 1 .ч2 в них меньше. Расход энергии в обеих сушилках почти одинаков. Несмотря на ряд преимуществ тарелочных сушилок, указанные их недостатки за-ставляют оборудовать новые предприятия трубчатыми сушилками. Б а р а б а и и ы е сушилки представляют собой полый цилиндр, слабо наклоненный, вращающийся со скоростью 2—0 об/мин. Для лучшего соприкосновения высушиваемого угля с то-ночными газами, проходящими через барабан в направлении от заднего конца к переднему, в нем помещается ряд накладок из углового железа, но которым переваливается уголь, или лее его разделяют на отдельные
Фигура 3.
ячейки (фигура 3). Такая конструкция сушилки препятствует излишнему пылеобразова-нию, так как уголь при вращении барабанов падает с небольшой высоты. Влажный уголь, передвигаясь от топочной камеры к выгрузочной, соприкасается с наиболее горячими газами. Сушилка изолирована. Барабан, для предохранения от охлаждения,
ний нагревается от специальной печи или от топок котлов; в этом случае при длинных подводящих дымоходах требуется подогрев газов добавкой более горячих от специальных топок. Свежие газы, получающиеся от специальных топок, требуют, наоборот, некоторого охлаждения, что достигается введением струи холодного воздуха. Темп-pa газов должен быть от 800 до 900° и требует постоянного наблюдения. Для удаления высушенного угля имеется несколько приспособлений. При сушке угля важно предупредить возможность воспламенения пыли, извлекаемой из него вместе с парами, почему удаление паров всегда происходит во всасывающей струе. В барабанных сушилках на 1 килограмм испаряемой воды требуется 800 — 1 000 Cal. При длине барабана 8 метров и диам. 2,5 метров часовая производительность сушилки составляет 7,5 тонн угля, содеря-савшего влаги 59% и высушенного до содерж. 15% влаги. На производительность сушки большое влияние оказывает степень измельчения материала. Подсчет расхода тепла при сушке в барабанных сушилках сделан инж. Э. Пальков-ским. На фигуре 4 изображена установка барабанной сушилки.
Обработка высушенного бурого угля до прессования состоит в проверочном грохочении, дроблении, смешении его для выравнивания степени влажности и охлаждения. Уголь из сушилок подается шнеком на грохот; куски, размером от 8 до 14 дш в диаметре, подвергаются дроблению на валках. Более крупный материал, не прошедший сквозь отверстия грохота, идет под котлы и в Б. не поступает. Валки установлены так. обр., что размер получаемых зерен
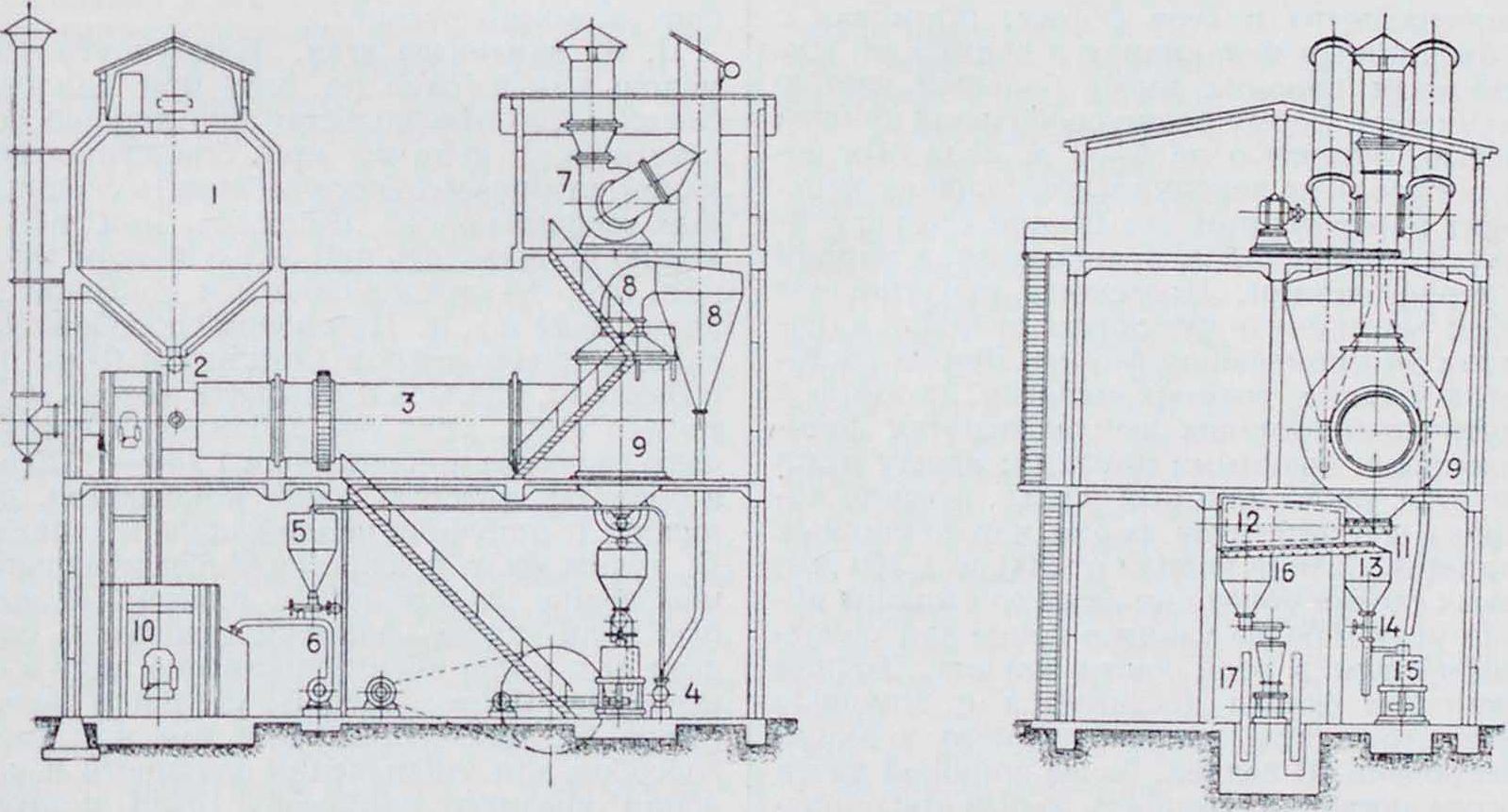
Фигура 4. Установка барабанной сушилки: 1—бункер, 2—делительный шнек, .3—барабанная сушилка, 4 насос для переначппаннн угольной пыли, и питательная воронка для ныли, б аппаратура для сшигамм, 7— окегаустер, 8 —обесаыливатель, 9—камера для сухого угля, Ю—печь для сжигания угольной пыли, 11 выгрузочный шнек, 12—барабанный грохот, 13—бункер для мельнпцы, 14— магнитный сепаратор, 13—мельница, 1в—питательная воронка, гг—брикетный пресс. имеет двойные стенки. Равномерное распределение высушиваемого угля достигается регулирующимися питателями, из которых он направляется но желобу в барабан; послед ив превосходит 8 жм. Затем измельченный уголь смешивается с материалом, прошедшим сквозь отверстия грохота 8 миллиметров, и загружается в бункер охладителя. Смешение
23
Т. Э. m. II.
происходит под действием передвигающих шнеков; более длительное транспортирование угля понижает и выравнивает температуру и влажность. В тарелочных сушилках равномерность сушки достигается установкой неотапливаемых решетчатых тарелок Мана, на которых просеивается и отделяется пыль, а более крупные куски измельчаются валками, причем пыль, высыхающая быстрее, сразу переносится на самую нижнюю тарелку. Уголь из сушилок должен быть охлажден в специальных камерах или в питательной коронке пресса до прессования. Иногда применяют искусствен, охладители из двух параллельных рядов железных загнутых листов, расположенных друг против друга в вертикальном канале длиной 4 .н и выс. 3 „и и образующих род жалюзи, по которым скользит вниз охлаждаемый уголь; последний остается в аппарате около 30 метров и охлаждается приблизительно на 30°. Для транспортирования высушенного угля применяются почти исключительно шнеки, т. к. элеваторы и транспортные ленты, имеющие менее плавный и спокойный ход, поднимают пыль. Скорость подачи шнеками ок. 0,3 м/ск. При расположении аппаратов на фабрике нужно по возможности сообразоваться с тем, чтобы уголь перемещался только вниз, так как шнеки могут работать вверх лишь при наклоне, не превышающем 30°.
Прессование. Для прессования бурого угля в брикеты применяют прессы с горизонтальной открытой формой типа Экстера. Прессы с электрич. двигателем применяются редко; чаще—паровые, с утилизацией отработанного пара в сушилках. Пресс состоит из питательной воронки с приспособлением для равномерной подачи угля, пресскопфа, заключающего в себе форму, штемпеля с кривошипным механизмом и двигателя. Питательная воронка имеет большей частью цилиндрич. форму с конусообразной нижней частью, емкостью на 5—6 тонн угля. Из воронки уголь по вертикальному каналу переходит в форму, причем подача его регулируется задвижкой и вращающимся вм е нарифлениями. Пресскопф представляет собой массивную чугунную отливку с каналом для помещения формы. Форма состоит из четырех толстых пластин, которые с внутренней стороны выкладываются футе-ровочными съемными плитами; между ними остается узкий длинный канал, сечение которого соответствует форме изготовляемых брикетов. Длина канала от 900 до 1 300 жм; канал сделан более широким со стороны подачи угля п более узким в конце для уплотнения угля в этой части канала. Точная установка формы достигается с помощью давящего винта, передвигающего верхний сквородень. В задней, более широкой части формы движется штемпель, к-рый при обратном движении выходит из формы, захватывает падающий из подводящего канала уголь н при движении вперед проталкивает его в форму, где постепенно сжимает до тех пор, пока не будет преодолено сопротивление трения находящейся в форме брикетируемой массы. Поступающие в форму новые порции угля постепенно передвигают всю массу в более узкую часть формы, где она получает окончательную плотность брикета. Готовые брикеты выходят из открытой передней части формы и разбиваются или разрезаются на куски определенной длины. Штемпель укреплен на штоке, который приводится в движение от коленчатого вала паровой машины, совершающей от S0 до 140 об/мин.; ход штемпеля—от 200 до 220 миллиметров. Давление, развиваемое прессом на брикетируемую массу достигает 1 200—1 600 atm. В новейших двойных прессах Цвиллинга на валу паровой машины помещены два шатуна для двух штемпельных штоков. В качестве двигателя поставлена одноцилиндровая паровая машина с клапанным парораспределением Прёлля, работающая при давлении пара 12—16 atm. Расход пара составляет от 9,92 до 11,9 килограмм на 1 1Р в час, а на 1 тонна изготовляемых брикетов от 271 до 478 килограмм. Электрич. двигатели применяются с успехом. Рентабельная работа прессов требует внимания к охлаждению разогревающихся частей, смазке движущихся частей и смене быстро изнашивающихся частей формы.
Брикеты бурого угля должны быть правильной формы, без трещин и царапин; обыкновенно они изготовляются весом не больше 500 г. В изломе брикеты имеют темно-коричневый или черный цвет, с поверхности блестящи. Содержание воды не должно превышать 15%, золы должен быть не свыше 8%. Теплотворная способность от 4 500 до 5 000 Cal. Сопротивление излому ок. 2,5 килограмм/смг. Они должен быть устойчивы от атмосферных влияний и не распадаться в огне. При оборудовании брикетных фабрик существенное внимание нужно обратить на удаление и улавливание угольной пыли, которая в смеси с воздухом опасна в пожарном отношении и может вызывать ы.
II. Б. каменного угля. Каменноугольная мелочь вообще сама по себе при давлении свыше 1 200 atm. недостаточно хорошо брикетируется; поэтому при брикетировании камеи, угля необходимо добавлять специальные «связывающие» вещества, причем Б. можно производить при более низком давлении. Это относится также и к коксовой мелочи, пеку ит. п. При новом способе коксования, предложенном Сетклифом (Sutcliffe) и Эвансом, удалось прессовать мелочь нолу-тощего англ, угля без добавления связующего вещества при давлении 1 260—1 575 atm в брикеты, которые после коксования при низкой t° получили надлежащую прочность. Б. лучше всего поддаются тонко измельченные тощие, полутощие и пламенные жирные угли, хуже—пламенногазовые и газовые; последние преимущественно идут в коксование. Часто перед Б. угольная мелочь (ниже 10 лш) обогащается тем или иным способом для уменьшения зольности и удаления вредных примесей. Были попытки применять для связывания неорганические вещества, как-то: глину, гипс, магнезиальный цемент, портланд-цемент, негашеную известь, жидкое стекло и т. д., но все они потерпели неудачу, т. к. увеличивали зольность, выделяли вредные газы и т. д. Гораздо лучше во всех отношениях оказались органические связывающие вещества, которые увеличивают теплотворную способность брикетируемого угля, оставляют после себя незначительное количество золы и обладают хорошими вяжущими свойствами. Из них более всего распространены: каменноугольный пек, асфальтовый пек, нефтяные остатки и нафталин; реже применяются: крахмальный клейстер, маисовая мука, виноградные выжимки, барда, меласса, целлюлоза, ретортный пек, некоторые смолы, дубильные кислоты, патока и т. д.
Каменноуголь н ы и пек, остаток перегонки угля (смотрите Газовое производство), бывает мягкий, средний и твердый. Мягкий пек получается при удалении ок. половины тяжелых масел, размягчается при 40° и плавится при 60°; полумягкий или средний пек—после отгонки тяжелых масел и первых антраценовых; размягчается при СО—70°, плавится при 80—100°; твердый пек получается почти при полной отгонке антраценовых масел при 400°, размягчается при 100° и плавится при 150—200°. Хороший твердый пек состоит из 75,32% С, 8,19% И. 10,00% О и 0,43% золы; уд. вес его 1,275— 1,280. Он очень хрупок, и пыль его вредно действует на глаза, разъедает кожу, почему применение его требует особого внимания в отношении гигиены. Менее твердый нек по цвету темнее и более блестящий; чем мягче пек, тем меньше дает он пыли при дроблении. Мягкий пек употребляется в жидком виде. Количество пека, добавляемого к углю при Б., зависит от его свойств и степени измельчения, характера угля и его крупности, темп-ры сушки, способа перемешивания угля с пеком и Г и давления при прессовании. В Германии, Бельгии и сев. Франции пека принято добавлять от 6,5 до 7,5%, в В. Силезии и Англии—от 8 до 10% смеси. При высокой цене на пек, какая, например, была в 1924 г., приходилось уменьшать количество добавляемого пека, взамен чего увеличивать давление при прессовании.
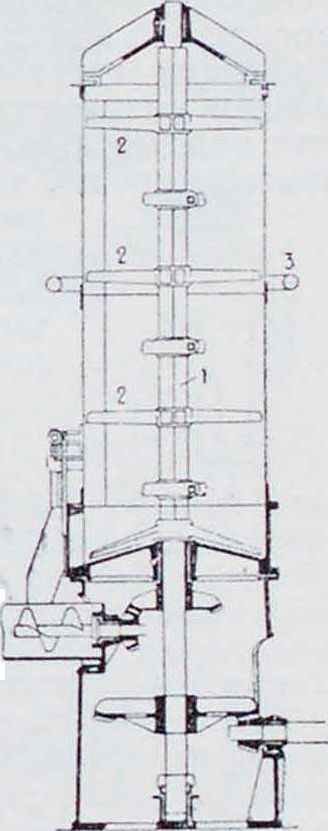
Предварительная обработка угля и пека. Для получения хорошего качества брикетов нужно по возможности равномерное смешение угольной мелочи с пеком, поэтому до Б. как уголь, так и пек подвергаются дроблению. Уголь, доставленный на брикетную ψ-ку, загружается в бункер емкостью на двойную суточную производительность и скребковым конвейером передается в дробилку, большей частью— дезинтегратор. Если пек доставляется в кусках крупной величины, то дробление его производится в несколько приемов, сначала в i ценовой дробилке, а затем в дезинтеграторе или под бегунами. При дроблении пека дробильные аппараты необходимо тщательно изолировать кожухами и даже мокрыми мешками во избежание проникновения вредной пыли пека в воздух. Иногда для лучшего перемешивания допускается совместное дробление угля и пека в одном дезинтеграторе. К измельченному высушенному углю добавляется мелкий (около 3 лш) пек в нужной пропорции, что производится на специальных делительных тарелках или других приборах. Делительные тарелки представляют собой плоский вращающийся горизонтальный диск, на к-рый загружается из воронки уголь и пек. Па диске устано влена вертикально задвижка (или скребок) так, что между задвинской и питательной воронкой остается щель. Высыпающийся на вращающуюся тарелку материал может пройти только через эту щель, и количество его зависит от ширины щели; затем он другим, косо поставленным скребком сбрасывается с поверхности тарелки. Регулируя щель в воронке и передвигая задвижку, можно точно установить количество отмериваемого материала. Уголь и пек подаются на разные тарелки, причем для пека берется тарелка меньшего размера. Затем оба материала попадают в корыто общего шнека и при передвижении перемешиваются. Если в Б. поступает немытый уголь с небольшим содержанием влаги, то сушка угля производится после смешения с пеком. В этом случае сушка производится в отапливаемой топочными газами печи системы Бьетрикса (BiCtrix) следующего устройства. В цилиндрической с плоским иодом печи вращается на вертикальной оси круглый стол с помещенным над ним вертикальным шнеком для подачи смеси угля с песком на стол. Над столом неподвижно установлены скребки, которые при вращении стола передвигают уголь по спирали к краю, где происходит выгрузка. Уголь сушится, а пек размягчается под действием циркулирующих в печи горячих топочных газов. Диаметр стола 6,5 .и (внешний диам. печи ~ 7,2 м), высота печи до свода от 5,7 до 7,1 метров При большой влажности угля стол делает 3,5 об/м. Темп-pa ночи 220—250°; материал выгружают с темп-рой 90—95° и с содержанием 1,5—2% влажности. Недостатком печи является возможность возгорания пока. Производительность ее~ 10—12 т/ч. Наконец, смесь передается в особый аппарат, носящий название м а л а к с е р а.
Он представляет собой (фигура 5) вертикальный открытый сверху цилиндр, в котором вращается на вертикальной оси мешалка ί с ножами 2, поставленными по винтовой линии. Цилиндр имеет высоту от 2 до 2,5 метров и диам. от 1 до 1,2 метров Материал загружается сверху и медленно передвигается вниз, причем тщательно разминается и перемешивается вращающейся мешй с числом оборотов около 31. В цилиндр через два или четыре сопла (3 — труба, подводящая пар) подается перегретый до 300— фИг. 5. Малаксер. 350° пар, который нагревает смесь до 80—90°. Производительность малаксера составляет 12—15 т/ч. Материал остается в малаксере около 10 минут. Большей частью малаксер соединен непосредственно с прессом. В Германии на заводах Энгельсбург около Бохума, Бони-фациус около Края прибавляют, но с п о с о-б у Ф о р а - К л е Й н ш мндт а, ж и д г: и й
мягкий пек, доставляемый в специальн. цистернах. Жидкий пек, получаемый после отгонки смол, нагнетается паром при t° 250— 300° в вагон-цистерну емкостью на 16 500 килограмм. Для прогревания цистерн имеются внутри паропроводные трубки, и цистерна окружена термоизолирующим слоем (кизельгур, асбест, войлок). Таким обр. пек может перевозиться на довольно большие расстояния в жидком виде, и в случае застывания его можно вновь расплавить па брикетной фабрике, присоединив паропроводные трубки к источнику пара. Пек из вагона-цистерны нагнетается в главный бак фабрики, имеющий вид горизонтального котла, который также изолирован от потери тепла; отсюда он распределяется по меньшим бакам, стоящим перед смесителями. Добавление пека к мелочи брикетируемого угля происходит в горизонтальном цилиндрич. барабане, куда пек вгоняется из форсунок со струей воздуха и пара и куда одновременно загружается уголь. Пек распыляется в мелкие капли, благодаря чему достигается очень тесное и равномерное смешение его с углем. Из барабана смесь передается через особую камеру в прессы. Преимущества способа — отсутствие необходимости дробить пек (что исключает образование очень вредной пыли), значительно лучшее использование связующих свойств пека, наиболее тесное и равномерное перемешивание с углем и экономия в расходе пека (от 0,5 до 1%). Но способу G 1 a w е, жидкий пек доставляется в вагонах-цистернах и затем переливается в баки фабрики. С помощью обогреваемого элеватора пек подается в питательную воронку, а из нее в виде брызг на транспортную ленту, по которой движется уголь. Смешение происходит в дезинтеграторе. Б этом способе также отсутствует вредное дробление пека и получается значительная экономия как рабочих рук, так и пека (до 1%). Установка проще, чем в способе Фора-Клейн-
с растворенным связующим веществом, например пеком и смолой; из образовавшихся хлопьев отжимают или отсасывают воду в фильтрах и получают массу, вполне готовую к брикетированию.
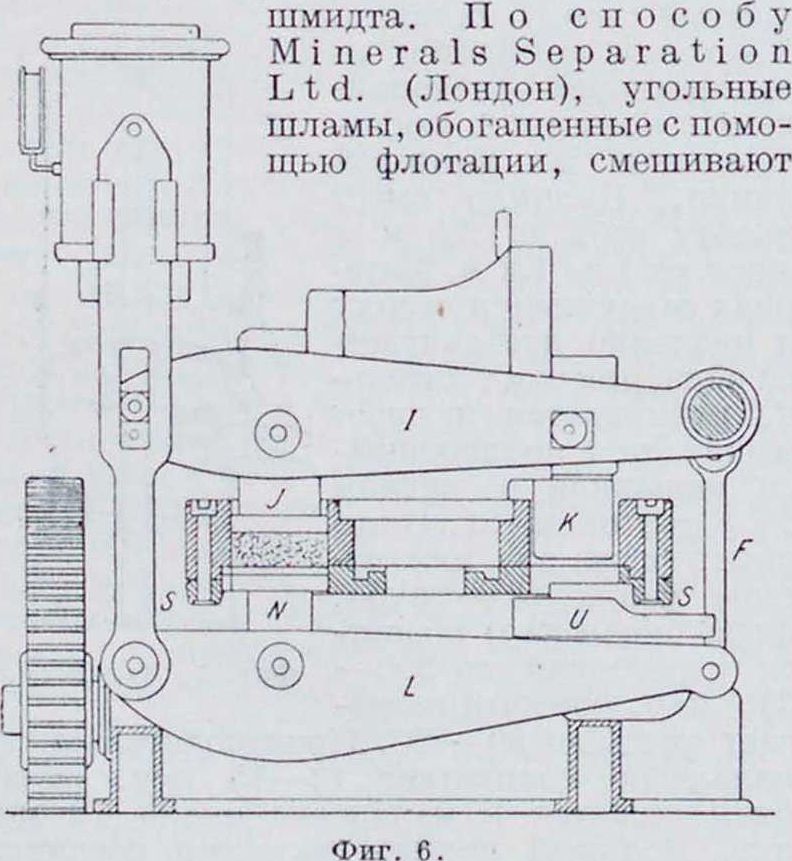
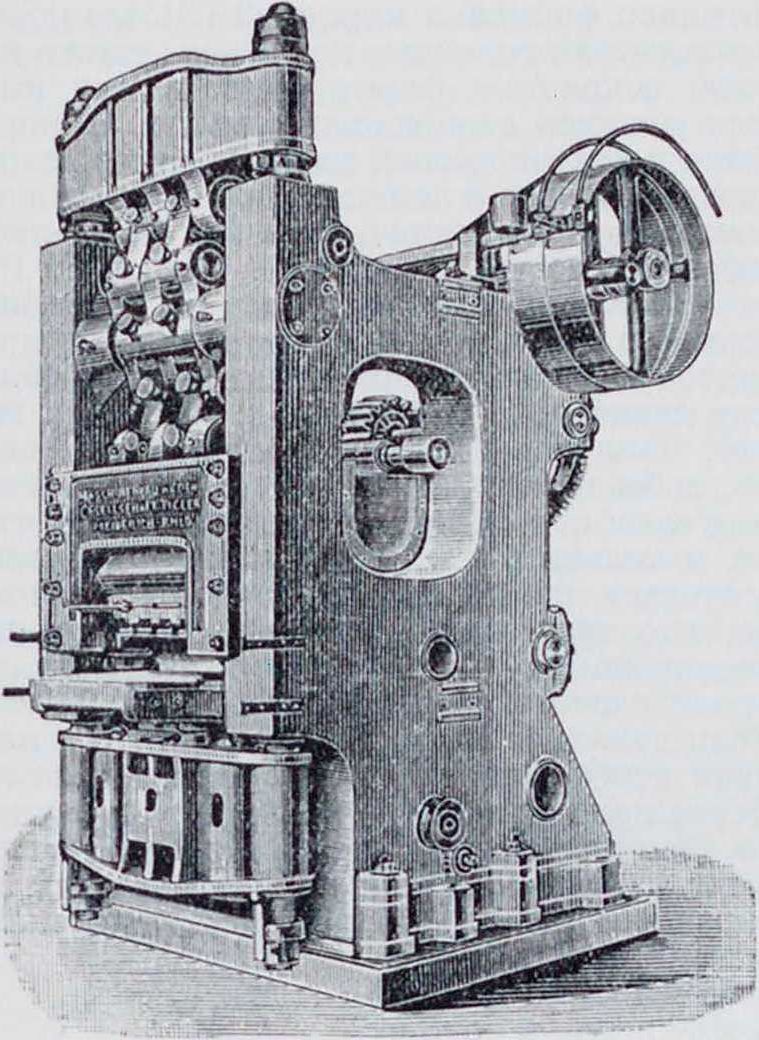
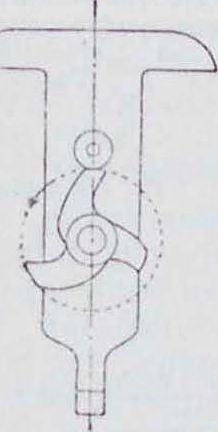
Прессование. Подготовленный к Б. материал подается в горячем состоянии из малаксера непосредственно в пресс. Для получения хорошего качества брикетов необходимо, чтобы прессование шло с возрастающим давлением. Давление должен быть двусторонним и по своей величине соответствовать как величине брикета, так роду и характеру брикетируемого угля. Больш. брикеты требуют для своего изготовления 200—300 atm, малые—около 50 atm, причем для мягких углей оно может быть меньше, чем для твердых. В настоящее время применяются почти исключительно штемпельные или ввые прессы с двусторонним прессованием. III тем п ель н ы e пресс ы ел ужат больш. частью для изготовления крупных брикетов. На фигуре 6 изображен пресс Коффинга-ля (Couffinghal) с вращающимся формовым столом. Этот пресс изготовляется многими машиностроительными заводами и служит для приготовления брикетов весом от 1 до 5—6 килограмм. Формовой стол представляет собой массивную плиту круглой формы, вращающуюся на вертикальной центральной оси; в плите имеется ряд прямоугольных отверстий, расположенных по кругу и представляющих каждое в отдельности форму брикетов. На нижней поверхности стола укрепле-
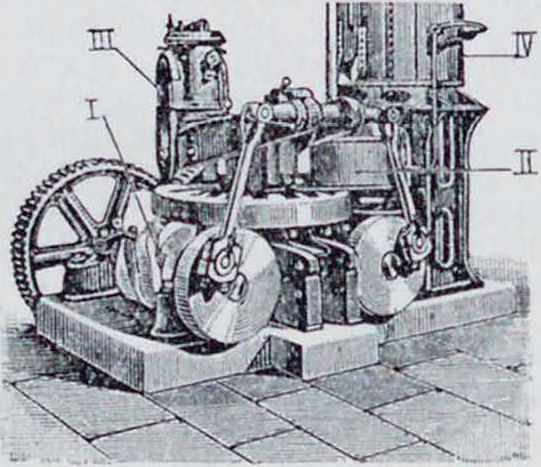
Фигура 7. Пресс Коффипгаля. ны вертикально ролики S, входящие попеременно в паз горизонтального приводного вала при его вращении. Паз вала частью идет но винтовой линии, частью нормально к образующей; таким образом вращение его через ролики передается столу. Когда ролик входит в винтовую часть паза, стол вращается; когда же он попадает в часть, нормальную к образующей, стол останавливается. Роликов столько, сколько форм. Во время остановки стола в форму, ранее заполненную брикетируемой массой, входят сверху и снизу два штемпеля J и N, укрепленные на двух парных массивных рычагах I и L, получающих качательное движение от пары кривошипов через шатуны F, и сжимают массу. Удаление готового брикета из формы производится при повороте стола на 180° выталкивателем К, укрепленным на тех же рычагах, и следовательно происходит в тот же момент, когда прессуется брикет в диаметрально противоположной форме. Спрессованный из формы брикет поступает на желоб U и оттуда на транспортную ленту. 11а фигура 7 представлен общий вид пресса Коффингаля: здесь I приводный вал с пазом; II -распределительный цилиндр; III—гидравлич. аппарат, предохраняющий пресс от поломок при чрезмерном наполне-
Фигура 8. Пресс Тиглера.
нии форм брикетируемой массой: IV— мала-ксер. Пресс дает от 5,5 до 15 тонн брикетов в час в зависимости от величины и расходует от 18до 35 №. Пресс Тиглера—с неподвижной формой. Заполнение формы, находящейся между двумя штемпелями, верхним и нижним, производится при помощи движущегося вперед и назад ящика, останавливающегося то иод питательной воронкой, то над формой,в к-руюиз него проталкивается брикетируемая масса. В форму входят снизу и сверху два штемпеля,сжимающие брикет; по окончании прессования брикет выталкивается из формы нижним штемпелем при
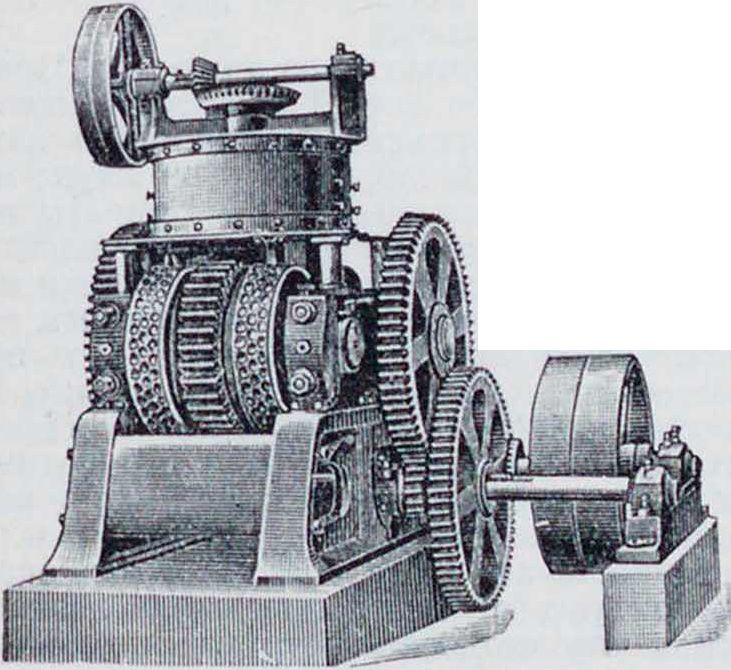
<1>нг. 9. Пресс фирмы Грбпль. одновременном быстром поднятии верхнего. Готовый брикет затем продвигается вперед по площадке нижнего штемпеля боковой стенкой ящика, несущего новую порцию брикетируемой массы. Общий вид пресса Тиглера изображен на фигуре 8. Ввые прессы служат гл. обр. для изготовления яйцевидных брикетов небольшой величины. На фигуре ‘J представлен пресс фирмы Трепли. Две пары вв, вращающихся навстречу друг другу, имеют углубления, соответствующие половине формы брикета. Брикетируемая масса, попадая между валками, спрессовывается при давлении ~ 50 atm, и затем из вв выпадает готовый брикет. Производительность этих прессов колеблется от 1 до 15 тонн в час, расход энергии от (I до 50 №. Вес брикетов от 35 до 130 з. После прессования брикеты необходимо охладить для окончательного затвердения массы и лишь тогда их возможно беспрепятственно грузить в железнодорожные вагоны.
Качество каменноугольных брикетов зависит от качества и характера материалов, из которых они вырабатываются, и от способа их изготовления. Хорошие брикеты должны удовлетворять следуют, требованиям: 1) они должен быть однородны, звонки и почти без запаха; 2) при транспорте не крошиться (количество образующейся мелочи не должен быть выше 0,5%); 3) содержать не свыше 5% влаги и 10% золы; 4) легко загораться, но не рассыпаться в огне; 5) обладать теплотворной способностью хорошего угля и устойчивостью против атмосферных влияний. Форма и величина брикетов должна соответствовать назначению (так, для промышленных целей вес брикетов берется в среднем до
Фигура ю.
3—4 килограмма и ниже, для дальних перевозок 5 килограмм, для пароходов 8—11 килограмм). На фигуре 10 изображены употребительнейшие формы брикетов.
III. Б. руд и отбросов металлургического производства выполняется с целью подготовки рудной мелочи и продуктов заводского производства для выплавки из них металла, а также для удобства и удешевления дальних перевозок добытых руд. Б. подвергаются гл. обр. железные руды, встречающиеся в землистом и порошкообразном виде, не требующие обогащения (бурые и красные железняки). Эти руды вследствие своей рыхлости не м. б. загружаемы в доменные печи, т. к. забивают ее и вызывают большие потери и виде колошниковой пыли. Тоже относится и к мелкозернистым шлакам, получаемым, наир., при обогащении вкраплонных магнитных железняков, и к мелочи, образующейся от распада шпатовых железняков при их обжигании, и к ок, получаемым на сернокислотных заводах после обжига колчеданов. Реже брикетируются концентраты руд других металлов. К продуктам заводского производства, которые подвергаются Б., относятся: колошниковая пыль доменных печей, если она содержит значительное количество железа (от 25 до 45%). пыль бессемеровских и томасовских печей, шлаки от прокатки железа и стали, пыль, свинцово-серебряных з-дов, цементная пыль, цинковые шлаки, наконец различные обрезки, стружки, опилки и т. д., получающиеся при обработке металлов. Если форма получаемых кусков не играет роли, то Б. предпочитают аггломерацпю: последняя является более дешевой операцией и продукт ее вследствие большей пористости легче поддается химич. процессам. Б. может совершаться без примеси связующего вещества или с добавлением последнего, причем после прессования в нек-рых случаях следует термин. обработка брикетов. Б. без связующих веществ м. б. достигнуто в том случае, когда сам брикетируемый материал заключает в себе компоненты, которые при последующем обжиге и удалении гидратной воды цементируют частицы руды. Под действием очень высокого Давления (свыше I 000 atm.) многие руды дают прочные брикеты, причем после прессования рекомендуется подвергать брикеты действию перегретого пара, вызывающего сцепление цемента. Окончательное сцепление достигается обжигом брикетов для удаления влаги, иначе брикеты в домне рассыпаются. Б. со связующим веществом применяется во всех тех случаях, когда одного давления недостаточно и сама по себе руда не заключает цементирующих веществ. Для Б. руд чаще применяются неорганические связующие вещества, хотя они всегда понижают содержание металла; вещества органического происхождения способствуют иногда восстановительн. процессам.
Брикеты, предназначенные для выплавки металла, должны отвечать следующим требованиям: 1) хорошо выдерживать, не разрушаясь, атмосферные влияния при хранении на открытом воздухе; 2) обладать крепостью и плотностью, причем все-таки сохранять пористость, необходимую для проникновения внутрь восстановительных газов (образование плотной сплавленной корки на поверхности недопустимо); 3) не разрушаться под действием пара, нагретого до 150°; 4) не распадаться до окончания восстановительного процесса и начала сплавления, то есть при t° 600—1 000°, под влиянием потока газов СО и С02; 5) иметь такие связующие вещества и примеси, которые не могут оказывать вредного влияния на качество получаемого металла и на футеровку печей; 6) стоить по выше штуфной руды того же качества; 7) иметь форму соответственно способу выплавки (лучше всего яйцевидную); 8) иметь мелкозернистую структуру.
Среди очень большого количества способов изготовления рудных брикетов мы укажем лишь типичнейшие.
1. Б. без связующего вещества применяется или для очень чистых руд,
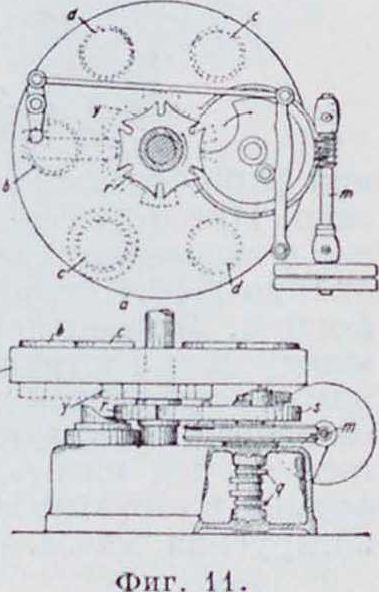
состоящих из окислов железа, или, наоборот, для бедных, с большим содержанием глины (керченские оолитовые железняки); в последнем случае простейшим способом является изготовление брикетов вручную, на манер формовки кирпичей (Шотландия). Блажные обожженные колчеданы также хорошо сохраняют форму, если в них имеется примесь сернокислого натра. Присутствие в колошниковой пыли веществ, сходных по составу с цементом, также дает возможность брикетировать ее без каких-либо добавок (способ Шумахера). Способ де Ро-ней (de Ronay) заключается в изготовлении брикетов из различных руд и других продуктов без связующего вещества под сильным давлением (от 1 000 до 2 000 atm и выше). Давление должно возрастать постепенно, дабы воздух, заключающийся в брикетируемом веществе, мог свободно выделиться, и только в последний момент давление достигает необходимого предела; возможно, что при очень высоком конечном давлении наряду с физическими изменениями происходит и химич. взаимодействие частиц. Если давление возрастает быстро, то в пламени печей брикеты сразу же распадаются. Перед прессованием руда слегка увлажняется. Применяющийся при этом способе специальный гидравлический пресс де Роней изображен на фигуре 11. Пресс несколько напоминает своим вращающимся столом пресс,
Коффин галя и состоит из стола а, вращение которого производится червячным валом т через зубчатое колесо s и колеса г. у. Прессование производится в формах Ь, с d штемпелем, приводимым в действие кулачковым валом q. Постепенное повышение давления происходит в течение 16 секунд и достигается включением в систему нагнетательных насосов мутильпликаторов давления. Прессы изготовляются двух размеров: меньший дает 270—300 брикетов в час весом каждый 7—9 килограмм, больший—400—500 штук; мощность двигателя 40—50 №. Брикеты получаются большой прочности, плотности и пористости. Выделяющаяся на поверхности брикета вода испаряется под влиянием высокой температуры, развивающейся при прессовании. Брикеты, изготовляемые по способу до Роней, могут непосредственно загружаться в домну, но при необходимости перевозки требуется обжиг в струе нейтральных газов (С02) в течение 3—6 ч.; в особенности это необходимо для мелкокри-сталлич. руд (магнетит, красный железняк), если к ним не добавляется глинистая пластичная руда. Темп-pa обжига не должна превышать <° красного каления. Стоимость Б. до войны составляла от 1,25 до 1,8 марок за 1 тонна Способ Грёндаля (Grondal) (Metal-lurgiska Aktiebolaget, Стокгольм) применяется гл. обр. для Б. обогащенных шлихов
магнитн. железняка. Шлихи слегка увлаж-няются водой, затем прессуются в у д а р-н о м прессе с двусторонним сжатием под действием свободно падающего штемпеля. Верхний штемпель поднимается насаженными на валу кулаками подобно поднятью пестов в толчеях (фигура 12); нижний получает движение от рычагов. Формовочная коробка передвигается вперед и назад между штемпелем и питательной воронкой. Каждый брикет подвергается трем ударам штемпеля и затем выталкивается кверху из формы нижним штемпелем. Брикеты убираются вручную. В сыром виде они имеют размер 150 х 150 х х 160 миллиметров. Главнейшей операцией в способе Грёндаля является обжиг брикетов. Сырые брикеты в количестве до 800 килограмм укладываются на платформы специ-алы1ых_вагонеток в ряды с промежутками.
Фигура 12.
1 тонна готовых брикетов 2,94 кроны (рудник Flogberget около Smedjabacken, Швеция).
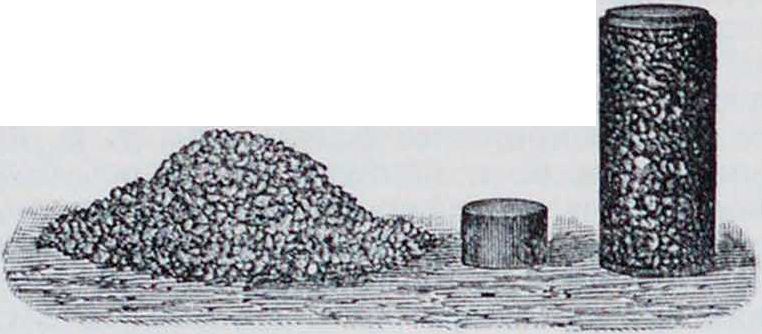
Б. применяется также с большим успехом для стружек и опилок черных и цветных металлов. Брикеты изготовляются без применения связующих веществ. Постепенно возрастающее давление получается от гидравлич. прессов; попытки брикетировать путем быстрого сжатия или удара дали неблагоприятные результаты, т. к. при таком способе в брикете оставалось большое количество воздуха, что не позволяло существенно уменьшить окисление металла. Б. выполняется на прессах де Роней (общий вид см. на фигуре 15). На фигуре 16 слева изображена куча обыкновенных металлических обрезков, справа—эта же куча, собранная в цилиндрич. банку, которая в точности изображает положение брикетируемого материала в форме до трамбования; в центре изображен готовый брикет, показывающий резкое уменьшение объёма массы после Б. Стоимость операции, включая все издержки, ниже 1,5 долл, па 1 тонна продукции.

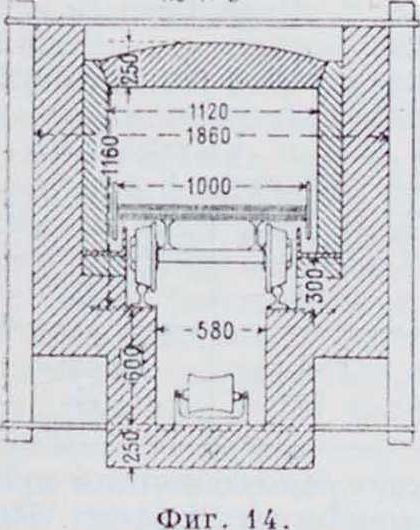
Груженные платформы вагонеток пепре-рывн. цепьюподаются в длинные, имеющие вид каналов, печи (фигура 1.4) навстречу пламени генераторного газа или смеси колошниковых газов с генераторным. Наивысшая i этих газов достигает 1 400° в середине длины печи. Для предохранения скатов вагонеток от действия горячих газов платформы снабжены боковыми закраинами, входящими в продольные наполненные песком желоба, устроенные по стенкам печи, благодаря чему получается почти полная изоляция верхнего горячего горизонта печи от нижнего, где циркулирует свежий воздух. охлаждающий скаты и буксы вагонеток и цепь с роликами (фигура 14). Б передней части печи—в подготовительном поясе— происходит постепенное подогревание брикетов, способствующее медленному удалению влаги. Собственно обжиг, вызывающий спекание, начинается с середины печи—в калильном поясе, куда вводятся генераторные газы, сгорающие за счет воздуха, поступающего в печь с противоположного конца. В последней части печи — охладительном поясе—брикеты постепенно охлаждаются. Бремя пребывания брикетов в печи—от 12 до 24 ч. Стоимость Б. до войны достигала за
Для свинца, цинка, олова, меди и их сплавов, которые дают весьма значительный угар при сплавлении обрезков и стружек,
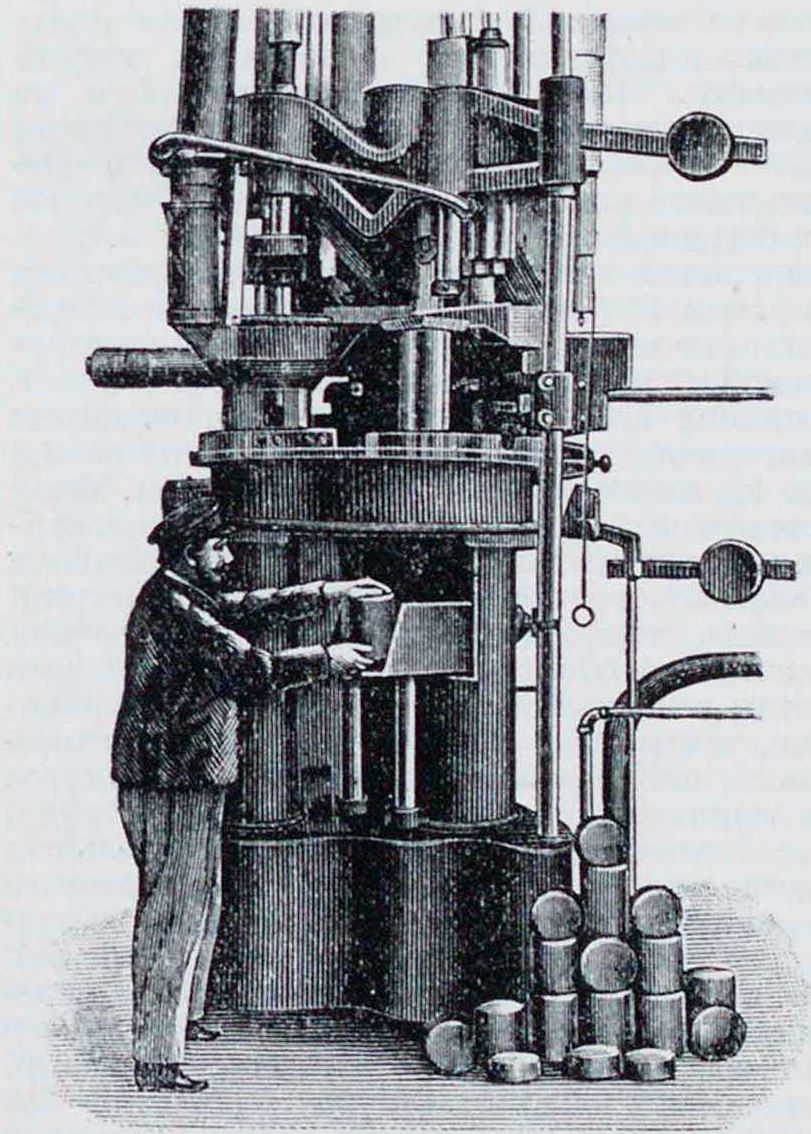
Фигура 15. Пресс де Роней.
Б. получает особенно большое значение. Чугун, брикеты имеют столь однообразный
вес, что достаточно для всех целей производить учет простым счетом их; с ними можно обращаться как с простыми чугунными чушками: их можно укладывать в штабеля большой высоты и перевозить на дальние расстояния; при загрузке в вагранку они плавятся без дезинтеграции. Сталели-
Фнг. IK.
тейная промышленность, особенно при применении открытых горнов, может достигнуть значительной экономии при употреблении брикетов, полученных описанным выше способом.
2. Б. со связующими вещества-м и. Среди этих веществ следует назвать глинистые и землистые руды, кварцевый песок, пек, негашеную известь и другие. Из предложенных способов заслуживает внимания способ д-ра В. Шумахера (Осна-брюк). Основными операциями в этом способе являются: обогащение и смешение сырых материалов, прессование их в формы и воздействие пара для закрепления брикетов. В качестве связующего вещества к руде добавляют смесь тонко измельченного в шаровой мельнице кварцевого песка (до 1—5%) с негашеной известью (3—10%). Руда тщательно перемешивается с добавкой связующего вещества и увлажняется для получения пластичности и образования гидрата извести. После прессования в любом из рассмотренных ранее прессов при давлении 300—400 aim брикеты загружаются в специальные вагонетки и подаются в паровое пространство, где в течение 10—12 ч. подвергаются действию пара при давлении 8 atm и t° 174°, причем образуется гидросиликат кальция, окончательно цементирующий брикеты. Стоимость производства в сильной степени зависит от цен на сырые материалы и выражалась до войны от 3,4 до 1,5 марок за 1 тонна готовых брикетов. Известен целый ряд способов Б. с применением самых различных связующих веществ (асфальт, гудрон, мазут, смола, декстрин, патока, торф, целлюлоза). Успех того или иного способа гл. обр. зависит от свойств руды и получающихся брикетов. Т. о. раньше, чем решить вопрос о наилучшем и наиболее экономичном изготовлении брикетов в приложении к данной конкретной руде, необходимо проделать ряд предварительных исследований и испытаний и произвести сравнительную оценку полученных результатов с технич. и экономич. точек зрения. Б. различных веществ органич. происхождения, являющихся в большинстве случаев отбросами какого-либо производства, наир, древесных опилок, стружек, обрезков бумаги и тому подобное., по своему существу является аналогичным описанным способом Б. углей и руд и совершается таюке с помощью прессования в формах при добавлении того или иного связующего вещества (напр, крахмала, патоки, смолы, мазута и т. д.).
Лит.: В a ii с б в Л н .4. К. Прпи.шодстио Приветов, СПБ. 1907; Ш а к и и Л. 11., Производство камепиоугольн. брикетов, >. 1906; Ч о ч о т т Г. О.,
Обогащение, вын. 4 и 5, М., 1997; Fran k е О. Handbueh <1. Brikettbercitung, в I—2, Stuttgart, 1909; Richter С. и. Π ο r η l’. Die meehanische Aul-bereitung d. Braunkohle. Separation, Nasspresstein-fabrikation, Briketlfabrikatioii, Halle a/S., 1910; Справочники: Г еф e p 1’., Справочная киша no горному делу, мер. с иемецк., СПБ, 1913 (глава XVI—Брикетике шне углей и руд); Kogler F. Tasch-п-buch fur Borg- u. Hilttcnleute, B., 1924 (Kip. XV F rank e 0., Brikcttiorung); тури.: «Горный >nyp-м:л M., e, 1825; «Braunkohle», Italic aS. ah 1902; «Gl"ekanr». Essen, ah 1805. П. Лященко.