 > Техника, страница 26 > Бумажное производство
> Техника, страница 26 > Бумажное производство
Бумажное производство
Бумажное производство. Бумага фабрикат машинного или же ручного производства, листообразной формы, выработанный из растительных волокон различного происхождения. Толщина бумажного листа соответственно его назначению бывает весьма различна: от 0,01 до 0,5 миллиметров, причем в зависимости от этой толщины физические свойства фабриката настолько меняются, что в крайних своих пределах фабрикаты становятся уже мало похожими друг на друга. И в самом производстве это различие толщины и связанных с ней физических свойств листа бумаги настолько велико, что вызывает необходимость применения различных методов производства. Установились два различных термина для обозначения бумажных фабрикатов: бумага (Papier, Paper) и картон (Carton, Board), причем условно фабрикат толщиной не свыше 0,5 миллиметров называют бумагой, а свыше этой толщины—к артоном. Производство бумаги и производство картона имеют в начальной своей стадии, до формования листа, много общего между собою (смотрите Картонное производство).
Состав бумаги и свойства волокон. Чтобы уяснить себе значение тех или иных процессов бумажного производства и особенности применяемых в нем механизмов, необходимо прежде всего составить себе ясное представление о составе бумажного листа. Примером может служить состав листа белой французской бумаги, весом в 50 г, приведенный ниже в таблице 1.
На выработку 1 килограмм этой бумаги идет около 1 килограмм волокна, получаемого из 2,5 килограмм сырья, н 360 г разных дополнительных материалов. Кроме того требуется 2 .и3 чистой воды и 4,5 килограмм угля для получения пара и энергии, не считая материалов, израсходованных на получение волокна из сырья.
Состав бумаги как по волокну, так и по другим употребленным для ее изготовления примесям может быть крайне различен в зависимости от качества бумаги, ее назначения, а также и местных условий. Фабрикуемые в настоящее время в нашем Союзе ССР белые бумаги, стандартизованные, невысокого качества, вырабатываются из более простой композиции, чем приведенная: наша писчая бумага № 6 состоит из одной беленой сульфитной еловой целлюлозы (смотрите Бумаги стандарты); эти бумаги далеко отстают от тех высокого качества бумаг, к каким привык западный потребитель в довоенное время.
| ----------- | Упо- | В. ход | ||||
| Род сырья | требл. | ИЗ | Употребл. на бумагу | получ. | Употребл. других мате- | |
| сырья | сы рьи | из сырья полуирод. в г | риалов в г | |||
| в г | П Го | |||||
| Еловое дерево .. | 66,0 | 30 | Целлюлозы еловой. | 20,0 | Д i я п рок л е и к и: | |
| Солома.. | 18,0 | 40 | » солом. | 7,2 | Канифоли.
Сернокислого г л ипо- |
1,73 |
| Альфа .. | 6,2 | 40 | » из альфы. | 2,5 | зема. | 1,65 |
| 2,0 | Соды.. | 0,12 | ||||
| Осина .. | С,2 | 30 | » оеннов. Полумассы хл.-бум. | |||
| 6,0 | Д л я за пол н. п о р: | |||||
| Ситец цветной.. | 11,6 | 52 | Каолина. | 6,16 | ||
| Полотно белое .. | 9,3 | 64 | » льнян. | 6,0 | Гематолита. | 4,95 |
| 1,5 | Крахмала. | 3,41 | ||||
| Тряпье синее грубое. | 2,3 | 59 | » ►> | |||
| 1,6 | Д л я п од цвет к и: | |||||
| Полотно грубое .. | 2,6 | 64 | * * | Ультрамарина. | 0,02 | |
| Бумажн. обрезки. | 2 Г» | 96 | Бумажн. брака. | 24 | Розовой краски. | С, 002 |
| Итого сырья. | 124,7 | Итого волокна. | 49,2 | Других материалов. | 18,04 | |
Еще 40—50 лет тому назад полагали, что в бумаге волокна держатся благодаря переплетению их между собой, как основа и уток в текстильных изделиях; позднее для объяснения этой связи установился термин с в о и л а ч и в а н и е, но он должен быть понимаем лишь в смысле разнообразного во всех направлениях положения волокна в толще бумажного листа. Здесь нет соединения волокон по типу зацепления, как соединяются между собой животные волокна при образовании войлока, так как растительные волокна гладки и не имеют чешуйчатых конусообразных выступов, которые характерны для волокон животного происхождения. Взаимная связь волокон, которые составляют бумажный лист, является следствием или случайн. сплетения между собой тончайших волоконец, вибрирующих в струях волокнистой суспензии, которая поступает на сетку бумажной машины, или же в силу соединения (прилипания) между собой набухших коллоидальных поверхностей волокон; эти поверхности затем сближаются на прессах машины и окончательно соединяются при высушивании влажного листа на сушильных цилиндрах машины. Образцом первого типа связи является кружевное или вязальное сплетение, образцом второго является соединение двух соприкасающихся поверхностей растительного или животного геля (студня) при их соприкасании и последующем высушивании. Обычно имеют место одновременно оба эти типа соединений волокон, но в низких сортах бумаги, в бумагах грубой и кратковременной обработки, преобладает первый тип; в более высоких сортах, при продолжительной и усиленной разделке волокна, преобладает второй тип связи волокон. Для лучшего осуществления первого типа связи необходимы волокна, относительно более длинные и тонкие, легко вибрирующие в воде, сплетающиеся по 3, 4, 5 и более волоконец между собой, причем крайние из этой группы сплетенных между собой волокон захватывают группу соседних волокон и т. д., образуя так. обр. сплошную густую сеть волоконец, оседающую из волокнистой суспензии на сетке машины в виде влажного бумажного листа. Для осу ществления второго типа связи длина волоконец имеет меньшее значение: на первый план выступает увеличение их поверхности, обеспечивающее их соприкосновение и взаимное соединение на большей площади наружной поверхности набухших в воде В0Л01С0Н. Типичным примером подобной связи может служить целлюлозный пергамент, или пергамин, когда путем значительного разрушения структуры волокон достигается очень сильное набухание клеточных оболочек, тесное их соприкосновение и прочное соединение между собой. Разрывая лист пергамина, легко убедиться в отсутствии отдельных, хорошо сохранившихся волокон, в противоположность всем другим бумагам (в особенности низкосортным, газетным). Продолжительная и далеко идущая разработка волокон влечет за собой изменение не только крепости, но и других физических свойств бумаги. Чем толще и грубее волокно, тем, при прочих равных условиях, грубее, шероховатее поверхность ткани, том больше просветы, или поры, между составляющими ее нитями. То нее мы наблюдаем и при сплетении и соединении волокон в процессе формирования бумажного листа. При кратковременной и неглубокой разработке волокон, например при изготовлении бюварных или фильтровальных бумаг, мы имеем также шероховатую поверхность и большие поры между волокнами, доходящие в этих бумагах до 80—82% всего объёма листа; в писчих или печатных бумагах мы имеем более ровную поверхность листа, и поры составляют от 40 до 00% листа, пергамин же представляет собою плотную, как бы монолитную, непористую массу. Бумаги 8—11 веков, когда производство не обладало еще современными совершенными и мощными аппаратами для разработки волокна, отличались большой толщиной, пористостью и грубой шероховатой поверхностью; наоборот, современные, даже самые тонкие, например папиросные, бумаги при толщине листа всего в 8—14 μ обладают большей крепостью, меньшей пористостью и более гладкой поверхностью даже и без применения современных машин для выравнивания и сглаживания поверхности бумажного листа.
Размеры употребляемых подокон в их естественном состоянии достигают до 10 и даже до 50 миллиметров. Для образования бумажного листа такая длина была бы даже вредной, т. к. мешала бы сплетению с возможно большим количеством других волокон. Поэтому в процессе своего развития производство шло путем применения коротких волокон и разработки естественных крупных волокон на более короткие и тонкие волоконца. Для формирования листа более существенна не длина волокна, а соотношение между его длиной и толщиной, которое обеспечивает легкую в разнообразных направлениях вибрацию, а следовательно и сплетение отдельных волоконец между собой. Для наиболее употребительных в вышений и глубоких впадин, то есть имела бы крайне шероховатый вид, затрудняющий как писание, так и печатание на такой бумаге. Такой вид является характерным для бумаг 8—10 веков, когда подготовка волокна для бумаги еще не достигла современного высокого уровня. Волокна древесины, которые имеют в их природном состоянии 4—о-гранную форму, по выделении их химическим путем из древесины, благодаря тонким стенкам клеточки, теряют свою многогранную форму, становятся более лентовидными и тем способствуют получению более тонкого, более равномерного слоя волокон в толще бумажного листа и более сплоченной и гладкой его поверхности.
Т а 0 л. 2,—It оличество поло поп определен пой длины п бумагах различных эпох (в %).
| Наименование эпохи | 10—20 | Длина волоко 5—10 1 1—5 | I л миллиметров
0,1—1,0 |
менее
0,1 |
Всего | Происхождение и размол бумаги | ||
| 8 л.. | 13,3 | 33,3 | 23,3 | 30,1 | 100 | Бумаги из Фаюма, по- | ||
| 10 » .. | 6,6 | 13,3 | 53,3 | 26,8 | — | 100 | луч‘иные размолом на | |
| 11 » .. | — | 13,3 | 60,0 | 26,7 | — | 100 | толченх | |
| 15 » (1112 г.).. | — | — | 27.0 | 73.0 | — | 100 | Итальянские писчие; | |
| 16 » (1567 » ) .. | — | 3,3 | 66,6 | 30,1 | — | 100 | размол на толчеях | |
| 1 (1854 г.).. | — | — | 30,0 | 70,0 | — | 100 | 1см ц„ писчая 1 размол | |
| 19 * {(1875 .).. | 28,0 | 64,0 | 8,0 | 100 | печати. | па ролах | |||
производстве волокон это отношение (длина, деленная на толщину) выражается сле дующими величинами:
Волоана рами. ·.. ок. 2 400
» BOmeria (японская крапива). » 2 400
» хлопка.. » 1 250
о льна .. * 1 200
» пеньки.. » i 100
» крапивы.. » 100
» пеньки манильской. » 250
» эепапго и альфы. * 125
» джута.. * 90
» соломы зл шов.. » 50—200
» хвойной целлюлозы. * 70—200
Мы видим так. обр., что даже такие короткие волокна, как волокна соломы или хвойной целлюлозы, совершенно достаточны для получения крепкого и ровного бумажного листа благодаря своей малой толщине, которая позволяет и такому короткому волокну легко сгибаться, вибрировать в воде и при этих вибрациях легко сплетаться и свойлачиваться с другими такими же волокнами. Размеры длины волокон в естественном их состоянии (в особенности льна, пеньки, хлошса и джута) препятствовали бы хорошему, правильному соединению волокон между собой. Толщина волокон при естественных их размерах и толстостенной круглой форме также не позволяла бы при их нагромождении друг на друга давать ровную и гладкую поверхность современных тонких бумаг; толщина, наир., папиросной бумаги составляет всего лишь 8—14 μ, тогда как толщина льняного или вого волокна равняется 15—20 μ, то есть в толще листа уложилось бы друг на друга всего 1—2 волокна, и следовательно рядом с этим нагромождением налегающих друг на друга волокон получилась бы соответствующая впадина, а вся поверхность бумаги представляла бы ряд крупных воз-
Таблица 2 показывает, как изменялась благодаря лучшей обработке тряпичных волокон (льна, пеньки, хлопка) и введению в качестве производственного сырья древесных и соломенных волокон длина волокон, которые составляют готовый бумажный лист. Таблица показывает также, что даже длина волокна в 0,1—1,0 миллиметров достаточна для получения бумажного листа. Длина волокна сама по себе еще не определяет его способности соединяться с другими волокнами. Если взять пучок льняных волокон в том состоянии, в котором он находится в льняной пряже или в холсте, и разрезать его на части длиной по 3—4 миллиметров, то получатся отрезки волокон, которые, конечно, не могут сплетаться между собой. Поэтому не абсолютная длина волокон, а ее отношение к толщине определяет способность волокон сплетаться между собой; часто принимают, что отношение между толщиной и длиной волокон, равное 1 : 300, является вполне пригодным для хорошего их сплетения.
Операция, приводящая растительные волокна к размерам и формам, пригодным для надлежащего сплетения их при формировании бумажного листа, называется раз-моло м волокна или размолом бумажной массы. Поступающее на бумажную фабрику волокно, в форме ли разделенного па отдельные нити тряпья или в форме древесного или соломенного волокна, не является пригодным для образования бумажного листа; в этой грубой предварительной форме это волокно называется полумассой. Когда эта смесь волокон приведена в состояние, пригодное для получения бумажного листа данного качества, она называется бумажной массой; соот ветственно н на бумажной фабрике различают полумаесное и массное отделения.
Для какого бы потребления ни предназначалась бумага, требуется, чтобы физические свойства бумажного листа (крепость, растяжимость, сопротивление изгибам, сохранение размеров при увлажнении и последующем высушивании и прочее) были но возможности одинаковы по всем направлениям листа. А так как свойства бумаги зависят от свойств составляющих ее волокон, то естественно, что последние должны быть расположены в листе равномерно как но количеству, так и по направлению их залегания. Это представляет при формировании листа, или так называемой вычерпке бумаги, нелегкую задачу.
При ручной вычерпке черпальщик захватывает своей формой определенное количество волокнистой суспензии, содержащей в 100 частях воды приблизительно 0,2— 0,3 части взмученного в ней волокна; волокно путем сотрясения «формы» (аналогично тому, как поступают при отсеивании сыпучих тел через сито или решето) поддерживается равномерно распределенным внутри формы, между тем как вода непрерывно уходит сквозь сетчатое дно формы и фильтруется через слой первоначально осевших на дно волокон; при такой вычерпке равномерность распределения волокон зависит всецело от искусства и навыка черпальщика: наприм. японские черпальщики достигают такого совершенства, что колебания в размещении волокон, а в зависимости от этого и в физических свойствах бумаги в различных направлениях листа, не превышают 2—9%.
В ином положении находится м а ш и н-н а я вычерпка бумаги. Здесь волокно (смотрите Бумагоделательные машины) из-под линейки формата тонкою, но широкою струей поступает на быстро бегущую сетку машины со скоростью 50—200 м/мин. (на современных газетных машинах до 300—400 м). При этом как вода, так и вибрирующие в ней волокна приобретают скорость, среднюю между той, с какой они вышли из-под линейки формата, и скоростью увлекающей их сетки. При большой скорости воды волокна стремятся принять положение, параллельное движению воды или сетки, то есть по направлению хода машины. Чтобы несколько изменить это вредное условие машинной обработки, сетки машины получают в своей головной части боковую тряску, но это лишь отчасти помогает равномерному сплетению волокон на сетке, и в бумагах машинной выработки числа волокон, расположенных по ходу бумаги на машине и в поперечном к нему направлении, относятся между собой приблизительно, как 2—3 к 1; в таком же приблизительно отношении находятся между собой и некоторые свойства бумаги, например отношение ее крепости по длине и по ширине листа приблизительно равно 2:3. Современные газетные машины, при громадной скорости движения сетки и большой ширине ее (до С м), строят без боковой тряски сетки, но с особым приспособлением для увеличения скорости массы, поступающей на сетку. В ви ду указанной разницы в физических свойствах машинной бумаги в различных направлениях она должен быть испытываема и в продольном и в поперечном направлениях (смотрите Бумаги испытания). Продольное и поперечное являются лишь господствующими направлениями; разнообразно в длине волокон, взаимные толчки между ними и, наконец, вода, проходящая сквозь сетку вниз, способствуют тому, что волокна располагаются также по всевозможным промежуточным направлениям. На вкладном листе показан поперечный разрез листа бумаги и расположение волокон внутри него.
Подготовка волокна для формования бумажного листа. Находящиеся в исходных материалах волокна или тесно и прочно соединены между собой (древесина, солома) или сильно загрязнены посторонними веществами (тряпье, сети и ир.); поэтому для отделения волокон друг от друга и для очистки их от примесей приходится прибегать к разнообразным и сложным механ. и химич. процессам. Выделение волокна из сырья, очистка его и приведение к пригодному для дальнейшей переработки виду составляют задачу особых отделов бумажного производства. Иногда эти отделы образуют самостоятельное производство, самостоятельные фабрики, изготовляющие этот волокнистый первоначальный полупродукт для фабрик, перерабатывающих его в бумажную массу, из которой и формуется затем бумажный лист. Этот полученный из сырья полупродукт, полумасса, хотя и состоит уже из отдельных, изолированных и очищенных волокон, но без дальнейшей обработки не может служить для вычерпни бумажного листа. Такой полумассой являются в производстве: а) тряпичная полумасса (льняная, вая, хлопчатобумажная, джутовая, смешанная), б) целлюлоза хвойных и лиственных древесных пород, в) целлюлоза соломенная, г) древесная масса, получаемая механическ. дефибрированием древесины,—белая и буран (из предварительно пропаренной древесины), д) бумажный брак (смотрите) или бумажная рвань. Способы получения всех этих видов полубумажной массы будут указаны в соответствующих разделах.
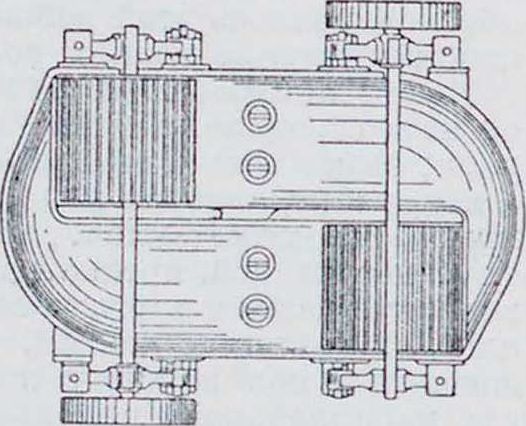
Аппараты для размола массы. Чтобы придать волокнам полумассы надлежащ, длину и толщину, а также изменить их физические свойства в той мере и к том направлении, которые обеспечивают получение тех или других физнческ. свойств листа бумаги, их подвергают т. н. размолу в особых аппаратах, наз. ]) о л а м и. Типы, формы и размеры ролов крайне разнообразны, по общий всем типам признак—наличие размалывающего приспособления, состоящего из двух комплектов стальных (иногда бронзовых) ножей; один из комплектов закреплен в аппарате неподвижно, а другой, укрепленный в движущейся части аппарата по окружности цилиндра или на плоскости диска, вращается рядом с первым, причем расстояние между ними молено произвольно изменять от нуля до 50—70 миллиметров.
Фигура 1 показывает наиболее типичную конструкцию такого размалыв. устройства.
Здесь ножи расположены по окружности цилиндра, называемого ножовым барабаном, или, но старинному, «шаром»; ось его вращается в подшипниках, закрепленных на двух рычагах, которые могут быть приподняты или, наоборот, опущены до полного соприкосновения ножей вращающегося барабана с ножами, неподвижно закрепленными
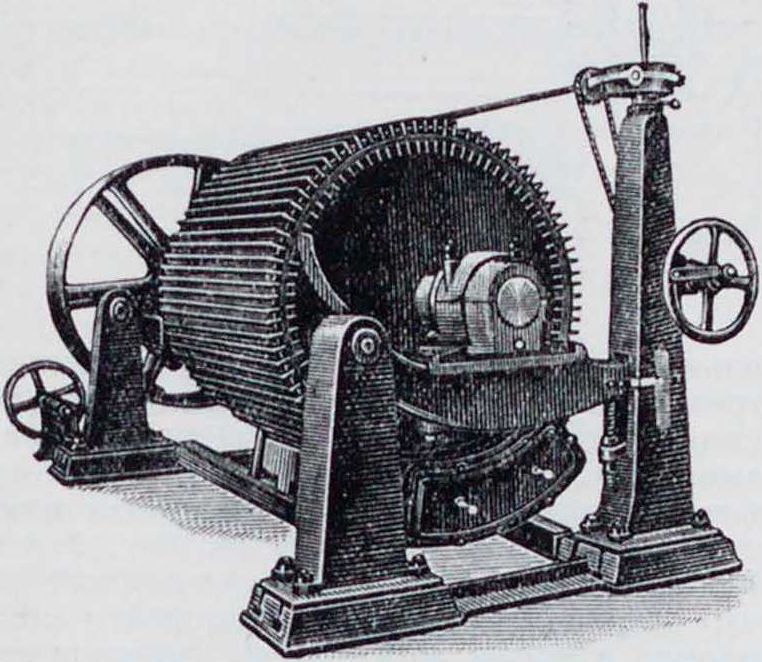
Фигура 1.
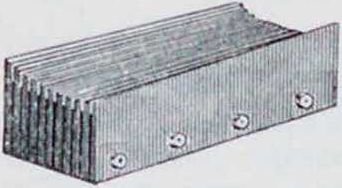
в чугунной коробке в нижней части аппарата. Комплект неподвижных ножей, прочно соединенных в один кусок, с прокладками между ножами в 4—О миллиметров, называется планкою. Размеры ножей в зависимости от размера и конструкции ролов бывают различны; длина колеблется от ТОО до 1 800 миллиметров, ширина от 120 до 140 миллиметров и толщина от 3 до 10 .«.и. Вращающиеся ножи имеют фаску (лезвие); ножи планки, выступающие из нее всего на 8—10 миллиметров, иногда делают без фаски, в виде простых стальных пластин в 4— О .«.V, толщиной.
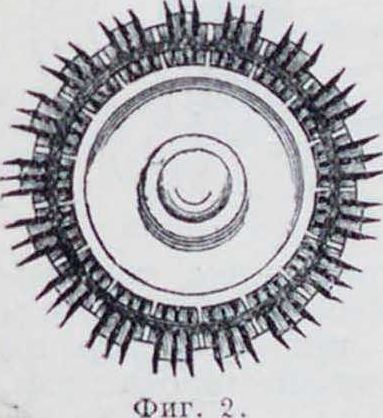
Форма ножей на барабане и в планке и способ их закрепления видны на фигуре 2 и 2а.
Р а з м а л ы в а ю щ и и аппарат той или иной конструкции устанавливается в рольном я щ и к е
Фигура 2а.
(ванне, резервуаре), куда и загружается подлежащая размолу полумасса. Если полумасса поступает в рол не разбавленною до этого очень сильно водой, то рол предварительно заполняется водой до некоторого объёма, в затем в него загружается полумасса. Размеры массных ролов (объёмы рольных резервуаров) бывают различны в зависимости от размеров данного производства и сорта вырабатываемой бумаги; обычно они колеблются в пределах 2,5—15 .я3. Размалываемая в роле масса имеет кашицеобразную консистенцию, причем содержание абсолютно сухого волокна в массе ко леблется в зависимости от конструкции рола обычно в пределах С—9% и лишь в исключительных конструкциях может достигать 12%. Необходимым условием хорошего размола является возможно более частое прохождение волокна через размалывающий механизм (то есть между ножами). Усилия конструкторов за последние десятилетия были направлены на ускорение движения массы в роле, на лучшее ее перемешивание и на повышение концентрации волокна в массе. Только при очень слабой концентраций массы, до 2%, она сохраняет свою текучесть; последняя быстро падает при повышении концентрации, и при содержании от 7 до 9% требуется уже значительное давление, то есть значительная разница уровней массы, чтобы она могла продвигаться в ванне рола, преодолевая сопротивление трения массы о ее стенки и волокон между собой. Движение массы в ролах прежних конструкций обусловливалось этой разницей уровней на одном и другом концах рола.
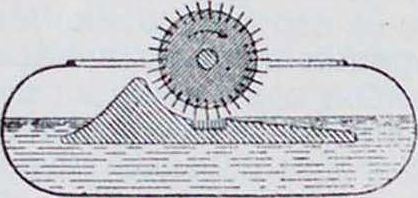
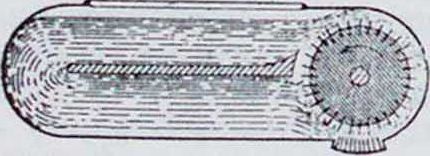
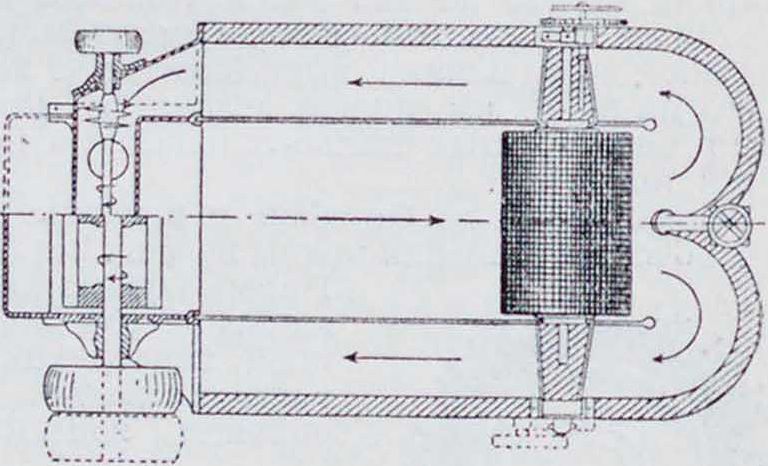
Ножовый барабан (шар) всегда помещается не в середине, а ближе к одному концу рола; сзади него помещается т. н. «горка», а перед ним, поперек рола, углубление, закрытое сверху металлич. решетчатой доской, т. н. песочницей, предназначенной для улавливания песка и других тяжелых металлич. или минеральных частиц, случайно попадающих в рол вместе с полумассой. Иногда параллельно с песочницей устраивается другой желобок, но уже открытый, для улавливания более крупн. предметов, которые не могут пройти сквозь отверстие решетчатой крышки песочницы, но могли бы, попав между ножами барабана и планки, их поломать. При работе рола бумажная масса попадает в промежутки между ножами, захватывается ими и перебрасывается через горку. Таким образом ножовый барабан не только производит размол массы, но и образует ту разницу уровней массы за горкой и перед барабаном, которая необходима для непрерывного движения массы в роле. Ванна имеет продолговатую форму с закругленными концами и разделена продольной перегородкой на два канала; в одном из них помещаются ножовый барабан, горка и песочница, другой остается свободным для обратного движения массы, захваченной ножами и переброшенной через горку. В днище рола имеются два клапана: один для выпуска готовой массы и другой для спуска грязной воды при промывке рола. Высота горки, а следовательно и разница уровней массы в роле, зависит от величины диаметра ножового барабана, поэтому для повышения концентрации массы, что допустимо лишь при увеличении разницы уровней массы, конструкторы вынуждены были прежде всего увеличить диам. ножового барабана: прежн. ролы имели барабаны диаметром в С00—700 миллиметров, современные того же тина строятся с барабанами диам. до 1 800 миллиметров. Для уменьшения трения массы о стенки рола, что также необходимо при увеличении концентрации массы, изменялась самая форма рольной ванны. Прямоугольные сечения прежних ролов в современных конструкциях того же тина заменены округленными, так что каналы современных ролов имеют как бы цилиндрическую форму, что значительно облегчает движение массы при большой ее концентрации. Изменялась одновременно и длина ножового барабана: вместо прежних 730 миллиметров она дошла до 1 000, 1 200 и 1 800 миллиметров соответственно и емкость ролов от загрузки в 80—100
кг дошла до 600— 1 200 килограмм. В конструкции рассмотренного выше рола движение массы происходит вокругвертикальной продольной перегородки, два открытых кана-разнообразных видо-
Фигура 3.
Фигура 4.
разделяющей рол па ла. Такой тип в его изменениях является наиболее распространенным и в настоящее время. По наряду с ним существует и другой, где ванна рола разделена на 2 части горизонтальною перегородкою, причем ножовый барабан и горка занимают тут всю ширину рола.аниж-ний закрытый канал служит для обратного движения бумажной массы.
Наиболее распространенным ролом этого типа является рол Умферстона, изображен-ный схематически на фигуре 3. Рол этого типа имеет по сравнению с рассмотренным ранее то неудобство, что обратный капал рола является мало доступным для осмотра,
очистки и промывки. Из других многочисленных и разнообразных конструкций ролов наиболее распространенные изображены на фигуре 4 — 8.
В описанных выше ролах обе функции— размол волокна и передвижение массы в роле—производятся одним и тем же размалывающим механизмом—ножовым барабаном.
Фиг.
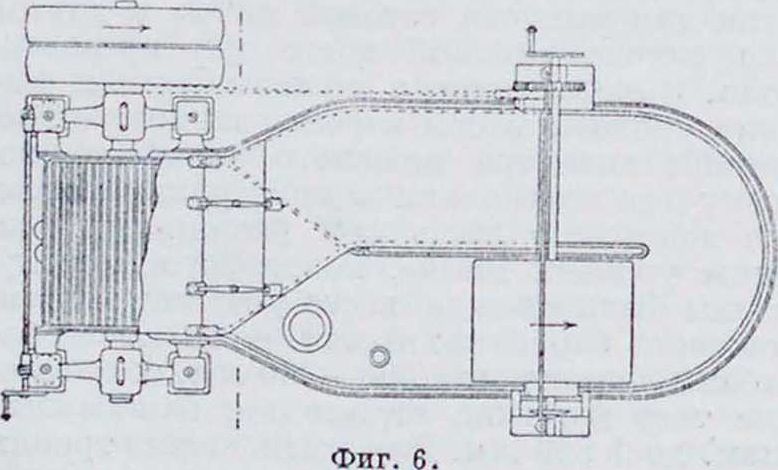
Несомненно, что такое совмещение, представляя нек-рое удобство в смысле простоты конструкции рола, не является рациональным, так как каждый процесс (и размол и передвижение массы) не может быть самостоятельно изменяем и регулируем в от-
Фнг. 7.
дельности. Поэтому давно уже появилось стремление разделить эти функции и производить передвижение массы при помощи самостоятельн. механизмов—винтовых или центробежных насосов. Такого рода измененная конструкция видна на фигуре 7 и 8. Необходимо указать на свойственный ролам старого типа неравномерный размол волокон в массе; часть массы, движущаяся вокруг средней стенки, проходит путь приблизительно в два раза короче, чем та, которая движется вблизи наружной стенки рола, и следовательно первая в два раза чаще подвергается размалывающему действию ножей и в два раза скорей заканчивает свой размол. Стремясь исправить этот недостаток, конструкторы располагают ножи барабана и планки не параллельно друг другу,
Фигура S.
по под некоторым острым углом, так чтобы ножи (действие наподобие ножниц) непрерывно оттесняли массу при прохождении ее между ними к наружной стороне рола. Практически это достигается тем, что планку устанавливают под углом в
6—7е
к оси попсо вого барабана,или, как это делают на некоторых заво-
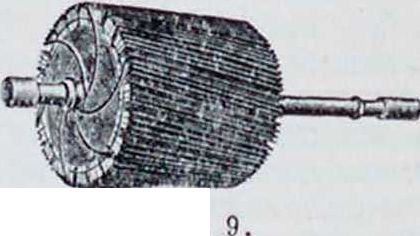
Фпг. дах, ножи в ножовом барабане устанавливаются не параллельно его оси, а по некоторой спиральной линии, как это показано па фигура 9. Видные на торцевой поверхности барабана шесть (иногда 2—3) привернутых полос железа служат для того, чтобы масса не могла застревать между барабаном и стенками рола. Такая косая установка ножей лишь нисколько исправляет указанный недостаток неравномерного размола, но не устраняет его.
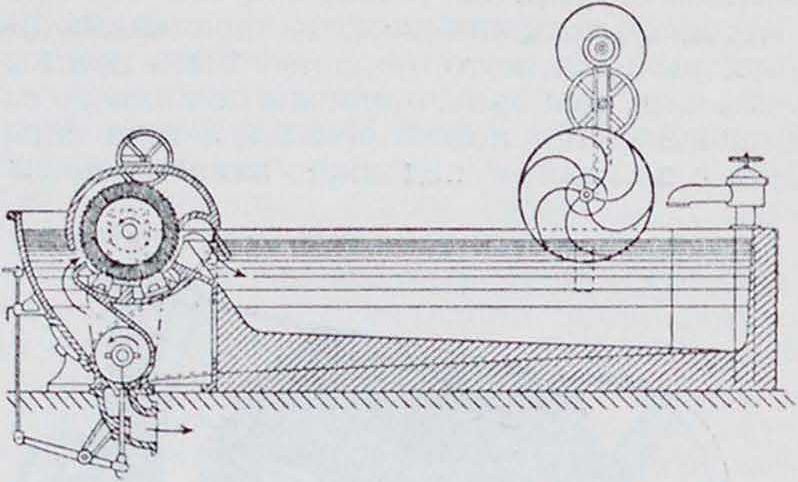
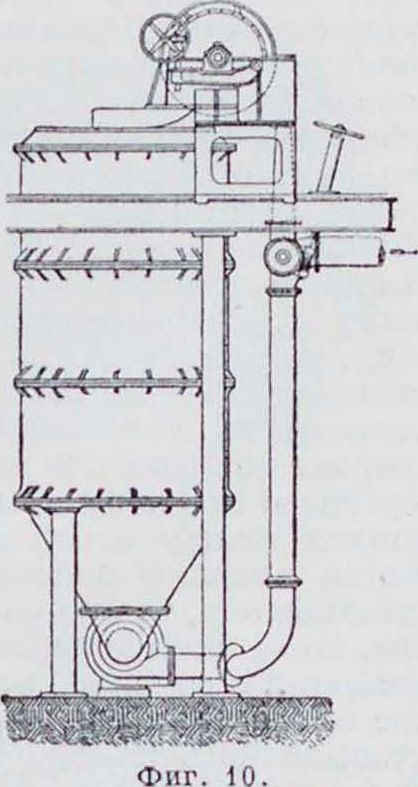
На фигуре 10 и 11 изображены два типа английских ролов, в которых принцип разделения функций проведен наиболее резко и наглядно. У обоих ролов ванны (цилиндрическая у одного и мешкообразная у другого) служат только резервуаром для массы; ножовый барабан и планка помещаются наверху как совершенно самостоятельный размалывающий аппарат; наблюдение за ним и регулирование его чрезвычайно удобны и доступны. Масса из наиболее глубокой части рола поступает к насосу, и им подтется к размалывающему аппарату, имеется регулирующий трехходовой кран, которым можно изменять количество подводимой для размола массы и направлять, ее в готовом виде в
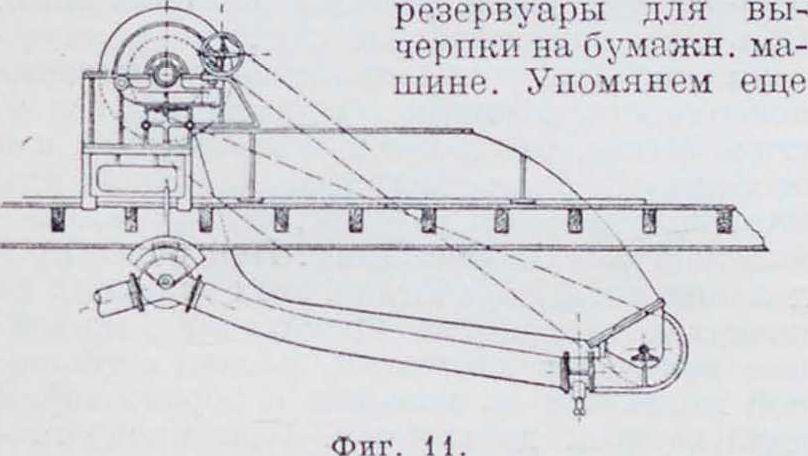
об одном типе рола, в котором ножовый барабан и планка из стальных ножей заменены барабаном и планкой из базальто-
бляютс.я для особо жирпого размола целлюлозной массы (смотрите Пергамин).
Прсцесс размола. При вращении ножового барабана над планкой при расстоянии между ними от 5 до Юлки никакого размола не происходит, и работа барабана сводится только к передвижению массы в роле; весь вес барабана в 2—8 тонн поддерживается подшипниками, в которых вращается вал барабана. При опускании барабана до соприкосновения с планкой подшипники удерживают его только в боковом направлении; все давление веса барабана распределяется тогда по поверхности соприкасающихся по-жей барабана и планки и волокон, находящихся между ними. Очевидно, оно будет тем меньше, чем больше число соприкасающихся между собой ножей и чем шире соприкасающаяся поверхность ножа, то есть если вместо 15 ножей при ширине лезвия в 3 миллиметров будем иметь в планке 30 ножей при ширине 0 лик, то давление на 1 миллиметров-планки или находящихся на нем волокон будет в четыре раза меньше. В зависимости от ширины лезвия соприкасающихся между собой ножей барабана и планки, от давления, оказываемого барабаном наплавку или находящиеся между ножами волокна, и от густоты зарядки (от количества волокон, находящихся в 1 cat3 массы, поступающей между ножами) размол волокон идет в двух направлениях: в сторону уменьшения длины волокон полумассы путем их разре-зывашгя или в сторону их раздавливания, следствием чего является их расщепление на несколько более тонких волоконец, или фибрилл. Регулируя расстояние между ножами барабана и планки и давление барабана на планку, изменяя концентрацию волокна в роле, заменяя перед выработкой бумаги одну планку другой с более острыми или более тупыми ножами, можно изменить направление размола или в сторону резания или в сторону раздавливания, и таким образом придать волокнам массы определенные физические и химические свойства. которые и обусловливают в дальнейшем требующиеся для различных сортов бумаги физические и химические свойства бумажного листа.
Па подводящей трубе
Т а 0 л. 3. Характеристика бумажных ролов наиболее распространенного типа.
| Емкость рола в л | н | О Ж о В ы | й барабан | 3аридна рола при 6.5% абс. сухого вещества в килограммах | Потребля ечое число IP (прпблиз.) | ||
| диаметр в миллиметров | ширина в миллиметров | число ножей | число об/м. | ЧИСЛО ножей в планке | |||
| 3 000 | 1 200—1 350 | 1 000 1 050 | 72— S2 | 140—160 | 22—30 | 200 | 20— 35 |
| 4 000—4 500 | 1 300—1 500 | 1 100- 1 150 | 80— 84 | 127—150 | 24—30 | 260—300 | 25— 50 |
| 0 000 | 1 400—1 050 | 1 250—1 300 | 88— 96 | 116—150 | 26—30 | 400 | 30— 65 |
| 8 000 | 1 600—1 800 | 1 400 1 500 | 96—102 | 106- 115 | 30—32 | 620 | 40— 80 |
| 10 000 | 1 700 | 1 500 | 108 | 110 | 36 | 650 | 65—105 |
| 12 000 | 1 800 | 1 600 | 114 | 105 | 38 | 750—800 | 85—120 |
вой лавы: вместо стальных ножей—здесь высеченные базальтовые выступы, разде-ленные глубокими бороздами. Еще более углубленные борозды служат для захватывания массы и переброса ее через горку. Такие базальтовые барабаны употре-
В табл. 3 указаны ставшие почти стандартными емкости ролов наиболее распространенного типа, изготовляемых в настоящее время крупнейшими машиностроительными фирмами Германии для бумажного производства. Первые четыре размера являются наиболее употребительными, последние два встречаются в исключит, случаях. Почти как правило можно сказать, что чем выше сорт бумаги (а это всегда связано с меньшим размером всего производства и, в частности, рольного отделения), тем меньше должен быть размер устанавливаемых ролов. В таблице показана, кроме того, величина зарядки этих ролов, то есть количество волокна (считая на абсолютно сухое вещество), какое следует загружать в эти ролы при указанной концентрации волокна в массе,а также нормальное число оборотов ножового барабана, основные размеры размалывающего аппарата и количество расходуемых ролом №. Значительное колебание в расходе № одного и того же рола объясняется степенью «присадки» барабана, то есть указанным выше изменением расстояния между ножами барабана и планки, и крепостью размалываемого материала. Влияет также ширина лезвия ножей и степень размола массы. Приведенные ниже (фигура 12) диаграммы А (I, II,
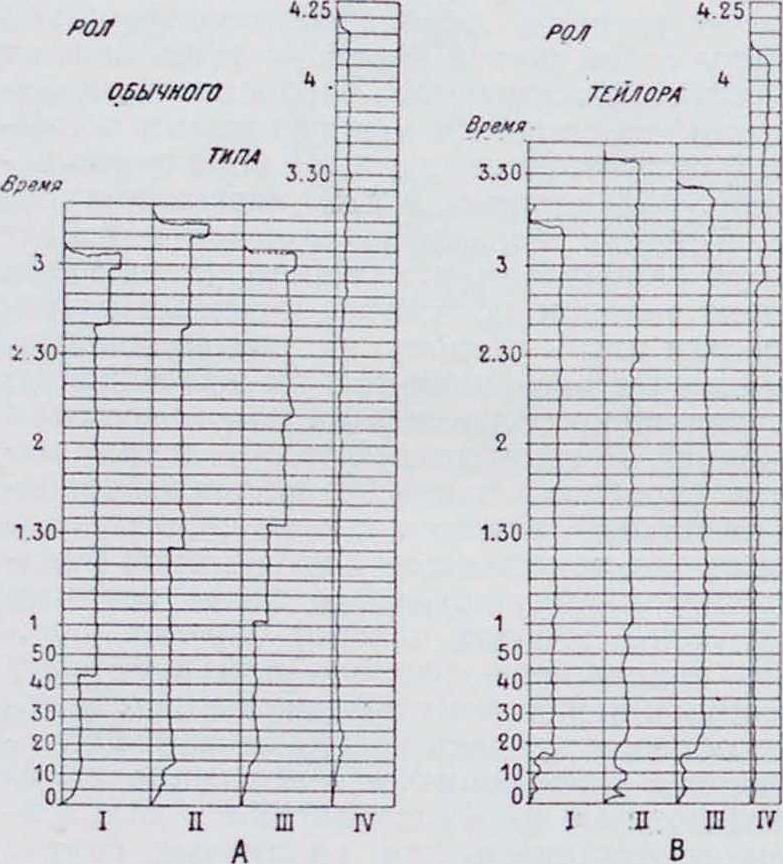
Фигура 12.
Ill, IV) и В (I, II, III, IV) дают представление о расходе № при размоле массы, причем диаграмма А взята на работе рола обычного на континенте типа (аналогичного фигура G, 7, 8), а диаграмма В—на работе рола Тейлора (фигура 11). Обозначенные слева каждой диаграммы цифры показывают время в минутах, и следовательно кривые изображают изменения расхода IP в течение каждых 5 минут. Каждый скачок абсциссы вправо (на диаграмме А) соответствует новой «присадке» ножового барабана (шара), то есть сближению ножей шара и планки. В ролах этого типа, как указано выше, ножовый барабан выполняет также функцию передвижения массы в роле; в роле Тейлора он производит только размол массы, и диаграмма работы этого типа ролов представляет собой более равномерно поднимающуюся кривую.
Значение разрезывания, то есть уменьшения длины волокон и соотношения между их длиной и толщиной, было указано ранее. Необходимо остановиться на процессе их раздавливания. Стенки каждого растительного волокна состоят из отдельных тончайших волоконец—фибрилл, которые, в свою очередь, по длине состоят из ряда кристаллитов. Величина этих кристаллитов, повидимому, различна для разного рода волокон; так, рентгеноскопия. исследованиями размер ромбич. кристаллитов хлопкового волокна определен в 0,00001 миллиметров и для волокон рами в 0,05—0,10 дни, то есть в 5 000— 10 000 раз больше. Если иметь в виду, что хлопковое волокно является наиболее слабым, а рами—одним из наиболее крепких, то можно предположить, что крепость волокон находится в зависимости от величины их кристаллитов. Связь кристаллитов в направлении длины фибрилл является более прочной, чем в двух соприкасающихся между собой фибриллах; поэтому, когда влажное волокно подвергается раздавливанию, то оно распадается на фибриллы, но не на отдельные кристаллиты. Число фибрилл в волокне около 100, и поэтому даже при очень мелком размоле, когда длина разделенного на фибриллы волокна будет, положим, 1—2 миллиметров, мы получим в фибриллах большее отношение длины к толщине волоконец, то есть лучшие условия для сплетения их между собой. При отсутствии разделения на фибриллы, укорачивая волокна до указанного выше размера, мы, наоборот, ухудшаем условия их сплетения. Наиболее существенным следствием разделения на фибриллы является увеличение поверхности волокнистой массы как вследствие физич. разделения волокна, так и в особенности благодаря происходящему при этом набуханию клетчатки, ее гидратации— явлению уже химическому. При более продолжительной обработке в этих условиях на поверхности волокна происходит дальнейшее изменение клетчатки, распад ее сложной молекулы на меньшие с образованием целлюлозных декстринов. При продолжительной механической обработке с водой в шаровой мельнице молекулы клетчатки еще более дезаггрегируются и образуют с водой коллоидальный раствор. Присутствие в волокне более простых углеводов, т. н. полуцеллюлоз, ускоряет этот процесс. Древесина (волокно древесной массы) при этом распадается на свои компоненты, и под микроскопом можно с хлорцннкнодом получить голубое окрашивание чистой целлюлозы наряду с бурой окраской еще не разложенных молекул древесины. Таким обр. в результате большого числа ударов, разминаний и раздавливаний волокна в присутствии воды при продолжительном размоле получается изменение волокна, то есть изменение его физич. и химич. свойств.
Придание бумаге тех или иных свойств достигается путем различи, размола полумассы. Самый размол по своему характеру получил название тощего, среднего н жирного, соответственно степени разрезывания или раздавливания. Название жирного он получил потому, что благодаря образованию на поверхности фибрилл декстринов целлюлозы в виде богатого водой
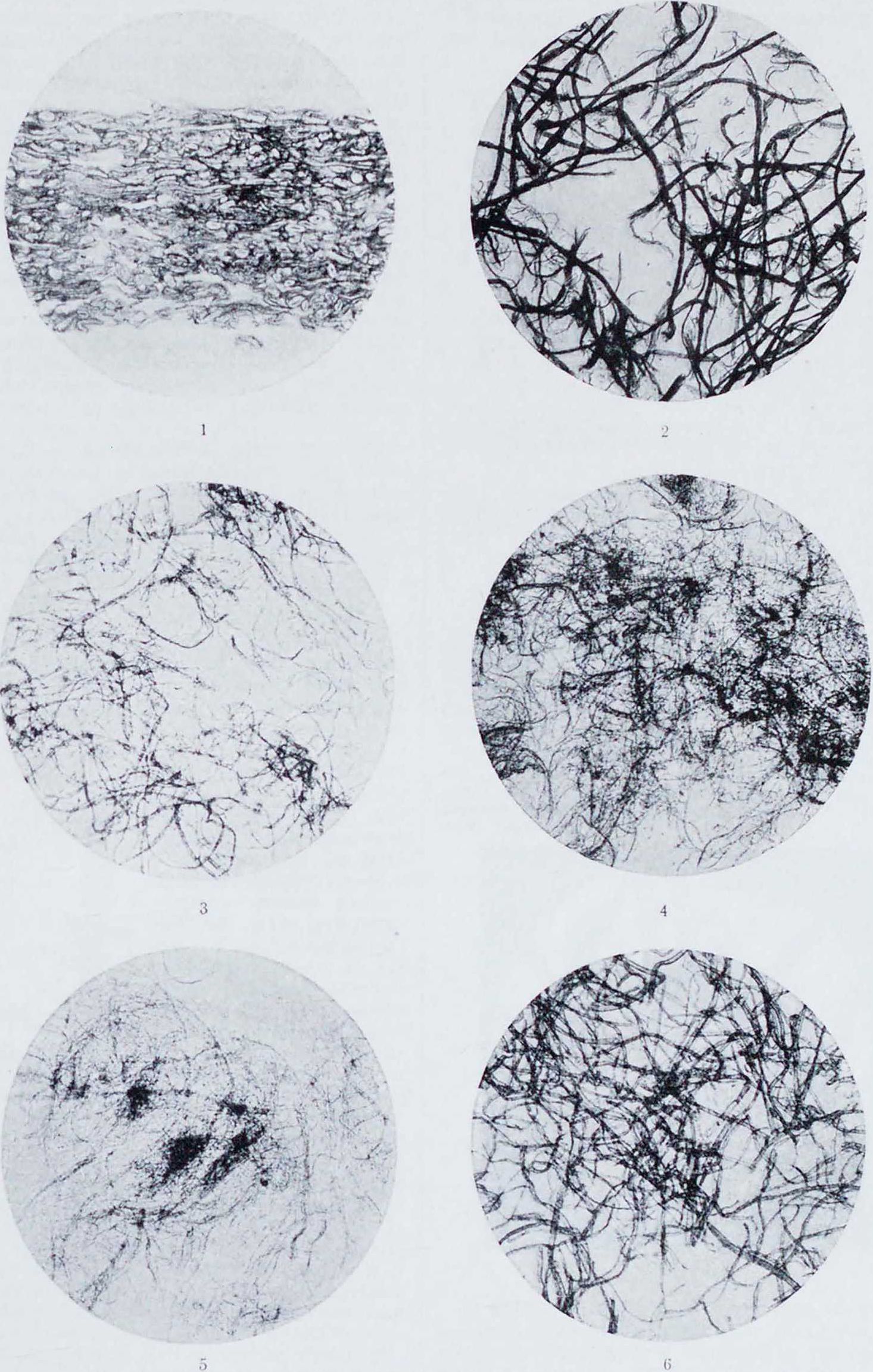
1. Поперечный разрез листа бумаги. 2. Тощий размол бумажной массы. 3. Средний размол бумажной массы. 4. Жирный размол бумажной массы. 5. Очень жирный размол бумажной массы. 6. Масса бюварной бумаги.
Т. Э.
слизистого слоя они приобретают большую скользкость, и отжать рукой воду из размолотой до такого состояния массы не удается: вся масса, как масло или жир, проскальзывает между пальцами; при тощем размоле вода легко отжимается, свободно выходит из промежутков между волокнами, оставляя от большой порции взятой в руки массы тощий кусочек влажного волокна. Все свойства бумаги: пористость, шероховатость или гладкость, стекловидиость, прозрачность, крепость, растяжимость, сопротивление излому, смачиваемость, гигроскопичность, расширение от влажности, способность удерживать воду и многие другие зависят более от характера размола, чем от физическ. свойств первоначального волокна. Благодаря способности целлюлозы изменять под влиянием размола свои природные физическ. свойства и явилась возможность применять бумагу для самых разнообразных потребностей, вплоть до имитации клеенки, кожи, металла и прочие.
Насколько изменяются при продолжительном жирном размоле физические свойства волокна, показывают следующие опыты (Η. Λ. Резцов). Бумага, выработанная из пеньки, имела разрывную длину:
после з-часового размола.. 4 500 м
» 4 » » 5 000 »
» 6 » » ..6 000 »
» 8 » » .. 6 600 »
» Ю » » 7 200 »
»20 » » ..7 450 »
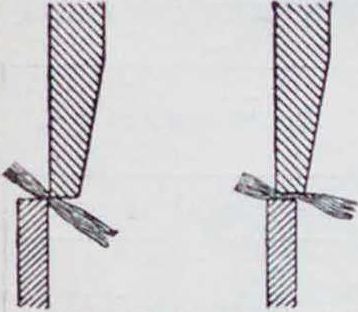
Не только целлюлоза, но даже древесина, в которой она составляет’ всего ок. 00%, под влиянием жирного размола также резко изменяет свои свойства и дает более крепкую бумагу. Следующие фигуры иллюстрируют процесс массного размола волокна: фигура 13 показывает прохождение волокна между ножами и происходящее в зависимости от расстояния между ними и остроты ножей разре-зывание или разминание и раздавливание волокна; на фигуре 14 мы видим раздавленное во-фИГ. 1з. локно с отделившимися друг от друга фибриллами. На вкладном листе показана бумажная масса тощего, среднего, жирного и очень жирного размола, а также масса бюварной бумаги.
Работа на ролах. Тотчас по выпуске из рола готовой бумажной массы приступают к следующей его зарядке. Для этого наполняют рол свежей водой и одновременно загружают его подлежащей размолу полумассой, подвезенной к ролу в вагонетках. На более крупных современных фабриках и при выработке односортного товара зарядка рола обыкновенно производится в жидком виде по трубам из бункеров, куда заготовленная полумасса накачивается предварительно. Такой механизированный метод сокращает необходимое для загрузки время и количество рабочих.
Выше, на примерном составе бумажного листа, уже было указано, как разнообразен бывает состав подлежащего размолу сырья.
Подбор различного волокнистого материала для получения данного сорта бумаги называется к о мпоз и ц и е и бума г и.
Несколько композиций современных бумаг Союза приведены в таблице 4.
Т а 0 л. 4.—К о ы позиции 0 у м а г и.
| 1
О Я я ® м С5 — а |
M а т с p н а л | II о |
| !р{ | Целлюлозы беленой.
Тряпичной полумассы. Бумажных обрезков. |
10,0
78.0 12.0 |
| 100,0 | ||
| 5“ί
η |
Целлюлозы беленой.
Тряпичной полумассы. Соломенной целлюлозы. Бумажных обрезков. |
36.4 8,8
54.5 0.3 |
| 100,0 | ||
| tfi< | Целлюлозы беленой.
Тряпичной полумассы. |
51,2
48,8 |
| t- | 100,0 | |
| №{ | Целлюлозы беленой.
Тряпичной полумассы. Соломенной целлюлозы. Бумажных обрезков. |
36.4 8,8
54.5 0,3 |
| 100,0 |
Обычно при композиции волокна рабочему указываются и добавки к волокну, необходимые дли получения того или иного сорта бумаги. Соответственно полученной от мастера выписке композиции подлежащей выработке бумаги рабочий («старший рольщик») и производит зарядку рола указанными в композиция материалами. Одновременно с композицией мастер дает и указания, как следует вести размол массы, если данный сорт бумаги не является нормальным сортом для фабрики. Рольщику указание композиции дается не в %, а в весовых или в объёмных мерах подлежащего загрузке в рол материала. Композицию стандартизированных бумаг — см. Бумаги стандарты.

Фигура 14.
В состав массы могут входить волокна, чрезвычайно разнообразные по качеству: крепкие (льняное и вое тряпье) и слабые (ситец), требующие поэтому для своей обработки различного времени и различного размола. Лучше производить отдельно размол того или другого материала, выпуская по окончании размола обе массы в третий, смешивающий, ниже лежащий рол, куда вносятся затем и необходимые добавки. Такой смешивающий рол следует применять не только для выработки тряпичных бумаг, но и для бумаг с большим процентом древесной массы и меньшим процентом целлюлозы. В условиях, где древесная масса получается на той же фабрике на современных д е ф и б-р е р а х (смотрите Древесная масса), она уже не нуждается в рольном размоле. При массовом производстве современных бумаг с большим, в 10 — 80%, содержанием древесной массы раздельная подготовка массы становится уже правилом. Размолотая в массу целлюлоза и древесная масса поступают в отдельные метальные резервуары, в которых лопастными мешалами, вращающимися со скоростью 3—1 об. в минуту, поддерживаются в непрерывном движении. Консистенция массы, непрерывно поступающей в эти резервуары, поддерживается постоянною при помощи особых аппаратов (сист. Trimbey и друг.), автоматкч. регулирующих разбавление массы водою соответетв. густоте поступающей в бассейн массы. Из этих резервуаров отдельными насосами целлюлоза и древесная масса перекачиваются в особые отделения другого аппарата (системы Tibits и других), который регулирует выпуск из этих отделений как целлюлозной, так и древесной массы на бумажную машину; в третье и четвертое отделения того же аппарата поступают белый клей и глинозем, выпуск которых также автоматически регулируется. Особыми приспособлениями устанавливается соотношение количеств материалов, выходящих из каждого отделения. Т. о. все составные части композиции бумажной массы одновременно, в точно и автоматически регулируемых количествах, поступают на бумажную машину, соединяясь между собой в особом резервуаре, устанавливаемом перед ней.
Добавками к массе являются минеральные вещества для заполнен и я пор, вещества, служащие для п р о к л е и к и бумаги, и к р а С я щи е вещества. Для заполнения лор применяются: каолин, асбестит, анналин, бланфикс (сернокислый барит), мел. Для проклейки употребляются: канифоль, или гарпиус, желатина, кожный клей, сернокислый глинозем и квасцы. Для окраски или для подцветки бумаги наряду с минеральными красками, как ультрамарин, берлинская лазурь, хромовокислый свинец, охра, мумия и друг., употребляются так называемые анилиновые краски органического происхождения.
Назначение заполняю щ и х веществ различно. В печатных бумагах они служат для заполнения тех промежутков, которые остаются между волокнами при образовании бумажного листа, и способствуют получению более полного и сочного отпечатка. При отсутствии их оттиск воспринимался бы только волокнами и прерывался бы в промежутках между ними, то есть получался бы неполным и бледным. В других случаях эти вещества, особо высокого белого цвета, применяются для улучшения цвета бумаги при употреблении небеленого волокнистого материала. Наконец, за границей они иногда служат средством для отяжеления низких сортов бумаги в целях облегчения конкуренции. До каких пределов может доходить в таких случаях применение этих веществ, могут показать некоторые немецкие бумаги для упаковки сахара, где содержание отяжеляющих веществ доходит до 55% и остается только 40% волокнистого материала. Значительное количество этих веществ в композиции бумаги естественно сильно отзывается на ее физических свойствах.
Добавками второго рода являются к л е-я щ и е вещества. В действительности как самое название процесса—«проклейка», так и название применяемых при этом процессе веществ являются неправильными, сохранившимися от первых времен производства, когда применялись материалы, действительно клеящие (крахмал и животный клей), сообщавшие бумаге вместе с водонепроницаемостью также некоторое повышение ее крепости. В настоящее время т. и. животная проклейка, то есть пропускание готовой бумаги через раствор желатины или кожного клея с последующей его отжимкой и сушкой, применяется лишь для исключительных сортов бумаги и в ничтожных для мировой бумажной промышленности размерах. В массовом производстве применяется смоляная проклейка при помощи смоляного мыла, прибавляемого в ролах к бумаж-ной массе и после надлежащего смешения с ней разлагаемого прибавлением раствора сернокислого глинозема или алюминиевых квасцов. При этой проклейке никакого склеивания волокон между собой не происходит и бумага не только не становится крепче, но, наоборот, слабее, как показали произведенные испытания (табл. 5)
Т а б л. 5.—С равнительные данные о свойствах клеены х и нсиле е ны х бумаг.
| №
бумаги | Средняя разрывная длина в >;м | Растяжимость в % | ||
| неклееная | клееная | н чглегная | клееная | |
| 1 | 3,35 | 3.13 | 9,55 | 7,81 |
| 2 | 2,30 | 1,95 | 6,03 | 6,63 |
| 3 | 1,87 | 1,02 | 8,88 | 7 ,52 |
над бумагами, сработанными в совершенно одинаковых условиях, с тою лишь разницею, что одни из них были в ролах проклеены, а другие сработаны неклееными.
Сущность проклейки заключается в превращении пор бумажного листа из капиллярных, то есть всасывающих воду и водные растворы, в антикапиллярпые, то есть противодействующие прониканию этих растворов (вода, чернила, тушь, краска и проч.) внутрь листа. Чтобы сделать поры листа аптнка-пиллярными, необходимо их стенки (то есть поверхности составляющих их волокон) сделать не смачивающимися, что и достигается путем хим. соединения клетчатки со.смоляными кислотами канифоли помощью глинозема. В случае животной (желатинной) проклейки раствор желатины, впитанный бумагой, при последующей сушке бумаги, испаряясь на ее поверхности, закрывает эти поры топкой пленкой, которая и препятствует проникновению в них не только жидкостей, но и воздуха. При смоляной проклейке норм остаются вполне открытыми. На ф-ках смоляная проклейка ведется следующим образом. Канифоль омыляется нагреванием с содой глухим или прямым паром в котлах особого устройства, пока не получится густой раствор смоляного мыла. Щелочь берется в недостаточном для полного омыления количестве, так что в готовом мыле остается в растворенном состоянии 20—40% неомыленной канифоли. При разбавлении (в эмульсаторах) этого мыла теплою водою неомыленная смола выпадает в виде смоляных шариков, диам. 0,001—0,000 миллиметров, образуя т. н. бел ы и к л е и (молочного вида эмульсию). Это смоляное молоко является очень стойким и сохраняется очень долгое время (годы). Неомылившаяся смола состоит из изменившихся, менее активных смоляных кислот и из находившихся в канифоли углеводородов. Омыленные смоляные кислоты при дальнейшем разбавлении в ролах при смешении с бумажною массою выделяются в коллоидальном состоянии в свободном виде и в такой форме реагируют с волокном и глиноземом. Такое разделение смоляных кислот путем неполного омыления дает более постоянную, равномерную проклейку, и потому белый клей и вытеснил бурый, получавшийся полным омылением смолы и дававший непостоянную, изменчивую проклейку. При разбавлении смоляного мыла для получения белого клея концентрацию эмульсии доводят до содержа-ния от 15 до 25 з канифоли в 1 л. При проклейке бумажн. массы из рола предварительно удаляют помощью т. н. про м ы в н о-го барабана (на фигура 15с правой стороны этот барабан—на роле Фойта) нек-рое
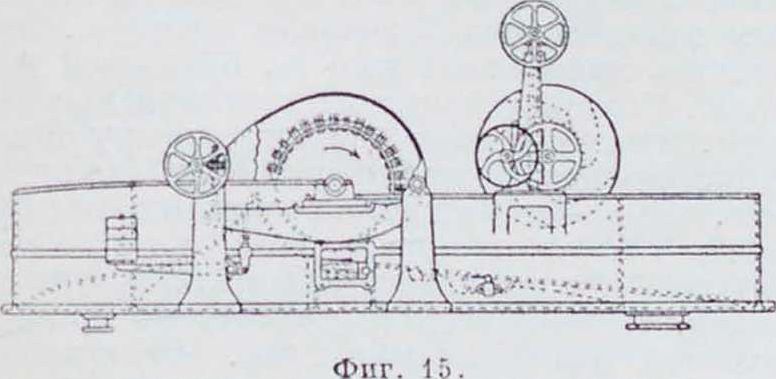
количество воды, затем прибавляют белый клей, а когда он хорошо смешается массою, добавляют раствор сернокислого глинозема. Обычно расходуется! 1—4% канифоли и Н/а—0% продажного глинозема (с содержанием около 14% А1г03).
О к j) а с к а для получения цветных бумаг и и о д ц в е т к а, или нюансирование, белых бумаг производится после прибавки клея введением сильно разбавленных растворов одной или смеси различных красок. Приходится принимать во внимание, что большинство красок при высокой Г последних сушильных цилиндров в ы г о р а е т, то есть окраска бумаги теряет в своей интенсивности. При смеси красок необходимо принимать по внимание, что эта потеря интенсивности для различных красок различна; это затрудняет равномерную окраску бу маги и побуждает стремиться к употреблению в композиции меньшего числа красителей. Сильно распространенные прежде минеральные краски уступили в настоящее время свое место органическим вследствие более легкого применения последних, большей яркости цветов и большего разнообразия оттенков.
После прибавки заполняющих веществ проклеенная и подкрашенная бумажная масса спускается из ролов по медным, керамиковым или деревянным трубам в метальные бассейны, из которых регулярно вычерпывается особо устроенными черпаками или помощью массного насосана бумажную машину. Этот механизм вычерпкн массы должен быть чрезвычайно точным, то есть в единицу времени он должен подавать на бумажную машину абсолютно одинаковые количества массы, чтобы при равномерной скорости сетки на машине получить одинаковый вес волокна на 1 .и2 бумаги.
Вычерпка бумаги. До изобретения бумагоделательной машины Луи Робером получение бумаги в форме листов из бумажной массы производилось ручным способом. При этом способе употребляют форму в виде прямоугольного продолговатого ящика с очень низкими боковыми стенками, причем дно ящика состоит из медной сетки или редкой ткани, а боковые стенки (борты), скрепленные между собой, могут легко сниматься с днища и заменяться другими, более или менее высокими. Во избежание прогиба сетчатого днища формы сетка поддерживается снизу или твердыми проволоками или же тонкими лезвиеобразными деревянными рейками. Сильно разбавленная бумажная масса, поддерживаемая в постоянном движении, чтобы волокна не могли осесть на дно чана, из которого производится вычерпка, зачерпывается этой формой и вынимается в горизонтальном положении из чана при непрерывном сотрясении формы в боковых направлениях для равномерного распределения и лучшего свойлачивания волокон. Когда вода стекла, борты формы снимаются, сетка с находящимся на ней мокрым листом бумажной массы перевертывается и бумажный лист отбрасывается на подложенный лоскут сукна. На освободившееся сетчатое днище снова накладываются борты и образовавшейся таким образом формой снова зачерпывается масса для формовки следующего листа. Отброшенный на сукно лист бумажн. массы покрывается новым лоскутом сукна, на который откидывается следующий лист массы, в свою очередь покрывающийся сукном для принятия нового листа массы и т. д., пока не образуется стопа переложенных сукном листов бумажной массы, которая и помещается затем под плиту ручного пресса для дальнейшего ее Обезвоживания. Прокладка мокрых листов массы сукном необходима, чтобы при дальнейшем удалении воды выжиманием эти листы не соединились и не слиплись между собой. Кроме того, поры сукна являются каналами, отводящими воду из среди, частей мокрой стопы; при отсутствии этих каналов находящаяся под давлением вода, стремясь к свободн. выходу, разъединила бы волокна массы и разрушила бы структуру листа. Отжатая под прессом стопа бумаги разбирается, причем прокладки сукна возвращаются к черпальному чану, а мокрые .чисты бумаги развешиваются на веревках или раскладываются на досках для просушки и последующего разглаживания. Вся работа требует трех рабочих, из которых один производит вычерпну массы, другой освобождает форму от листов и перекладывает их сукном, а третий отжимает стопы в прессе и разбирает отжатые листы. Работа производится одновременно двумя формами, так что черпальщик всегда имеет под рукой готовую форму, освобожденную от предыдущего листа. Необходим большой навык для каждого процесса работы.
Если сравним ручную вычерпну с машинной (смотрите Бумагоделательные машины), то увидим, что самый принцип и процесс работы остались те же, и только механизация процесса достигла в современной машине очень высокой степени. Прежняя четырехсторонняя форма заменена двусторонним форматом с декельными подвижными бортами. Два других борта формы стали ненужными при непрерывной бегущей сетке и механически регулируемом количестве волокна, которое подается в единицу времени на площадь пробегающей в это время сетки. Ручное сотрясение сетки заменено механич. действием тряски. Рабочий, производивший отжимание мокрых листов на прессе, заменен гауч-прессом с суконной рубашкой (чулком). Сукно, проводящее бумагу между чугунными валами 1-го, 2-го и 3-го пресса, имеет то же значение, что и суконные прокладки под винтовым деревянным прессом 15 и 18 веков; только принцип сушки бумаги изменился при механизации, и вместо вольной сушки на воздухе введена форсированная сушка паром на сушильных барабанах. Механизация формирования бумаги имела следствием колоссальное повышение производительности рабочего. Опытные рабочие под управлением Л. Робера вырабатывали всего 0,03 тонны на человека; при современных бумагоделательных машинах один рабочий производит 0,5—5,0 тонн бумаги. то есть производительность повысилась в 1?—170 раз.
В двух отношениях,однако,машинная выработка бумаги является значительно ниже ручной: в отношении равномерного распределения волокон в различных направлениях листа и в отношении равномерной усадки бумаги при ее сушке. Бумага ручной вычерпни равномерно садится при высушивании во всех направлениях; наоборот, при машинной сушке на цилиндрах, благодаря одинаковой скорости на окружности всех цилиндров одной батареи, это невозможно, и неизбежная усадка бумаги при сушке (сокращение длины и толщины набухших волокон при их высыхании) происходит исключительно в направлении, перпендикулярном к направлению движения бумаги на машине. Усадка бумаги по длине на бумажных машинах возможна только при переходе ее с одной батареи цилиндров на другую благодаря возможности изменения скорости каждой батареи; поэтому для нек-рых бумаг желательно применение 3 и 4 батарей цилиндров в сушильной части. Чем размол массы более жирен, тем более ощутителен этот недостаток машинной выработки. Эта невозможность равномерной усадки бумаги по всем направлениям является второй причиной неравномерного распределения физических свойств бумажного листа в различных направлениях.
Указанные выше преимущества ручной вычерпни сравнительно с машинной в отношении одинаковости физич. свойств бумаги в различных направлениях листа делают первую в некоторых случаях незаменимой; этим объясняется, что ручная вычерика сохранилась до сих пор и служит для выработки наиболее высоких сортов бумаги. Пользующиеся большой известностью бумаги: ватман (в Англии), милиани (в Италии) и др. вырабатываются ручной вычерп-кой. Бывшая Экспедиция заготовления государственных бумаг в Ленинграде (ныне фабрика Гознак) имела образцово поставленную ручную вычерпну. Кредитные билеты сторублевого достоинства вырабатывались исключительно таким путем, причем масса вычерпывалась из двух чанов с льняной и вой бумажной массой; при этом одна сторона билетов состояла из льняных, а другая из вых волокон. Ручные бумаги Экспедиции с водяными знаками служили образцом достижений в этой области. Таким образом наряду с примитивным ручным производством, сохранившимся в Японии и Китае, имеется высоко организованное производство ручной вычерпни в других странах.
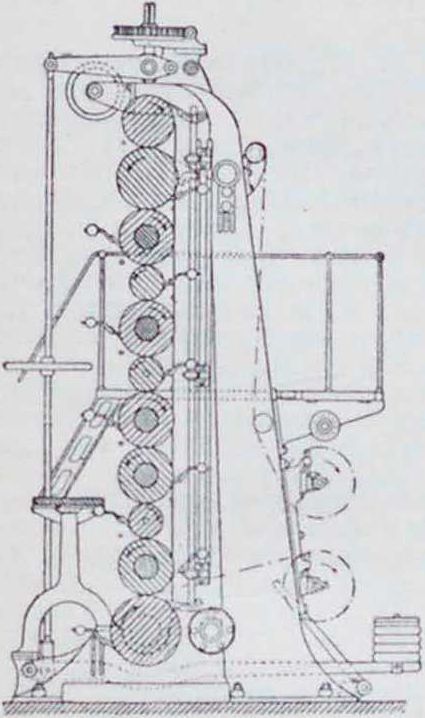
Отделка и сортировка бумаги. Обезвоженный на прессах бумажной машины и высушенный на сушильных цилиндрах бесконечный бумажный лист подвергается затем окончательной отделке для придания ему надлежащего размера и качества. Эта отделка начинается уже на бумажной машине. С помощью точно устанавливаемых соответственно требующемуся размеру листа циркулярных ножей отрезаются утолщенные, шероховатые кромки листа и затем бумажная лента проходит через г л е з е р— батарей хорошо отшлифованных чугунных валов. Поверхность палов состоит из зеркального закаленного чугуна. Число валов колеблется от 4 до 10 соответственно вырабатываемому сорту бумаги. Назначение глезера—выравнять шероховатую поверхность бумаги, придать ей матовую гладкость, удобную для письма или печати и приятную наощупь и для глаза. Бумага сходит с сушильных цилиндров очень сухой и трудно поддается уплотнению между валами глезера; кроме того, вследствие неравномерной усадки при сушке в различных местах ширины листа и отсутствия у сухой бумаги эластичности и растяжимости легко образуются при прохождении бумаги между валами складки и разрывы. Поэтому обыкновенно между последним сушильным цилиндром и глезером устанавливается тонкостенный медный цилиндр, внутри орошаемый холодной водой; он охлаждает соприкасающуюся с ним бумагу и конденсирует пар, находящийся в ее норах.
Увлажненное т. о, волокно спова приобретает эластичность и растяжимость, и в таком состоянии бумага без указанных выше дефектов проходит через глезер. Бумага заправляется через верхний вал, огибает его, проходит между ним и нижележащим, огибает этот вал ит. д. до последнего вала, откуда принимается рабочим и передается па накат, или навой, где и навивается на скалку, образуя большой рулон. Движение глезеру передается через нижний или третий снизу вал, остальные валы глезера во время работы приводятся в движение проходящим между ними листом бумаги, что неизбежно вызывает некоторое скольжение вала по бумаге. Благодаря этому бумажный лист не только сдавливается, уплотняется, но и получает незначительный лоск. Бумаги, прошедшие через такой глезер, называются поэтому бумагами машинной гладкости, или матовыми бумагами, в отличие от каландрированных, лощеных, или глазированных, бумаг, у которых эта гладкость переходит уже в лоск или глянец. Для придания большего лоска бумаги пропускаются через т. н. к а л а н д р ы (фигура 16), устроенные по типу глезеров, но со следующими характерными особенностями. В то время как у глезера все валы делаются из закаленного чугуна,у каландра эти валы чередуются с бумажными валами; тело последних состоит из бумажных листов с прорезанными в них отверстиями, через которые проходит стальная ось вала; бумажные листы крепкоспрессованы между двумя стальными или Фнг. ίο. чугунными шайба ми, закрепленными на этой оси. Такие набранные бумагой валы затем обтачиваются алмазным резном и «закатываются» при увлажнении их сперва под легкою, а затем под усиленною нагрузкою на каландре; при этом они приобретают зеркальную поверхность. Выдерживая громадное давление находящихся над ними валов, они, тем не менее, сохраняют способность сдавливаться в том случае, если в теле проходящего бумажного листа окажутся какие-либо утолщения, не задержанные очистителями узелки или скопления неразделенных древесных волоком, песчинки и т. и. При этом на бумажных валах получается вдавлен ность, но сама бумага остается неповрежденною. Получение на машине идеально ровного листа бумаги, с абсолютно одинаковым распределением волокна по всей ширине бумаги н одинаково протекающим процессом сушки и усадки бумаги, крайне затруднительно; невозможно и получение на машине одинаковых натяжений бумаги. Поэтому обра зование складок на бумаге при прохождении ее на каландре становится вполне возможным, особенно при тех скоростях, с которыми работают современные каландры. При чугунных валах эти складки примут на себя все давления верхних валов, бумага окажется разрезанной по длине складки и благодаря этому может дать разрыв бумажной ленты, что вызовет новую заправку и увеличение бумажной рвани. При бумажных валах складка бумаги проходит неразрезанною, оставляя лишь соответственную вдавленность на теле бумажного вала. Небольшая разница в физич. свойствах двух соседних пунктов в бумажном листе, которая неизбежно образовала бы складку между чугунными валами, при бумажных валах, благодаря их эластичности, часто не вызывает этих вредных последствий.
Естественно, что соответственно различному сорту—иначе, различным физич. свойствам бумаг, для которых предназначен данный каландр,—бумага для набора бумажных валов каландра должен быть различна. В одних случаях она изготовляется из льняной или вой бумажной массы, в других—из хлопчатобумажной, чаще всего—из льняной с добавлением 30—50% шерстяного волокна. Число валов в каландре бывает 8—10—12; чугунные валы, кроме нижнего и верхнего, делаются меньшего диам., чем бумажные; они, как и у глезера, делаются пустотелыми, причем некоторые снабжены устройством для внутреннего обогревания, хотя бумага при прохождении каландра нагревается уже благодаря трению, испытываемому ей при вращении вышележащих палов. Валы каландра располагаются большей частью по одной вертикальной линии, тогда как у глезера оси чередующихся валов иногда расположены по двум вертикальным линиям, находящимся на расстоянии нескольких сантиметров друг от друга. Для увеличения давления валов обе машины снабжены системой рычагов, причем верхний рычаг давит на подшипник верхнего вала, а нижний несет на своем длинном плече груз, который м. б. увеличен или ослаблен в зависимости от требующегося лоска и качества бумаги. Для получения высокого глянца на каландрах требуется увлажнение, еще более сильное и более глубоко проникающее в толщу стенок волокна, чем при прохождении между валов глезера; распределение влажности должно быть равномерным но всей ширине бумажной ленты. Быстрое прохождение ленты по поверхности охлаждающего цилиндра является уже недостаточным, и здесь применяют опрыскивание бумаги на ходу перед накатом в форме мельчайшей росы, которая, распределяясь затем в накатном рулоне бумаги, равномерно увлажняет всю волокнистую массу бумаги (фигура 17). Но для
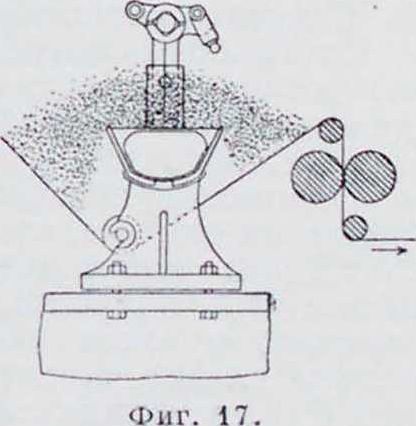
этого ранномерного распределения и проникания в толщу стенок волокон необходимо значительное время, и потому бумаги, предназначенные для каландрирования, подвергаются после этого опрыскивания (мочки) отлеживашпо в течение 8—J4 дней в специальном помещении с одинаковою по возможности темп-рой и влажностью воздуха. За это время волокна несколько набухают, чем исправляются дефекты, полученные во время неправильной сушки и неравномерной усадки бумаги, и она легко каландрируется, получая высокий лоск и не давая обрывов. Применяется и упрощенный быстрый способ увлажнения без отлеживания бумаги, но он не может дать ни такого лоска, ни такого исправления физнч. свойств бумаги. Каландры устраиваются с двумя и даже с тремя различными скоростями хода: сначала бумага заправляется на тихом ходу машины, пока не обойдет все валы, а затем машина переводится на быстрый ход и, когда вся бумага сойдет с рулона и намотается, уже каландрированная, на другой, тогда каландр снова переводится на тихий ход. Готовые рулоны каландрированной или глазированной бумаги поступают далее на резальную машину (смотрите Бумагорезальные машины), где и разрезываются на требуемые форматы.
Разрезанная на листы бумага поступает на сортировку в помещение, называемое панкамерой, где из нее выбирают неполные и надорванные листы, получившиеся при разрывах бумаги на машинах, а остальную бумагу рассортировывают на несколько пачек соответственно весу бумаги, ее сорности и уклонению от образца по цвету. Отсортированные т. о. листы собираются в стопы (по 500 листов) и запаковываются для отправки потребителям. Отсортированные по большой сорности, уклонению в цвете или плотности листы пакуются и маркируются отдельно, т. к. для потребителя важно, чтобы бумага, взятая им в работу, была однородна и не производила неприятного впечатления своей разноцветностью или неодинаковым весом. Хорошо отсортированная бумага второго или третьего разбора может также найти применение без ущерба для массового потребителя. Более сорная писчая бумага часто идет в «-линевку», где мелкий сор становится менее заметным. Подробнее см. Бумаги сорти и Бумаги стандарты.
Если фабрика вырабатывает исключительно ротационные бумаги, предназначенные для дальнейшей обработки на машинах (печатных, мешочных и т. и.), то такие бумаги подвергаются упрощенной сортировке па пе-ремотных станках, куда они поступают после глезеров или каландров. Здесь при перемотке для получения ровно накатанных плотных рулонов (бобин) рабочий внимательно следит за перематывающейся лентой бумаги, останавливает станок, если заметит складку, вырванный край или разрыв, аккуратно вырезывает испорченное место, а также тщательно склеивает поперечные края ленты, чтобы снова получить ровное бумажное полотно. Вырезка и склейка производятся под косым углом к краю ленты, чтобы избежать возможного ее разрыва при прохождении на ротационной, печатной или какой-либо другой машине. Достигшие при перемотке определенного размера рулоны снимаются подъемным приспособлением со станка, обертываются и оклеиваются оберточной бумагой, маркируются. с обозначением номера заказа, сорта бумаги, всей длины и ширины ленты, веса 1 .и2 бумаги в г и общего веса рулона, и в таком виде отправляются на склад. На современных бумажных фабриках все эти операции, включая и упаковку рулонов, механизированы, что значительно удешевляет стоимость бумаги благодаря отсутствию панкамеры и экономии ручного труда при рассортировке листовой бумаги, взвешивании и упаковке стоп и окончательной упаковке и маркировке кип. Чем выше сорт бумаги, чем меньше размер стоп (писчие и почтовые бумаги), тем больше требуется ручного труда, тем больше требуется места для рассортировки бумаги, обрезки стоп, их упаковки и хранения. Площадь столов, которые требуют для рассортировки бумаги, составляет около 2,5 .и2, а общая площадь панкамеры от 10 до 20 .и2 на каждую сортировщицу.
Лит.: Кузнецов М. И., Производство бумаги и исследование се, Харьков, 1922; III у б е р т М. Производство целлюлозы, М1899; III с в л и г и н Н., Практика испытания бумаги, Петербург, 1911; Р е з-ц о в Н., Бумага в Германии, Петербург, 1905; с г о ж е, Бумага Скандинавского полуострова и Финляндии, Петербург, 1909; его же, Бумага в России, Петербург, 1910—12; его же, О нормальных форматах бумаг за границей и установлении их в России, Петербург. 1909; Резцов Н. и 111 е в л я г и и Н., Школа и курсы по писчебумажному делу в Европе. Петербург, 1909; Ш е в л я г и и II., Курсы но бумажному производству в Германии и Австрии, Петербург, 1906; II ф у л ь Э., Бумажномассные пряжи, Рига, 1904; Ж е р е б о в Л., Теория и практика проклейки бумаги, Москва, 1909; Горбунов II. и Шевлягин II. Производство и переработка бумаги, Петроград, 1917; Николаев А. Н., Краткий истории, очерк союза рабочих-иясчсбумажников, М 1921; Ф а с т А. Б.,Технология бумаги, М., 1923, Ф ас т А. Б. и Ф отпев С. А., Производство бумаги. М.—Л., 1927; Бумага СССР, М., 1925; Производство полуфабрикатов и бумаги, т. 1—2 (перевод кн. «The Manufacture of Pulp and Paper» с дополнениями). Μ., 1925; Кардан о в А. И., Из чего и как производится бумага, М., 1925 (порн. изд.); Е в г е к ь е в Ф. Русская библиография бумажного дела 1800— 1924 г. (подробный указатель жури, статей и изд.),М., 1925; К irchnerE., Das Papier, Б. 1—4, Biberach, 1897—1910; V а 1 e n t а Е., Das Papier, seine Herstel-lung. Eigenschaften, Verwendung in den graphischen Drucktechniken, Priifung u. s. w., Halle a/S., 1922; S e h u bert M., Die Praxis d. Papierfabrikation, B., 1922; S c hu bert M. Die Papierverarbeitung, B., 1901; К 1 e m m P. Handbuch d. Papierkunde. Lpz., 1925: D a 1 h e i in, Chemische Techno logic des Papiers, Leipzig. 1921; Erfurt J., Das Fitrben d. Papier-stolies, Lpz., 1912; I* о s s a ner v. E h r e n t h a 1 B., Lehrbuch d. chem. Technologic d. Papiers, Lpz., 1923; Schubert M. Die Tcehnik d. Paniercrzeugung ii. Papierverarbetung, Lpz., 1922; К irchner E., Rat-geber fiir d. Betrieb v: Papier u. Pappen-Fabriken, Biberach, 1923; II о f m a η n C.,Praktlsches Handbuch d. Papierfabrikation, Berlin, 1926; T h u m m es H., Tuten-und Beutel-Fabrikation u. ihre Nebcnfacber, B. 1927; And 6s L., Papier-Spezialitaten, Wien. 1922; A n d 6 s L., Die Fabrikation d. Papiermache u. Papier-stoff-Waren, Wien, 1922; В cad I und S t e v e n s, Theorie u. Praxis d. Mali lens, B., 1911: Smith Sig., Die rationellc Theorie d. Ganzzcughollanders, B. 1922; (I r e w i n F. Die Verwendung v. Warmc u. Kraft in d. Papier-Industrie, B., 1921; Wandro w sky II., Wasserdichtmacher von Papier, B., 1916; И о У e s F., Die Papierfabrikation, Berlin, 1925; W e i c h e 11 A., Buntpapier-Fabrikation, B. 1927; К r a w a n у Fr., Internationale Papicr-Statistik, Wien, 1915; Will ,T. Herstellung von Elfenbeinkarton, Berlin. 1916; B i a-gosch II., Normung, Typung, Spezialisierung in d.
Papiermaschinen-Industric, В., 1924; Schwalbe С. u. Slelicr к., Dio ehemische Betriebskuntrolle in d. Zellstoff- und Papier-Industrie, B., 1922; Skart E., Kurzes Lehrbuch d. Chemie fiir Papiertechnlkcr, Hallo a/S., 1910; Milller Fr., Die Papierfabrikation und deren Maschinen, Blberach, 1926; Hess W., Die Praxis der Papierverarbeitung, В. 1, Berlin, 1922; I- о r e n z K., Kolloidstudien iiber d. Harzleimung d. Papiers, B., 1923; H e 1 n k e W. und Rosser E., Handbueb der Papier-Textil-lndustrie, Dresden, 1919; и rfl newa Id W., Ilcrsteltung und Verarbeitung von Druckpapieren, B., 1926; Cross and Bcwan.A Textbook of Paper Making, London, 1920; Sinda I I lt.W., Paper Technology, L., 1920; S i n d a 1 I R. W., The ,Manufacture of Paper, L., 1919; S u t e r m e 1 s t e r E., Chemistry of Pulp and Paper Making, N. Y., 1920; ( r 1 f f i n a. L i 11 1 e, The Chemistry of Paper Making, N. Y., 1894; W i t h a m G. S., Modern Pulp a. Paper Making, New York, 1920; Leicester S., Practical Studies for Paper Manufacturers, N. Y., 1924; Clap pert on G., Practical Paper Making, London, 1917; Phillips, Paper Trade Directory of the World, 1923; «Papler-Zeitung», B.; «Wochenbiatt fur Papier - Fabrikatioii», Biberacn; «Der Papier - Fabri-kant», B.,«Zentralblalt f. Papier-Industrie», Wien;«Pap-pen- u. Holzstoft-Zeitung», Dresden; «Papier und Pappe», Frankfurt a/M.; «Zellstoff u. Papier», B.; «The Paper industry», Chicago; «Paper Trade Journal», N. Y.; «The Paper Makers Monthly Journal», L.; «Paper Making a. Paper Selling», I,.; «The World’s Paper Trade Review», L.; «The Paper Maker a. British Paper Trade Journal», L.; «Pulp a. Paper Magazine of Canada», Gardens; «Laboratory of Forest Products of Canada»; «Svensk Pappers Tidning», Stockholm; «Svensk Trftva-ru Tidning», Stockholm; «Le Papier», Grenoble; «La Paneterie», Paris. h, Жеребов.
Основные причины вредности Б. π. 1. Пыль различная в зависимости от характера производства. а) Б у м а ж н а я — преимущественно в панкамере и отделочном отделении. Состав: растительные волокна (длиной от нескольких μ до нескольких лип); неорганические частицы обычно отсутствуют. При сортировке и размоле бумажного брака та же пыль бывает очень загрязненной. Действие: преимущественно на более глубокие дыхательные пути; возможна передача инфекции. Меры борьбы: правильная, гл. обр. местная, вентиляция. б) Ж е л е 8 н о к о л-ч еда иная—при разбивке, просеивании и загрузке колчедана. Частицы—средне-острые, твердые, мелкие. Действие: на глаза (засорение, раздражение), кожу, глубокие дыхательные пути (иногда пневмокониозы). Меры борьбы: механизация производства, респираторы (смотрите), защитные очки, в) Пыль хлорной и з в е с т и—при приготовлении белильного раствора. Очень мелка, легка, едка, растворяется в воде с выделением свободного хлора. Вызывает воспаление и раздражение глаз, кожи, дыхательных путей (опасные формы). Меры борьбы: механизация и герметичность при процессах загрузки; паллиативы—респираторы, защитные очки и специальная одежда, г) Древесная—при работе корообдиркой, круглой пилой, при колке баланса. Свойства: различная длина, средняя мягкость, малая растворимость, острые края. Чаще всего вызывает засорение глаз. Необходимы защитные очки. д) К а н и фольна я—при размоле и толчении. Мелкая, легкая пыль. Раздражает конъюнктиву и верхние дыхательные пути. Вследствие появляющегося дурного вкуса во рту вызывает отсутствие аппетита. Меры борьбы с канифольной пылью—механизация производства.
2. Г азы.×л о р, С1, выделяется при разведении хлорной извести, при отстое ее в ролах и отчасти в сцежах с беленым материалом. Характер действия близок к дей-
ΐ. а, m. и. ствию БОДзаисключеиием поражений пищеварительных путей). Меры борьбы: те же, что и при пыли хлорной извести. Сернистый ангидрид (кислота) в кислотных отделениях бумажных фабрик, также в помещениях варочных котлов, особенно в верхнем этаже при наполнении котлов кислотой и при выпуске пара во время и после варки.
3. Обжигающие жидкости: а) с е р-и а я кислота, H2S04, — при приготовлении пергаментной бумаги; б) едкие ще-л о ч и—при щелочном способе добывания целлюлозы. Действие: преимущественно на кожу (ожоги). Меры предупреждения—целесообразная производственная одежда и механизация рабочих процессов.
4. Ненормальные условия влажности и t°: а) повышенная влажность при высокой (° (в помещении бумажной машины 80—90% относительной влажности при t° на 5—15° выше обычной фабричной); б) повышенная влажность при нормальной t (в помещении ролов 60 — 80 % относительной влажности; летом в закрытых сцежах относительная влажность 90—92%); в) повышенная влажность при t° ниже нормальной (закрытые сцежи в холодное время года, папочные машины и тому подобное.); г) высокая Г при сухом воздухе: в камере и предкамере при сушке картона (50—72° на местах,где периодически бывает рабочий) и при сушке листов высокосортной бумаги (50—52° при работе постоянной). Меры борьбы: надлежаще организованные вентиляция и отопление.
5. Несчастные случаи. Чаще всего: а) при самочерпке (вследствие необходимости производить заправку, очистку бумаги и тому подобное. на ходу машины); б) в отделочном отделении (вовлечение в валы, ранение ножами); в) на лесном дворе и в складе (ушибы); г) на ручной резке (порезы); д) на бегунах и бракомолке (вовлечение движущимися частями при поправке на ходу).
6. Вредное действие на окружающую местность: загрязнение воздуха и влияние на растительность сернистого газа, загрязнение речной воды сточными промывными водами. Для борьбы с последними необходимо соблюдение обязательных постановлений мтруда по очистке и спуску промывных вод. Меры профессиональной гигиены и техники безопасности в бумажном производстве регулируются обязательным постановлением мтруда СССР от 3 ноября 1922 года и от 14 ноября 1923 года.
Лит.; Туга н-Б а р а п о в с к п it М. И., Рус-скап фабрика в прошлом и настоящем, Харьков, 1926: Долив о-Д о б р о в о л ь с к и П В. Н„ Справочник отд. химич. промышленности BCIIX, вин. 1, М., 1922; Б о б р о в Ф. <1>., Калькуляция бумажной промышленности, «На новых путях», сборник 4. Москва. 1922; К у ;ы е нов il.il., Производство бумаги, Харьков, 1922; Протоколы заседаний конференции рабочих бумажной промышленности Сев. обл., П. 1918; III афранова Λ. С., Условия труда в бумажной пром., М., 1924; Покровская М., Забытая группа рабочих, «Гигиена труда», М., 1925, 4; Покровская М., Тряпичная пром. и склады тряпьн, «Гигиена труда», М., 1923, 3—4; А. К., Иностранное законодательство по сортировке и разборке тряпья, «Гигиена труда»., М., 1923, 7; «Писчебумаж-ник», М., 1917—1918; «Рабочий инсчебу.чажник», М., 1920—1923; «Рабочий бумажник», М., 1914: С 1 а р-р e r t о n J., Practical Paper Making, London, 1917; Schubert M., Die Praxis der Paplerfabrikation, Berlin, 1922; W i t h a m G., Modern Pulp and Paper
28
Making, N. Y. 1920; W r i g h t Z. C., Vocational Kiln-cation in the Pulp and Paper Industry. N. Y., 1921; «be Papier». P., 1903—192/. А. Шафранова.
Экономика бумажной промышленности.
Темп развития бумажной промышленности в последнее десятилетие до мировой войны и в первое десятилетие после нее таков, что нек-рые страны (Скандинавия, Германия) дошли до предела полного использования своих лесных ресурсов. Недостаток леса ограничил дальнейший рост бумажной промышленности и в США.
Выработка бумаги по странам в 1925 году составила (в тыс, тонн):
США. 8 328 Швецпп. 557
Германия. 2 0Г>8 Норвегия. 340
Франция. 785 Финляндия. 257
Бумажная промышленность России в 1913 году, обладая двигательной силой в 104 000 IT и используя труд 41 247 рабочих, выпустила продукции на 95 млн. руб.
Общее состояние основного капитала бумажной промышленности России на 1913 г. характеризуется данными табл. 1.
В России до войны 1914—18 гг. бумажное производство не покрывало спроса, и значительная часть бумаги ввозилась из-за границы (из Финляндии), при пошлине в 15—30% от продажной стоимости бумаги. Ввозилась и древесная масса.
В течение последних лет перед войной удельный вес импортной бумаги в общем балансе потребления бумаги в России стабилизировался в пределах ок. 26%, возрастая в абсолютном размере из года в год параллельно росту потребления. Тогда же началось и усиленное строительство бумажных ф-к, базировавшееся на дешевом сырье; в Северном и Северо-восточном районах развивалось производство древесных бумаг, на Украине—соломенных. За годы войны ряд ф-к закрылся, другие сократили работу, но, с другой стороны, в эксплуатю вошло несколько новых ф-к. Базируясь на результатах работы промышленности в первом полугодии 1916 года, производственную мощность предприятий, оставшихся после войны на территории СССР, можно определить, по данным А. А. Никитина, приблизительно в 00% довоенной (1913 год), то есть в 212 тыс. m бумаги и 23 тыс. т картона, а по целлюлозе и древесной массе лишь, соответственно, в 57
Таблица 1.—Состояние бумажной π р о м и 64 тыс. т. Лишь в 1922/23 годах, с момента перевода промышленности на хозяйственный расчет, с организацией трестов, начинается рост производительности (смотрите табл. 2).
Всего в конце 1926/27 годах работало 105 предприятий с 138 бумажными машинами. Бее предприятия эксплоатируются государством, за исключением восьми, находящихся в аренде у частных лиц (с годовой производительностью—9 тыс. тоберточной бумаги). В 1926/27 годах был достигнут уровень душевого потребления 1913 года—3 килограмма, при общем потреблении в этом году в 390 тыс. т бумаги и 40 тыс. т картона. Крайне низкий уровень душевого потребления выступает особенно выпукло при сравнении его с другими странами, давшими для 1926 года следующие цифры (в килограммах)
США .. (12
Англия.. 37
Германия.. 21
Франция.. 20,5
Швеция.. 20
Швейцария.. 19
Бельгия.. 19
Норвегия.. 14,5
Австрия.. 11
Чехо-Словакия.. 10,5
Япония.. 10,5
Италия.. 8
Испания.. С
Ассортимент бумаг, вырабатывавшихся русской промышленностью, по сравнению с другими странами своеобразен. Так, за 1926/27 годах выработано (в тыс. тонн):
Газетной.. 2,4
Печатной .. 30,3
Писчей.. 55,2
Мундштучной.. 15,0
Обойной.. 9,6
Обертки.. 92,0
Масленки.. 19,3
Прочей.. 36,7
Т. о., в противовес большинству других стран, размеры выработки газетной бумаги до 1926/27 годах включительно были ничтожны, и вообще количество бумаги культурных сортов было слишком мало, так что потребление этих сортов в значительной части, а газетной бумаги почти на 100%, покрывалось импортом. Так, за тот же 1926/27 годах ассортимент потребленной импортной бумаги состоял из сортов:
Газетной. 72,1 тыс. т Писчей ,. 15,4 тис. т Печатной. 20,8 » » Прочей. 4,7 » »
Начиная с 1925 г., государство ежегодно ассигнует крупные суммы (ок. 40 млн. руб. в год) на расширение существующих ф-к и постройку новых мощных комбинатов. Новые предприятия строятся по образцу лучших ф-к Америки и 3. Европы, с бумажными машинами в 5—6 .ч ширины, работающими при скорости 250— 300 метров в минуту, с мощными дефибрерами непрерывного действия, с паросиловыми установками высокого давления (30—35 aim) и с максимальной механизацией всего производственного процесса.
Кроме работ по новому строительству и расширению, на большом числе предприятий проводится обновление вспомогательного оборудования,
ы шпениости в России в 1913г.
| Колич. предпр. | Колич. рабочих | Мощность | Годовая произвол. | |||||
| Предприятия | ?
О 3 |
% Η | О
СЗ |
О % | ό
s efc |
P | - о » e. | vO
C в |
| 1. Мелкие предприят. (с числом рабочих до 200). | 166 | 78,3 | 12 136 | 29,4 | 35,8 | 34,4 | 21,0 | 23,0 |
| 2. Средние предпр. (е числом рабочих от 200 до 500). | 26 | 12,3 | 8 820 | 21,4 | 24,5 | 23,6 | 20,0 | 21,1 |
| 3. Крупные предпр. (с числом рабочих сныше 500). | 20 | 9,4 | 20 291 | 49,2 | 13,7 | 42,0 | 53,1 | 55,9 |
| Всего.. | 212 | 100,0 | 41 247 | ηο,ο | 104,0 | 100,0 | 95,0 | 100,0 |
Таблица 2. — Р о с т бума ж и о ii п р о м и ш л е н-ности в СССР.
| Бумага | Картой | Целлю- | Дрен. | |||||
| л 08 а | масса | |||||||
| Годы | £ | я. | £ | я. | £ | £ | о · | |
| d | - СО ГГ | d | X со »- | d | - я - | 6 | - со - | |
| 3
н |
чР×5 | 3
н |
so - ~
^2.5 |
3
н |
чР —
Si з |
а н | SSo=ft о | |
| я | ЗиЛ | я | Я×? | я | я н <- | я | я×Λ | |
| 1918. | 70,1* | 30 | *· | _ | 17,6 | 31 | 19,1 | 30 |
| 1919. | 29,7* | 17 | * · | — | 15,8 | 28 | 15,3 | 24 |
| 1920. | 24.7* | 15 | ** | — | 13,4 | 23 | 13.6 | 21 |
| 1921. | 30,9* | 10 | ** | — | 11,0 | 19 | 13,5 | 21 |
| 1921/22. | 31,7 | 15 | 2,5 | 11 | 12,8 | 22 | 9,1 | 14 |
| 1922/23. | 61 .0 | 29 | 10,4 | 45 | 21 ,4 | 37 | 18,8 | 30 |
| 1928/24. | 107,8 | 51 | 18,5
22,0 |
80 | :<5,4 | 62 | 38,6 | 60 |
| 1924/26. | 211,0 | 100 | 56 | 55,0 | 106 | 56,0 | 90 | |
| 1925/26. | 253,0 | 119,2 | 29,0 | 126 | 68,0 | 119,2 | 70,0 | 109,3 |
| 1926/27. | 260,5 | 127,9 | 39,9 | 174,3 | 75,6 | 132,6 | 73,2 | 114,3 |
• Вместе е нартовом. *· См. в графе «Бумага».
котельного и силового хозяйств, устройство внутризаводского транспорта и т. д. В результате всех этих работ старое и вновь устанавливаемое оборудование обеспечивает следующий рост выпуска продукции бумажной промышленности по годам (в тыс. тонн):
1927/28 1928/29 1929/30 1930/31 1931/32
Бумаги. 293 337 418 444 465
Картона. 50 58 60 61 62
Почти вся выработка новых и расширяемых предприятий относится к культурным сортам, то есть к газетной, печатной и писчей бумагам, причем в отношении бумаги газетной будет полностью покрыта вся потребность Союза, в части же промышленных и других сортов дефицит будет все увеличиваться. Но перспективному пятилетнему плану развития бумажной промышленности динамика душевого потребления намечена в следующем размере:
1925/27 Г. 1927/28 Г. 1928/29Г. 1929/ЗОг. 1930/31 Г. 1931/32 г.
3 килограмма 3,23 килограмма 3,56 килограмм 3,85 килограмм 4,12 килограмма 4,45 килограмм
Таким образом производственная мощность действующих предприятий и всех начатых строительством до 1927/28 г. включительно не покроет всех потребностей Союза; дефицит по годам составит (в тыс. тонн):
1927/28 1928/29 1929/30 1930/31 1931/32
Бумаги. 140 130 116 137 185
Картона. — — 1 8 18
Этот дефицит должен быть покрыт или импортом или постройкой новых ф-к и расширением существующих. Пятилетний план предусматривает на период 1927/28—1931/32 гг.: а) строительство восьми новых комбинатов (кроме ранее начатых) с предполагаемой годовой производительностью
Бумаги. Картона. Целлюлозы. Древ, массы.
Всех з-дов по плану. 204,5 тыс. т. 27,0 » »
. 106,0 » »
. 117,0 » »
3-дов, готовых К 1931/32 Г. 57,5 тыс. тп
27.0 » »
21.0 » »
35,0 » »
б) дальнейшее расширение существующих фабрик, которое должно увеличить их годовую производительность на 55,4 тыс. т бумаги, 48 тыс. т целлюлозы и 48 тыс. т древесной массы.
В соответствии с указанным строительством затраты по линии основного капитала бумажной промышленности намечались на период 1927/28—1931/32 гг. в размере 178 млн. руб. До 1925/26 годахнаблюдалось систематическое снижение себестоимости, достигшее по сравнению с 1922/23 годах по наиболее крупным трестам 20—30%; но 1926/27г. дал уже некоторое ее повышение (2,3%), что объясняется гл. обр. повышением стоимости древесины (заготовки 1925/26 годах) и других видов сырья. Кроме того, на повышение себестоимости повлияло неблагоприятное соотношение темпа роста заработной платы и производительности труда. Роль этих двух ценообразующих факторов в себестоимости бумажной продукции сравнительно велика, составляя для 1926/27 годах ок. 35— 40%. Повышение этих двух элементов калькуляции (сырье и зарплата с начислениями) было в значительной части компенсировано снижением накладных расходов, удельный вес которых в себестоимости продукции составляет 18—20%. Реконструкция и расширение основного капитала промышленности должны вызвать снижение себестоимости, которое пятилетним планом намечено в размере 15,5% (по сравнению 1931/32 года с 1927/28 годом). Общее число рабочих в 1926/27 годах—30 300 чел. Средняя заработная плата—52 руб., на 133% больше, чем в 1913 году Бумажная промышленность—одна из наиболее прибыльных: в 1926/27 годах прибыль составляла от 20 до 25% при индексе отпускных цен в 1,898 (в 1927/28 году ИНДеКС—1,7). И. Эпьяшберг.