 > Техника, страница 26 > Бумажный брак
> Техника, страница 26 > Бумажный брак
Бумажный брак
Бумажный брак. При производстве бумаги следует различать двоякого рода Б. б.:
1) свой, или оборотный, Б. б., ле-избежно получающийся на самих бумажных фабриках в процессе производства, и
2) поступающую на бумажные фабрики в качестве сырья старую, использованную по своему прямому назначению бумагу, которая также называется Б. б. (или макулатурой или бумажными обрезками).
I. Свой, или оборотный, Б. б. получается: 1) при выработке бумаги на бумагоделательных машинах — в виде мокрого Б. б. (на мокрых прессах) и в виде срывов (на сушильных цилиндрах, глезере и накатном станке); 2) при отделке бумаги — в виде сухого машинного Б. б. (на каландрах, перемотных станках и саморезках); 3) в виде паккамерно-го Б. б. — при сортировке бумаги в панкамере. Обрезки, получающиеся в процессе выработки и отделки бумаги, обычно также относятся к бумажному браку. Количество Б. б., получающегося в различных стадиях производства, зависит от сорта вырабатываемой бумаги, состояния машин и станков, опытности и внимательности обслуживающего персонала, постановки техническ. надзора и прочие Точно нормировать количество Б. б. трудно; в среднем можно считать, что на новых, совершенных бумагоделательных машинах мокрого и сухого Б. б. и срывов не должно получаться больше 0,5—1%, а на машинах, уже проработавших ряд лет,
1—1,5%. Количество получающегося машинного и паккамерного Б. б. колеблется при обычных сортах бумаги в пределах от 3 до 10%: на фабриках газетной ротационной бумаги можно считать как норму 3%; на ф-ках низких сортов печатной бумаги (с отделкой) нормальным количеством Б. б. считают 5—6%; на фабриках, вырабатывающих различные сорта ниже среднего и средние небеленые бумаги, 6,5—8%; на средних сортах полубелых бумаг 7,5—9%; на высоких сортах бумаги (белых целлюлозных и частично тряпичных) 8,5—10%.
Большее количество Б. б. при выработке высших сортов бумаги получается гл. обр. за счет паккамерного Б. б/При изготовлении писчих сложенных и обрезных бумаг количество Б. б. увеличивается примерно на 5,5% (обрез от стопы). При изготовлении ротационной ролевой некаландрированной бумаги нормальный выход Б. б. процента на 2 ниже, чем при изготовлении листовых бумаг. При выработке нек-рых специальных сортов бумаги количество Б. б. больше; так, например, по данным одной из наших ф-к, при выработке папиросных бобин (филиграна) количество Б. б. составляет: на прессах машины 3,5%, при размотке и резке бумаги 5%, при резке бобин 8%, при сортировке 4%, а всего при перечисленных операциях 20,5%. Следует оговориться, что приводимые цифры являются лишь примерными, установленными нашей практикой при современном состоянии оборудования. При хорошей постановке дела удается получить и в настоящее время значительно более низкие проценты брака. На устарелых и запущенных фабриках нормы Б. б. бывают еще выше. Для понижения процента Б. б. хорошие результаты дает система нормирования и премирования рабочих. Свой, или оборотный, Б. б. на бумажных фабриках обычно сейчас же снова поступает в производство на переработку. Впрочем, часть паккамерного Б. б. на фабриках более высоких сортов бумаги поступает в виде «брака листового сложенного» в продажу как бумага второго разбора.
Переработка оборотного Б. б. производится довольно примитивно; чаще всего Б. б. размалывается на бегунах и затем поступает в ролы, а далее обычным путем вместе со свежим волокнистым материалом направляется на бумагоделательную маши ну. Подача Б. б. к бегунам(смотрите) и от бегунов к ролам обычно производится вручную, в корзинках или на вагонетках; бегуны при такой системе очень часто помещаются в рольном отделении; взамен бегунов нередко применяют месильные машины или брако-молки (например системы Вурстера). На современных ф-ках, в особенности при машинах, работающих с большой скоростью, переработка Б. б. производится более совершенно. Бегуны чаще всего ставят непосредственно у бумажной машины (в нижнем полуэтаже, если машина располагается в 2 полуэтажах); перед обработкой на бегунах Б. б. измельчают на механич.разрывателях. Передвижение
Б. б. механизируется; при этом размолотый в бегунах Б. б. поступает в небольшие метальные чаны, где размешивается с водой, и далее перекачивается насосами при концентрации в 3—4% в ролы или в сборные бассейны. Применяется также пневматическая подача бумажного брака по трубам или подача его ленточными транспортерами и шнеками.
При переработке газетного брака и вообще неклееных бумаг, легко распадающихся на отдельные волокна, вместо бегунов могут применяться ролы особой конструкции, располагаемые обычно рядом с бумажной машиной или под ней. Масса из рола спускается в небольшой чан, снабженный мешй, из которого перекачивается насосом в рольное отделение. При раздельной зарядке волокнистых материалов, когда только целлюлоза размалывается в ролах, а древесная масса примешивается к ней в смешивающих ролах, масса из Б. б. обрабатывается так же, как древесная масса. Для клееных сортов бумаги непосредственная загрузка в ролы сухого Б. б. нерациональна: сухой Б. б. при этом разбивается на кусочки, которые проходят под ножовым барабаном (шаром), не претерпевая дальнейшего измельчения; это понижает качество готовой бумаги и вызывает выход лишнего брака при отливке и отделке бумаги.
II. Старая, использованная бумага (макулатура) поступает на бумажные фабрики извне. При современном уровне потребления бумаги в культурных странах ежегодно накапливается большое количество использованной бумаги, и ее переработка на бумажных фабриках приобретает характер серьезной экономической проблемы, тем более, что стоимость производства бумаги из Б. б. невысока благодаря малому количеству потребной механической энергии и относительной простоте применяемых технологических процессов.
Наиболее полное использование старой бумаги имеет место в Америке. Так, например, в 1919 году в Америке на бумажных фабриках было переработано около 1 500 000 тонн покупного Б. б. на сумму свыше 80 млн. р.; это количество составляет 27,5% от всего количества волокнистого сырья, израсходованного в том же году на выработку бумаги. В СССР Б. б. используется пока в меньшей степени. В 1925/26 годах, например, у нас было переработано покупного Б. б. ок. 25 000 т, что составляет примерно 10% от всего пере-. работанного волокнистого сырья. В дореволюционные годы у нас крупные городские заготовители Б. б. рассортировывали его на 10—12 сортов, и бумажные фабрики имели возможность закупать определенные сорта Б. б., как это практикуется и сейчас в культурных странах с высоким душевым потреблением бумаги. В настоящее время в СССР сортировка Б. б. заготовителями не производится. Получаемый фабриками бумажный брак подразделяется лишь по источникам его происхождения на четыре главнейшие группы.
А. Брак типографский, издательский и брошировочный; к этой группе относятся типографские обрез ки, книги, брошюры, журналы, газеты, летучие объявления, корректуры и т. и.
Б. Брак архивный, как-то: кон торские книги, дела и различные документы учреждений, бланки, ж.-д. квитанции, дубликаты и т. д.
В. Брак фабрично-заводский, как-то: брак табачных фабрик, картонажный, переплеты, всякого рода обрезки картона, шпули и т. д.
Г. Сборка—магазинная, канцелярская и городская, собираемая мусорщиками.
Так как основой такого подразделения сортов служит происхождение Б. б., то в одной и той же партии его встречаются сорта с совершенно различными с точки зрения производства свойствами. Получая сравнительно небольшое количество Б. б., отдельные фабрики не могут производить рассортировку его на большое число сортов, т. к. нек-рых сортов получилось бы при этом настолько мало, что их переработка была бы нерациональна. Поэтому фабрики вынуждены разбирать Б. б. лишь на 3-4 сорта и использовать ценность материала не в полной мере. Для большинства наших фабрик Б. б. является материалом второстепенного значения и применяется в качестве добавки в композицию тех или иных сортов бумаги. На тех фабриках, где Б. б. служит основным видом сырья, он обычно идет на выработку одного сорта серой обертки или картона, часто с примесью низших сортов тряпья. Лишь очень немногие фабрики отсортировывают более высокие сорта Б. б. и используют их на сравнительно более ценные сорта бумаги, как-то: цветные обложечные, цветные для кассовых лент, шпульные и тому подобное.
Переработка покупного Б. б. сходна с описанной выше переработкой оборотного Б. б.; нормальная схема обработки состоит из: 1) сортировки Б. б., 2) размола его в бегунах или в бракомолке, 3) сортировки молотого Б.‘“бс для удаления посторонних примесей и 4) легкого размола в ролах. Б. б. поступает· на фабрики обычно в кипах весом Ок. 100 килограмм. Вес 1-д1 Б. б. в кипах составляет в среднем 300 килограмм, поэтому для его хранения требуется много места. Сортировка на наших ф-ках производится на столах. Норма сортировки колеблется в зависимости от качества Б. б. и числа сортов, к-рое принято на фабрике. В среднем одна сортировщица сортирует 130—170 килограмм в смену. Если на фабрике вырабатывается только один сорт обертки или картона, разбивка на сорта не производится, и сортировщицы лишь удаляют посторонние предметы, металл, отрывают корешки, разрывают книги на части и т. д.
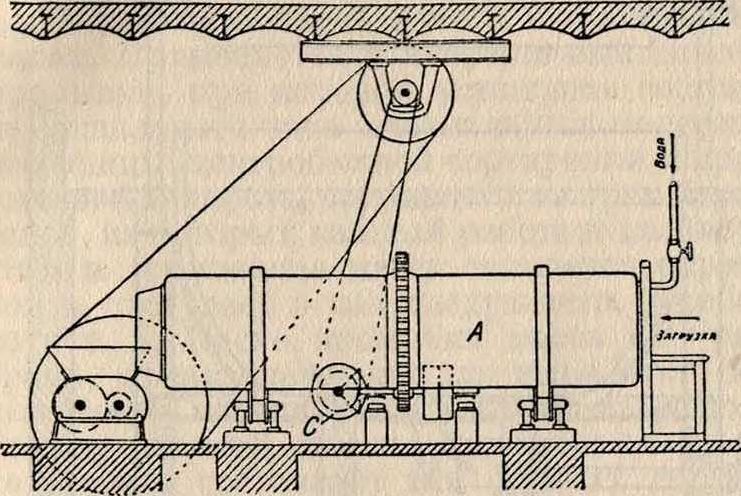
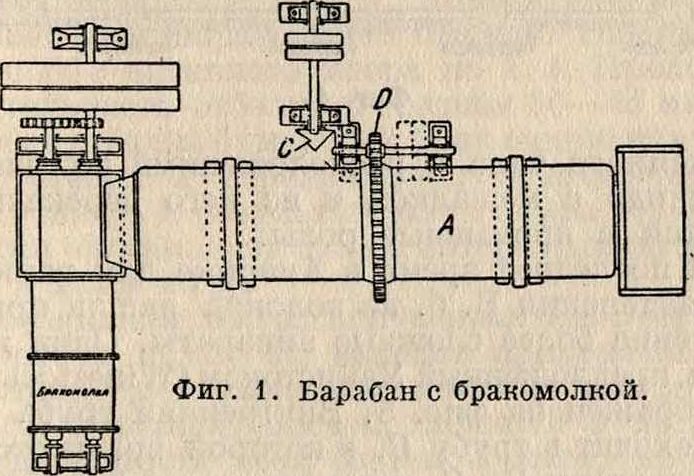
При крупном рационализированном производстве перед размолом на бракомолках целесообразно равномерно пропитать весь Б. б. водой, чтобы облегчить работу размола и сделать массу Б. б. более однородной. Пропитывание водой часто производят в специальных вращающихся барабанах. Такой барабан в комбинации с бракомолкой изображен на фигуре 1. Барабан А вращается от шкива посредством зубчатой передачи С и Ό. Загрузка бумажного брака и воды на чертеже обозначена стрелками. При выходе
Б. б. из барабана он автоматически поступает в бракомолку. Производительность такого барабана составляет 0,25—0,5 m/ч при расходе силы в 20—35 IP. Длина барабана
4—5 м, диам. 1,25 метров Размолотый в бегунах
или на бракомолках Б. б. рекомендуется отсортировать для удаления посторонних предметов, могущих в нем присутствовать. Эта операция производится на сетчатых барабанных или плоских сортировках. Барабанная гаднусная сортировка для Б. б. изображефнв^фшг. 2. Наколотый Б. б. поступает ч ^ф C1 в узкую часть конуса А; рр!г^рящеяШГф,рабана он поднимается фодольн^итианками кверху и падает на Мтку, щузрош рокрыт барабан; размол опия Б. б. проваливается через сетку, а нрраамолот^ частииьпи крупные посторонне^ пример продвЦшруся к широкому кваду б^£бана и/йътеаливаются из него. При^пр&щстьщаКразмоле в бегунах
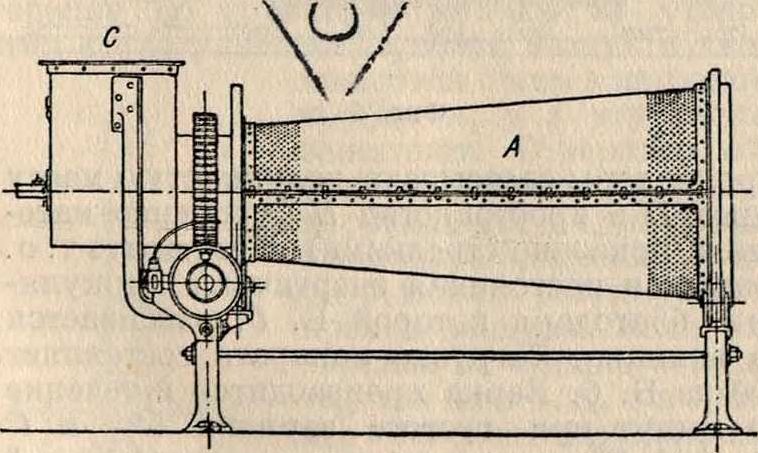
Фигура 2.
или бракомолках масса, полученная из Б. б., почти не требует обработки в ролах, и нормально время пребывания его в роле не превышает 1 часа. Зарядка рола м. б. значительно гуще, чем при размоле свежего материала, например сульфитной целлюлозы.
Масса из Б. б. при одной и той же продолжительности размола и при одинаковых прочих условиях получается более жирной по сравнению с такой же зарядкой, но из свежих волокон, так как волокна в Б. б. по меньшей мере один раз уже подвергались рольной обработке. Если в композицию бумаги кроме бумажн. брака входят и другие волокнистые материалы, то вопрос о способе размола является очень серьезным. В большинстве случаев лучшим способом оказывается раздельный размол свежего волокнистого материала и Б. б. и последующее смешивание масс в смешивающем роле или мешальном чане. Такой способ становится обязательным, если к Б. б. добавляется тряпье. Если бум. брак в зарядке рола составляет незначительную часть, то часто размол того и другого материала производят в одном роле; при этом свежее волокно размешивается раньше, а Б. б.—в конце размола, когда присадка ножового барабана уже облегчена. Сказанное здесь о размоле покупного Б. б. относится и к размолу оборотного брака.
В С.-А. С. Ш., в отличие от нашей и европ. практики, высокие сорта Б. б. (не содержащие древесной массы) перерабатываются в белые бумаги, низшие же сорта преимущественно идут на выработку картона, кровельных бумаг и тому подобное. Сущность переработки Б. б. для изготовления белой бумаги заключается в удалении типографской краски; последняя состоит из краски (обычно сажи), смешанной с олифой или лаком. Лак разрушают путем омыления щелочью, а затем краску удаляют механич. обработкой и промывкой. Из реагентов для разрушения краски наиболее широко пользуются кальцинированной содой; в последнее время предложены и другие реагенты, как, например, раствор мыла. Б. б. доставляется на америк. фабрики тщательно рассортированным поставщиками; число торговых сортов насчитывается свыше 20. На выработку белых бумаг идет Б. б., не содержащий древесной массы, так как последняя при обработке щелочью темнеет.
Обычный порядок производственных операций, применяемых в Америке при переработке Б. б. на белые бумаги, следующий. Полученный на ф-ке Б. б. еще раз сортируется; при сортировке отделяют цветную бумагу, корешки и бумагу, содержащую древесную массу; для определения последней сортировщицы применяют сернокислый анилин, дающий с древесной массой желтое окрашивание, илифлороглюцин, дающий фиолетовокрасную окраску. При сортировке на столах средняя норма выработки сортировщицы равна 90 килограмм Б. б. в час. В последнее время в Америке получила распространение сортировка на транспортерных лентах, двигающихся со скоростью до 20 л в мин. На ленту шириной в 750 миллиметров одновременно подается Б. б. из 7 кип, на каждую кипу приходится по 2 сортировщицы; при такой системе одна работница отсортировывает ок. 140 килограмм Б. б. в час. После сортировки для освобождения от пыли Б. б. проходит последовательно через два отпылителя, сходных с теми, которые употребляются при обработке тряпь i
(сш.Тряпичная полумасса). На нек-рых ф-ках вместо первого отпылителя ставят измельчитель, разрывающий бумагу на куски величиной в 25—50 см“. Один из типов такого измельчителя изображен на фигуре 3. Валы Q служат для разрыхления и разрывания Б. б. и для подачи его к двум измельчающим
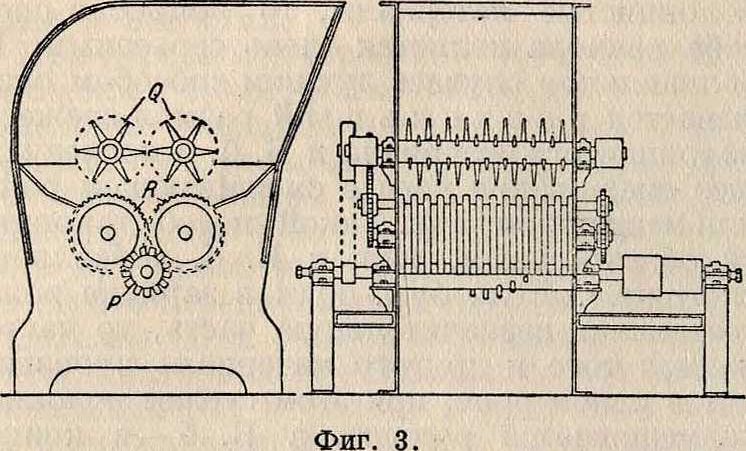
валам В, зубчатый вал Р служит для очистки валов от кусков застрявшего Б. б. Производительность такой машины составляет около 1,2 то книжного брака в час; затрата энергии 6—10 IP. После измельчения и отпыловки Б. б. подвергается варке.
Способов варки существует очень много. Самый старый способ — варка в открытых железных чанах. Чан имеет ложное дырчатое днище и в центре циркуляционную трубу, в которую снизу впускается пар. Обычная емкость одного чана составляет около 20 ж3. Варка производится с 5,5—7,5%-ным раствором кальцинированной соды; на 1 m Б. б. берется около 3,7 м3 щелока такой крепости. Варка слабоклееной бумаги длится в открытом чане в среднем 7 ч. Загрузка—ок. 2 ч. При окончании варки помощью особого приспособления ложное днище вместе с вареным Б. б. поднимается почти до верхнего уровня чана, щелок стекает обратно в чан и используется для последующих варок. Потеря соды достигает примерно 30% от взятого количества. Вареный Б. б. сгружается с ложного днища вручную вилами в вагонетки. Описанный способ сопряжен с большой затратой пара и тяжелой работой при разгрузке.
Более совершенным и более распространенным является способ варки во вращающихся закрытых котлах. Загрузка измельченного и отпиленного бум. брака в котел производится чаще всего транспортером через загрузочный люк; на каждый ж3 емкости котла вмещается от 140 до 190 килограмм Б. б. Количество щелока составляет примерно 3 ж3 на 1 m бумажн. брака. Варка производится прямым паром, подобно варке тряпья в шаровых котлах. Давление пара и продолжительность варки колеблются в очень широких пределах: варка—от 1 до 10 ч. и давление— от 1,6 до 4,5 atm. Затрата щелока— около 9—10% от веса загружаемого в котел Б. б. На фигуре 4 изображен цилин-дрич. котел емк. 36,5 ж3 (дл. 7,5 ж и диам.
2,5 ж) для загрузки 5—7 m Б. б. Котел В вращается со скоростью 1 оборота в 2,5 мин. при помощи шестеренной передачи G. Под котлом расположен приемный чан Р, куда автоматически выгружается вареный Б. б. после варки. При подаче вареного Б. б. в промывку волокнистая масса смывается из
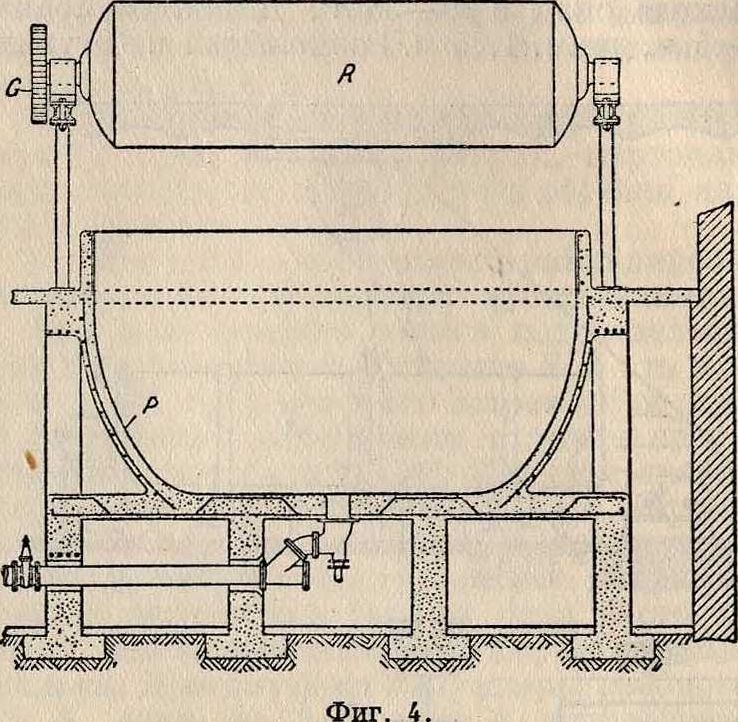
приемного чана в расположенный под ним цилиндр с мешй и из него перекачивается в промывные ролы.
В последнее время в Америке для варки и разделения Б. б. на волокна нашли применение более сложные аппараты. Один из них, предложенный Уайнстоком (Winestock), изображен на фигуре 5. Внутренняя труба А переходит в трубу В, в которой вращаются пропеллеры С и Cv делающие около 200 об/м.
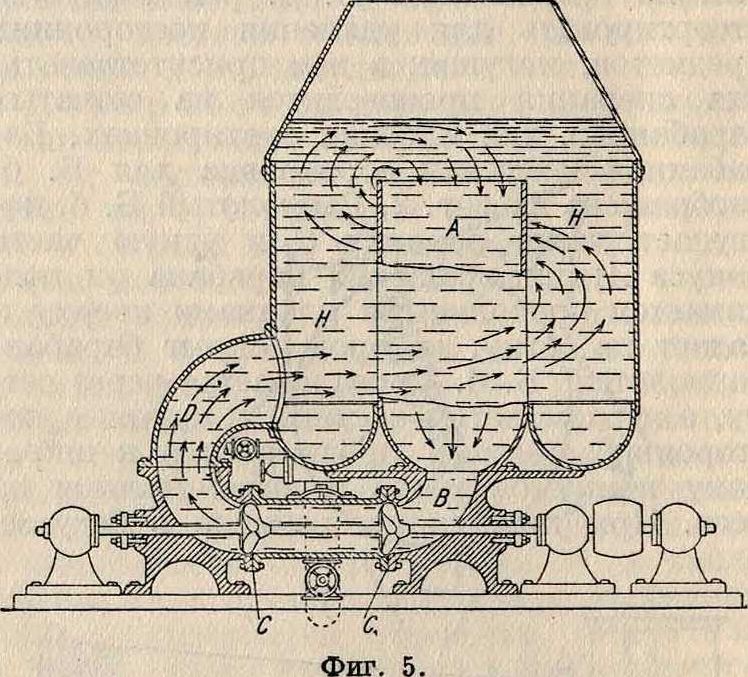
Пропеллеры засасывают волокнистую массу через D в пространство Н (движение материала показано стрелками). В аппарате т. о. создается постоянная энергичная циркуляция, благодаря которой Б. б. разбивается на волокна. Загрузка аппарата составляет 400 килограмм Б. б. Варка производится в течение 50 минут при густоте зарядки 5% и t° 70—80°. Щелок представляет собою 5%-ный раствор кальцинированной соды. Расход силы достигает 75 IP, расход пара — около
2,7 то на 1 m бумажного брака. Вареная бумажная масса выпускается далее в промывные аппараты.
Кроме трех описанных нами способов варки, в Америке применяется целый ряд других, более или менее сложных, например варка в закрытых ролах, варка в стационарных котлах с принудительной циркуляцией массы при помощи насосов и др.
Третьей операцией обработки Б. б. на америк. ф-ках является промывка, которая наиболее часто производится в промывных ролах. Применяется и непрерывный способ промывки, при котором установка состоит из метального чана с черпальным колесом, песочницы, центробежной сортировки и промывного аппарата, состоящего из трех барабанов, из которых каждый работает как сгуститель; сгущенная масса снимается скребком и поступает в чан следующего барабана и т. д. После промывки масса из бум. брака, предназначаемая для выработки белых бумаг, отбеливается хлорной известью. Расход хлорной извести для отбелки Б. б. не велик и составляет для средних сортов Б. б. не больше 2—3%. Концентрация белящего раствора обычно отвечает содержанию 60 г активного хлора на 1 л. Продолжительность отбелки в среднем 30—45 мин. После отбелки бумажный брак очищается на чистителях и нередко пропускается через песочницу. В результате всего цикла переработки бумажного брака потери достигают 30 и даже 40%.
Бумажная масса, полученная описанным способом из Б. б., находит применение в Америке для выработки многих сортов бумаги: печатной, писчей, книжной и др.,— словом, почти всех сортов бумаги, кроме самых высших, для которых требуется длинное волокно.
Лит.: Каули н Т., Переработка бумажного брака, пер. с англ. под. ред. и с дополн. А. А. Теснера, М., 1927; Strachan J., Recovery and Remanufacture ol Waste Paper, N. Y. И. Ковалевский.