 > Техника, страница 27 > Вагоностроение
> Техника, страница 27 > Вагоностроение
Вагоностроение
Вагоностроение, отрасль тяжелого машиностроения, занимающаяся производством ж.-д. и трамвайных вагонов пассажирского, товарного и специального типов. В зависимости от назначения вагонов (пассажирские, багажные, служебные, товарные, платформы, полувагоны,цистерны, изотермические и разные, специально приспособленные для перевозки крупного и мелкого скота, птицы, живой рыбы и прочие) В. подразделяется на пассажирское и товарное. К пассажирскому В. относится производство вагонов, предназначенных для перевозки пассажиров, а также вагонов-ресторанов, столовых, служебных, почтовых и багажных. Производство всех прочих вагонов относится к товарному В. Соответственно этому вагоностроительные заводы бывают собственно пассажирского В., собственно товарного В. и смешанного.
Условия производства пассажирских вагонов требуют высокой квалификации технич. персонала и рабочих, наличия хороших столярных (краснодеревных), обойных и малярных мастерских с полировочными и лакировочными отделами. Это производство предусматривает большое разнообразие типов изготовляемых вагонов при сравнительно неболып. количестве объектов одного типа. Оборудование, которое размещается по группам одноименных станков, должно быть таким, чтобы дать заводу возможность выполнения всех задач, возлагаемых на него при индивидуальном В. Соответственно этому рассчитываются площади
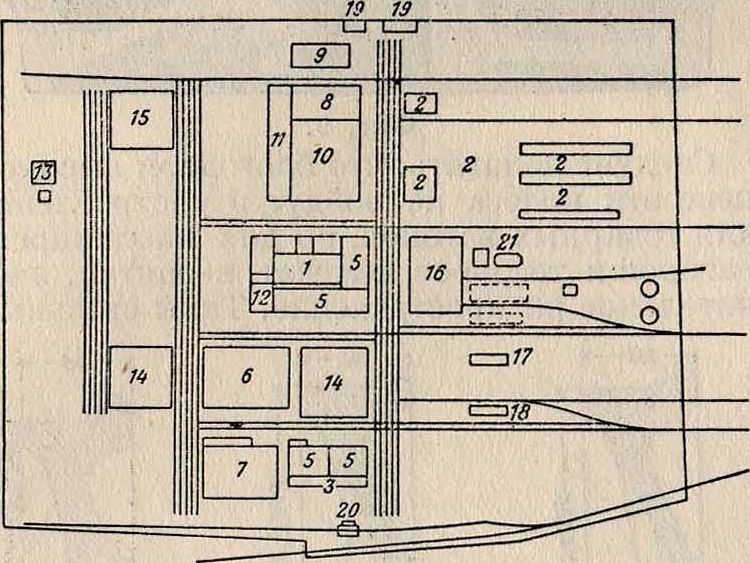
Фигура 1.
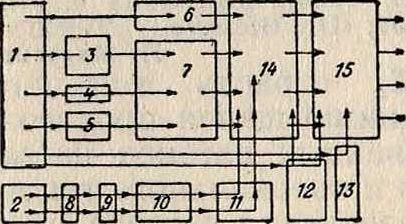
отдельных цехов. На фигуре 1 представлен (в масштабе) план Тверского вагоностроительного завода, производившего гл. обр. пассажирские вагоны, а на фигуре 2—общая схема рационального расположения цехов завода пассажирского В. На обеих этих фигура указаны: 1—склад материалов, 2— лесной склад, 3—чугуно- и меднолитейная, 4— сталелитейная, 5—кузница, 6—рамная, 7— механическая (7 а—колесная и тележная, 76—тормозная и упряжная,см. фигура 3),8—лесопилка, 9—сушилка, 10—деревообделочная,
11—столярная, 12—обойная, 13—заготовка красок, 14—сборочная, 15—малярно-лакировочная, 16—электрич. станция, 17—металл опробная,18— техническое бюро, 19—проходная контора, 20—вагонные весы, 21 —водокачка. Площади сборочных и малярных цехов определяются из расчета количества выпускаемых в год мягких и жестких пассажирских вагонов, принимая в среднем с одного места в сборочном цехе 4 мягких и 8 жестких вагонов, а в малярном—12 вагонов в год.
3-ды смешанного В. изготовляют как пассажирские, так и товарные вагоны. Строя часто повторяющиеся типы вагонов, они имеют возможность устанавливать для общих частей крупносерийное или даже
Фигура 2.
массовое производство, обходиться поэтому рабочей силой более низкой квалификации и иметь оборудование, приспособленное для производства значительного количества одних и тех же частей. Подготовительные цехи на этих заводах рассчитываются по принципам серийного и, в некоторых случаях, массового производства. Обрабатывающие цехи, сохраняя во многом характер цехов машиностроительных з-дов, для нек-рых частей имеют уже характерное серийное производство. Здесь оборудование частично располагается по группам одноименного обору дования, частично же по группам обработки отдельных деталей. Площади сборочно-малярных цехов определяются из расчета выпуска с одного места в год до 50 товарных или соответственного им типа вагонов. В товарном В. встречаются также некоторые виды специальных вагонов, требующих специальных приемов, но эти вагоны представляют в общей массе товарного парка сравнительно незначительное количество. Общая же масса товарного вагонного парка состоит из большого количества совершенно однотипных стандартных единиц—нормальные крытые вагоны, 20-тонные вагоны, большегрузные 50-тонные вагоны, нормальные платформы, нормальные и большегрузные цистерны. Кроме того все товарные вагоны имеют общие ходовые части—колесные пары, рессоры, буксы, подшипники, и общие ударные и специальные приборы—буфера, крюки, стяжки, тормоза и т. д. Наличие таких общих частей и приборов дает заводу возможность строить производство товарных вагонов на началах серийного и даже массового производства.
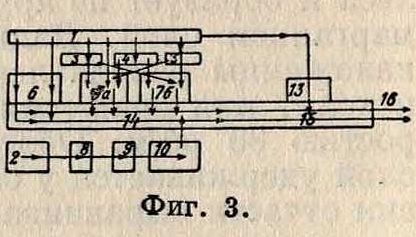
Заводы товарного В. обыкновенно приспосабливают к весьма ограниченному числу типов вагонов и строят в расчете на массовое производство и непрерывный поток сборки. Отдельные цехи рассчитываются в строгом соответствии между собой как по производительности, так и по взаимному расположению. Весь процесс сборки и окраски вагонов на та-кихзаводах состоит в прохождении ряда последовательно расположенных станций, благодаря чему сборочный и следующий за ним малярный цех занимают длинное, вытянутое здание, а весь завод располагается вдоль этих цехов. На фигуре 3 представлена общая схема завода товарного В. (обозначения те же, что и на фигуре 1 и 2). Площади сборочных и малярных цехов определяются в зависимости от принятого способа сборки и могут дать с одного места до 250 товарных вагонов в год.
3-ды товарного В. типов крупносерийного и массового производств отличаются от первых двух типов з-дов, представляющих собой обыкновенные машиностроительные з-ды, характером организации, методами работы и оборудованием. Хотя ежегодная потребность в вагонах одного типа в лучшем случае достигает 1—2 десятков тысяч, что не дает возможности установить для всех процессов принципы чисто массового производства,— все же изготовление отдельных частей и даже целых аггрегатов их возможно на началах непрерывного массового потока. Применение при работе приспособлений, специальных инструментов и шаблонов встречается очень часто, хотя автоматич. работа применяется лишь в редких случаях. Оборудование на этих з-дах более совершенное, чем на з-дах первых двух типов. Особо значительные изменения введены в производство колесных пар: в то время как ранее в течение 8-час. рабочего дня один станок давал 3—4 колесных пары,
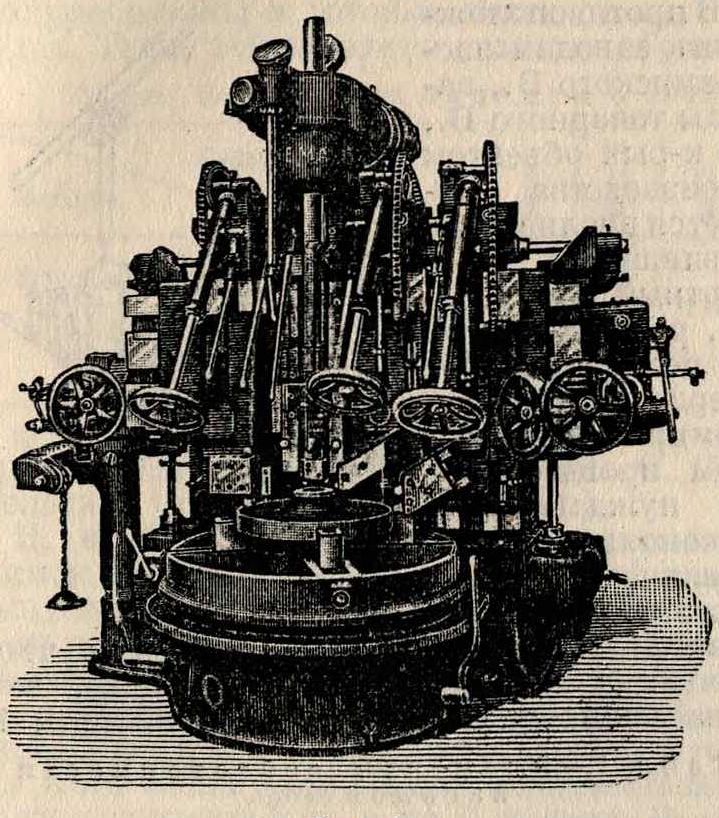
3—4 бандажа и 2—3 колесных центра, новейшие образцы этих станков дают возможность получить за тот же промежуток времени до 16 колесных пар, до 16 бандажей и до 10 колесных центров; усовершенствованные многошпиндельные сверлильные
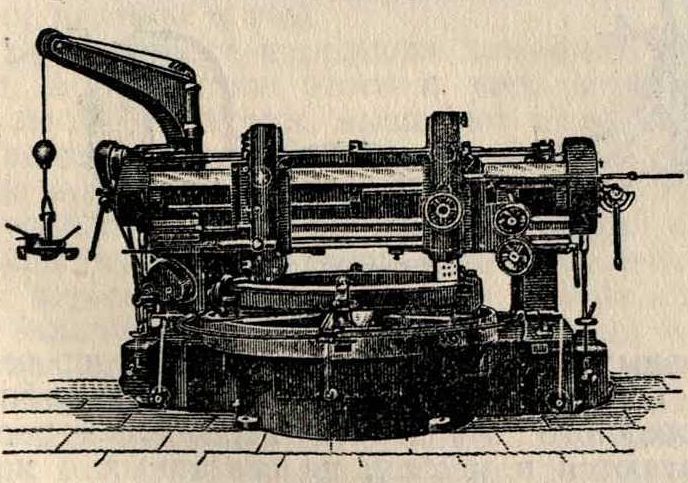
Фигура 4.
станки дают возможность обрабатывать сразу целую деталь; вся подача частей к станку и даже установка их производятся помощью электромоторов и требуют очень мало времени. Наиболее характерные токарные станки, приспособленные для производства вагонных частей, указаны на фигуре 4 (станок для обточки колесных пар) и фигура 5 (карусельный станок для обточки дисковых колес и бандажей).
Сборка вагонных рам и кузовов производится в виде последовательного ряда операций и бывает или подвижной (типа конвейерной), йа подвижных тележках (болванах), или неподвижной, на стационарных установках (неподвижных болванах). Операции на болванах и число болванов рассчитываются в зависимости от количества
Фигура 5.
выпускаемых в день или в смену вагонов, то есть в зависимости от величины К, которой определяется и ритм работы каждой станции при подвижной сборке. В этом случае число станций=-ψ-, где Т—продолжительность работы смены в мин. (при 8-час. рабочем дне Г=480 мин.), t— продолжитель ность всех операций сборки в минутах, К— число выпускаемых вагонов. Ритм работы т в данном случае будет ·=. Если это отноше-
ние слишком мало, а, следовательно, число станций слишком велико, предпочитают при сборке рам и кузовов вагонов вести работы параллельно, секциями, выпуская эти части одновременно со всех секций,— тогда число станций определится из ф-лы К ‘t
п=jrg, где S—число параллельных секций.
При сборке на неподвижных болванах количество занятых при одном болване рабочих должен быть таково, чтобы операции, отнесенные к одной стационарной установке, укладывались или в один рабочий день или в число часов, кратное от числа часов рабочего дня. Число болванов определяется по той же формуле и=-^, где t и Т измеряются часами рабочего дня. Если, например, операции рассчитываются так, чтобы уложиться в ,один рабочий день, то число болванов равно числу вагонов, выпускаемых в одну смену.
Так как жел.-дор. хозяйство С.-А.С.Ш. по своему характеру близко к хозяйству СССР, а вагоностроение достигло там такой высоты, до какой оно не дошло еще ни в одной из стран Европы, то следует отметить наиболее отличит, черты постановки производства товарных вагонов на з-дах Америки, где масштаб этого производства (в день-70—80 вагонов, в год—до 20 000) дает возможность вести его в порядке производства
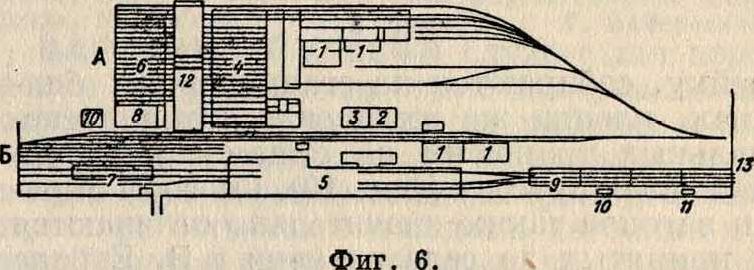
массового. На фигуре 6 представлен в масштабе план типового америк. вагоностроительного завода и указаны: А — пассажирское отделение, Б—товарное отделение, 1—склад материалов, 2—кузница, 3—механическая,
4—сборочная пассажирских вагонов, 5—сборочная товарных вагонов, 6—отделочная пассажирских вагонов, 7—клепальная,
8—лакировочная, 9—малярная для товарных вагонов, 10—заготовка красок, 11—· компрессорная и тормозная, 12—тележки для перевозки пассажирских вагонов, 13— выход товарных вагонов. Производство полуфабрикатов мало чем отличается от нормального производства таких частей, но приемы сборки рам и кузовов носят особый характер, причем применяются специальные станки и приспособления. При изготовлении рам и кузовов там, как правило, применяется не сверловка, а проколка дыр с последующей рассверловкой при сборке. Для получения вполне точной проколки дыр без предварительной разметки употребляются специальные многошпиндельные станки с разметочными столами (фигура 7), работающие почти автоматически при помощи электрического привода. Подготовленные так. обр. части поступают в сборку и последовательно
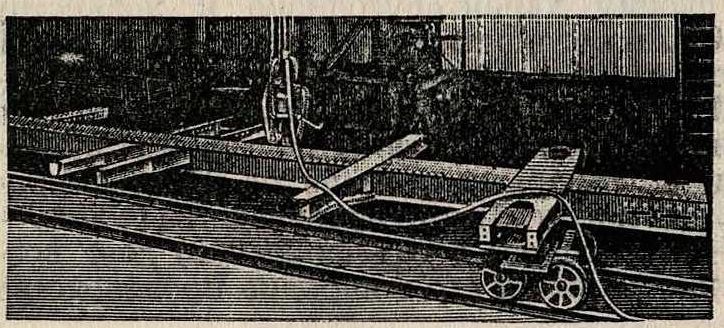
проходят на подвижных тележках ряд станций, снабженных особыми приспособлениями и машинами, подвешенными на специальных козлах соответственно характеру
Фигура 7.
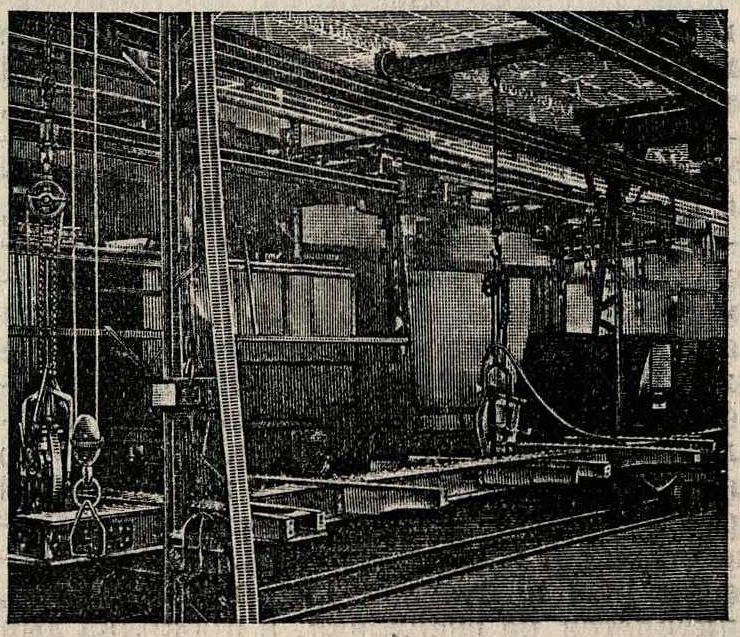
работ. На фигуре 8 представлена сборка поперечных и шкворневых балок, а на фигуре 9— клепка рамы подвесными прессами. Те части вагонов (боковые и торцевые рамы кузова), которые допускают стационарную
Фигура 9.
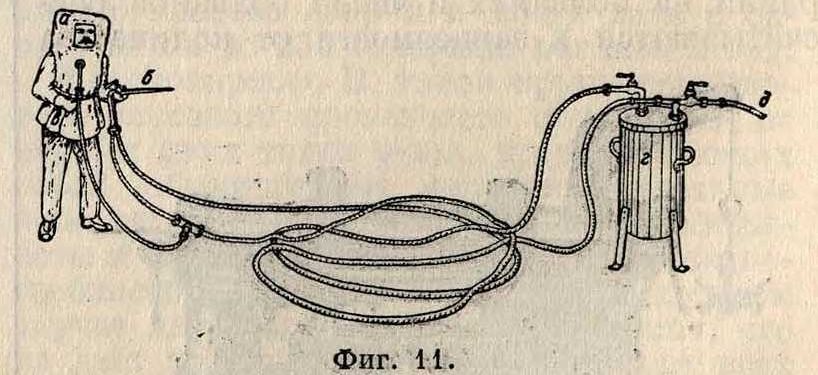
чередуются помещения для окраски и сушки. Пройдя через ряд таких операций, вагон выходит совершенно готовым, окрашенным в один цвет, причем на нем нанесены необходимые знаки и надписи. Сама окраска производится специальными приборами,
Фигура 8.
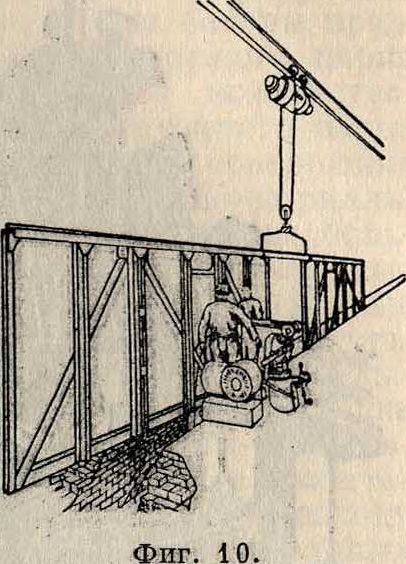
клейку, собираются на стационарных болванах, клепка же их производится в специальных траншеях на стационарных заклепочных прессах (фигура 10). Способы окраски вагонов также значительно отличаются от принятых до сего времени в 3. Европе и в СССР. Малярные мастерские там представляют собой длинные здания, в которых распыляющими краску и обрызгивающими вагон. На фигуре 11 показано приспособление для окраски распылителем: а—брезентовый чехол, б—распылитель, в—кран для регулирования притока воздуха в чехол, г — сосуд для краски, д—сжатый воздух.
В противоположность заводам пассажирского В., заводы товарного В., на которых объектом производства является вполне установившийся стандартный тип вагона, разработанный во всех деталях с твердо установленным производственным процессом, — не нуждаются в высококвал и фи ци-рованном рабочем составе. Удельное значение рабочей силы в стоимости производства товарных вагонов меньше, чем в пассажирских, как видно из таблицы 1.
Таблица 1.— Элементы себестоимости вагонов (в %).
| Расходы | Вагоны спальн. и рестораны Межд. об-ва | Жесткий i пассажирский вагон | Норм.тов. вагон | Норм, цистерна | 50-т вагон |
| Матерпалов. | 60 | 50 | 73 | 68 | 75 |
| Рабочей силы | 20 | 26 | 10 | 16 | 7 |
| Цеховые. | 14 | 16 | 8 | 11 | 12 |
| Общезаводск. | 6 | 8 | 4 | 5 | 6 |
| Всего. | 100 | 100 | 100 | 100 | 100 |
Соответственно характеру производства располагаются и самые вагоностроит. з-ды. 3-ды пассажирского В. и специального типа, наиболее трудоемкие и потому требующие сравнительно незначительного количества
основных материалов (металлов и дерева) при большом количестве высококвалифицированного заводского персонала,—располагаются в местах, не связанных с местами производства основных материалов, но имеющих в достаточном количестве высокой квалификации рабочую силу и технический персонал, то есть вблизи крупных промышленных центров и больших городов. 3-ды же массового производства, потребляющие большое количество металлических и лесных материалов, с низкоквалифицированным рабочим составом, расподадаадтся возле самих источников этих материалов и на удобных путях сообщения (железные дороги и сплавные реки).
Помимо перечисленных типов з-дов часто встречаются заводы неполные, имеющие гл. образ, сборочные мастерские и получающие полуфабрикаты и готовые части от других з-дов. Такие з-ды имеются главным образом в странах с развитой, дифференцированной промышленностью (Германия, С.-А. С. Ш., Бельгия, отчасти Франция и др.).
В. в России можно считать установившимся с 1863 года, когда Коломенский завод выпустил свой первый товарный вагон. К началу текущего столетия в России было 15 вагоностроительных заводов с общей возможной производительностью до 35 000 товарных и 1 500 пассажирских вагонов в год. Из этого числа было 8 з-дов исключительно вагоностроительных, а на 7 заводах В. переплеталось с другими производствами, составляя в большинстве лишь 10—20% всей продукции завода и только на одном из них— 73%. Заводы работали очень неровно и были загружены с 1908 г. по 1914 г. в среднем на 50% (смотрите табл. 2).
Революция и последовавшая за ней гражданская война вывели из строя часть заводов, а само В. в первые годы революции и гражданской войны постепенно замирало и в 1919 году сошло нанет. Оживление В., началось лишь с 1924 г. В настоящее время 10 вагоностроительных з-дов., восстановленных после революции, объединены в 4 трестах; кроме того, в трест Югосталь включен новый Днепровский завод; последний начал работать после революции, и его предположено значительно расширить, приспособив к выпуску 5 000 большегрузных 50-тонных вагонов в год.
Бурный рост народного хозяйства страны, а вследствие этого и рост перевозок за последнее время, вызывают потребность в вагонах большой подъемной силы. Старые вагоностроит. з-ды без коренных переустройств не м. б. приспособлены для производства таких вагонов, почему намечаются: перестройка и расширение еще не вполне законченного Днепровского завода, переустройство Брянского вагоностроит. завода, дающего возможность иметь благодаря свободным зданиям, при сравнительно небольших затратах, большой эффект по выпуску (до 6 000 вагонов в год), и, наконец, постройка нового вагоностроит. завода в Н. Тагиле, на Урале, с производством до 5 000 вагонов в год. Сосредоточение всего вагоностроит. дела в руках государства дает возможность планировать все производство и специализировать заводы, прекращая производство вагонов там, где оно не у места и невыгодно. Т. о. намечается следующая спе циализация з-дов: 1) заводы пассажирского В. — Мытищинский, Тверской, Коломенский, им. Егорова (б. Речкина); 2) заводы нормальных и специальных товарных вагонов— Радицкий, Усть-Катавский, Сормовский; 3) з-ды для большегрузных вагонов — Брянский, Днепровский, Н.-Тагильский и Николаевский (последний специально для большегрузных цистерн). На Путиловском заводе постройку вагонов предположено ликвидировать. Все три новых или переоборудуемых завода для большегрузного В. намечаются к постройке на основах крупносерийного и массового производств. При этом на разных з-дах применяются при проектировании разные принципы: Брянский завод строит свое производство на основах постанционной неподвижной сборки на неподвижных болванах; Н.-Тагильский — частично (рамы) на конвейерной сборке, а частично (вагоны) на постанционной сборке на путях сборной мастерской; Днепровский з-д применяет америк. методы постанционной последовательной передвижной сборки и методы окраски, также взятые из Америки.
О постройке трамвайных вагонов — см. Вагоны трамвайные.
Лит.: American Railway Association, Car Builders’ Cyclopedia of American Practice, N. Y., 1915; Weiss E., WageuwerkstStten, Die Eisenbahntechnik d. (tegen-wart, В. 1,2 Abschn., B., 1916; BehnkeF, Eisen-bahnwagenbau, Lpz., 1922; Leyatel R., La fabrication des wagons des chemins de fer, «La Nature», P., 1918, D6c., p. 206 — 208; «Railway Mechanical Engineer», New York. Г. Бойчевский.