 > Техника, страница 27 > Вальцерезный станон
> Техника, страница 27 > Вальцерезный станон
Вальцерезный станон
Вальцерезный станон, станок токарного типа, для нарезки рифлей на вальцах мукомольных вальцевых станков. Рифли изнашиваются более или менее быстро, в зависимости от качества зеркального чугуна, из которого вальцы приготовлены, закалки их наружной поверхности, большей или меньшей форсировки работы на вальцах и от качества перерабатываемого зерна. Так как рифли на вальцах должны иметь некоторый уклон по отношению к образующей валка, неодинаковый для различных моментов дранного процесса, то для получения этого уклона В. с. должен сообщать нарезаемому валку два движения: 1) поступательное— в направлении оси валка и
2) вращательное — вокруг его оси. От угла,
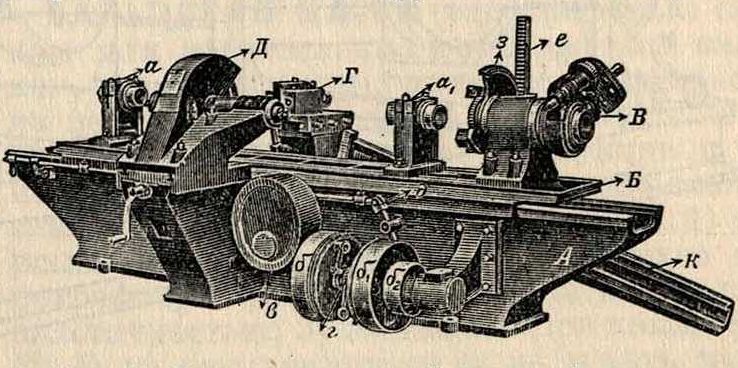
Фигура 1. Вальцерезно-шлифовалышй станок. на который валок поворачивается за время одного прохода резца по поверхности валка, зависит больший или меньший уклон рифлей. Очень часто конструируются комбинированные станки для нарезки рифленых и шлифовки гладких вальцов. На фигуре 1 представлен вальцерезно-шлифовальный станок одной из наиболее совершенных конструкций. Станок состоит из солидной чугунной станины А, на которой расположена платформа В, имеющая 2 подшипника: а и а,; в эти подшипники закладывается своими концами валок. Платформа Б получает поступательное движение вдоль оси станины посредством зубчатой рейки, укрепленной на
*11
ней снизу, и сцепляющейся с ней шестерни, приводимой в движение червячной передачей в Последняя получает движение от шкивов б, б i и б2, причем шкив б служит для холостого хода, шкив б,—для рабочего хода во время нарезки и шкив б2 (от особого ремня)—для рабочего хода при шлифовке. В конце каждого хода платформы тот или иной шкив включается муфтой г посредством передаточного механизма д. Су-порт Г с резцом и супорт Д с шлифовальным наждачным кругом укреплены на особых солидных стойках. Для поворачивания валка на нек-рый угол с целью придания рифлям уклона к его образующей служит кулиса к, левый конец которой м. б. перестановлен и укреплен в особой прорези;посредине кулиса вращается на шарнире и так. обр. может быть установлена под любым углом, соответствующим углу наклона рифлей. Платформа Б в нижней своей части имеет ползун, сквозь который проходит кулиса и к-рый соединен с зубчатой рейкой е, сцепляющейся с зубчатым сектором з. При движении платформы ползун, поднимаясь по кулисе, выдвигает зубчатую рейку, а следовательно, и поворачивает зубчатый сектор тем больше, чем больше угол наклона кулисы. Для поворачивания обрабатываемого валка после нарезки каждого рифля на нек-рый угол, достаточный для того, чтобы резец стал на поверхности валка в положение, соответствующее следующему рифлю, то есть для получения заданного числа рифлей, служит делительная головка В.
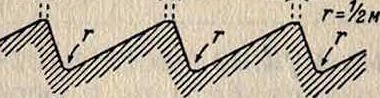
Ую-Угонн Ую-Угонн Уто-Уеом дующие условия: 1) валок должен быть расположен строго параллельно оси станка; 2) при возобновлении рифлей валок должен быть отшлифован для выравнивания неравномерно сработавшихся нарезок; 3) мелкие рифли м. б. нарезаны одним проходом резца, для получения же более глубоких рифлей необходимо пройти каждый рифель резцом 2—3 раза; 4) резец должен быть изготовлен из алмазной стали по спе- циальному шаблону, иметь угол резания для мелких рифлей не более 75° и для крупных не более 80° и должен быть закален в воде, подкисленной соляной к-той (НС1). Форма резца зависит от расположения углов резания рифлей по отношению к продукту и от формы рифлей, которая меняется в зависимости от назначения вальцов. На фигуре 2 дана форма типичного рифля.
Лит.: Taschenbuch des Miillers, 8 Ausg., Braunschweig, 1927. В. Прокофьев.
Фигура 2.