 > Техника, страница 27 > Вальцетокарные станки
> Техника, страница 27 > Вальцетокарные станки
Вальцетокарные станки
Вальцетокарные станки, специально для обточки прокатных вв, отличаются особенной массивностью и устойчивостью, в виду исключительной трудности обработки вв режущим инструментом. В. с. строились прежде без продольного и поперечного самохода. Конструкция такого станка, встречающаяся еще довольно часто в настоящее время, представлена на фигуре 1, где а—передняя бабка с зубчатым перебором для привода от ремня, б—стойки
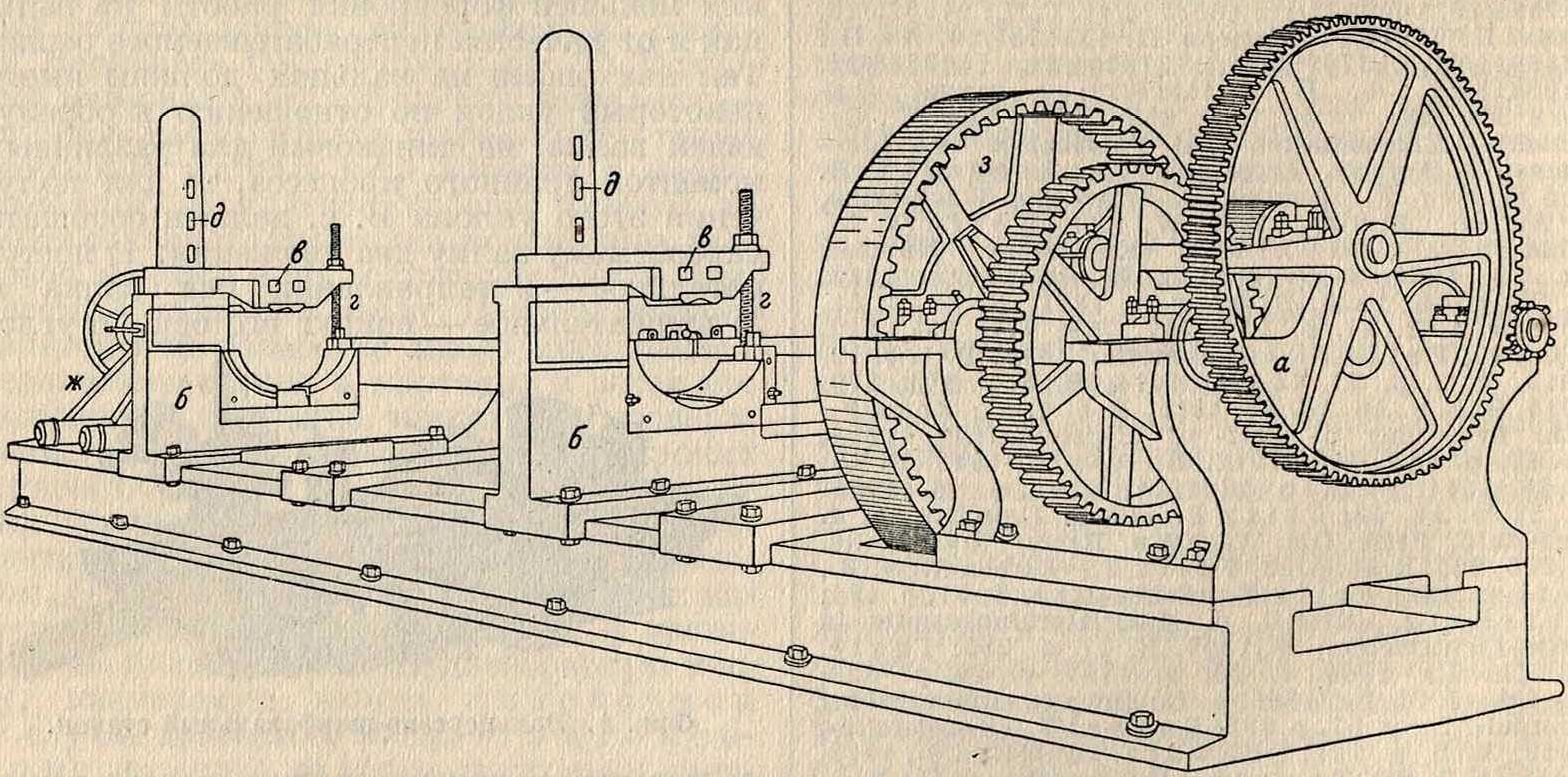
Фигура 1.
Станок при нарезке валка потребляет от 0,5 до 1 IP, при шлифовке—от 3 до 5 IP. При нарезке рифлей привод для движущейся платформы делает 70 об/м. при рабочем ходе и 450 об/м. при холостом ходе. При шлифовке наждачный круг делает 1000 об/м., а валок—40 об/м. Производительность станка зависит непосредственно от числа и глубины рифлей и от изношенности валка при шлифовке; в среднем нарезка валка продолжается 16—17 часов.
Для правильного и продуктивного нарезания рифлей необходимо выполнить еле-
(люнеты) с подшипниками для шеек обтачиваемых вв, в—крышки с небольшой ци-линдрическ. выемкой в середине, служащие верхними половинками вкладышей, г и ό— винты и отверстия для установки крышек на надлежащей высоте, ж—задняя бабка, з—планшайба; к стойкам б прикреплена массивная отливка прямоугольного сечения, расположенная вдоль станка с передней стороны и представляющая собой как бы подручник для токарных резцов (е—на фигура 2). К планшайбе з привернута коробка (не показанная на чертеже) с гнездом, в которое входит конец короткого шпинделя с канавка-ми по длине или крестообразного сечения. По этому шпинделю скользит массивная обойма, захватывающая канавки на шейке обтачиваемого валка (треф) и таким образом приводящая последний во вращение. Благодаря такому устройству не совсем точная установка валка по отношению к шпинделю не отражается на правильности его вращения. При проточке канавок валки вращаются во вкладышах, установлен. в стойках б, для обточки же шеек валки устанавливаются в центрах при помощи задней бабки. Для различных размеров шеек имеется набор соответствующих вкладышей. Проточка канавок производится сперва начерно обыкновенными резцами и затем начисто фасонными резцами, изготовляемыми из углеродистой стали с содержанием углерода 1,5%, причем резцы лучше всего закаливать в соленой воде, чтобы придать им возможно ббльшую твердость.
Для обточки цилиндрич. поверхностей в Америке применяют резцы, представляющие стальную полосу крестообразного сечения (фигура 2, к) и различной длины в зависимости от длины обтачиваемой шейки (до 200 миллиметров)-, каждый угол ее является режущим ребром. Способ установки резцов показан на фигуре 2, где е—упомянутый при описании станка, подручник, снабженный Т-образной канавкой в своей передней части и L-образной в задней; в стойке л, установленной в задней канавке, вращается винт м, прижимающий резец к к обтачиваемому валку О при помощи «толкателя» п. Последний проходит через хомут м, установленный в передней канавке, и вместе с планкой р и клином с служит для прижимания толкателя к подручнику. Резец к помещается непосредственно на подручнике и закрепляется с боков в случае надобности при помощи упорных кулачков, привернутых к тому же подручнику. В отличие от обычных токарных станков резцы в данном случае устанавливаются несколько ниже центра обтачиваемого предмета. Установленный так. образ, резец продвигается к обтачиваемому валку при помощи нажимного винта до тех пор, пока он не будет резать по всей своей длине. Если по проверке окажется, что обточка происходит не по цилиндру, то отвинчивают слегка нажимной винт и и поправляют положение резца, ударяя молотком по углам т толкателя.
Современный тип В. с. представлен на фигуре 3. Станок приводится в движение непосредственно от электромотора, соединенного с закрытой со всех сторон коробкой скоростей эластичной муфтой. В крышке передней бабки устроен лубрикатор, подающий смазочное масло ко всем движущимся частям станка. Помимо описанного выше приспособления для захвата трефов, для обеих бабок предусмотрена планшайба для зажима прибылей литых вв (для обточки начерно). Станок снабжен двумя супорта-ми с продольным и поперечным самоходами. При выключении продольного самохода су-порты легко передвигаются вручную (независимо друг от друга) при помощи шестерни и продольной рейки. Супорты снабжены солидными опорами для резцов, применяемыми при отрезании прибылей и при проточке глубоких канавок. В станине имеется несколько параллельных продольных канавок для установки супортов на разных расстояниях от центровой линии в зависимости от обтачиваемого валка. Задняя бабка легко переставляется по станине вручную; для того, чтобы она не могла подаваться назад во время работы, ее снабжают собачкой, зацепляющейся за соответствующую рейку в станине. Подобного рода станки строят с высотой центров от 350 до 800 миллиметров и длиной между центрами от 2,5 до 7,5 .и. Наименьшие станки делают примерно от 0,5 до 10 об/м., потребляя около 15 ЕР, наибольшие—от 0,3 до 5 об/м., потребляя около 50 ЬР. в Пальи.