 > Техника, страница 27 > Вальцовая масса
> Техника, страница 27 > Вальцовая масса
Вальцовая масса
Вальцовая масса (типографская) служит для изготовления типографских валиков, предназначенных для нанесения краски на печатную форму. От В. м. в значительной степени зависит качество продукции в типографском деле. К В. м. предъявляются следующие требования: она должна 1) хорошо принимать крепкую и среднюю типографскую краску; 2) обладать большой эластичностью; 3) застывать при комнатной t°; 4) не расплавляться и не терять своих свойств на быстрых оборотах машины и при <°до40—50°; 5) не твердеть и не крошиться;
6) не пачкать печатной формы; 7) задерживать краску насвоей поверхности и не давать ей расплываться глубже 1—2 миллиметров·, 8) при частой переливке долго сохранять свои свойства; 9) хорошо принимать и сохранять форму, получаемую при отливке. Эластичность массы проверяется пробой, обычно вручную: чем больше она сопротивляется разрыву, тем качество лучше; другая практическая проба: масса не должна ломаться в слегка смоченном месте перегиба.
Основные материалы для изготовления В. м.: 1) рыбий клей или желатин хорошего качества, от которых зависит эластичность
Фигура з.
В. м.; 2) глицерин полубелый или бледносоломенного цвета, уд. в 1,260, без примеси солей и извести; от него зависит крепость В. м.; 3) патока из зерновых продуктов или сахарная; 4) венецианский терпентин. Рецептов для составления вальцовой массы много. Лучшей массою считается английская. Составы В, м. показаны в таблице 1 и 2.
Таблица 1. — Составы английской массы в весовых частях.
| Сорта массы | Клей или желатин | Глицерин | Патока зерновая | Венециан. терпентин |
| Летняя (крепкая). | 12 | 6 | 6 | V. |
| 12 | 8 | 8 | » | |
| Зимняя (слабая). | 12 | 10 | 10 | » |
| В есенняя и осенняя | 12 | 12 | 12 | » |
| (полукрепкая). | 12 | 14 | 14 | » |
Таблица 2.— Составы В. м. немецкого изготовления в весовых частях.
| Сорта массы | Желатин или клей | Глицерин | Патока сахарная |
| Летняя. | 8 | 8 | 8 |
| Зимняя. | 8 | 12 | 12 |
| Обычная. | 14 | 16 | 6 |
Для получения белой В. м., в типографском деле редко употребляемой, к ней прибавляют цинковые белила высшего качества; последние придают массе твердость. Кроме основной имеется на рынке добавочная В. м. специально для добавления к старой при переливке валиков. Как основная В. м., так и добавочная выпускаются под различными названиями и для разного назначения: для газетного и книжного ротационного печатания, для плоских машин ит.п., обычно—кирпичиками в 5x5x3 сантиметров и больших размеров. За последнее время в Америке появилась особая патентованная вальцовая масса, состав которой пока неизвестен. В Европе патент принадлежит фирме MAN (Аугсбург), которая распространяет эту массу под названием «валики Идеал». Масса эта отличается большой эластичностью при значительной плотности. Вследствие этих и нек-рых других свойств, по указанию фирмы, масса пригодна не только для быстроходных ротационных машин, но также и для литографского печатания (взамен кожаных валиков) и офсетного.
Процесс производства В. м. Рыбий клей или желатин предварительно следует размочить в дождевой или дистиллированной воде, продержав в ней не менее 12 час., для того, чтобы они поглотили воды до 30% своего веса. Глицерин и патоку подогревают в отдельном котле до 75—90°, тщательно размешивая для получения однородной массы. Образующуюся во время варки на поверхности белую пену следует осторожно снимать. Затем постепенно в ко тел добавляют размоченные клей или желатин. Когда все компоненты образуют однородную массу, добавляют венецианский терпентин. Особое внимание следует обратить на то, чтобы вальцовая масса не приго рела, т. к. в этом случае масса теряет все свои ценные свойства. Рекомендуется нагревать массу в двойном котле паром и следить, чтобы t° не поднималась выше 90°. После прибавления скипидара массе около 10 минут дают остывать и затем пропускают через три волосяных сита (трех разных мешей) в формы, если она готовится для хранения, или в валиковые формы, если ее готовят для непосредственного употребления в дело. В рационально поставленных предприятиях перед разливкой в формы из расплавленной вальцовой массы в вакуум-аппаратах отсасывается излишек влаги, чем достигается большая плотность и эластичность вальцовой массы — непременные свойства для В. м. хорошего качества.
Применение В. м. Полиграфические предприятия обычно приобретают готовую В. м., подбирая ее сорта в зависимости от назначения, характера печатных работ, времени года (летом—более крепкую, зимой—· слабую) и типа машин (ротационные, плоские, американки). Отливку валиков некоторые предприятия сдают в специальные мастерские; однако многие типографии производят эту работу у себя.
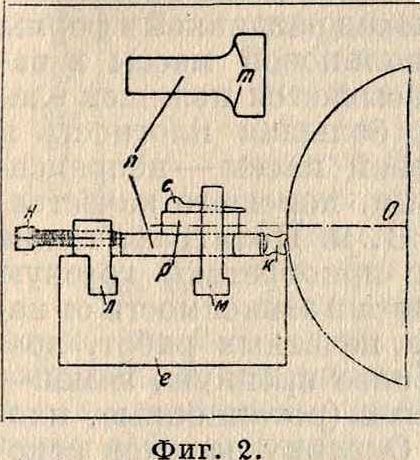
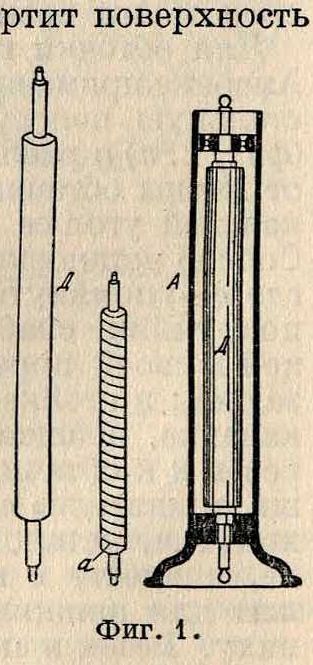
Процесс отливки. В. м. разрезают на мелкие кусочки и постепенно, небольшими партиями, кладут в варочный котел, обычно емкостью 50 килограмм, нагреваемый паром или горячей водой. По истечении 40—50 метров при t° в 50—60° масса становится достаточно текучей, и ее следует тотчас же разливать в формы (гильзы). Перегрев массы лишает ее необходимой эластичности и вызывает при отливке образование пузырей. Форма (гильза) чугунная (медная для американок), состоит из целой отливки (фигура 1, А) и редко, лишь для устаревших машин, из двух половинок (фигура 2). Предварительно внутренние стенки формы прочищают, насухо протирают и всю поверхность тщательно смазывают каким-либо жиром, тонким и равномерным слоем (обильная смазка по отлитого валика, при недостаточной же смазке масса отрывается во время извлечения из формы). Затем в форму устанавливают валик (фигура 1, Д), центрируя его крестовиной (фигура2, е); при этом заливаемая часть тела валика должна быть предварительно защищена от ржавчины (только не керосином-) и грязи и обмотана бечевкой (фигура 1, а), которая хорошо держит массу.После установки валика и тщательного скрепления обеих половин формы (во избежание образования шва,если форма составная) форму нагревают до t°, немного ниже нагретой В. м. (медные формы значительно слабее), и заливают массой через воронку (фигура 2, б). Этот способ отливки валика имеет, однако, много недостатков: получается рыхлый верхний слой массы, часто образуются пузыри (например, если нагретую массу быстро вливают в форму или перегревают форму);
кроме того, масса неоднородна и ее поверхность недостаточно гладка. В результате такие валики на машине расходуют лишнюю краску, плохо кроют печатную форму (расплываются) и быстро портятся.
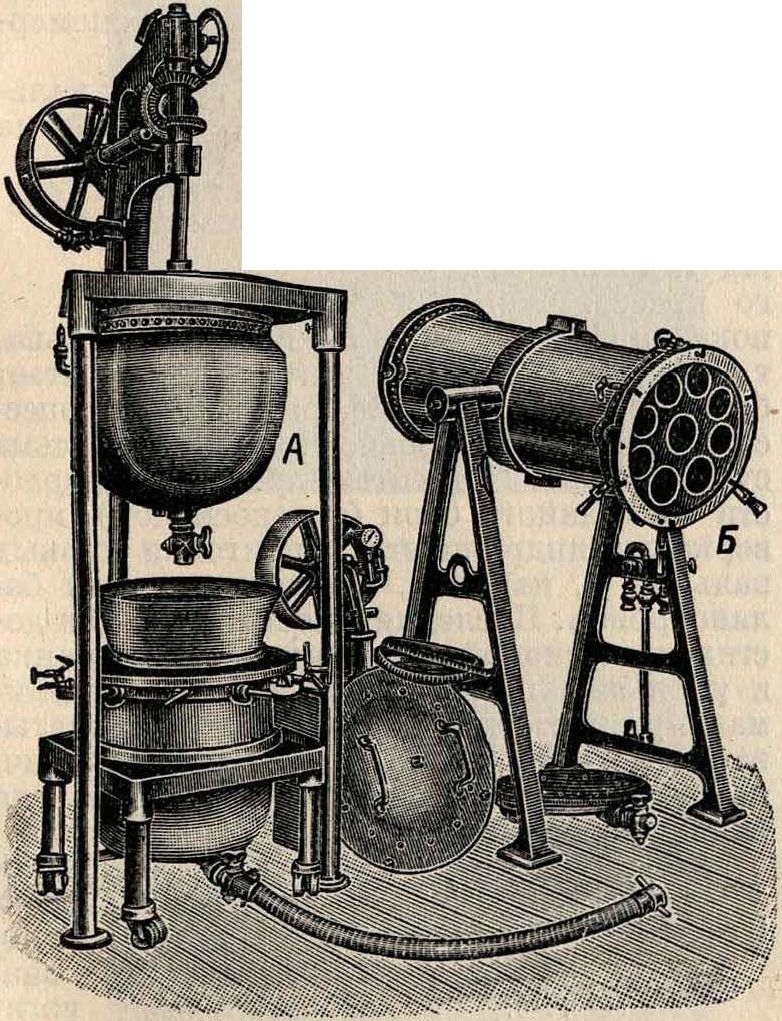
Во избежание указанных недостатков предпочитают другой способ отливки валиков— под давлением (фигура 3). В закрытом котле А, обогреваемом паром,растапливают массу, как и в первом случае, затем массу под легким давлением пропускают в гильзу снизу. При этом получается валик правильной и гладкой формы, однородной плотности, без пузырей. После отливки валики оставляют в форме на 2 — 4 часа, а затем вынимают из формы и выдерживают до употребления в дело несколько дней. Вместо отдельных гильз в более крупных предприятиях устанавливают т. н. митральезы (фигура 3, Б). Внутри митральезы имеются полые цилиндры, размеры которых соответствуют всем типам валиков данного предприятия. Установка шпинделя валика производится таким же способом, как и в обычных гильзах. Преимущества: отливка партиями, вальцовая масса меньше подвергается нагреву, что сохраняет ее качества.
Фигура 2.
Фигура з.
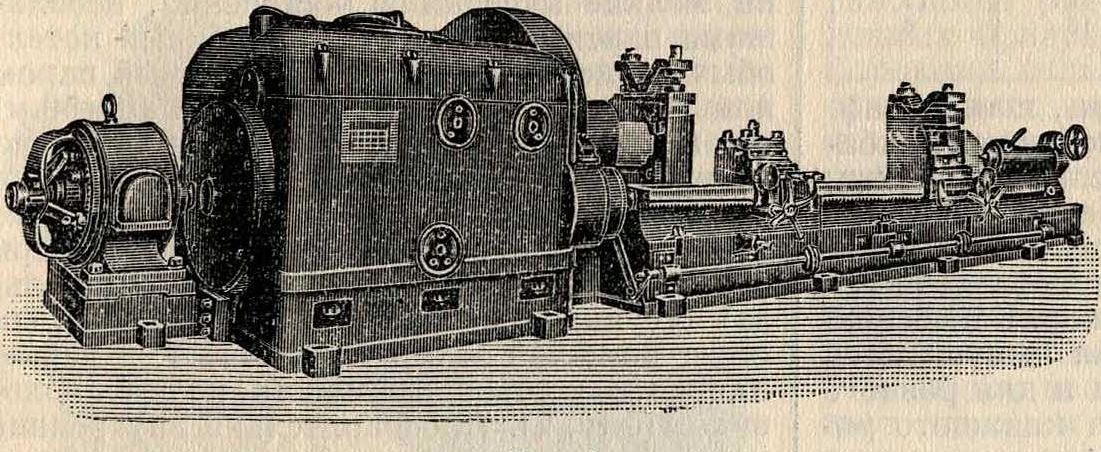
После некоторой работы валики приходят в негодность, В. м. пропитывается краской, твердеет и крошится (валики для черной краски медленно сохнут); если за валиками внимательно следить, то при нормальной работе хорошие валики могут служить до 1 года, а для быстросохнущих красок, цветных,—значительно меньше. Для переливки старых валиков снимают на токарном станке специальной конструкции верхний слой массы в 1—2 миллиметров, пропитанный краской, оставшуюся массу разрезают на мелкие ку ски и пускают в переварку, предварительно удалив отдельные пропитанные краской куски из массы ниже снятого слоя. Можно работу произвести и без станка: сначала следует промыть валик керосином или скипидаром, затем зеленым мылом и тщательно протереть сукном, после чего острым ножом или скребком (фигура 4) соскоблить весь пропи-тайный краской загрязненный слой. Бывшую в Фигура 4.
употреблении растопленную В. м., как и новую, следует профильтровать и к первой добавить свежей массы, предпочтительно однородн. композиции. При тщательной предварительной очистке В. м. поддается пятикратной переливке; фактически, на практике, В. м. переливается и значительно большее число раз.
Лит.: Mugrauer J., Die Buchdruckwalzen, Wien, 1924. А. Вейс.