 > Техника, страница 29 > Вигоневое прядение
> Техника, страница 29 > Вигоневое прядение
Вигоневое прядение
Вигоневое прядение имеет целью выработку вигоневой, а также и угарной пряжи для одежных тканей и вязально-трикотажных изделий. Вигоневой пряжей ранее называли пряжу из шерсти особого вида лам «викунья» (Auchenia Vicugna), живущих в Кордильерах. В последнее время эту пряжу начали имитировать, вырабатывая ее из чистого хлопка (окрашенного) с добавлением шерсти, а чаще—шерстяных очесов (15—30%). Часто также шерсть заменяют шерстоподобным китайским хлопком местных семян, а хлопок, частично, — высокосортными хл.-бум. угарами.
Вигоневая пряжа вырабатывается по аппаратному способу прядения, называемому по месту своего возникновения «саксонским». Угарная пряжа вырабатывается или исключительно из угаров или с небольшим прибавлением хлопка. Угарная пряжа вырабатывается гл. обр. суровой; пряжа, выработанная из окрашенного сырья, называется угарной меланжевой. Угарная пряжа вырабатывается различными способами прядения (смотрите ниже). Угарно-вигоневая пряжа работается исключительно низких №№, от 3 до 12 и гл. обр. №№ 6—8 (по англ, нумерации, где количество мотков по 840 ярдов в 1 англ, фунте показывает № пряжи). Такая пряжа идет на изготовление разного рода бумазеи, фланелета, байки, вообще для начесываемых теплых тканей, а также для дешевых крестьянских одежных тканей—вигоневых и молескиновых сукон, трико, Колумбии, молескинов и прочие В последнем случае примешивание шерстяного волокна,конечно,только повышает достоинство и ценность готовых изделий, придавая им вид шерстяных. Большое применение угарно-вигоневая пряжа имеет при выработке чулок для деревни и трикотажных фуфаек. В этих случаях пряжа работается более отлогая, чем уток.
Сырьем для угарно-вигоневой пряжи служат: хлопок, линтер хлопковый, чахбут, различного рода хл.-бум. угары и, наконец, шерсть и ее угары. Аппаратное прядение позволяет перерабатывать наиболее коротковолосые хлопки местных семян, но обычно для получения вполне добротной, крепкой пряжи берут хлопок американских семян первых сортов. Линтер хлопковый (смотрите Линтер) употребляют I и II стандарта для пряжи №№ 3—8; длина волокна, в среднем, 22мм. Чахбут употребляют главным образом одеяльный, городской, как наименее загрязненный и испорченный, с длиной волокна, в среднем, 22 миллиметров. Мягкие фабричные угары идут следующих сортов: очески с барабанов чесальных машин, самочесы со шляпок чесальных, орешки I и II сортов и тому подобное. Из жестких угаров, после предварительной расщипки, употребляют ткацкую путанку, концы основные, обрезки швейных мастерских и тряпье бумажное. В зависимости от качества часть угаров с более длинным и неповрежденным волокном перерабатывается в более высокие №№ пряжи (8—12), а с более коротким волокном—в №№ 3—6. Для придания пряже шерстистости обычно употребляют очесы или же искусственную шерсть из кашемира (смотрите Шерсть искусственная). Угары, идущие на изготовление угарной или вигоневой пряжи, требуют предварительной обработки: мягкие—очистки от сорн. примесей (сора, песка и тому подобное.), а жесткие—расгципки их до первоначального состояния в виде волокна. Указанная обработка угаров должна вестись индивидуально для каждого вида в зависимости от его засоренности и волокнистости: то, что является достаточным для одного вида угара, оказывается недостаточным или чрезмерным для других видов.
Машины для подготовительной обработки угаров бывают разные в соответствии с характером обрабатываемых ими угаров. Для сорных мягких угаров, главн. образом орешков, употребляется пыльный волчок (смотрите Ватное производство). Заложенная в машину порция угара подвергается действию тупых пальцев большого барабана, причем, под влиянием развивающейся центробежной силы, сор через отверстия решетки под барабаном отлетает на пол, под машину, откуда элеватором он выводится наружу; кроме того, имеется вентилятор для отсасывания пыли. __ Хлопок очищается и разрыхляется на крейтоне (смотрите), состоящем из вертикального вала с дисками, усаженными по периферии стальными пластинками (ножами); диски имеют разные диаметры и все вместе представляет собою конус основанием кверху, окруженный колосниковой решеткой. Действием ножей производится разрыхление хлопка и удаление сора через колосники. Для сорных хлопков употребляют двойные крейтоиы, соединенные с поркупайн-опенером. Жесткие угары расщипывают на щипальных машинах (смотрите), имеющих барабаны, покрытые планками с плоскими или круглыми колками. Расщипы-вание производится действием колков барабана на подаваемый материал, зажатый между двумя приемными валиками. Жесткие угары предварительно расщипываются или на однобарабанном «русском» щипке с редко поставленными колками или на специальной концедральной машине, в которой барабан, рабочие валики и чистители снабжены крепкими стальными зубьями.
После подготовки угаров приступают к составлению смески. Состав смесок м. б. очень разнообразен и зависит от требований, предъявленных к пряже, от характера перерабатываемого сырья, от технич. оборудования и от принятого плана прядения. Как правило, в более низкие №№ пряжи (например 3—6) можно перерабатывать худшее сырье, чем в более высокие (8—12); то же при работе с меньшей вытяжкой. Пряжа для тканей с густым, длинным начесом должен быть сработана из жирной смески. По качеству (длина, крепость, засоренность) сырья смески можно разделить на жирные, средние и тощие (табл. 1).
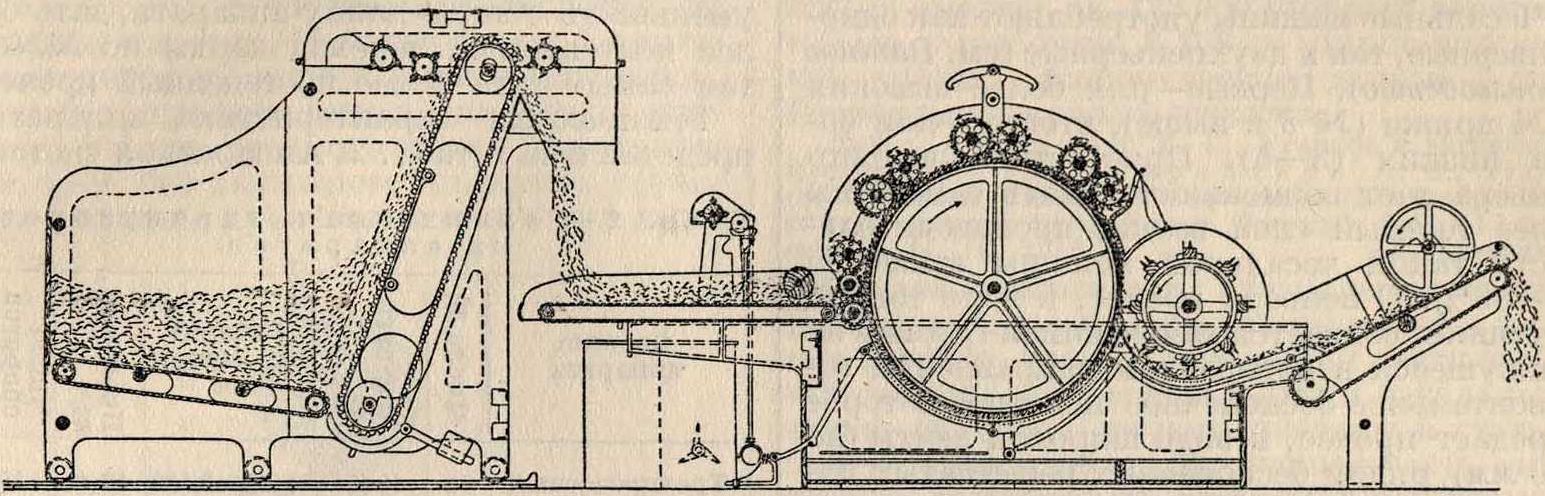
Для лучшего смешения различных по качеству, а при крашеных смесках—и разных по цвету частей сырья, каждую составную часть смески предварительно на полу накладывают тонкими слоями одну на другую, повторяя это до 10—15 слоев. При настилании слоёв их замасливают, поливая или чистым раствором олеина (7%) или смешанным составом: глицерина 0,2%, мыла 0,6%, соды 0,2%, олеина 1,0%, масла машинного 10,0% и воды 88,0%; это облегчает скольжение волокон при вытяжке нити на сельфакторах, лучше связывает их во время обработки и предупреждает их распыление. При расходовании яруса материал берется уже вертикально, и т. о. достигается наилучшее смешение. Самое смешение обычно производят на смешивающих волчках (фигура 1), где смеска помощью зубьев барабана и трех пар валиков разрыхляется и перемешивается. Суровые смески пропускаются 2-3 раза, а цветные 3-4 раза с целью получения лучшего смешения (меланжа). После смешения смеска на тележках или по трубе переходит в лабазы, где вылеживается 2-3 дня и насквозь пропитывается замасливающим составом, а волокна, после трепания, принимают нормальные свойства. Из лабазов смеска поступает уже в чесальный отдел.
Существуют следующие системы угарного прядения: 1) аппаратная, или саксонская,
Таблица 1.—С остав смесок по качеству сырья и номерам в процентных отношениях.
| Жирные | Средние | Тощие | ||||||||||
| СЫРЬЕ | № | № | № | № | № | № | № | № | № | № | № | № |
| 12 | 8 | 6 | 4 | 12 | 8 | 6 | 4 | 12 | 8 | 6 | 4 | |
| Хлопок америк. семян.
Хлопок местных |
55 | 40 | 30 | 20 | 15 | 10 | ||||||
| семян. | — | — | — | — | 20 | 35 | 10 | 30 | — | 10 | — | — |
| Концы бел., у точные, 1с., щипан. Концы сер., ут., | 45 | 35 | 25 | 25 | 20 | 15 | 30 | - | - | - | - | 15 |
| Нс. ипроч. Очески барабан- | 30 | 15 | 15 | 20 | 30 | 23 | ||||||
| ные, II с. Очески барабан- | 25 | 45 | 55 | |||||||||
| ные, III с. Орешек 1с. | — | — | — | — | 10 | 15 | 15 | 20 | — | 15 | 15- | 10 |
| 10 | 15 | 15 | — | — | — | — | ||||||
| » Нс. | 30 | 30 | 30 | |||||||||
| Подметь I с.,прядильная. Подметь II с. ,пря- | - | - | - | - | 25 | 20 | 20 | 15 | - | - | - | - |
| дильная. Пух верхних ва- | 12 | 20 | ||||||||||
| ликов. | 15 | 20 | 15 | 20 | 25 | |||||||
2) конденсерная (дерби-дублер) и 3) миого-койлерная. Все эти системы различаются между собой в процессах чесания, дублирования и вытяжек, и соответственно этому отличаются и ассортименты машин. Аппаратная, или саксонская, система прядения той Гарнета б. Попадая в форрейс-аппарат, смеска предварительно раздирается, растаскивается, что является особенно важным для смесок с низкосортным сырьем и в особенности с жесткими угарами, так как они часто бывают плохо расщипаны; нерасщи
Фпг. 1.
Фигура 2.
Фигура 3.
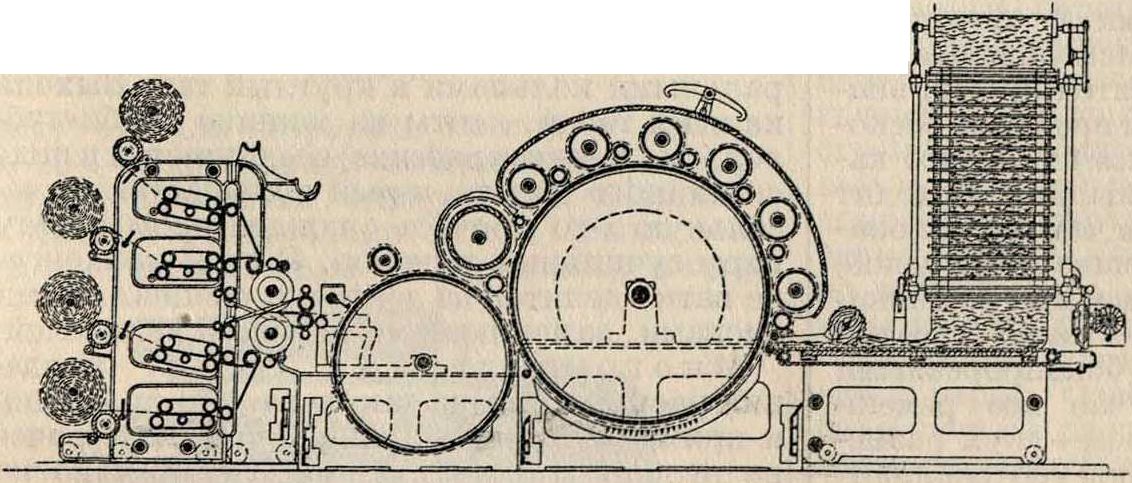
наиболее распространена в производстве угарно-вигоневой и шерстяной пряжи. Эта система позволяет вырабатывать пряжу с примесью шерсти («вигоневая»), В ней готовая смеска подвергается чесанию на двух-или трехпрочесных аппаратах (фигура 2). Смеска из лабазов накладывается в ящик само-веса (смотрите Ватное производство, фигура 8), откуда, при помощи наклонно движущейся решетки с иглами, периодически забрасывается в двустворчатое железное корыто, подвешенное на опорных призмах к двум рычагам с передвижными грузами. Излишек забираемого игольчатыми планками решетки материала сбивается качающимся гребнем обратно в ящик, чем достигается еще лучшее перемешивание материала. Оставшийся на иглах материал наполняет подвесное корыто до тех пор, пока рычаги с грузами не придут в равновесие; тогда подача панные же волокна портят карду чесальных и увеличивают угар пряжи. В этом отношении форрейс-аппараты, дорасщипывая уга-ры, облегчают прочес и предохраняют кардоленту от быстрого изнашивания. С форрейс-аппаратов сырье переходит на чесальные (кардные) машины 1-го прочеса (загонка).
Кардные машины представляют собою валичные машины,где процесс прочесывания производится посредством карды барабана и валиков. Поступающий с форрейс-аппа-рата материал захватывается кардой барабана. Захваченные кардой волокна подвергаются действию карды валиков, расположенных вокруг верхней половины барабана. Часть этих валиков—рабочие валики, более крупные и медленно вращающиеся, совместным действием с барабаном прочесывают волокна; другие валики (чистители), меньшего размера и быстрее вращающиеся, счищают с первых валиков прочесанные волокна и передают их вновь ба-
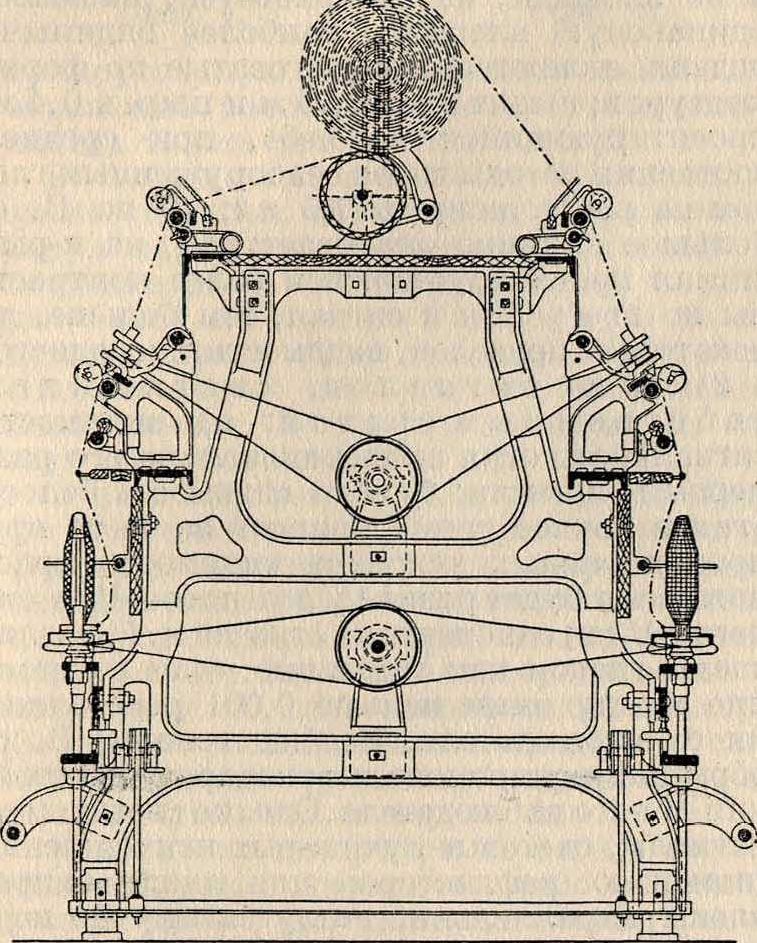
материала прекращается, а содержимое подвесного корыта, благодаря раскрыванию дна, выкидывается на горизонтальное бесконечное полотно, подающее материал в кардную машину 1-го прочеса. Т. о. самовес через равные промежутки времени подает равные количества на горизонтальное полотно (приемный столик), передвигающееся за тот же промежуток времени всегда на одну и ту Hie величину. Прежде чем попасть в чесальную машину, сырье на новейших аппаратах подвергается действию ф о р -рейс-аппаратов (фигура 3), представляющих собою комбинацию валиков, обтянутых пилозубчатой проволокой а или лен-
рабану. Этот процесс повторяется в каждой из 6-7 пар валиков. По мере разделения волокон при прочесывании посторонние сорные примеси отлетают, особенно при действии приемного валика. Прочесанные последними валиками волокна поднимаются к поверхности карды бегуном, имеющим карду с длинными иглами, и далее счесываются с барабана кардой меньшего барабана, называемого п е и ь е р о м, или вальяном. Под барабаном помещается колосниковая решетка, преграждающая падение хороших волокон на пол и тем уменьшающая угар. На пеньере имеется очистительный валик, очищающий пеньер от сора, чем улучшается качество снимаемой гребнем ватки. Для уменьшения пыли все рабочие валики и бегун закрыты крышкой, поднимаемой лишь на время чистки аппарата, которая, в зависимости от качества смески, производится через 24— 48 часов.
Чесальные машины употребляют как одно-пеньерные, так и двухпеиьерные (смотрите Ватное производство). Первые—для более высоких №№ пряжи (№ 8 и выше), вторые—для более низких (3—6). Присутствие второго пеньера дает возможность снять с машины более толстый слой ватки; производительность такой чесальной машины выше на 70—80%. С пеньера прочес, в виде тонкой паутинки, сбивается качающимся гребнем на движущееся в поперечном направлении горизонтальное бесконечное полотно, которое передает прочес, в виде широкой ленты (до 400 миллиметров), рядом бесконечных решетчатых полотен на машину 2-го прочеса (ваточная), где подвешенная решетка, качающаяся по ширине машины, раскладывает материал опять на приемный столик чесальной. Затем снова повторяется процесс прочесывания волокон на этой второй машине. Описанная сейчас система передачи материала с машины 1-го прочеса на машину 2-го прочеса называется шотландским питанием. При переработке очень плохих смесок с коротким волокном, когда сырье из-за плохой сцеп-ляемости нельзя передавать вертикально ваткой (лентой), вместо системы решеток применяют простой способ наматывания ватки на деревянный барабан (простейшая форма пельца). По истечении известного времени пельц срывается руками и кладется на питательное полотно машины 2-го прочеса. Снятый с пеньера гребнем паутинообразный прочес идет в ко идеи сер (каретка, секрет или ремешковый делитель), где проходит между двумя валами с впадинами (вальяны), причем валы расположены так, что выступы одного приходятся против впадин другого. Через впадины проходят бесконечные ремешки (делительные) т. о., что каждый ремешок из своей впадины выходит на выступ другого вала, причем прочес оказывается разделенным ремешками на узкие полоски (ленточки), прижимаемые ремешками 1C этим выступам. Существуют каретки (конденсоры) с мелко- и глубокопрорезиыми вальянами. В первом случае все ремешки одного размера, во втором—двух размеров. Мелкопрорезные вальяны употребляются только при хороших смесках и мягком сырье. Ремешки уносят ленточки и подводят их к той или другой паре сучильных кожаных рукавов; 2—4 пары рукавов расположены одна над другой по всей ширине каретки в натянутом вращающими их валиками состоянии. Вращением их ленточка прочеса продвигается вперед, а быстро меняющееся поперечное движение сучит ленточку, чем придает ей уплотнение и округление (ровница); в таком виде она наматывается в 10—30 и более концов на длинные палки, в виде бобин, идущих на сельфактор или ватер.
В последнее время вместо трехпрочесных аппаратов в вигоневом производстве начали употреблять двухпрочесные с авантрена-
ми (смотрите Чесальные аппараты). Авантрен представляет собою чесальную с барабаном меньшего диаметра, с 3-4 парами верхних валиков (вместо 5-6 пар) и с бегуном. Он дает от % до 2/з прочеса нормальной чесальной. Применение авантренов позволяет уменьшить общую длину аппарата, дать более постепенный переход карды по №Х» и тем самым дать более постепенный прочес.
Техническая характеристика аппаратов представлена в таблице 2. Аппаратная система
Таблица 2.—Т е х н ич е с к а я характеристика аппаратов.
| Система аппарата | Число IP | Вес нетто, кг | Габарит дл. хшир., миллиметров | W
О » со S О? S со п * |
Число оборотов барабана |
| Трехпрочесиый | 12 | 19000 | 15000x3 150 | 12,0 | 150 |
| Двухпрочесный | 11 | 18000 | 11500X3 150 | 12,0 | 150 |
| Двухпрочесный с двумя аван-тренами. | 12 | 19300 | 13165x3 150 | 18,0 | 150 |
| Рабочая ширина 1 800 миллиметров. Диаметр барабана 1 270 миллиметров. | |||||
прядения получила наибольшее распространение в Германии (Саксония), Чехо-Слова-кии (Варнсдорф), Польше (Лодзь) и СССР (Центрально-промышленный район).
Конденсерная дерб и-д у б л е р-си-стема применяется гл. обр. в Англии при выработке суровой пряжи № 6—8 из хлопка (25%) с примесью расщипанных концов (75% для № 8). В этой системе работают на чесальных с холстов, приготовляемых на холстовых трепальных (смотрите Хлопкопрядение). Чесальные — также валичного типа, с одним койлером. В этом случае ватка, снятая с пеньера гребенкой, собирается в ленту и при помощи койлера укладывается спиральными кольцами в круглый таз. Выходя из этих тазов, ленты на машине дерби-дублер (смотрите Хлопкопрядение) соединяются в виде скатанного холста, к-рый помещается на чесальную 2-го прочеса с коиденсером в одну пару сучильных рукавов. В этом конденсе-ре ватка делится на ленточки специальными дисками, заменяющими ремешкиделителей.
Многокойлерная система прядения распространена также гл. обр. в Англии и применяется при лучших угарах. Прочес на второй кардной машине делится не на узкие ленточки, а на 4-6 широких лент, которые идут через койлер, каждая в свой таз. Тазы с лентами идут на банкаброш с вытяжным аппаратом (смотрите Хлопкопрядение), а оттуда, в виде намотанной на катушку и скрученной ровницы, на сельфактор или ватер также с вытяжным аппаратом.
Сельфакторы угарные (смотрите Шерстопрядение) отличаются от сельфактора англ, прядения лишь в деталях, обусловливаемых характером угарного волокна, как коротковолокнистого материала. Применяемые в аппаратном прядении сельфакторы не имеют вытяжного аппарата—в этом их наибольшее отличие от сельфакторов английек. прядения, применяемых в системе многокойлер-ного прядения. При отсутствии вытяжного аппарата утонение (вытяжка) ровницы производится лишь кареткой, движущейся быстрее, чем подается ровница. Во время отходного движения каретки, как и на сельфакторах англ, прядения, производится лишь слабая крутка для облегчения вытяжки; окончательная же докрутка производится по остановке каретки. Намотка готовой пряжи производится на легкий бумажный.
Ватера, применяемые в аппаратном прядении, бывают двоякого рода: для пряжи №№ 4—8, без вытяжного аппарата, ссучивание ровницы производится вьюрком
I
Фигура 4.
(фигура 4); для хороших смесок и пряжи № 10—12 применяют ватера с комбинированным вытяжным аппаратом и вьюрком. В Англии употребляют ватера обыкновенные, но с меньшими расстояниями между
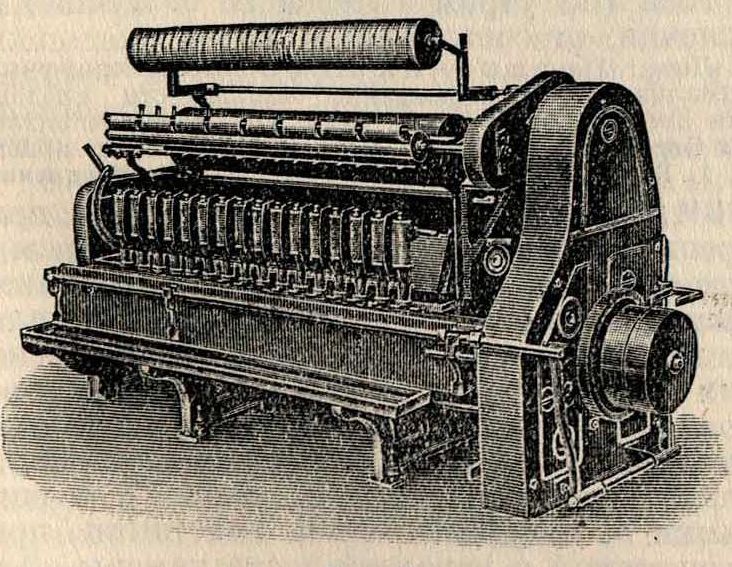
Фигура 5.
валиками. Производительность ватера на 50% выше сельфактора (около 1 800 кило-номеров на 1 000 веретен в 8 часов). Для пряжи № 1—2,5 применяют так называемые чапон- машин ы (фигура 5).
По данным промышленной переписи 1910—1912 гг., в Центрально-промышленном районе было выработано всего около 5 000 тонн угарно-вигоиевой пряжи, на что пошло около 6 700 тонн разного рода сырья (хлопка и угаров). В пределах СССР в 1927 г. имелось ок. 123 000 угарных веретен и было выработано 8 168 тонн угарно-вигоневой пряжи. Экономические данные — см. Текстильная промышленность.
Лит.: Б у х о н о в И. С., Угарное и вигоневое прядение, М., 1923; Коробанов А. С., Угарное прядение, Иваново-Вознесенск, 1927; Фабрично-заводская промышлен. Европ. России в 1910—12 гг., вып. 10, 11, П., 1915. А. Тряпнин.
Техника безопасности. Ограждения и защитные приспособления для пыльных и сорных волчков, трепальных машин настилаль-ной системы, концещипальиых и чесальных машин валичной системы указаны в статье Ватное производство. Выпускная часть «аппарата» должна быть ограждена решетками и футлярами. Угарные сельфакторы ограждаются решетками. Погонные колеса должен быть ограждены спереди и сзади каретки соответствующими закрытиями (башмаками); кареточные блоки, скроли, бурачные маховики спереди и сзади машины, канаты, веревки должен быть ограждены в опасных местах футлярами, твердо закрепленными на местах. Зубья «журавля» (квадранта) и передаточная к нему шестерня спереди машины должен быть ограждены футляром; сводный рычаг сельфактора должен иметь запорную собачку. Т. к. при подходе каретки к брусу возможно попадание руки рабочего под палку подниточника, сельфактор должен иметь авто-матич. прибор для чистки бруса и каретки; в противном случае очистка их должна производиться только во время остановки машины. На ватер-машинах опасны корень (зубчатые и ременные передачи) и жестяные веретенные барабаны, и потому они должен быть ограждены футлярами, глухими или съемными. Кроме всего этого, на машинах вигоневого прядения должны быть надежно ограждены всякого рода зубчатые, ременные и веревочные передачи и выступающие концы быстровращающихся валов. Ограждения должны быть прочными, простыми, по возможности, автоматическими и не должны мешать работе. а. шварабович.