 > Техника, страница 34 > Вязально-трикотажное производство
> Техника, страница 34 > Вязально-трикотажное производство
Вязально-трикотажное производство
Вязально-трикотажное производство, изготовление тканей и предметов одежды из одной или нескольких непрерывных нитей путем образования продетых одна в другую петель. Этим вязание отличается, с одной стороны, от ткачества, при котором две отдельные системы нитей переплетаются под прямым углом, не образуя ни петель ни узелков, а, с другой стороны, от плетения, при котором многие нити перекрещиваются под углом, перекрывая или обвивая друг друга. Петли, из которых составляется вязание, изогнуты в разных направлениях и благодаря отсутствию закрепления могут растягиваться во все стороны, но нитьвследствие своей эластичности, стремится принять свое первоначальное положение. Этим объясняется эластичность вязаных изделий, составляющая их главное отличительное свойство, благодаря к-рому они плотно облекают формы человеческого тела. Другое важное—в гигиеническом отношении—свойство трикотажной ткани заключается в значительной прослойке воздуха, задерживаемого петлями, вследствие чего ткань хорошо сохраняет тепло человеческого тела. Существенным недостатком вязаных изделий является способность ткани распускаться при разрыве нити и образование больших отверстий на изделиях.
Помимо способа сочетания нитей, В.-т. и. отличается от сродных ему текстильных отраслей (ткачества, кружевного плетения) еще и тем, что может выпускать предметы потребления в совершенно готовом виде или во всяком случае с цельными, неразрезанными краями. Такой товар носит название регулярного, в отличие от вырезного, или кроечного, товара, то есть таких вязаных тканей, которые для получения надлежащей формы должны вырезываться из больших кусков. К регулярному товару относятся свитеры, шарфы, платки, одеяла, шали, гетры, перчатки, чулки и носки. Иногда отдельные части регулярного товара надвязываются друг к другу; например пятка чулка надвязывается к пагленку, рукав жакета—к его главной части. Необходимое изменение формы регулярного товара во время вязания достигается посредством
Сбавки или прибавки числа петель в ряду и повторением этого процесса в известном числе рядов.
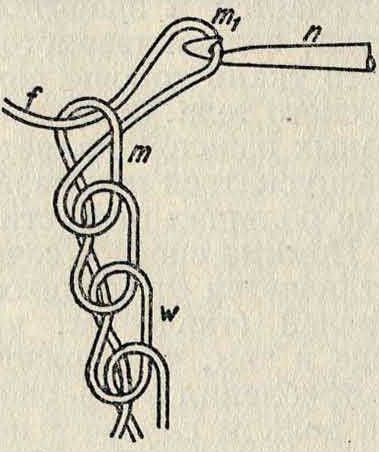
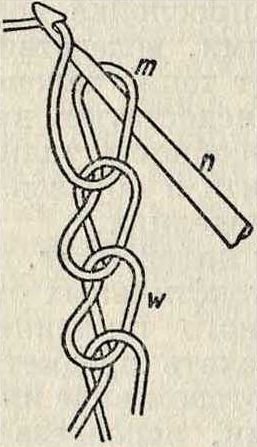
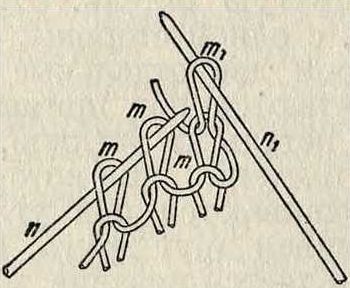
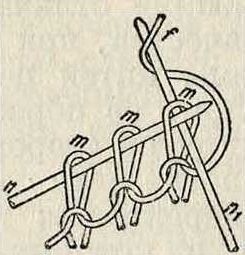
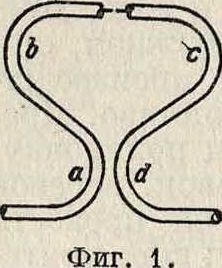
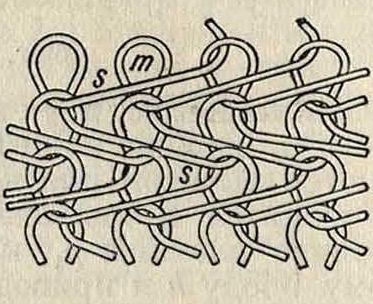
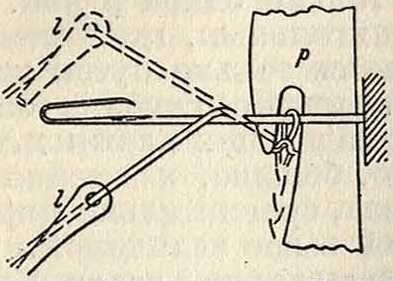
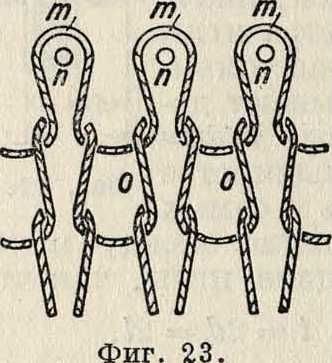
I. Петлеобразование. Петля, из которой составляется вязание, представляет собою нить, изогнутую в форме двух симметричных S, примыкающих друг к другу (фигура 1, ab и cd). Способ последовательного образования петель легче всего уясняется на р у-чном вязании, которое делается при посредстве спиц или крючка. На фигуре 2 и 3 изображены вязальные спицы п и %. На п висят уже сделанные петли т, спицу же щ продевают поочередно через каждую старую петлю, сгибают ей нить f и протаскивают последнюю через старую петлю, так что она, в форме новой петли т1; повисает на спице %, после чего старая петля снимается со спицы п. В ручном тамбурном вязании употребляется только тамбурный крючок п (фигура 4): материал w придерживается одной рукой, крючок вдевают в последнюю петлю т и
Фигура 2. Фигура з. вытягивают через нее новую петлю mt. Образующийся таким образом ряд петель соединяют с готовым товаром или в каждой петле (при выработке плотного товара) или через несколько петель (в ажурном товаре).
Машинное вязание является воспроизведением того яге ручного вязания, и основное различие между ними заключается
Фигура 4.
лишь в следующем: 1) при ручн. вязании новая петля образуется посредством протаскивания нити в форме незамкнутой петли (т.е. согнутой нити, еще не придерживаемой другою петлей) через старую петлю, в то время как при машинном вязании нить сначала пригибается в петлю, и на последнюю для сохранения ее формы надевается старая петля; 2) при ручном вязании петли образуются одна за другой, в то время как при машинном вязании одновременно вывязывается целый ряд петель во всю ширину изделия и присоединяется к предыдущему ряду петель. Товар, изготовленный по типу вязания спицами, носит название к у л и р-н ы х изделий, а изготовленный по типу тамбурного вязания — осново-трикотажных изделий. В том и другом случае для каждой петли ряда, идущего по ширине товара,требуется отдельная игла. Кроме того, кулирные изделия вывязываются из одной нити, которая образует ряды петель по ширине ткани (наподобие утка), а осново-трикотажные изделия вырабатываются из нескольк. параллельно расположенных
Фигура 5.
f I 1-Г· V i К
Uv м Фигура 6.
нитей, имеющих более или менее продольное направление (наподобие основы). Главными вязальными элементами, при помощи которых происходит петлеобразование, являются иглы и платины.
Иглы подразделяются на два главных типа: крючковые и язычковые. Крючковая игла (фигура 5) представляет собою стальной проволочный стержень, один конец которого загнут в виде острого крючка h, а другой имеет приспособление d или е для укрепления в машине. На стержне иглы под острием крючка имеется выемка z—так называемым чаша, в к-рую острие крючка может входить при нажиме. Язычковая игла состоит из четырехгранного стержня п (фигура 6) с коротким крючком h позади крючка на шарнире с закреплен язычок, или л о-ж к a, z. Этот язычок может вращаться на шарнире в обе стороны и так. обр. или ложиться на крючок или откидываться на стержень иглы. Свободный конец язычка имеет форму ложки, так что целиком покрывает собой острие крючка, когда ложится на него. Крючковые иглы, при прочих равных условиях, дают лучшие фабрикаты, нежели язычковые иглы; они вяжут более плотные ткани, м. б. сделаны тоньше и размещены чаще. Крючковых игол может поместиться до 51 шт. на одном английском дм., но на
практике наиболее тонкий класс употребляемых игол—34 на дм. (плоские вязальные машины Коттона); такая игла имеет толщину 0,01". Язычковых же игол можно разместить 28 шт. на 1"; толщина такой иглы—0,05". Существенным недостатком крючковых игол является их меньшая продуктивность; они не могут действовать автоматически и требуют особых приспособлений в виде купирующих платин и пресса. Задние концы игол помещаются в особой планке, носящей
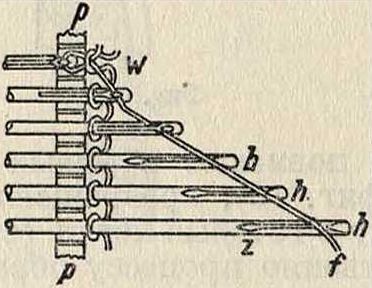
Фигура 9.
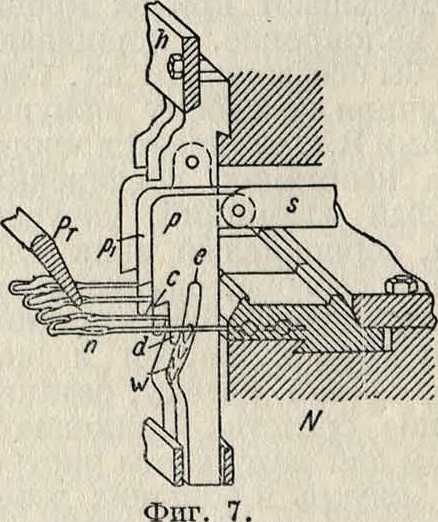
название игольного бруска (фигура 7, -АО; РЯД игол, укрепленных на бруске, называется фонтурой. Платины (Platinen) представляют собою тонкие металлические пластинки, расположенные между каждой парой игол (фигура 7, р и pi). Для работы требуется столько платин, сколько в машине имеется иголок. Части платины носят следующие названия: выступ с—носик, часть d—подбородок, или клюв, вырез е—горло.
Фигура 10.
Платины бывают двух видов: падающие платины р, верхние концы которых поддерживаются рычагом или коромыслом s и им же приводятся в движение вверх и вниз, и стоячие платины рг, которые припаяны к одному ободу h и приводятся им в движение. Оба эти вида платин отличаются друг от друга только по способу· их закрепления в машине, причем падающие платины опускаются по одиночке, а стоячие—все одновременно. За каждой падающей платиной идет одна, а иногда две стоячих платины.
Для крючковых игол необходим еще пресс, то есть гладкая металлич. пластинка, лежащая горизонтально над рядом игол (фигура 7, Рг). Опускаясь вниз, пресс нажимает на крючки игол и вводит их острия в чаши игольных стержней.
Т. к. каждый ряд петель связан с предыдущим и последующим рядами, то для образования нового ряда необходимо иметь
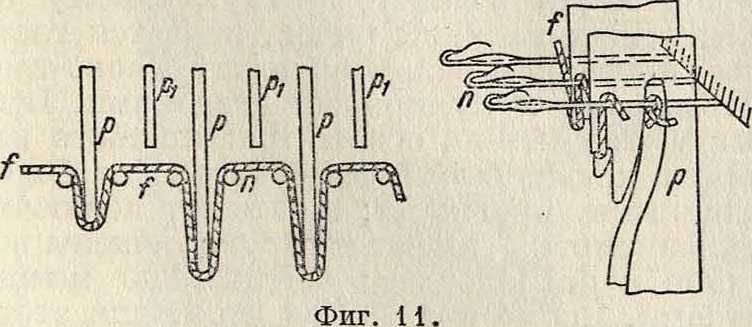
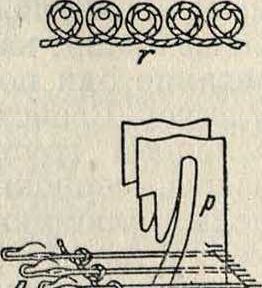
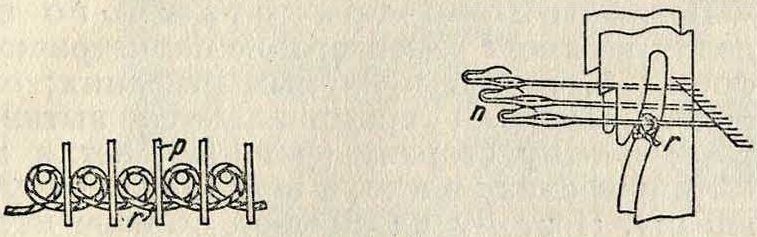
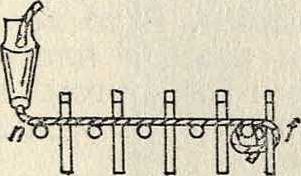
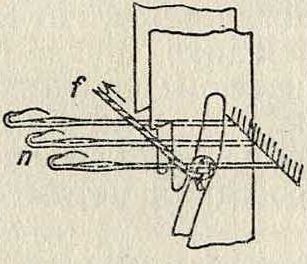
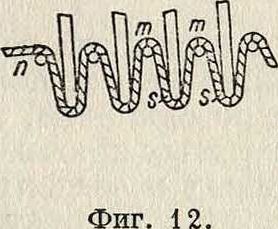
связанный старый ряд, висящий на иглах; поэтому, приступая к выработке изделия, образуют первый ряд петель от руки (з а-правка). Для этого обвивают нить ручкою один раз вокруг каждой иглы (фигура 8) и образуют закрепку г изделия. После этого петлеобразование проходит через следую щие стадии: 1) Старый ряд, висящий на иглах, захватывается подбородками платин (фигура 9), передвигается по иглам назад и захватывается горлами (з а м ы к а н и е товара). 2) Нить f вытягивается со стороны, с которой она свисает, располагается поперек игол и укладывается под носиками платин (фигура 10), отделяясь от предыдущего ряда клювами. 3) Падающие платины р (фигура 11) поочередно опускаются вниз и изгибают нить в промежутках между иглами (к у л и р о в а н и е). 4) Стоячие платины, расположенные между падающими, опускаются, а падающие немного поднимаются (фигура 12); таким образом нить входит также в остальные промежутки между иглами, и везде образуются одинаковые изгибы нити «(разделение). 5) Изгибы или незамкнутые петли s (фигура 13), придерживаемые
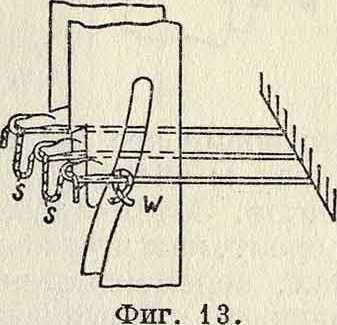
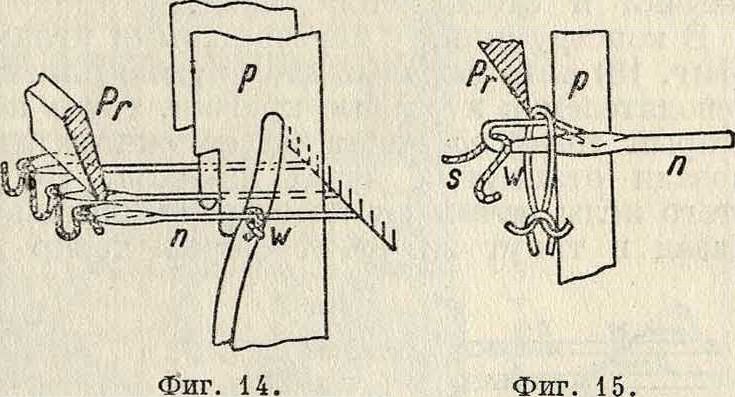
платинами, передвигаются по иглам вперед и попадают под крючки (подача). 6) Платины приподнимаются вверх и отходят назад (фигура 14), оставляя новые петли в крючках и увлекая с собою старые ряды (выключение платин). 7) Пресс Рг нажимает на иглы и пригибает их острия в чаши (прессование). 8) Платины поднимаются (фиг 15) и надвигают старые ряды петель на крючки игол (н а и e с е н и е).
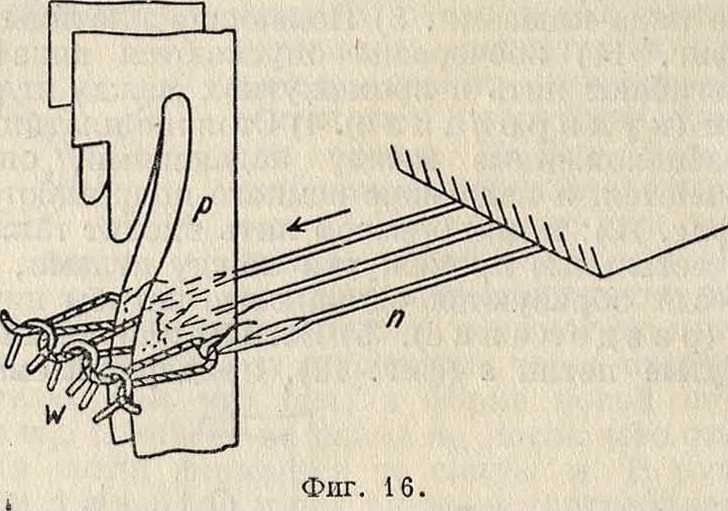
9) Пресс удаляется, старые ряды петель при помощи платин соскальзывают с крючков
и повисают в новых незамкнутых петлях (фигура 16), превращающихся благодаря этому в готовые петли (сбивание). Соответственно процессу образования петель полукруглые отрезки нити s (фигура 12), образованные платинами, носят название «платинных петель», в противоположность частям т, образованным иглами и называемым «игольными петлями».
При употреблении язычковых игол нет надобности в прессе, так как откидывание и закрывание игольных ложек производится особым передвигающимся язычком или щеточкой. Платины в этом случае могут иметь двоякое устройство: если иглы неподвижны, то платины в виде гладких платин р (фигура 6) передвигаются между иглами вперед и назад; если же иглы по одиночке передвигаются в направлении своей длины, то все платины соединяются в один неподвижный отбойный гребень (фанговая плоская машина). В первом случае нить f (фигура 17) закладывается руками или ните-водителем и поступает в игольные крючки;
в это время все язычки z откинуты назад, а товар ιν висит на стержнях игол, позади язычков. Затем платины по одиночке, а не все сразу, как при неподвижных крючковых иглах, перемещаются вперед и выдвигают по очереди старые петли, которые заходят под язычки (фигура 6), закрывают ими крючки, а сами соскальзывают с игол поверх язычков. Сойдя с игол, они проходят еще некоторое расстояние и тянут за собой нить в форме новых незамкнутых петель. Таким образ, купирование, то есть образование незамкнутых нетель, происходит здесь только во время сбивания, а лежащие рядом петли одного и того же ряда образуются по одиночке, а не одновременно, как при работе с неподвижными крючковыми иглами. Если снова отодвинуть назад товар, то новый ряд петель, к-рый висит на иглах, вновь откинет язычки и отодвинется назад.
В конструкциях с передвижными иглами (фигура 18) нить вкладывается рукою или ни-теводителем в игольные крючки, тогда как старый товар. w висит на стержнях игол позади откинутых назад язычков. После этого иглы начинают по очереди двигаться назад и тянут за собой старый товар до
Фпг. 17. Фигура 18.
отбойного гребня рр. Каждая старая петля, задержанная гребнем, подается под язычок, поднимает его и кладет на крючок. Игла со вложенной в нее (новою) нитыо проходит через старую петлю и тянет за собой нить до тех пор, пока не образуется новая петля. Каждая новая петля открывает затем крючок, откидывая назад язычок, и игла проходит через петлю по направлению вперед, пока последняя не повиснет сзади ее язычка. Таким образом при этом способе петлеобразования кулироваиия не происходит, то есть не образуется заранее на каждой игле незамкнутой петли; здесь каждая язычковая игла двигается по очереди и по одиночке образует свои петли.
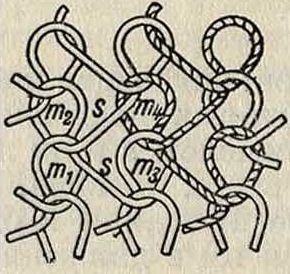
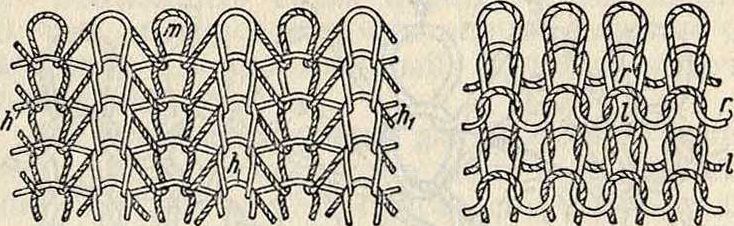
Петля осново-трикотажного изделия не имеет такой вполне симметричной формы S, как в кулирных изделиях; обе половины петли представляются вытянутыми в одну сторону (фигура 19): петля т1вытянута снизу влево, а петля т, вытянута вправо. Поэтому на лицевой стороне изделия петли не поднимаются вертикально вверх, по располагаются в косом направлении, то есть поочередно, то влево, то вправо. Это косое расположение петель является обычным признаком осново-трикотажного изделия, хотя можно вырабатывать основотрикотажные изделия и с вертикальным расположением петель; в таком случае необходимо исследовать изнанку товара и положение платинных петель. Отрезки нитей s, которые во время образования петель были положены под иглы, располагаются подобно платинным петлям кулирного изделия на изнанке товара и м. б. в данном случае названы платинными петлями. В то время как в кулирном изделии каждая платинная петля соединяет друг с другом две соседних петли одного и того же ряда, в
Фигура 19. Фигура 20.
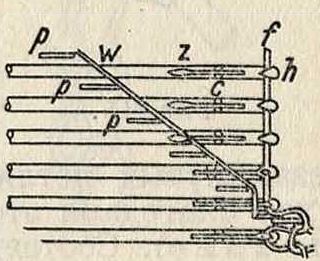
осново-трикотажном изделии она соединяет две петли т3 и т3, расположенные в двух различных рядах. Эти две петли в данном случае образовались на двух соседних иглах, когда нить прокладывалась каждый раз под одну иглу, но могут отстоять друг от друга и на любом расстоянии, если нить прокладывается под несколько игол (фигура 20). Это положение платинных петель, которые в кулирных изделиях расположены всегда горизонтально и идут в одном и том же ряду от одной петли к другой, а в осново-трикотажном изделии—наискось вверх от одной петли ншкнего ряда к одному из следующих верхних рядов, является главным признаком различия между осново-трикотажными и кулирными изделиями. При выработке петель осново-трикотажного изделия крючковые иглы снабжаются более длинными крючками; платины, исключительно стоячие, имеют горла, но лишены носиков и расположены вертикально между иглами. Кроме крючковых игол, для этого вязания требуется особый тип игол—дырчатые иглы, которые представляют собою стальные пластинки с круглыми отверстиями для нити на конце. Планка с прикрепленными к ней дырчатыми иглами называется гребенкой. Чаще всего крючковые иглы закреплены неподвижно, а платины, пресс и гребенка могут двигаться в любом напра-

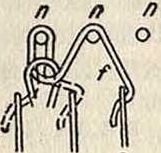
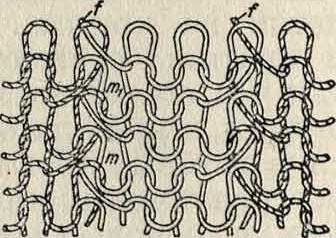
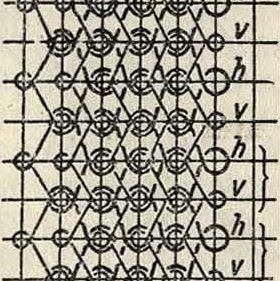
Узор с пло
Узор с плоской фанговой машины из 4 нитей разных цветов.
Т. Э.
.


влении. Образование петель слагается из следующих стадий: 1) Висящий на крючковых иглах первый ряд незамкнутых петель (а впоследствии всякий старый ряд петель) замыкается горлами платин р (фигура 21) и передвигается по крючковым иглам назад; при этом все дырчатые иглы I наклоняются к ряду крючковых игол и устанавливаются
Фигура 21.
под ними в промежутках. 2) Дырчатые иглы передвигаются на одно деление в сторону (например вправо) и тянут за собой каждую основную нить под одну иглу («прокладка под1», —12). 3) Дырчатые иглы поднимаются выше крючковых игол и снова передвигаются в сторону на одно деление (м. б., опять направо, 1г—1а) и затем опускаются так, что каждая основная нить ложится на одну крючковую иглу («накладка на 1»), Во всех этих случаях нить изгибается, как и при кулирном вязании в петли, которые, однако, висят по одиночке и не соединяются друг с другом. 4) Платины передвигают перед собой новые петли под игольные крючки, задерживая в то же время в своих горлах старый товар, не позволяя ему приблизиться к остриям крючков («распределение»),
5) Пресс опускается и пригибает крючки, платины же поднимаются вверх и передвигаются еще дальше вперед, нанося старые петли на крючки. 6) Пресс отодвигается, и платины сбивают с игол старые петли, так что последние повисают в незамкнутых петлях, которые благодаря этому превращаются в готовые новые петли. Т. о. существенное различие в образовании петель кулир-ных и осново-вязальных изделий заключается в способе образования незамкнутых петель. В первых они получаются путем ку-лирования длинной нити, а во вторых—при помощи накладывания каждой нити на одну иглу. Если производится описанное выше простейшее наложение, то есть «под 1 и на 1 направо», а при вывязывании следующего ряда—налево, то каждая нить образует петли в отдельных рядах поочередно на одной игле направо, а на другой налево и дает простейшее осново-вязальное изделие, представленное на фигуре 19. Способы наложения нитей под иглами и над иглами м. б. весьма различны и давать различные рисунки осново-вязального товара.
Кроме крючковых игол, при основном вязании применяются и язычковые иглы, которые имеют такое же устройство, как и иглы кулирного вязания, закрепляются на подвижной игольной фонтуре, следовательно, передвигаются все одновременно в направлении их длины. Так как в основном вязании каждая нить образует незамкнутую петлю на каждой игле, то целесообразно передвигать все иглы сразу, то есть вывязывать при помощи язычковых игол, в противопо ложность кулирному вязанию с язычковыми иглами, сразу целый ряд петель. В ос-нововязании язычковые иглы применяются только на фанговой рашель-машине и на круглом станке.
Для увязания регулярных товаров является необходимость увеличивать или уменьшать ширину ткани во время работы. Это достигается прибавлением или сбавкой петель, для чего постепенно вводят иглы, которые ранее не участвовали в работе, или, наоборот, постепенно выключают часть работающих игол. В первом случае нить накладывается каждый раз на ближайшую за крайней петлей иглу или на нее переносится готовая крайняя петля, а на месте последней начинают получаться добавочные петли. Для сбавки соответственное число петель перевешивают на соседние иглы, а освобожденные иглы исключают из дальнейшей работы. Для перекладывания петель служат так называемым декера, на которые принимают эти петли временно, с тем, чтобы перенести их затем на другие иглы.
II. Нумерация машин (классы). Расстояние между отдельными находящимися в вязальной машине иглами и их толщина должны соответствовать тонине вырабатываемого товара. Для более грубого товара (гроб) применяют толстые иглы и расставляют их на большем расстоянии, чем при выработке тонкого товара (файн). Расстояние от середины одной иглы до середины другой, иначе говоря, величину диаметра иглы d (фигура 22) вместе с расстоянием I между иглами, называют делением t игольного ряда; таким образом Z=tZ + Z. В большинстве случаев если не говорить о самых грубых станках, расстояние между иглами делают равным толщине иглы, так что
d =1= 1/2t, или t — 2d — 21.
Станок сохраняет раз навсегда одно и то же деление игол и употребляется для выработки одних и тех же изделий. Разновидности станков, то есть их грубость или тонкость, обозначаются величиною их игольного деления, но т. к. последняя представляет собою незначит. дробь, то для обозначения калибра станка прибегают к косвенным методам, и притом особым в каждой стране. В Англии № станка (gauge) означает число плиток, содержащих каждая по 2 иглы и составляющих в совокупности 3 англ. дм. (76,2 миллиметров); т. о. станок № 12 Е (12 gauge) имеет 12 плиток, то есть 24 игольных деления на 3 дм., или 8 делений на 1 дм. Следовательно, величина его игольного деления составляет Vs Дм· В° Франции № (jauge) означает число плиток, длина которых составляет 3 французских дм. (83,34 миллиметров), причем в станках грубых (gros) плитка имеет по 2 иглы, а в станках тонких (fin)—по 3 иглы. Например, станок № 21 Fg имеет 42 иглы на франц. дм., а его игольное деление 7м французск. дм.; станок № 21 Ff имеет 63 иглы на 3 франц. дм., а игольное деление составляет 1/п франц. дм. По правилу, номера gros употребляются максимально до № 27 (54 иглы на 3 дюйма), а номера fin минимально от № 20 (60 игол
h I2 h
к?Н<г>1 k- t -*1
Фигура 22.
на 3 дм.). В Германии кое-где сохранилась франц. система (частью в юис. Германии и в саксонских графствах), но наряду с ней была выработана саксонская нумерация, имеющая в основе 1 сакс. дм. Впоследствии был введен еще саксонско-англ. номер (SE), обозначающий число делений на 1 англ. дм. Наконец, на основании метрической системы, была построена метрич. нумерация, указывающая число игольных делений на 100 миллиметров.
Соотношение между отдельными системами нумерации дает табл. 1. К франц. круглым
Таблица 1.—С оот ношение классов нумерации ных машин.
| Система нумерации | S | SE | Е | Fg | Ff. | Μ |
| Саксонская S.. | 1,0 | 0,93 | 0,62 | 0,57 | 0,85 | 0,24 |
| Сакс.-англ. SE. | 1,08 | 1,0 | 0,67 | 0,6 | 0,9 | 0,25 |
| Англ. Е. | 1,61 | 1,5 | 1,0 | 0,92 | 1,37 | 0,38 |
| Франц, гроб Fg. | 1,76 | 1,64 | 1,09 | 1,0 | 1,5 | 0,42 |
| Франц, файн Ff. | 1,18 | 1,1 | 0,78 | 0,67 | 1,0 | 0,28 |
| Метрич. М. | 4,24 | 3,94 | 2,62 | 2,24 | 3,6 | 1,0 |
станкам с радиальным расположением и гол результаты табл. 1 не могут быть применены непосредственно, так как необходимо предварительно условиться, в каком месте будет производиться измерение ширины ряда игол. Для определения же № плоских станков, а также и англ, круглых станков приведенные данные могут применяться непосредственно. Для получения товара правильной
Фигура 24.
плотности необходимо правильно установить отношения между толщиной нити, величиной петли и толщиной иглы или, другими словами, между толщиной нити и номером станка. Форма и величина петель, однако, определяются в вязании не только толщиной игол и платил, но и их взаимным расположением во время образования незамкнутых петель. Если платины во время купирования опускаются глубоко под иглы, то
Фигура 25.
Фигура 26.
в результате этого получаются длинные и узкие петли; если платины опускаются не так низко, то получаются короткие и широкие петли. В плотном товаре петли доляшы иметь круглую, кольцеобразную форму, а для этого игольные и платинные петли должны образовать собой части кольца, тесно и непосредственно примыкающие друг к другу без помощи длинных прямых соединительных нитей. Вычисления показывают, что необходимая для этого глубина купирования, то есть длина, на к-рую опускается носик платины под иглы, приблизительно равняется игольному делению станка. Сказанное относится прежде всего к одноигольному станку, в котором падающие платины разделены между собою только одной иглой. В станках двух- и трехигольных, где незамкнутые петли образуются только путем подразделения, первоначальная глубина опускания падающих платин должен быть, вяза ль- конечно> больше, и именно в 2—3 раза, сравнительно с приведенной выше величиной.
III. Виды вязаной ткани. Кроме главного подразделения на кулирный и осново-вязальный товары, вязаные ткани распределяются на гладкие и у з о р ч а т ы е. Те или иные виды ткани получаются путем видоизменения в образовании и чередовании петель вязания, для чего по большей части применяются различные приспособления, иногда также называемые машинами. Наиболее употребительны следующие виды петлеобразования.
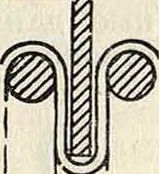
А. Гладкий кулирный товар. 1) Простое вязание изображено на фигуре 23 с лицевой стороны, а на фигуре 24 с изнанки: п—иглы, т—игольные петли, s— платинные петли. Петли той s лежат на изнанке товара дугообразно, на лицевой же стороне петельные столбики соединяются между собою частями о, которые видны здесь лишь при растягивании ткани. 2) Обыкновенный товар с подкладкой (фигура 25).
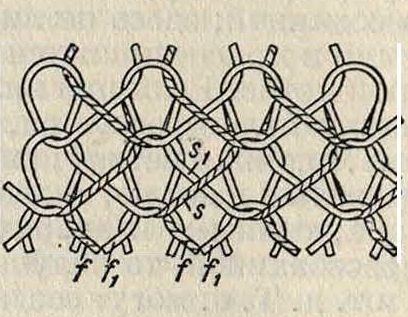
Здесь вводятся подкладочные нити f, f, которые соединяются с товаром платинными петлями s, Si в местах, где изгибы о, о, ложатся на иглы п. 3) Полосатые жаккард-ные узоры (фигура26): нить ложится сначала на 3 иглы, а затем под 1 иглу и на 3 в противоположном направлении; на фигуре 27 показано, как цветные полосы соединяются друг с другом: в местах соединения петельных столбиков то, тхполучаются смешанные петли. 4) Подложенные узор ы (фигура 28 и 29): нитка f проходит над иглами п и под иглами
Фигура 27.
| _ <Ь | £ | |||||||||
| f | ||||||||||
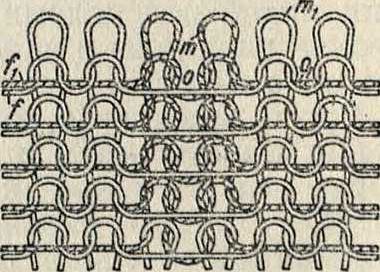
Фнг. 28.
Фигура 29.
нитка flt другого цвета, проходит под иглами п и над иглами п1, и таким образом цветные нити постоянно меняются местами. На изнанке отрезки о, ог, не образующие петель, ложатся позади цветных петель т,т1.
Б. Узорчатый кулирный товар.
1) Прессовый товар. Для получения такого узорчатого вязания прессовая планка, прессующая все крючковые иглы одновременно, снабжается гребенкой с вырезами против известной части игол. Благодаря такому устройству, часть игол остается непрессованной; здесь петли остаются незамкнутыми и присоединяются к соответственной старой петле. Если при вязании следующего ряда эта игла прессуется, то получается так называется двойная петля, причем отрезок нити, неразвитый в петлю, виден только с изнанки товара; если же и вторично оставить иглу непрессованной, то получается тройная петля, и т. д. Т. о. могут создаваться различные узоры: могут прессоваться попеременно то те, то другие иглы или же—в одном ряду часть игол, а в другом—все иглы без исключения; гребенка может иметь такие вырезы, которые оставляют непрессованными иглы попарно, по три иглы и тому подобное. Соответственно этому получаются: а) Одноиголышй прессованный товар (фигура 30): рядом с незамкнутой
Фпг. зо.
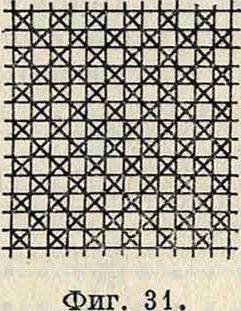
петлей лежит закопченная петля, соединяющаяся с незаконченной в двойную петлю; в одном ряду образуется петля, в следующем ряду эта игла не прессуется, и к прежней петле присоединяется незамкнутая петля. На фигуре 31 представлена схема узора: двойные петли обозначаются крестиками, прессованные же петли обозначены пустыми квадратиками. б) Одноигольный узор с продольными полосами (фигура 32): после каждого одноигольного узорного ряда вяжется гладкий ряд. На изнанке товара незамкнутые петли лежат рядом и друг над другом на расстоянии одной петли, на лицевой же стороне ординарные петли образуют гладкие столбики, а столбики двойных петель располагаются неравномерно, вследствие чего и получаются продольные полосы, в) Одноигольный кипер, или пике (фигура 33): как
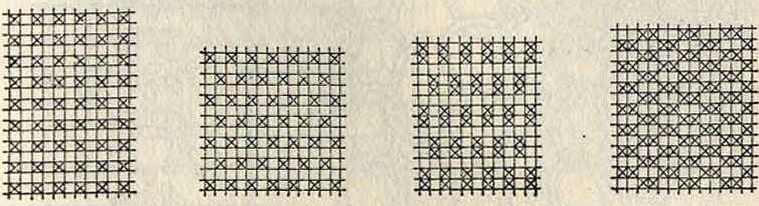
Фигура 32. Фигура зз.
Фигура 34. Фигура 35.
и в предыдущем товаре, узорчатый ряд чередуется с гладким, но в каждом узорчатом ряду остаются непрессованными то четные, то нечетные иглы; так как петли перемещаются относительно друг друга, получается саржевый узор, г) Двойной кипер, или двойное пике (фигура 34): два одноиголь-
ных ряда чередуются с одним гладким рядом гладких петель, д) Двухигольный прессованный товар (фигура 35): здесь прессуются и остаются непрессованными иглы попарно. В следующем ряду происходит обратное прессование. На лице образуются полосы шириною в 2 петельных столбика. Двухигольный
Фигура 36.
Фигура 37.
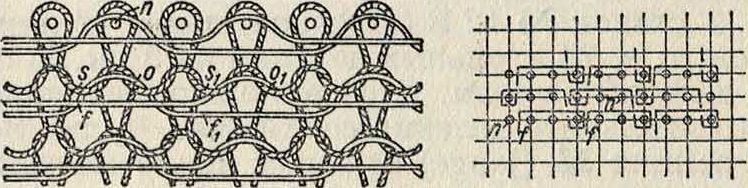
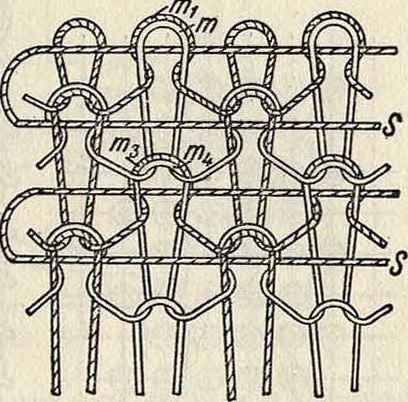
узор с продольными полосами, двухигольный кипер и двойной двухигольный кипер не требуют особых пояснений. 2) Двухлицевой товар составляется из петель, сбиваемых налево и направо, для чего требуется, кроме обыкновенного ряда игол станка («цилиндра»), еще вспомогательный ряд игол («патент»), находящихся в промежутках между иглами станка. После ку-лирования нити и сбивания петель машинные иглы поднимаются, захватывают платинные петли, оттягивают их вниз и аналогичным способом образуют из них игольные петли. Иглы станка образуют петли, сбитые налево, а машинные иглы — петли, сбитые направо. При этом также могут быть различные комбинации: а) если все иглы прессуются постоянно, то получается так называемый 1:1 бортовый товар (ластик, резинка), который отличается от обыкновенного товара большей растяжимостью и служит обыкновенно для изготовления бортов изделий; б) если в каждом ряду две налево сбитые петли чередуются с двумя сбитыми направо, — патентован, борт, 2 : 2; в) если один раз прессуют иглы станка, а другой раз — только вспомогательные,— фанговый товар (фигура 36): петли ж образуются на иглах станка, а в следующем ряду здесь образуются незамкнутые петли 7г, соединяющиеся с готовыми петлями в двойные петли; г) если иглы одного полотна прессуются постоянно, а другого—только через один петельный ряд, то получается сочетание двухлицевого товара с фанговым, или жемчужный (полуфанго-вый) товар. 3) Двухизнаночный товар (фигура 37): один налево сбиваемый ряд петель I (вяжется иглами станка) регулярно чередуется со сбиваемым направо рядом г; от этого получаются резкие поперечные полосы. 4) У т о ч н о-к у лирный товар (фигура 38): делается так, что в промежутки между поднятыми и еще лежащими на иглах петлями ffiWj и ж3ж4 вводится уточная нить S, которая затем зажимается между петлями. В следующем ряду производится
Фигура 38.
перемещение. Уточная нить может вводиться и в двухлицевой товар. 5) Петинето-в ы й, или ажурный, узор образуется путем снимания отдельных петель на соседние иглы (фигура 39): петли Ь перенесены направо на bх. В следующем ряду над пустыми иглами в b образуются новые незамкнутые
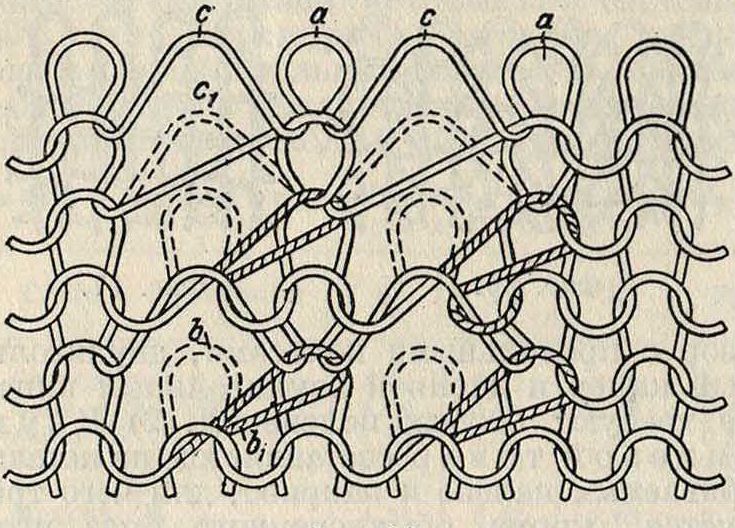
Фигура 39.
петли и загибы с вследствие чего получаются круглые отверстия. В третьем ряду, как и в первом, петли b опять переносятся направо. Если и в следующем ряду проделать то же самое с незамкнутыми петлями сх, то они соединяются с петлями а в двойные петли, а в сх получится отверстие. Если на одну и ту же петлю перенести две соседних петли, справа и слева, то получится пе-тинетовый узор с тройными петлями; если же петли меняются местами, то есть на место одной петли ставится соседняя петля, то получается петинетовый крестовый узор.
В. Плотные осново-вязальные товары. 1) Простое полутрико
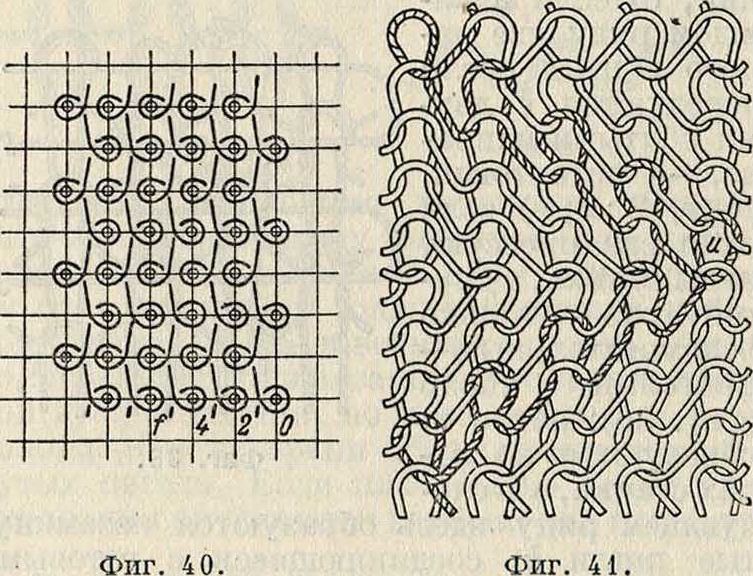
(фигура 40): все нити гребенки кладутся сначала под 1, а затем на 1 в одном и том же направлении, но в каждом ряду меняют направление. Платинные петли s (фигура 19) соединяют две соседних петли тх и т3 или т2 и тх в двух примыкающих друг к другу рядах. 2) Атлас (фигура 41): нити переносятся в сторону только на соседнюю иглу. После известного числа рядов делают обратный ход м, который отводится под 1. 3) А н-г л и и с к а я к о нс а отличается от атласа большими платинными петлями и слепыми наложениями в целях возможно большей плотности. Примером может служить фигура42: наложение под 2 налево, под 1 налево (без прессования), назад под 2 и на 1 направо; затем производится прессование, после чего наложение повторяется налево, но под 3 и на 1; пр—непрессованные, р—прессованные ряды. 4) Простое трико (фигура 43) получается путем удвоения наложения нитей простого полутрико. Работа производится двумя гребенками с полным числом
| У | ||||
| Г | ||||
| Ч | ||||
| 3$ | Р | |||
| 4» | Ч | |||
| ч |
Фигура 42.
Фигура 43.
нитей, производящими наложения в противоположных направлениях. Нитка f принадлежит нижней, нитка —верхней гребенке. При наложении под 1 и на 1 в одном направлении платинные петли s, Sj на изнанке перекрещиваются; на лице же, подобно кулирному товару, петельные столбики располагаются вертикально. 5) Атласное трико (фигура 44). Работа начинается с ряда а. Одна гребенка кладет в первом
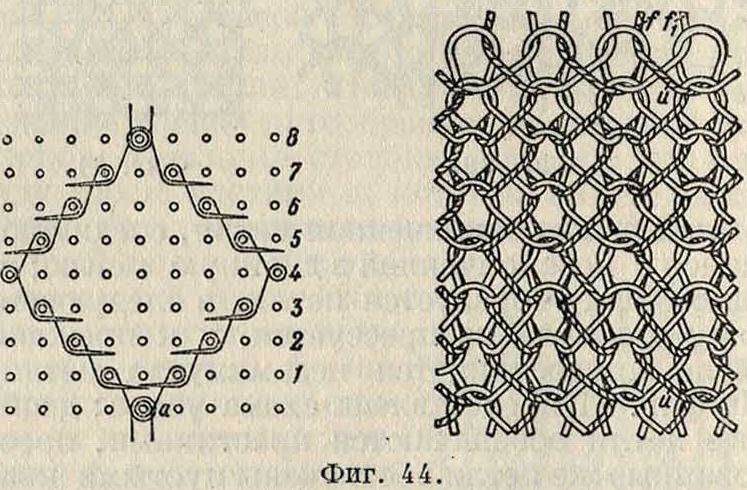
ряду под 1 и на 1 налево, другая гребенка— в противоположном направлении. Во втором ряду перед замыканием гребенки отодвигаются назад. После замыкания производится наложение на иглы с двумя боковыми смещениями гребенки. Нитка /нижней гребенки лежит над ниткой /У, и—начало обратного хода. 6) Ажурное вязание,
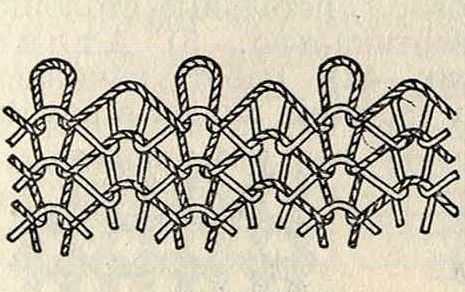
филе, делается таким образом, что в некоторых рядом расположенных петлях отсутствует боковая связь. Обыкновенно для этого некоторые соседние нити накладываются
Фпг. 47.
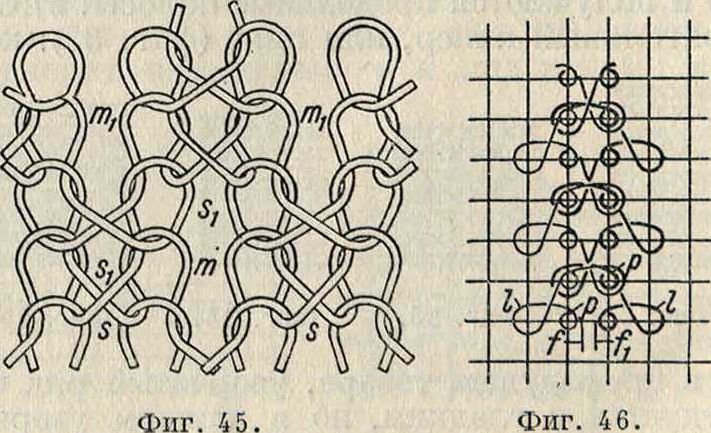
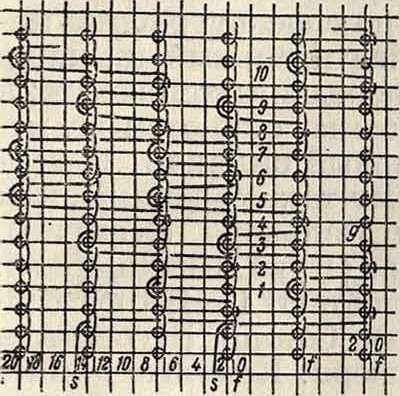
слепо на соседние иглы, для того чтобы они не образовали петель. Примеры: а) маленькое филе (фигура 45): две гребенки с половинным числом нитей; обратные ходы скрещиваются в s, sx; соседние петли в т, тх не соединяются; б) кружевной грунт (фигура 46): прессованные ряды р чередуются с непрессованными I, для чего пресс выключается через ряд; в) уточное филе (фигура 47): одна гребенка кладет нити f всегда на одни и те же иглы, так что петельные столбики д ничем не соединяются друг с другом. Вторая гребенка протаскивает нити s под иглами. Эти нити s обвивают затем нити f наподобие утка. Процесс повторяется через один или несколько рядов, направо и налево.
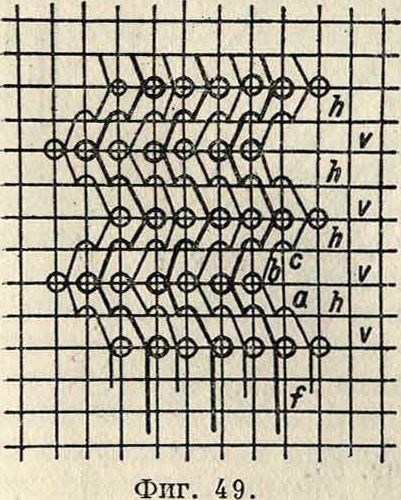
Г. Узорчатые товары, требующие особых приспособлений. 1) Прессовой узор (фигура 48): иглы прессуются при посредстве зубчатого пресса группами, и рт --^-> л· 1
только к этим иглам подводятся нити. Наложение все время производится на 1. При пере-двигании гребенки узорный пресс Рг также передвигается, так что постепенно все иглы обкладываются. 2) Двусторонний осново-вязальный товар (фигура 49) вяжется на рашель-машине (смотрите ниже) с двумя игольницами; V—передняя, h—задняя игольница. Нить f кладется сначала вокруг игол v и образует петли; затем производится наложение на задние иглы h на одно деление влево а, после чего делается наложение на передней игольнице опять налево b и, наконец, на задней игольнице наложение с. Петли
ЖЩ
л. пж
Фигура 48.
Фпг. 50.
передней игольницы перемещаются, а на задней игольнице они всегда образуются на одних и тех же иглах аие. 3) Фангов ый товар (фигура 50) работается двумя игольницами и двумя гребенками с полным числом нитей. В ряду v одна гребенка кладет нити f направо, другая—нити /у налево. При этом приводится в движение передняя игольница.
При поднятии второй игольницы h, f ложатся налево, fx—направо. Т. о. на обеих игольницах одинаковые наложения приходятся на одни и те же иглы. Соседние петли соединяются только при переходе от переднего к заднему ряду путем скрещения нитей.
Вышеуказанным далеко не исчерпываются возможные виды переплетения нити в В.-т. п., и в особенности осново-вязание открывает неограниченный простор узорчатым комбинациям.
IV. Машины и станки для В.-т. п. Громадное разнообразие типов машин и применение моторов и автоматич. устройств к самым маленьким машинам весьма затрудняет их классификацию и в особенности лишает
почвы прежнее деление на ручные и механические станки. Более естественной поэтому является группировка на вязальные (часто называемые чулочными) станки и трикотажные машины: первые (Strickmaschinen) изготовляют предметы почти в совершенно готовом виде, вторые же (Wirkmaschinen) выпускают целые куски ткани для вырезных или кроечных изделий или такие части одежды, которые еще требуют значительного сшивания.
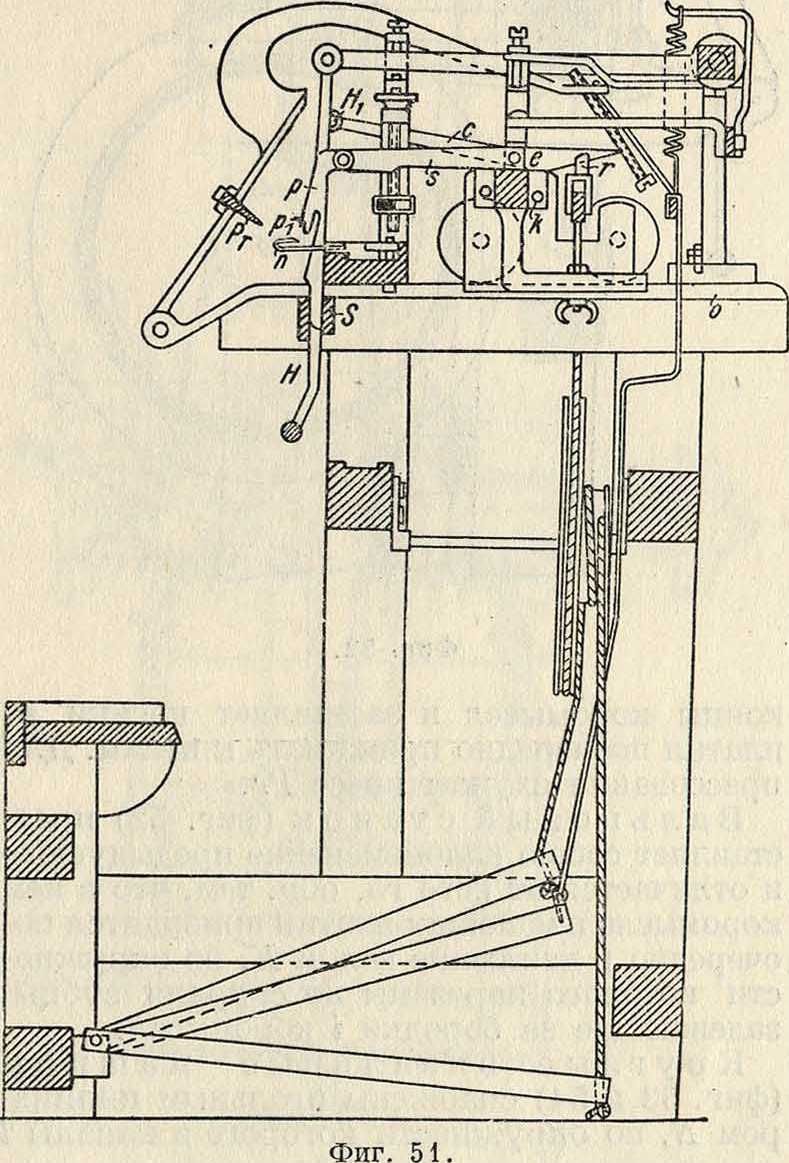
Прототипом вязальных машин послужил так называемым коньковый станок, к-рый, с извести, видоизменениями, находит и до сих пор применение. Он изображен на фигуре 51. Между иглами п находятся платины р, pltлежащие на двух брусках S (платинных коробках). Платины соединены в Н1 с рычагами с идущими до поперечного бруска к, к-рый содержит столько медных пластинок е, сколько имеется коромысел s для падающих платин р. Поперечный брусок к лежит на рельсах о и движется по ним (посредством Hi и с) вперед и назад. Платины приводятся в движение посредством подвижного железного конька г, который приподнимает
Фигура 52.
концы коромысел и заставляет носики ргплатин поочередно прижимать к иглам. Для прессования служит пресс Рг.
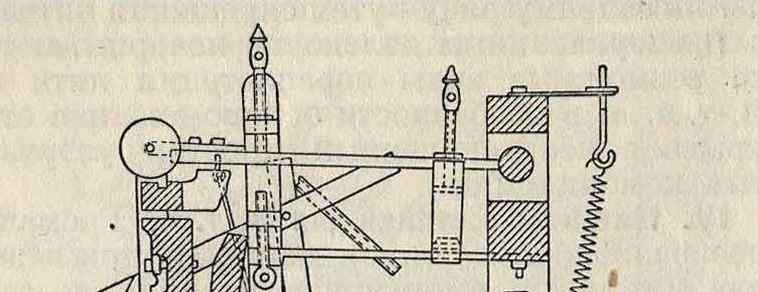
Вальцовый станок (фигура 52) представляет собою видоизменение предыдущего и отличается от него гл. обр. тем, что в нем коромысла падающих платин приводятся поочередно в движение валом К, по окружности которого нарезаны по спирали зубцы, задевающие за бородки г коромысел.
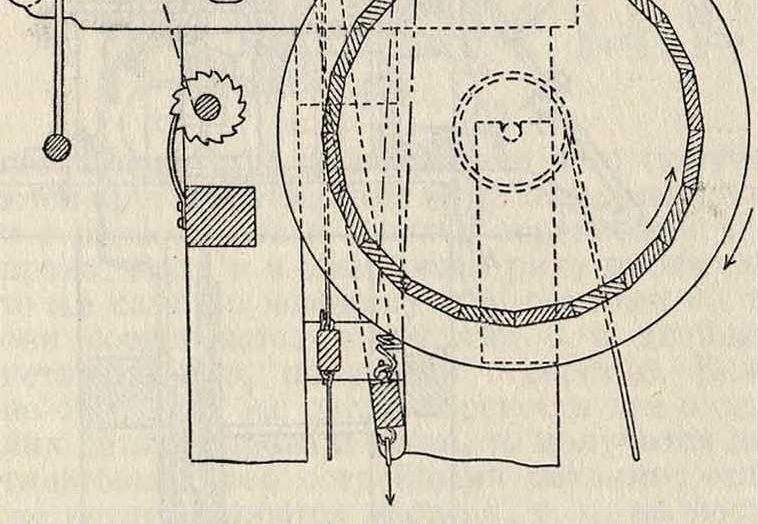
Круглые вязальные машины (фигура 53 и 54) снабжены игольным цилиндром N, по окружности которого в каналы I
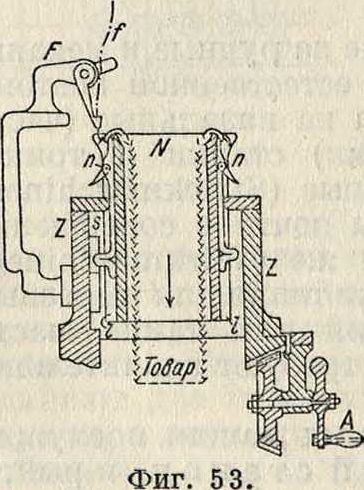
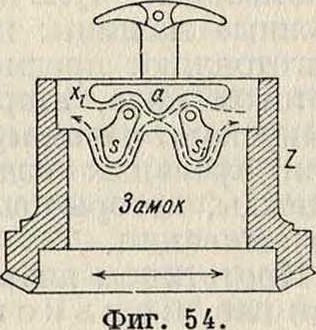
вставлены подвижные язычковые иглы п. Выступающие из каналов поиски игол во время вращения замка Z двигаются вдоль его выемок a, s, s,. Благодаря этому, при вращении ручки А. иглы выдвигаются поочередно наверх и обратно. Нить f, подводимая нитеводителем F, захватывается и про таскивается каждой иглой через старую петлю в форме незамкнутой петли. При вязке круглой гладкой части товара иглы движутся в направлении ж1ав1, a потом поднимаются наверх. При других формах вязания, например при выработке пятки, часть игол выключается путем вдвигания их в каналы. Задача вывязывания регулярных чулков одинаково хорошо разрешается на двух совершенно различных по способу работы машинах. В одном случае игольный цилиндр стоит неподвижно, а передвигается замок; в другом случае части замка остаются на месте, а вращается игольный цилиндр. К первой группе принадлежат такие машины, как Standard Шуберта и Зальцера (Хемниц), New National Э. Дюбье (Куве, Швейцария). По второму способу работают Invisible Стиб-бе (Лейстер, Англия), Corona Шуберта и Зальцера, Ideal Гильшера. Круглые станки м. б. снабжены мотором и. часто получают в таком случае название автоматов. Из числа этих машин следует отметить: 1) машину «К» Скотта и Вильяма для выработки дамского бортового чулка без шва; 2) машину «W» Стибба с крючковыми иглами для дамского чулка, к-рый она вяжет более плотным по образующей, по сравнению с машинами, работающими на язычковых иглах; 3) машину Бренсона «7/8» завода Трент К0 (Ноттингем, Англия) для чулка; 4) машину «Автосвифт» Вильяма Спайерса (Лейстер, Англия) для выработки носка е ластиком; 5) машину «Р. G. Н.» завода Вильт и К0 (Лейстер, Англия) для узорчатых чулков в полоску, шашку и ромб; 6) модели завода Стиббе и К0 для узорчатых чулков с шестью нитеводителями;
7) модель «Standard» завода Бр. Тремп (Уил-лингтон, С. Ш. А.); 8) модель «11» завода
стороне изделия. Производительность означенных автоматов высока: в зависимости от сорта они дают за 8 часов работы З1/^—41/* дюжин носков. Класс машин м. б. от 14 до 22 иголок на 1 англ. дм.
К плоским вязальным машинам относятся фанговая и оборотная машины,
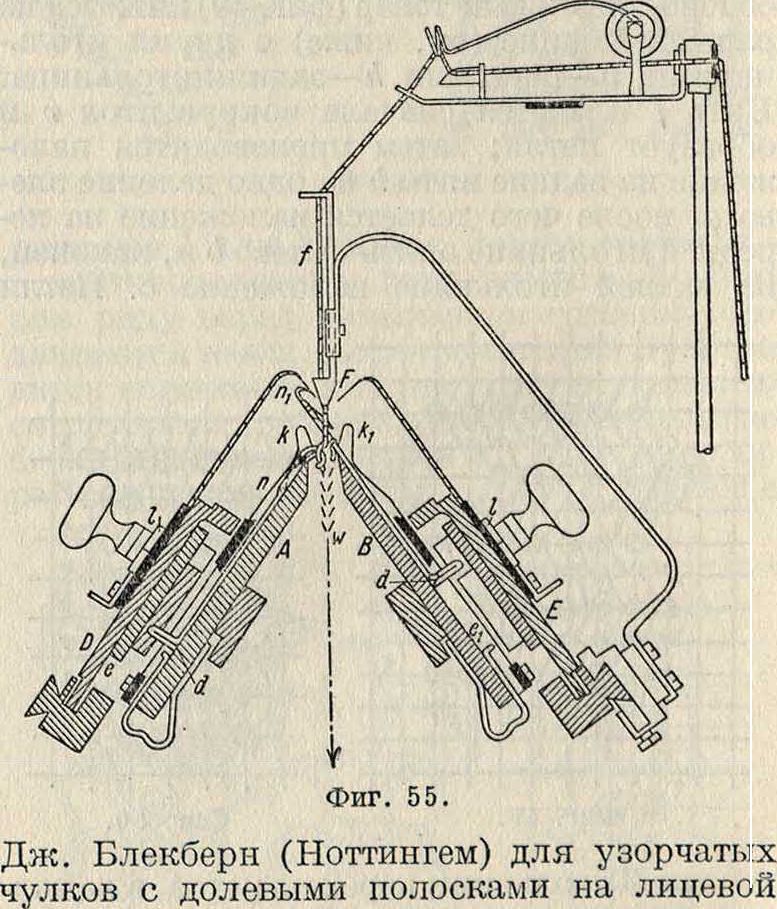
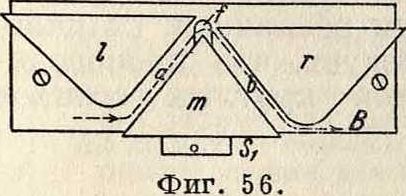
снабжаемые язычковыми иглами, не требующими приспособлений для прессования и кулирования. На фигуре 55 изображена фантовая машина системы Ламба. Оба игольных ложа А и В лежат в два ската под углом в 45°. В ложах имеются каналы, верхние части которых представляют собой отбойный гребень 1ск1. В последнем лежат подвижные иглы ми п1. Для образования петель эти иглы нужно поочередно продвигать в их каналах, что и делается клиньями I, от, г (фигура 56), находящимися в салазках DE <- (фигура 55) и замко вой плите е, е1. Клинья образуют прорез а, Ь, по которому и движутся иглы своими ножками d, d. Нитево-дитель F, стоящий против зубьев отбойного гребня, кладет нить f перед поднявшимися иглами. Отходя назад, иглы захватывают ее в каналы своими открытыми крючками и превращают нить в петлю.
Оборотная машина для двухизна-ночного товара (Links-Links-Strickma-scbine) имеет следующее устройство (фигура 57): игольные ложа N, Νχ лежат на одном уровне на стойках С, С1. Их каналы к, кχ входят друг в друга. Т. о. иглы п с двойными язычками захватываются платинами р, рх и переводятся то в одну, то в другую сторону
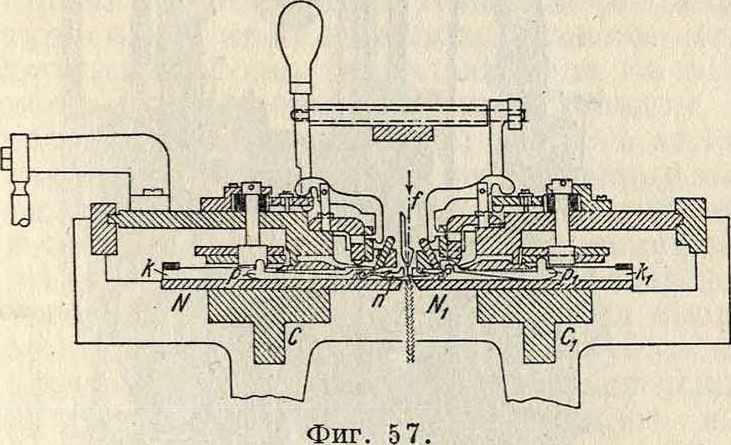
игольных лож. При этом нитка f превращается один раз в петлю, сбиваемую направо, другой раз—в петлю, сбиваемую налево.
Трикотажные кулирные станки. Первые попытки усовершенствования кулирного станка были предприняты на плоском ручном станке, но так как выработка регулярных изделий была сопряжена со значительными затруднениями в отношении регулирования нитеводителя и сбавки, то на механич. станках возможно было вырабатывать лишь большие куски ткани, а в этом случае механич. станки могут быть производительны лишь при замене прямолинейных прерывистых движений непрерывными, то есть вращательными. Иначе говоря, необходимо было превратить плоский кулирный станок в круглый. Так. обр. круглые станки являются первыми механическими кулир-ными станками, которые были усовершенствованы и распространились в производстве.
Круглые кулирные станки подразделяются на две главные группы: 1) французские и 2) английские. Главное различие между первыми и вторыми заключается в том, что в первой иглы располагаются в плоскости, по которой проводится нить (по б. ч. горизонтально), тогда как во второй они расположены перпендикулярно к ней, то есть по б. ч. вертикально. Приспособления для кулирования нити (платины) м. б. двоякого рода: или ставится полный набор платин вдоль всей фонтуры или же ограничиваются отдельными участками окружности; в последнем случае платины получают конструкцию так называемых кулирных колесиков, или мальез.
Современные французские круглые станки быстроходны, снабжены обычно 2—4 малье-зами и имеют различные диаметры, смотря
по роду вырабатываемых изделий. Наиболее употребительны типы № 26 Ff диам. 930 миллиметров с 3 мальезами, диам. 955 миллиметров с 4 мальезами и 980 миллиметров с 4 мальезами для тонкого белья.
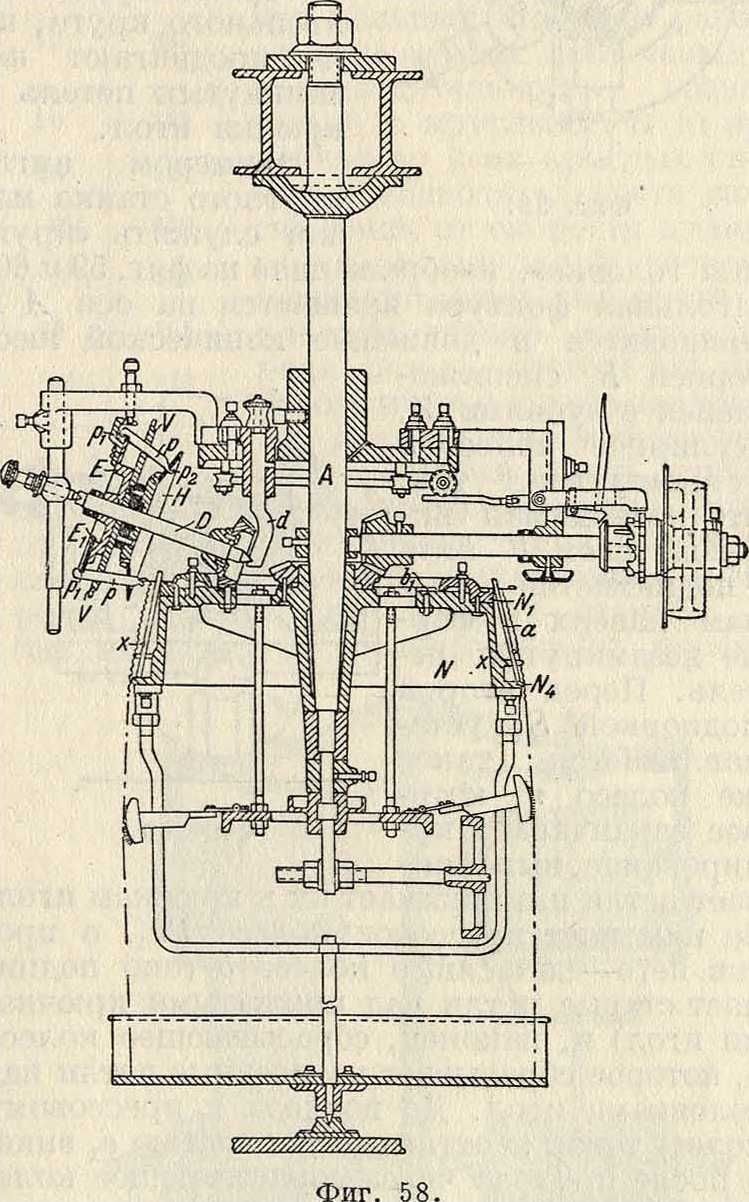
Новейший французский круглый станок с большой мальезой изображен на фигуре 58. Мальеза м. б. поставлена в различных местах окружности стайка N, иглы которого вставлены в кольцо Νχ (седло). Игольница вращается на оси А. Мальеза движется зубьями шестерни bх. Для кулирования применяются платины р, находящиеся в прорезах платинных шайб V и Н. Их вырезы ρχ вставлены в шайбу ЕЕг. Ось D сидит свободно на подпорке d. Игольница имеет в Νχ выступ для соприкосновения с отбойными платинами а. Спиральная пружина х заставляет платины а возвращаться к седлу Νχ после сбрасывания и окончания ряда. Иглы прессуются сейчас же, как только незамкнутые петли продвинутся вперед и будут придержаны платинными крючками р„, во избежание выскакивания их из игол.
В англ, круглых станках применяются как неподвижно укрепленные, так и подвижные иглы. Кулирующий аппарат состоит из крыльчатого колеса с косо стоящими стальными зубьями; последние находятся в сцеплении "с иглами станка, и благодаря этому кулирное колесо приводится в движение игольным кругом станка; самостоятельного движения ему не сообщается. Зубья колеса изгибают нить в незамкнутые петли между иглами во время вращения игольного круга, но не продвигают незамкнутых петель в крючки игол.
Примером англ. круглого станка может служить «круглая головка», изображенная на фигуре 59 и 60. Игольная фонтура вращается на оси А и приводится в движение конической шестерней R, сцепляющейся с зубьями Z.
Кулирное колесо к устанавливают так, что подводимая ни-теводителем I нить f поднимается по иглам наверх в форме незамкнутых петель. Перед второй подпоркой S! устанавливается такое же колесо г, кото- г рое заканчивает ку- Фигура ео. лирование, выравнивает петли и прижимает их к крючкам игол. За ним идет прессовое колесо Prlt а против него—наносящее колесо b (оно поднимает старые петли над прижатыми крючками игол) и, наконец, сбрасывающее колесо b, которое сбрасывает нанесенные петли над головками игол. До подхода к прессовому колесу товар w оттягивается частью ег вниз, а после прохода через сбрасывающее колесо—железной частью е внутрь.
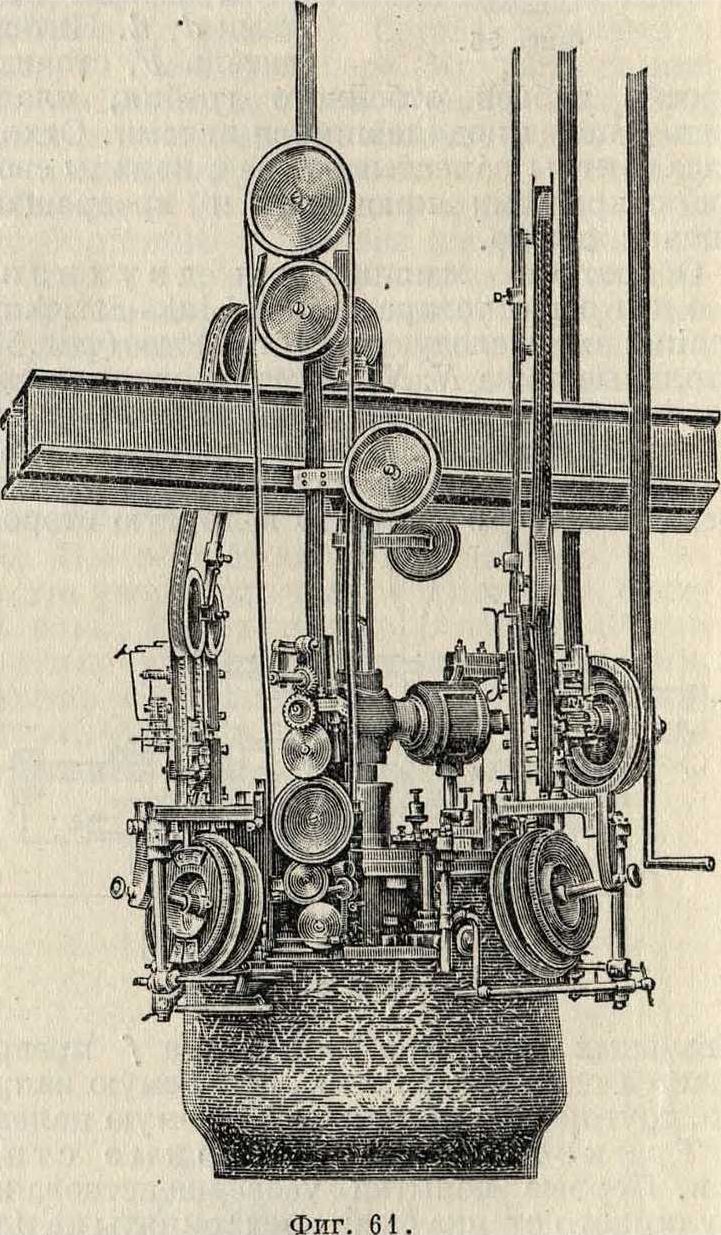
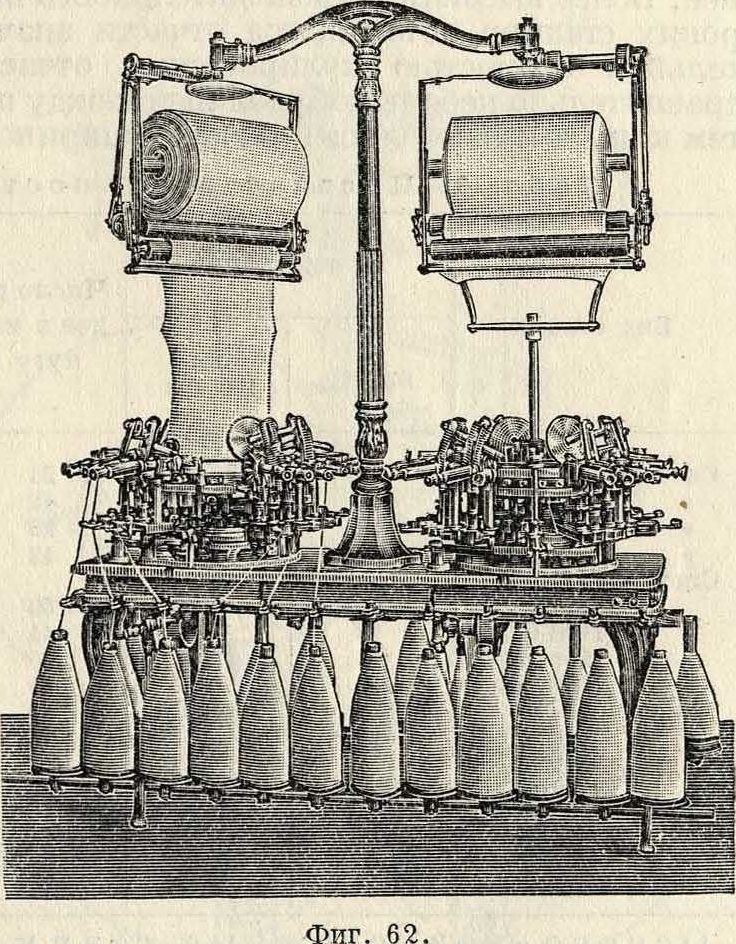
На фигуре 61 изображена круглая мальез-ная машина для рисунчатого товара, а на фигуре 62—циркулярная машина для выработки трикотажного полотна для белья.
Производительность вязальной машины определяется числом предметов, вывязываемых ей в течение определенного времени. Для сравнения различных вязальных машин в отношении производительности следовало бы принять длину ряда петель, который вывязывается в единицу времени. Эта длина в то же время выражает собой и скорость вращения игольного круга, потому что путь, проходимый иглою в секунду, равняется длине вывязываемого в
Ttdti,
это время ряда петель, то есть “60~ > где а—
диаметр игольного круга, а и—число оборотов станка в минуту. Два одинаково быстро работающих станка могут, конечно, выпускать различные количества товара, если,
например, один станок вывязывает плотный, а другой—редкий товар, или если один из них имеет более частые игольные деления и образует более короткие петли. Тем не менее масштаб, указывающий производительность круглых станков, указывает в то же время и скорость всех прочих операций, например операции купирования; так как платины должны опускаться и протаскивать нить с такой же скоростью, с какой вращаются иглы, то приходится замедлять скорость вращения станка, если желают получить хороший и правильно сработанный товар. В табл. 2 приводятся данные, касающиеся производительности различных станков. Из этой таблицы следует, что производительность обоих видов круглых станков
для гладких изделий составляет в среднем 550 миллиметров/ск и что производительность станков для бортовых изделий гораздо ниже прочих. Это объясняется тем, что при вывязывании бортовых изделий нить кулируется гораздо глубже, чем при выработке глад шх изделий. То же относится и к станкам, вывязывающим другие узоры, например гетинет. Относительно сравнительной произв цитель-ности толстых и тонких номеров еле, ует сказать, что в первых кулирование требует большей глубины и, следовательнс, работа происходит медленнее, но здесь и ольные деления больше, а потому произ юдитель-ность такого станка не должен быть ниже производительности станка «тонкого». Сд’ vroft стороны, следует иметь в виду, что в станках тонких номеров платанам трудн е войти в
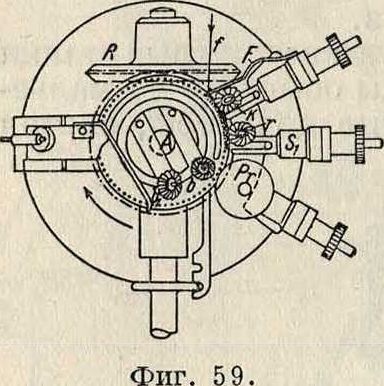
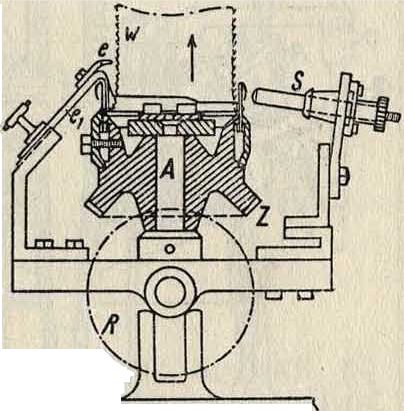
Таблица 2.—П роизводительность круглых трикотажных станков.
| Номер стайка | н а · ^ | к л к | |||
| Вид станка | на " | на 100
мм |
Нарунн диамет игольн круга в | Число об/м. | й £ S -Ч Sag 5
v о ц х а О о оа и |
| Франц, круглый станок для фангов, товара. | 2X7 | 2x30 | 600 | 12 | 377 |
| Англ, круглый станок для гладких изделий. | 14 | 60 | 210 | 52 | 572 |
| Англ, круглый станок для гладких изделий. | 16 | 68 | 90 | 140 | 660 |
| Англ, круглый станок для гладких изделий. | 23 | 98 | 100 | 66 | 346 |
| Англ, кругл, станок с язычк. иглами для гладк. изделий | 16 | 68 | 100 | 60 | 314 |
| Англ, кругл, станок с крючков. иглами для резинки. | 2x7 | 2X30 | 90 | 70 | 330 |
| Англ, кругл, станок с язычковыми иглами для борто- | (2x10 | 2x42 | 90 | 45 | 212 |
| вого товара. | 2×7 | 2X30 | 85 | 50 | 222 |
| Англ, кругл, станок для фангов. тов. с язычк. иглами | 2X7 | 2X30 | 285 | 16 | 239 |
| Франц, круглый станок для гладких изделий. | 9 | 38 | 1 250 | 97» | 620 |
| Франц, круглый станок для гладких изделий. | 12 | 51 | 1 250 | 87* | 556 |
| Франц, круглый станок для гладких изделий. | 20 | 85 | 815 | 13 | 555 |
| Франц, круглый станок для бортов, товара. | 2X12 | 2x5 | 920 | 67» | 313 |
узкие промежутки между иглами, чем в толстых, вследствие чего у первых вращение происходит медленнее.
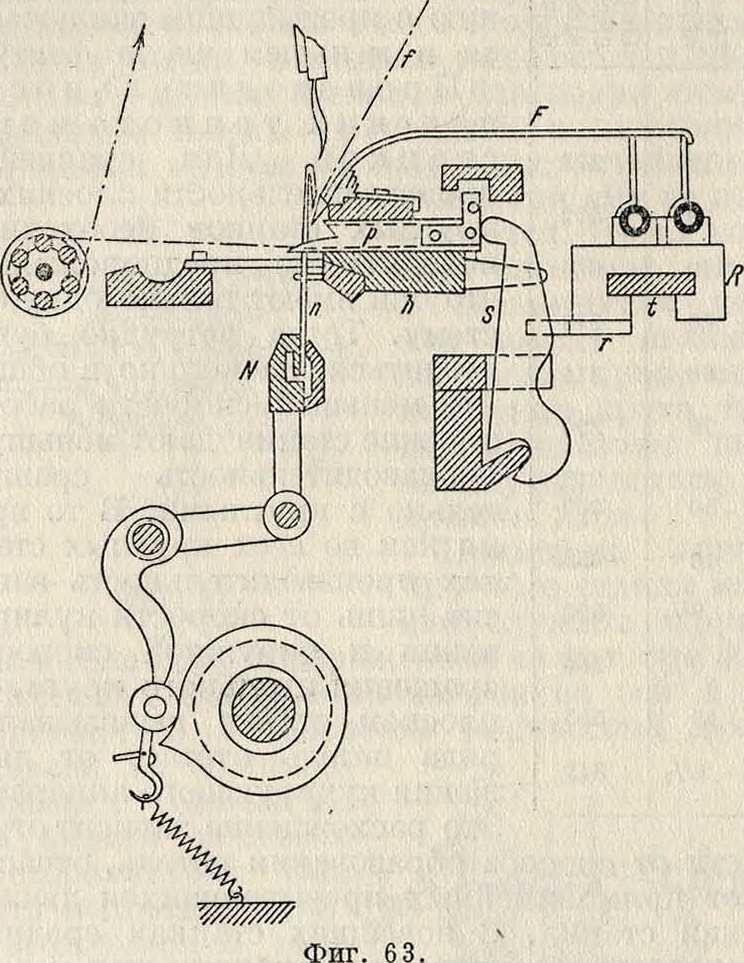
Плоские трикотажные кулирные станки строятся: типа Коттона—до 24 фон-тур в одной машине, а типа Педжета—до 12. Станки Коттона, разделяющиеся на пагле-ночные и следовые, весьма устойчивы, так как в них приводный вал лежит в стойках глубоко внизу и, кроме того, главные части машины и товар хорошо видны рабочему, несмотря на значительн. длину машины. На станках Коттона впервые было введено то усовершенствование, что во время вывязывания одного ряда петель кулируется нить следующего ряда; это значительно ускоряет производство. Другое важное нововведение, получившее широкое распространение, заключается в том, что брусок, на котором сидит конек, крепко соединен с бруском, на котором расположены крючки, поэтому конек передвигает крючки всегда на одинаковое расстояние, чем обеспечивается вполне равномерное купирование. Если вырабатывается более плотный или, наоборот, более редкий товар, то все это приспособление или удаляется от платин или приближается к ним. Устройство этого станка изображено на фигуре 63: игольная планка N с иглами п стоит вертикально перед платанами р, которые находятся в платинной планке Шх. В «тонких» станках применяются падающие и стоячие платины. Падающие платины придвигаются к иглам рычагами S при помощи конька г. Пресс образуется нижней гранью платинной планки Τι. Конек приводится в действие посредством передвигания бруска R или t, соединенного с буферами. Нитка f подводится трубочкой, прикрепленной к бруску нитево-дителя b, к-рый соединен с коньковым аппаратом R. Нитка подводится перед платанами и позади игол. Станок Педжета также имеет подвижный игольный брус и отбойный гребень, но иглы в нем расположены горизонтально. Главы, недостаток станка Педжета по сравнению с предыдущим заключается в меньшем числе фонтур.
Производительность плоских трикотажных станков. Для сравнения производительности плоских и круглых станков необходимо исходить из предположения, что они имеют только одну систему. Тогда нетрудно будет убедиться, насколько в общем при меньшей скорости работы плоские станки дают меньшую производительность сравнительно с круглыми. В то время как во всех круглых станках производительность зависит лишь от скорости купирования и окружной скорости вращения игольного круга, на плоском станке вывязывание ряда петель отстает от движения купирующего аппарата. Это расхождение зависит отчасти от способа образования петель, отчасти от прямолинейных прерывающихся движений станка. В новейших станках средняя скорость купирования приближается к скорости купирования ручных станков, но тем не менее производительность плоских
станков всегда значительно меньше купирования (приблизительно вдвое). В табл. 3 приведены сравнительные данные о скорости различных кулирных станков для гладкого и ластичного вязания,собранные Вилькоммом. Из этой таблицы видно, что широкие станки купируют скорее и отличаются большей производительностью, чем узкие. Первое
27
Т. 9. m. IV.
объясняется тем, что в узких станках конек доходит до конца своего пути, только еще начав двигаться и не успевая развить максимальной скорости, т. к. в начале и в конце
пути, после остановки и перед остановкой, коньку приходится двигаться медленнее. Более высокая производительность широких станков объясняется отчасти значительной скоростью кулироваиия, отчасти сравнительно небольшой разницей между путем конька и наибольшей рабочей шириной.
Осново-трикотажные станки. Т. к. на этих станках изготовляются исключительно кроечные товары, то в их эволюции от ручного станка, с одной стороны, не встречалось затруднений в отношении сбавки петель, а с другой стороны, не было основания предпочитать круглую конструкцию плоской. Поэтому круглые осново-трикотажные станки применяются лишь в виде маленьких машин с редкими делениями.
Они выпускают редкую кишку, идущую на выработку шалей (Schalmaschinen). Плоские осново-трикотажные станки, в интересах быстроходности, строятся в настоящее время так,что длина игольных крючков и величина платин доведены до минимальных размеров, а все быстро движущиеся части колеблются около своего ц. т., во избежание сотрясений. Иглы расположены по большей части вертикально, для того чтобы легче было обозревать вывязанные ряды и замечать дефекты. Игольная планка подвижна для сокращения движений платин. Такого рода станок («вер-телка») изображен на фигуре 64. Все необходимые движения выполняются автоматически посредством эксцентриков вала Т. Гребенки к передвигаются в сторону автоматическими нарезными колесами или цепным приводом. Платины р находятся меясду иглами п и расположены на платинной планке Р под игольным рядом и впереди его. Платины движутся вперед и назад посредством Рх, а вверх и вниз—посредством ННг. Гребенки к с дырчатыми иглами I, ведущие нить f, приводятся в движение рычагом ММХ и эксцентриком Е вала Т. Нити f сбегают с основных навоев F, Fx, кладутся на и под иглы п и платанами р продвигаются в крючки игол, после чего пресс Рг прижимает их. Сам пресс приводится в действие рычагом Шх. Товар при помощи роликов 1, 2 я 3 навивается на товарный навой W.
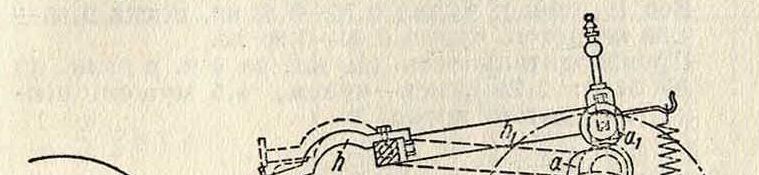
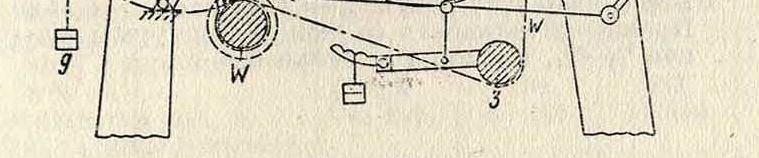
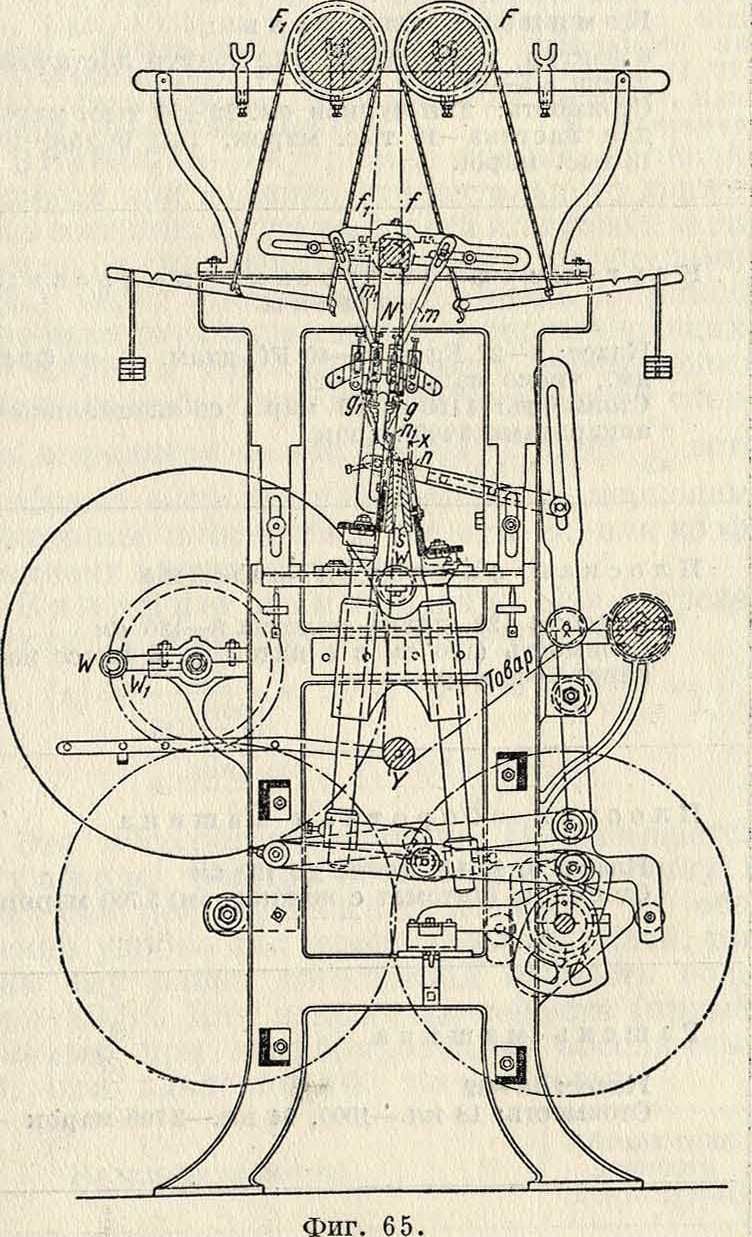
Для получения фасонных и узорчатых изделий наиболее употребительна так называемая рашель-машина, или фанговый осно-вотрикотажиый станок, изображенный на фигуре 65. Язычковые иглы п, пх расположены в двух игольницах. Обе стоят почта отвесно друг за другом, и когда одна поднимается, другая опускается. Верхние части игол ложатся в отбойные планки S. В зависимости от той или иной плотности товара эти планки можно поднимать и опускать посредством установочных винтов. Гребенки д, дх с дырчатыми иглами движутся назад и вперед рычагом N и соединениями mmx дырчатые иглы кладут поочередно свои нитки f, fx в переднюю и заднюю игольницу. Кроме того, гребенки должны еще передви_ гаться в сторону, что делается цепным при
Таблица 3.—П р о и з в о д и т е л ь н о с т ь плоски трикотажных станков.
| Номер станка | Число ря- | Из времени, потребного для образов, ряда петель, на кулиров. приходится | Расстояние, про- | Ширина | Скорость кулирова- | Произво-
дительн. | ||
| Вид станка | на 1" | на
100 миллиметров |
дов в минуту | ходимое коньком, в миллиметров | на ряды в миллиметров | ния в
ММ/СК |
стайка в миллиметров/ск | |
| Сйст. Бартона. | 14 | 59 | 24 | 7. | 440 | 400 | 352 | 160 |
| » Педжета. | 14 | 59 | 42 | ·/. | 460 | 480 | 483 | 294 |
| » ». | 22 | 93 | 28 | 830 | 790 | 580 | 369 | |
| » ». | 24 | 102 | 42 | */. | 450 | 410 | 472 | 287 |
| Сист. Брауера и | 760 | 360 | ||||||
| Людвига. | 20 | 85 | 30 | V. | 760 | 720 | ||
| » Тельбуи. | 18 | 76 | 44 | V. | 435 | 395 | 640 | 290 |
| » Моссига. | 16 | 68 | 40 | */. | 400 | 360 | 667 | 240 |
| » Коттона. | 15 | 63 | 40 | */, | 350 | 310 | 467 | 207 |
| » » | 15 | 63 | 40 | V» | 460 | 420 | 613 | 280 |
| » » | 13 | 55 | 26 | V. | 790 | 750 | 685 | 325 |
| Англ, ластичн. | 66 | |||||||
| станок. | 2x12 | 2x51 | 22 | V. | 220 | 180 | 161 | |
| Англ, ластичн. | 71 | |||||||
| станок. | 2x15 | 2x63 | 25 | V. | 210 | 170 | 175 | |
| Ст. Лобеля. | 2X12 | 2X51 | 23 | V. | 210 | 170 | 161 | 66 |
водом в четыре приема (так как имеются 2 игольницы), то есть для каждого ряда петель одной игольницы надо вставить в цепь четыре плашки. Нити f, fx должны накладываться на иглы в крестообразном направлении. Простейшее наложение с двумя гребенками: гребенка /кладет спереди на иглы п х
Фигура 64.
слева направо, а сзади на иглы п—справа налево. Вторая гребенка f кладет так же, но только в противоположном направлении. В результате получаются двойные петли. В зависимости от этого в цепь одна за другой вставляются плашки, отмечаемые, смотря по их высоте, нумерами (от 0 вверх). Нить подводится от основных навоев F, Fx вниз. На навои, для натяжения нитей, вешаются грузы, которые постепенно, по мере выполнения работы, снимаются. Важную роль играет проволочка х. Она поставлена перед игольницей таким образом, что, когда игольница поднимается, то ее поднятые и почти горизонтально лежащие язычки ложатся под этой проволочкой. Только таким образом молено избегнуть поднятия язычков и закрытия игол при поднятии игольных рядов. Товар оттягивается штангой Y. Машина приводится в движение зубчатым колесом, соединенным с приводным валом WWX. Машина может приводиться в действие от руки или ременным приводом от трансмиссии.
При помощи различных дополнительных приспособлений осново-трикотажные станки, подобно кулирным, могут вырабатывать самые разнообразные фасонные и узорчатые ткани.
V. Организация производства. Сырье (смотрите Пряоюа). Вязальные машины вырабатывают изделия из разного рода пряжи— хлопчатобумажной, шерстяной, искусственного и натурального шелка, фасонной, льняной, имитатной, вигоневой. Количественное соотношение родов волокна в различных странах неодинаково; так, в Англии на первом месте стоит шерстяная пряжа, а затем следуют искусственный шелк и хлопок; в Германии—искусственный шелк, хлопок и затем уже шерсть; в Америке—хлопок, шелк (искусств, и натуральный) и шерсть. В СССР более всего идет хлопчатобумажн. пряжа (свыше 80%), затем—шерсть и в край не ограниченном количестве искусственный шелк. В В.-т.п. к пряже предъявляются осо-бенно строгие требования в смысле крепости, чистоты, однородности цвета, мягкости и отлогости, ровноты, так как вязально-трикотажные машины имеют очень тонкие и нежные части. Испытания заграничной хл-бум. пряжи дают коэфф. крутки в пределах
2,5—2,75; более крутая пряжа не дает желаемых результатов, производит частые полом,-ки игол и вывязывает косые петли. Нить должна быть гладкой и круглой, то есть на ней должен быть как можно меньше выступающих волоконец. Пряжа, начиная с № 40/2, мерЬ серизуется, газируется. Мерсеризованная, газированная пряжа, не подвергающаяся полировке, называется флор; подвергшаяся полировке называется бриллиант-флор. Другая классификация подразделяет пряжу на жесткую (крутую) и мягкую (отлогую); жесткая способна в моменты купирования скручиваться и не изгибается в надлежащую форму петли. Хл.-бум. пряжа употребляется следующая: для чулков— 20/1, 24/1, 26/1, 39/1, 44/1, 24/2, 32/2, 40/2, 60/2, 70/2, 80/2, 100/2, 120/2, 140/2 (одиночная пряжа ведется в две нитки, и, кроме того, для усиления пятки добавляется третья нитка; крученая пряжа идет одной нитью, и в пятку добавляется одиночная нить); на трикотаж (белье)—16/1, 24/1, 39/1, 44/1,
60/2, 80/2; на трикотин, платки, скатерти — 10/1, 16/1, 24/1, 32/1, 16/2, 24/2, 32/2. Шерстяная пряжа аппаратного прядения МЬМ· 20/2, 24/2 идет на свитеры, шарфы,
| - Типы машин | Изделия и производительность |
| Круглые чулочно-вяз. автоматы
Класс: от 5 до 26, диам. 2—33Д" Число игол: 5—26 на 1" Стоимость: ок, 1100 герм, марок |
Гладкие и рисунчатые чулки и носки
Вес (1 дюж.): чулка 0,75—0,54 килограмма, носка 0,65— 0,53 килограмма, детск. чулка 0,30—0,90 килограмм. Производительность (14 кл. за 8 ч. в дюж. из Дге 32/2): 2,75 дамск. чулка, 4,5 мужск. носка, 6—8 детск. носка. |
| Круглые ластичные автоматы
Класс: 13—14, диам. 2—4" Стоимость: ок. 650 марок (14 кл.) |
Ластик для носков, чулков. фуфаек, кальсон
Вес 11 дюж. пар): чулочн. 0,188—0,75 килограмм, носковых—0,17 килограмм Производительн. (в дюж.): носков, ласт. 15—20, чулков. 33/4 — 7 (смотря по быстроходности) |
| Котонные маши и ы Класс: 33—45
Комплект для дамского чулка со швом: 3 пагленочных по 24 фонтуры, длина 14", 1 следовая в 24 фонтуры, длина 10" Комплект для мужского носка: 1 пагленочная в 24 фонтуры, длина 11", 1 следовая в 24 фонтуры, длина 1072", 2 ластичных по 12 фонтур, длина 11" Комплект для белья: 6 фонтур, длина 28—30", 12 фонтур ластичных, длина 8,5—15" Стоимость: для чулков ок. 22—25 тыс. марок, для ластика—Ю тыс. марок, для белья—10— .13 тыс. марок |
Дамский чулок, мужской носок, ластик и белье Вес (1 дюж.): чулков 0,45—0,30кг, носков—0,55кг Производительность (в дюж. с фонтуры): чулков 7з—Vi, НОСКОВ Г/г, белья 0,4—0,5 |
| Круглые французские мальезные машины
Класс: 8—27 Fg и 20—40 Ff, диам. 8—90 фран. дм., число мальез 20—24 Стоимость: 1100—1500 мар.; со специальными аппаратами 3400 марок |
Трикотажное полотно, гладкое, для начеса, плюш, ажур, прессовые рисунки, продольные полоски
Производительность одной мальезы: гладкого (26 Ff)—1,4 килограмма, рисунчатого—1,0 килограмм Вес (1 дюж.): гладкого белья 5,33 килограмма, рисунчатого—3.5 килограмм |
| Плоская фанговая машина
Класс: 4—22, длина полотна 8—120 см. Стоимость (120 сантиметров с 6 нитевод., 8 класс жаккард) 5000 марок |
Регулярные и кроечные изделия
Производительность: ручная машина—12 свитеров шерстян. весом 0,33 килограмма |
| Плоская оборотная машина
Класс: 8, 9, 10, длина до 130 сантиметров Стоимость (автомат с жаккардом) 5 700 марок |
Платки, палантины, рисунчатое полотно для одежды |
| Рашель-машина Класс: 18—32
Стоимость: 18 кл,—1000, 24 кл.—2 700 марок |
Трикотин, платки, шарфы
Производительность: 10—30 килограмм » платков 100—220 шт. (вес платка 0,01—0,145 килограмм) |
| Циркулярная вязальная машина
Разы, классы (ходовой № 10, диам. 19") Стоимость 1500 долл. |
Узопчатое полотно
Производительность (из шерстяной пряжи): 40—50 метров (14—16 килограмм) |
перчатки и пуховые товары; английского камвольного прядения NsM» 24/2, 32/2,36/2,
40/2—на платки, пальто, костюмы, жилеты; франц. прядения Х°№ 24/1, 36/1, 52/1, 24/2,
36/2—на чулки, трикотаж; NsNs 32/2, 34/2,
Таблица 5. —Состояние, трикотажной промышленности.
| С т а т ь -и | С. Ш. А. (по данным 1919 Г.) | Великобритания (по данным 1924 г.) | Франция (но данным 1922 г., без перчат, про-изв.) | Германия (по данным 1925 г.) | СССР (по данным 1925/26 года, без кустарей) |
| Число заведений. | 2 050 | — | — | 66 857 | 70 |
| Мощность в В?. | 151 601 | 15 780 | — | 46 488 | — |
| Число рабочих. | 172 572 | 88 720 | 75 000 | 225 029 | 14 798 |
| Средняя мощность | 0,9 | ||||
| в IP.. | 73,9 | — | — | — | |
| Среднее число рабо- | 211 | ||||
| ЧИХ.. | 84,2 | — | — | 3,8 | |
| Рабочих на 1 IP. Продукция по оптов. | 1,1 | 5,6 | 4,7 | ||
| ценам в тыс. р. (по | 21 570 | ||||
| номиналу). | 685 000 | 237 500 | 143 000 | — | |
| Прирост по сравнению С 1912—1914 гг. | |||||
| в %.. | 136 | 201 | 153 | — | — |
| Экспорт в тыс. р. | 43 800 | 40 150 | 11 450 | 99 6С0 | — |
| Внутреннее потребление на 1 человека: | 0,2 | ||||
| Чулочн. над., пар. | 8,5 | 6 | — | — | |
| Белье, шт. | 3 | 2 | — | — | } 0,02 |
| Одешда, ». | 1,4 | 1 |
36/2, 48/2—для плоских фанговых и оборотных машин; 25/1, 52/2—на оренбургские шарфы; Кашмир 20/2—26/2, верблюжья 20/2, ляма 20/2—на платки.
Для удешевления трикотажных изделий к шерстяной и даже хл.-бум. пряже стали влических прессах, сортируется, пакуется. Типичной чулочной фабрикой нужно считать установку из 1 000 круглых чулочно-вязальных автоматов, с выработкой 50% дамского чулка, 35% мужского носка, 8% детского чулка и 7 % детского носка. В табл. 4 приведена классификация машин соответственно вырабатываемым изделиям.
В.-т. п. начинает играть колоссальную роль во всех странах. В табл. 5 приведены некоторые сравнительные данные о размерах этого производства в разных странах. Важное значение оно должно иметь и в СССР, потому что благодаря легкости машин, большой производительности и автоматичности это производство может распространиться по всей территории и даже в деревни. Большинство наших фабрик и кустарей пользуется немецкими мащинами. В настоящее время в СССР строятся ручные чулочные машины,фантовые машины, а с 1927 г. и чулочно- вязальные автоматы.
Лит.: Вилькомм В., Три котажно-вязальное производство, перевод с немецк., М.—Л., 1928; Worm J., Die Wirkerei und Stricke-rei, Lpz., 1923; Aberle C., Wirkerei und Stri-ckerei, Netzen und Filetstriekerei, Technologie der Textilfasern, hrsg. v. E. O. Herzog, B. 2, T. II, B., 1927; «Textile World», N. Y.; «Textile Recorder», Manchester; «The Trade Hosiery», L. H. Максимов. в последнее время дооавлять примесь искусственного шелка. В большом также употреблении фасонная пряжа, скручиваемая из шерстяной или хлопчатобумажной пряжи с искусственным шелком. Эта пряжа служит для различных узоров трикотажных тканей.