 > Техника, страница 35 > Гамбургский товар
> Техника, страница 35 > Гамбургский товар
Гамбургский товар
Гамбургский товар, сорт кожи, выделанной из крестца (хаз а) лошадиной шкуры краснодубпым способом. Г. т. идет на отдельные части верха обуви: переда к сапогам (именуемые бортами, если они выкроены с задником, и полубортам и— без задника), вытяжные штиблеты и союзки г: мужским штиблетам и дамским ботинкам. Г. т. обладает плотной, гладкой, блестящей поверхностью, непромокаемой и чрезвычайно хорошо поддающейся чистке различными ваксами. Конская шкура у крестца по обе стороны хребта имеет очень плотный слой волокон, лежащий внутри ее толщи. Если посредством струга обнажить этот слой, то он представится в виде двух темных кругов особо плотной кожной ткани, называемой шпигелем, который и служит для вы-кроя Г. т. (фигура 1, А и Б). В процессе обработки шпигель вскрывается и отделывается
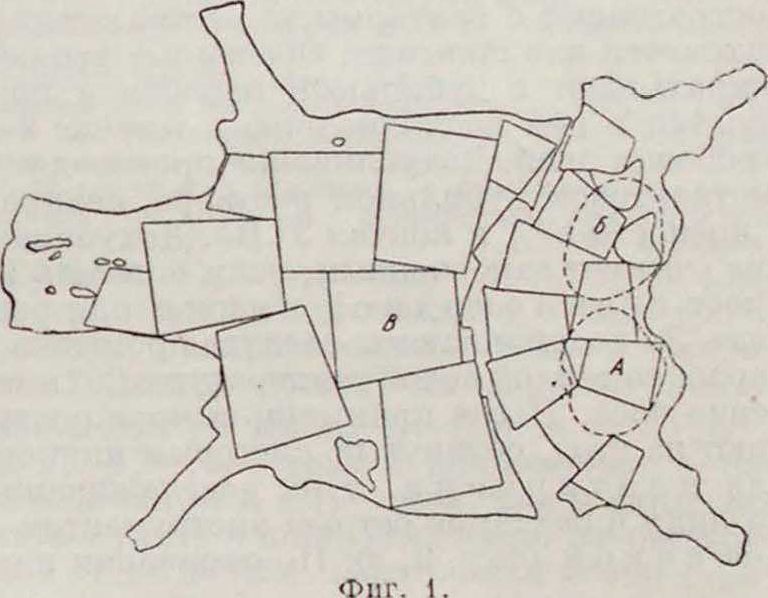
с внутренней стороны кожи—б ахтармы; лицевая же поверхность кожи выстрагивается и у отделанного товара служит бахтармой. Таким образ, гамбургские изделия можно определить как отделанные с изнанки.
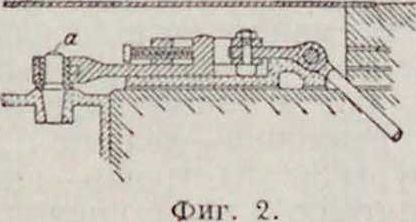
Раскрой. Прежде чем приступить к раскрою кожи на Г. т., ее размачивают до полного обводнения, а затем у нее вскрывают на обыкновенной колоде стругом шпигель, снимая только верхний слой, до появления полного шпигеля, без его расстрожкн. Далее кожа поступает в раскройную мастерскую, где на закройном столе по вскрытому шпигелю производится разметка ее при помощи особых наметок, а затем разрезка по намеченным линиям. Размеры в см. форма и назначение наметок показаны на фигуре 2. Так как шпигель составляет сравнительно небольшую часть всей площади кожи, то наметки для бортов и полубортов, с целью более экономного использования шпигеля, размещают в нем только носами, задняя же часть наметок находится вне шпигеля.
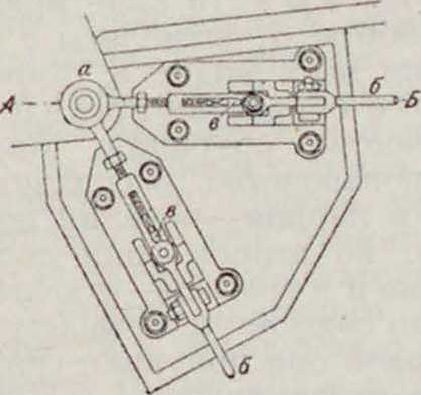
Разрез по А-Б
Союзки берутся из шпигеля полностью. Передняя часть кожи отрезывается и раскраивается особо (фигура 1, В) на платовые и шагреневые изделия.
Фигура 2.
Додубливание и подготовка гамбургского товара. У кожи, вырабатываемой на русских заводах, хаз в процессе производства обыкновенно не расстрагивается, а потому шпигель, находящийся внутри кожного слоя, благодаря особой плотности своих волокон и медленности проникания дубителей чрез лицевой и бахтармовый слои, обычно бывает недодублен. Отсюда вытекает необходимость додубливания шпигеля в выкроях. Перед додубкой выкрои обеляют, то есть дострагивают с бахтармы те места, которые находятся вне шпигеля. Обеленные выкрои закладывают в дубильный барабан и подвергают в нем додубливанию в течение 3— 4 рабочих дней. Додубливание производят в экстрактовом дубильном растворе, начиная с крепости в 1/г и кончая 3° В6. Додубливание считают законченным, если шпигель не имеет стекловидной л и н и и при разрезе. За додубливанием следует промывка в барабане теплой водой температуры 30° в течение часа. После промывки выкрои поступают на стол, обтянутый листовым цинком, для платировки, то есть разглаживания по лицу и бахтарме острым инструментом— собачкой (фигура 3, с). По окончании пла-
тировки выкрои мажут (жируют) по бахтарме дегрой (смотрите) или смесыо из равных частей догры, ворвани и животного сала. Жированные выкрои сушат насухо и сдают сухими в склад, откуда по мере надобности берут в мастерскую для отделки.
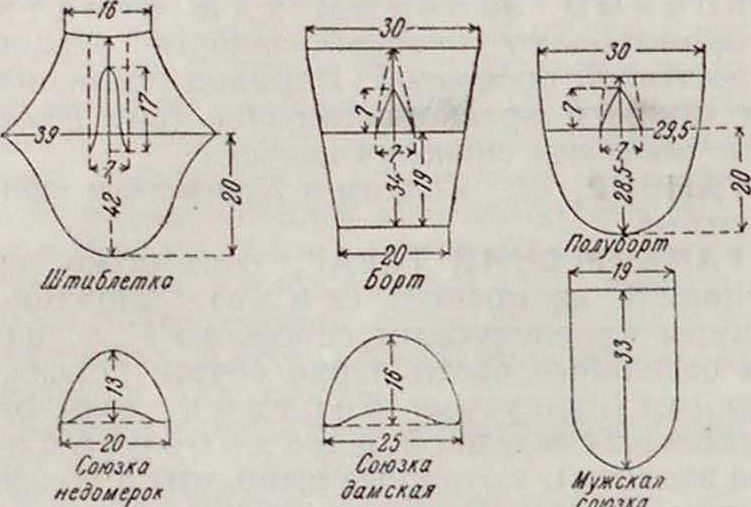
Инструменты. Производство гамбургского товара имеет чисто ручной характер и до сих пор ни в СССР ни за границей не подверглось механизации. В нем применяются следующие инструменты (фигура 3): 1) с т р у г-фал ьц а, состоящий из двух соединенных между собой пятью винтами стальных пластин, между которыми вкладывается стро-гальп. планка; планки имеют завороченное лезвие—завал; пластины снабжены ручками—одной поперечной и одной продольной; 2) заворот б — стальной полукруглый брусочек для правки струга; 3) с т а л ь к а в или напильник, для той же цели; 4) цикля г — стальная планка, выточенная на ребро и вставленная в деревянную ручку;
5) лопатка д—стальная или каменная планка, вставленная в деревянную ручку (бывает тупая и острая); 6) собачка е-острая стальная треугольная планка, вставленная поперек также в деревянную ручку;
7) л о щ ильное стекло ою—представляющее собою отшлифованный кусок зеркального стекла с закругленными углами, который вставлен в деревянную ручку;
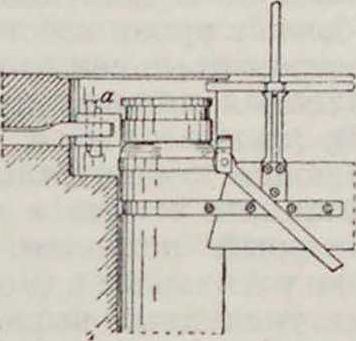
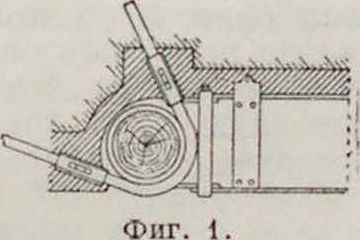
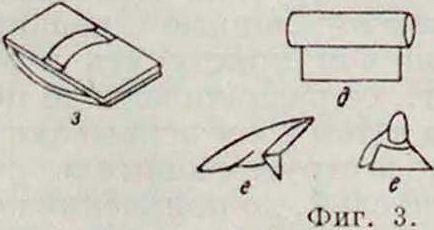
8) п р о б к о в а я доска з для укатки. Кроме указанных выше инструментов, необходимы: колода для строгания (фигура 4, а), беляк (фигура 4, б), колодка для посаживаиня
Фигура 4. Фигура 5.
Гфигура 4. в), мраморная доска и столы-катки для работы. При мастерской должна быть оборудована сушилка для товара.
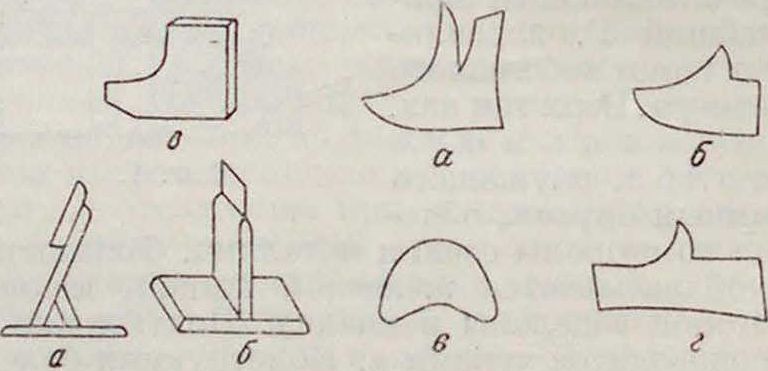
Производство. Существуют две группы изделий (фигура 5): тяну т ы е (в виде крюков) борты а, полуборты б, штиблеты в и плоские — союзки всех видов г. Каждая группа в процессе обработки проходит неодинаковое количество операций. Для тянутых изделий производство распадается на три периода: в первом—изделия получают свою форму, во втором—они подготовляются к отделке и в третьем—отделываются. Производство союзок укладывается в две операции: в первой они получают свой вид, а во второй их отделывают.
Борты, полуборты и штиблеты. I период: 1) 1-я мазка—сухие выкрои, поступившие из склада, мажут по шпигелю смесью дегры и тюленьего жира в равных количествах и оставляют в таком виде на некоторое время; 2) размочка—делается в теплой поде температуры 30°; 3) строжь—выкрои строгают по шпигелю 2 раза; сначала мастер вскрывает несколько задубленный шпигель, а затем стругом с меньшим завалом расстрагивает его, то есть делает гладким и ровным; когда вследствие расстрожки образуется новое шпигелевое лицо, мастер переворачивает выкрой и строгает у него настоящее лицо, которое с этого момента становится бахтармой; 4) платировка—разглаживают собачкой с бахтармы (бывшее лицо) по лекалу па цинковом столе; 5) подкраи-ванне и разрезка—мастер берет сплатиро-ванный выкрой, складывает его в длину по средней линии вдвое, подрезывает по краям согласно шаблону, отмеривает длину носа и, отступив в этом месте от линии сгиба на полтора пальца, делает вырез язычка по линии, как показано па фигура 6 (а—борт, б— полуборт, в—штиблетка); 6) 2-я мазка— смазывают бахтарму дегрой с примесью 20% говяжьего сала, только против шпигеля, после чего выкрои скла- дывают друг с другом жированной стороной и. оставляют лежать в те-I чение одного дня; 7) под- сушивание — происхо--L днт в сушилке при t° 20°, для чего выкрои вешают парами в склеенном виде; по выходе из сушилки шпигель имеет темнокоричневый цвет; 8) размочка— делается в теплой воде; 9) тяжка (цвиков-ка)—размоченные выкрои смазывают с бахтармы м и посаживают на колодки, после чего они принимают вид сапожн. переда или штиблетки; при посаживании пользуются собачкой и лопаткой, которыми разглаживают выкрой до тех пор, пока он плотно не приляжет к колодке и с него не исчезнут все морщинки; 10) сушка—посаженные на колодки изделия ставят в сушилке в особый станок и сушат на колодках досуха.
II период: 11) обезжиривание—после сушки изделия обезжириваются на колодках протиранием их раствором кальцинированной соды; 12) окрашивание — налицо изделий наносят щетками красильный состав; 13) 1-е лощение—производится на колодках лощильным стеклом, причем достигается удаление всех следов от щетки после крашения и приглаживание ворса в задниках, где нет шпигеля; 14) подсушивание—производится обычным порядком на колодках в сушилке.
III период: 15) 2-е лощение—выполняется так же, как и первое, с подмазкой м язычка и задника и с подпудриванием тальком; 10) укатка—изделия снимаются с колодок и для размягчения укатываются по шпигелю и бахтарме пробковой доской; 17) строжь прежнего лица—производится стругом и имеет целью сделать чистой бахтарму; 18) правка и подкрашивание—после строжи опять надевают изделия на колодку и придают им первоначальную форму, к-рую они несколько утратили в процессе строжи; за правкой следует окончательная обрезка;
19) припудривание—делается тальком, который наносят тряпкой как на бахтарму, так и па лицо: с бахтармы тальк смахивают щеткой, а по лиду протирают суконкой;
20) подмазка язычка и задника—чтобы сгладить у гамбургских изделий бахтармовый вид тех мест, где нет шпигеля, то есть язычка и задника (крылышки), последние подмазывают тестообразной смесью из мыла и сала; 21) 3-е лощение—производится на мраморной доске стеклом; 22) глянцовка—лицо изделий покрывают особым составом глянцем (смотрите); глянцовка—последняя операция.
Союзки в первом периоде производства, до строжи, в сухих выкроях не мажут, а размачивают, строгают и подкра
шивают. Затем их окрашивают густой краской, складывают в стопы лицом друг к другу и спустя нек-рое время тупой лопаткой счищают излишки густой краски. Дальше идет лощение стеклом и окончательная сушка. После сушки начинается второй период производства. Союзки второй раз лощат, затем мажут по шпигелю жиром с тальком, а по бахтарме—дегрой. Жировальная смесь на изделия вкатывается руками, причем излишки жира предварительно удаляются тупой лопаткой. Далее идет катка пробковой доской, проминка на беляке, пудрение, вторая строжь бахтармы, подпудрипание и обрезка. Глянцем союзки не кроют. Они должны иметь естествен, шпигельный глянец.
Гамбургское производство возникло в 50-х гг. прошлого столетия в Германии, где гамбургский сапожник Майер случайно подметил свойство шпигеля давать блестящий и гладкий товар. Затем оно распространилось по всей Европе и Америке. До появления хромовой кожи оно было единственным производством, к-рое давало городской обув-ный товар. В настоящее время Г. т. в значительной мере вытеснен хромовым товаром. В СССР Г. т. вырабатывается глав, образом в виде бортов и полубортов (тресты Нижегородский, Белорусский и Москож). Производство мелкого гамбургского кроя составляет по всей стране, считая и кустарную промышленность, примерно 1 млн. пар.
Лит.: Б е б е ш и и ы В. и И., Носадное производство, М., 1928;×а м к о в М.И., Москва, 1904: О г у л ь к о в А. К., Раскрой мостовья и отделка кроя, М.—Л., 1926; К р и в-цо в И., СПБ, 1912; Д а-н и лове к и ii II. А., Технология выделанной кожи дубленой и сыромятной, 4 издание, СПБ, 1913; Завадский А. А., ч. II, Л. 1924. В. Бебешин.