 > Техника, страница 37 > Гидравлические прессы
> Техника, страница 37 > Гидравлические прессы
Гидравлические прессы
Гидравлические прессы, машины, при помощи которых механическая работа (в данном случае для прессования) передается обрабатываемому предмету через жидкость, заключенную в трубопроводе и находящуюся под давлением. Действие Г. п. основано на законе Паскаля.
Устройство Г. п. простейшего типа показано схематически на фигуре 1. Впускаемая в цилиндр А по трубе В вода или другая жидкость под давлением р кг/см2 заставляет подниматься вверх плунжер, соединенный с поперечиной С, которая прижимает обрабатываемый предмет к верхней неподвижной раме Е. Эта рама, в большинстве случаев чугунная, покоится на 4 стальных колоннах F, установленных на нижней раме, в которой помещается гидравлический цилиндр. Обратный ход, то есть опускание плунжера с поперечиной, происходит иод действием их собственного веса в то время, когда вода выходит из цилиндра. Сила Г. п. в т определяется по формуле гДе D— диа-
метр плунжера.
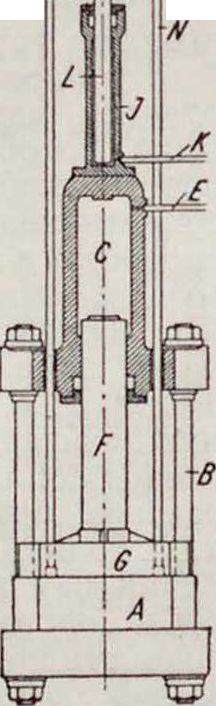
Второй тип Г’, п., у которого рабочий ход поперечины совершается сверху вниз, показан на фигуре 2. Здесь Λ представляет нижнюю раму с установленными на ней четырьмя колоннами В, поддерживающими верхнюю неподвижную раму с гидравлическим цилиндром С. Под действием воды, которая подается в этот цилиндр по трубопроводу Е, плунжер Fс поперечиной U опускается и совершает т. о. свой рабочий ход. Для обратного хода (вверх) этой поперечины имеется подъемный цилиндр ./.
Впуская в него по трубе К воду, заставляют подниматься плунжер L, соединенный при помощи поперечины М и тяг N с рабочей поперечиной G.
Притаком устройстве необходимо, чтобы вода подавалась в подъемный цилиндр под постоянным давлением или напором, что достигается лучше всего путем присоединения гидравлического аккумулятора (смотрите Аккумуляторы гидравлические) к водопроводной сети. Это давление можно поддерживать в подъемном цилиндре постоянно или давать и прекращать его одновременно с прекращением и началом давления в рабочем цилиндре С. Для каждого крупного пресса требуется отдельный аккумулятор, что же касается мелких прессов, то один аккумулятор может обслуживать несколько прессов. Пользоваться же двумя или иесколысими небольшими аккумуляторами для обслуживания
| 1
i |
f | |
| i с : .] | ||
| л На | ||
| Ч ±1 |
Фигура 1.
Фигура 2.
одного пресса нельзя, так как до сих пор не удается включить в сеть два аккумулятора один за другим. Вместо гидравлическ. подъемного приспособления для обратного хода применяются также и механизмы, при помощи которых обратный ход плунжера и поперечины происходит под действием грузов,
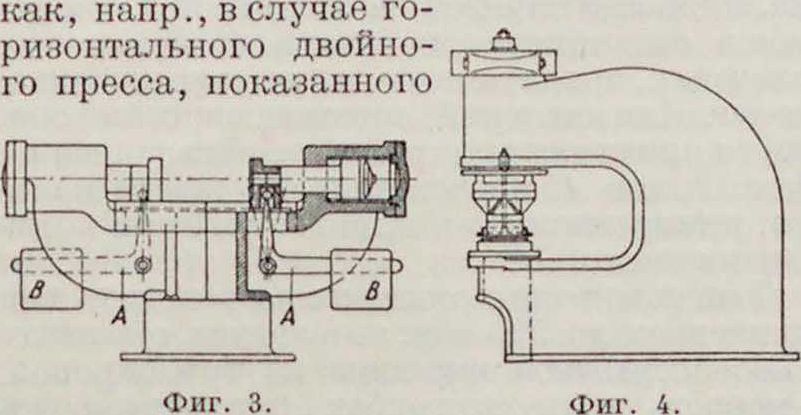
на фигура 3. Здесь для каждого из плунжеров имеется по такому рычажному механизму А с грузом В. Когда прессы предназначаются для обработки стальных или железных листов, которые не умещаются между колоннами, то прессу придают форму, показанную на фигуре 4.
Величина давления жидкости, р кг/см2, вообще колеблется в очень широких пределах, примерно от 6 до 500 atm. Для прессов средних размеров обычно применяются давления от 100 до 250 atm. Т. к. в большинстве случаев на одном и том же прессе приходится обрабатывать предметы различной величины, то желательно иметь такое устройство, к-рое позволяло бы соответственно изменять силу пресса. Сила пресса, как было указано выше, зависит от величины площади поршня и от давления жидкости, в виду чего изменение означенной силы м. б. достигнуто путем соответствующего изменения одного из этих двух факто-рт-) ров. Для измене-П j Г ния (в случае наJL-J дойности)рабочей Hlff ПЛ0ЦИДв плунже-ШеИ ра устраиваются ” прессы с несколь-Фигура 6. кими плунжерами, например, стремя (фигура 5). Заставляя работать один средний плунжер, или оба крайних, или лее все три плунжера одновременно, можно производить работу с различной силой пресса. С этой же целью пользуются плунжерами различных диаметров В и <1, расположенными один за другим но одной оси (фигура 6). В данном случае можно иметь по желанию три различных давления пресса, заставляя работать один малый плунжер, поперечное сечение к-рого= * d2, или одну кольцевую площадь большого плунжера, =- (D* — d2),
или же одновременно и то и другое.
Изменение второго фактора, то есть величины давления воды, оказывается более сложным. Если в водопроводной сети имеется аккумулятор и эта сеть обслуживает одни лишь пресс, то изменение величины давления вод!.! может быть достигнуто путем соответственного увеличения или уменьшения нагрузки аккумулятора, что отнимает
Д и f г ni
Фигура 5.
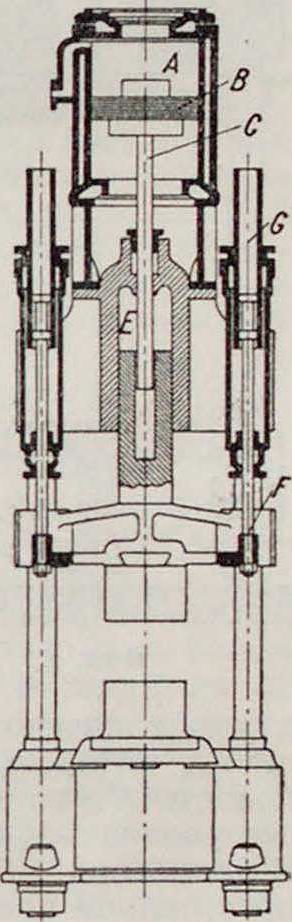
известное время и вообще неудобно. В виду этого в большинстве случаев предпочитают поддерживать постоянное давление в сети и применять прессы с несколькими плунжерами или же пользоваться прессами с мультипликатором. Последний представляет собою паровой цилиндр, шток поршня которого служит в то же время плунжером гидравлического цилиндра. Т.к. диаметр поршня парового цилиндра В берется в несколько раз больше диаметра плунжера гидравлич. цилиндра (I, то давление в последнем р, по сравнению с давлением Г в паровом цилиндре, будет во столько раз больше, во сколько площадь поршня парового цилиндра больше площади плунжера, то есть р : В=В2 : d2. Мультипликаторы могут быть расположены различно: рядом с гидравлич. цилиндром, под таковым или над ним, как, например, в конструкции, показанной на фигуре 7. Здесь А представляет паровой цилиндр мультипликатора, В—поршень, С—шток последнего, служащий в то же время плунжером гидравлического цилиндра, Е—гидравлический цилиндр пресса, F—поперечина и U—гидравлические подъемные цилиндры.
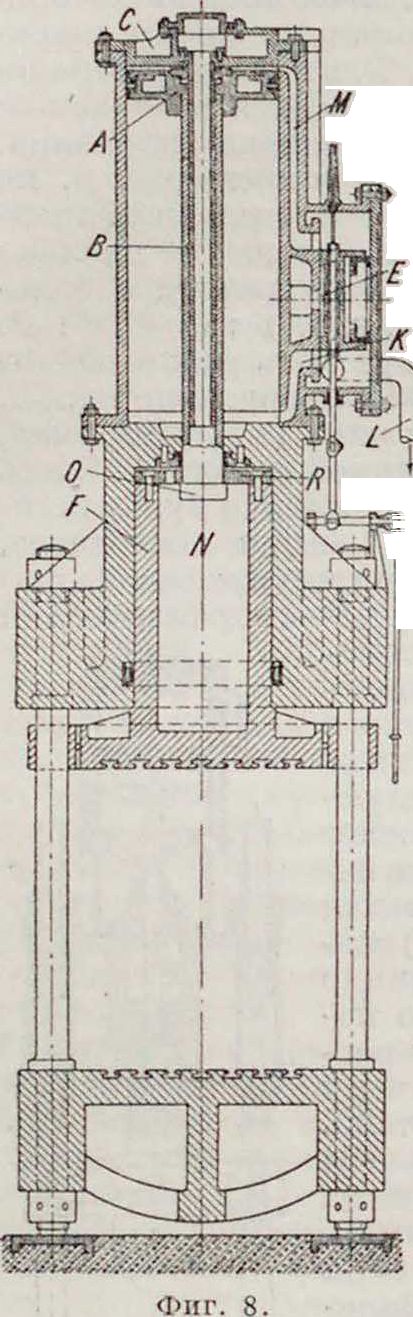
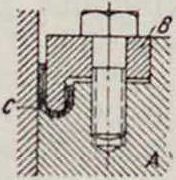
Применение мультипликатора представляет следующие выгоды: а) отпадает надобность в установке аккумулятора и насосов для высокого давления, б) возможно пускать в цилиндр небольшое количество пара и заставлять его расширяться, благодаря чему будет расходоваться лишь та работа, которая требуется в данном случае. Иногда в большой цилиндр мультипликатора вместо пара вводят воду под небольшим давлением (из водопровода), но при этом отпадает возможность регулировать силу, а следовательно, и работу пресса, так как вода неспособна расширяться подобно пару. Существует несколько конструкций таких гидравлических мультипликаторов, при которых достигается все же значительная экономия в расходе силы. Одна из таких конструкций и представлена на фигуре 8. Поршень мультипликатора А имеет полый шток В, внутри которого помещается трубка, которая соединяется с полостью 0 в верхней крышке мультипликатора. При указанном на чертеже положении золотника Е верхняя и нижняя часть мультипликатора соединены между собою, почему поршень последнего находится в равновесии и стоит неподвижно. При таком положении вода из водопровода входит в полость С, проходит по трубке внутри штока В, затем через устроенный в нижнем конце последнего клапан (не показанный на чертеже) давит на плунжер F пресса, заставляя его опускаться до тех пор, пока поперечина или установленный на последней пуансон не дойдет
Фиг. до прессуемого предмета. Тогда при помощи системы рычагов G передвигают золотник К вниз настолько, чтобы между каналами L и К образовалось сообщение, почему вода из-под поршня начнет выходить по каналу К и трубе L, в то время как вода под давлением водопроводной сети будет поступать по каналу .1 поверх поршня А и тем самым заставит его опускаться. Шток поршня будет при этом входить во внутрь цилиндра h, причем упомянутый выше клапан закроется, благодаря чему внутри цилиндра N давление будет, по сравнению с давлением водопроводной сети,во столько раз больше, во сколько раз площадь поршня больше площади штока. По окончании прессования отводят золотник в его высшее положение, вода из верха.части мультипликатора начинает вытекать, а вода, притекающая под поршень, будет толкать его вверх. Когда, при таком поступательном движении поршня, нижний конец О штока упрется в верхнюю часть 11 плунжера, то клапан штока открывается, и вода, находящаяся в гидравлическом цилиндре над плунжером, начнет вытекать по трубе внутри штока в полость С, по мере того как плунжер будет увлекаться вверх штоком поршня мультипликатора. При таком устройстве лишь прессование происходит под усиленным давлением, остальные же передвижения поперечины совершаются под значительно меньшим давлением, благодаря чему достигается экономия в затрачиваемой силе. Г. п. без мультипликатора строят для давлений примерно до 1000 тонн В наиболее быстроходных Г. п. скорости достигают для прессования 10—20 см/ск, для холостого хода 20— 25 см/ск и для обратного хода 25—30 см/ск. Быстроходные парогидравлические прессы (с мультипликатором) делают от 80 до 120 ходов в минуту, причем скорость холостого хода в них составляет 1 м/ск.
Гидравлические цилиндры делаются преимущественно из литой стали. Цилиндры для давлений, не превышающих 125 dm, могут быть и чугунные; если же толщина стенок получается по расчету свыше 150 миллиметров, то рекомендуется делать цилиндр стальной. Что касается расчета толщины стенок, то хотя и существует несколько формул (Ламе, Бах), но надежнее пользоваться практич. данны ми, выработанными наиболее известными заводами, например, Армстронга. Плунжеры делаются из стали или мелкозернистого твердого чугуна. Поперечины небольших размеров могут быть чугунные; крупные, особенно подверженные толчкам, должны быть стальные. Герметичность между гидравлическим цилиндром и плунжером достигается при помощи сальников с набивкой из вых плетенок, пропитанных м, или кожаных колец. Для давлений, превышающих 100 atm, часто применяют устройство, показанное на фигуре 9, где С представляет кожаное кольцо, прикрепленное к плунжеру А при помощи накладки В.
Так как воду приходится проводить под давлением до 500 atm, то следует обращать самое серьезное внимание на трубопровод. Скорость воды в трубах приходится допускать весьма значительную, так как при очень больших давлениях стремятся уменьшать диаметр труб, чтобы увеличить их прочность. Эта скорость доходит в отдельных случаях до 50 м/ск (в короткой части трубопровода, которая подвержена наивысше-му давлению).
Вопрос о конструкции рапределитель-пых вентилей представляет довольно значительные затруднения. Применяемые часто металлические клапаны вследствие значительной скорости воды it большого давления последней быстро разъедаются и требуют частого ремонта; столь же непрочны и вентили, выполненные в виде кранов, т. к. при употреблении нечистой воды они быстро изнашиваются. Лучше работают цилиндрические скальчатые вентили с набивкой из кожаных колец и поршневые с кожаными манжетами. В этом отношении также сказывается преимущество применения паровых мультипликаторов, снабженных парораспределительным устройством и не требующих распределительных органов для воды. Перед вентилями устраиваются сетки для задержания сора. К воде, циркулирующей внутри пресса, рекомендуется добавлять немного мыльной воды.
Применение прессов в металлической промышленности. Стальные слитки,отковываемые для судостроения, для изготовления орудий и для многих отраслей крупного машиностроения, с каждым годом получают все бблыиие и бблыпие размеры (до 60 тонн и свыше). Действие парового молота, если последний недостаточно тяжел по сравнению с поковкой, распространяется, как известно, лишь на небольшую глубину последней. Гидравлический же пресс, работающий не ударами, оказывает свое действие па металл в течение всего времени прессования, почему это действие распространяется по всей массе металла. Для получения тех же результатов при помощи паровых молоток последним приходилось бы придавать неосуществимые на практике размеры. Кроме того, такие прессы менее громоздки и не требуют столь массивных фундаментов, как паровые молоты, не говоря уже о том, что благодаря плавной работе пресса значительно увеличивается срок службы штам-
Фигура 9.
нов и других приспособлений. Этим объясняется широкое распространение Г. п., особенно для крупных поковок и для изготовления толстостенных полых предметов из стали или железа. Новейшие крупные Г. п. устраивают в большинстве случаев с мультипликатором, причем ковочные прессы строят для давлений до 14 000 то. Г. п. с мультипликаторами, или, как их иногда называют, парогидравлические прессы, устанавливают преимущественно в крупных кузницах, располагающих достаточным количеством пара и использующих отходящий пар. Собственно Г.п.(без мультипликаторов) применяются гл. обр. на небольших з-дах, причем насосы для них могут приводиться от электромоторов и трансмиссий. Подсчет кпд гидравлич. и парогидравлическ. прессов и сравнение их с соответствующим коэффициентом парового молота показывают, что термический коэффициент парового молота и Г. и. без мультипликатора приблизительно одинаковы, в то время как кпд соответствующего парогидравлического пресса вдвое выше. Помимо непосредственной обработки металла, Г. п. находят широкое применение в формовочных машинах (смотрите) для надевания бандажей на колеса, для надевания под давлением шкивов, барабанов на налы и тому подобное. работ. Прессы с паровым или с электрическим нагревом прессовальных плит находят широкое применение в фанерном производстве, а также при изготовлении многих текстильных изделий (трикотажа, шелковых товаров, готового белья и др.). Особенного внимания заслуживают 1 новейшие типы быстроходных гидравлическ. прессов, силою от δ до 2 000 т, применяемых для прессования фарфора, целлюлозы, картона, роговой массы и тому подобное., а также для вулканизации резиновых пластин. Подъемные цилиндры в таких прессах работают от гидравлич. аккумулятора, обслуживающего несколько прессов. Благодаря такому устройству отпадает надобность в механизмах для управления подъемными цилиндрами. Рабочее же давление регулируется при помощи особых золотников или вентилей. Г. и. специальной конструкции начали применять за последнее время для прессования сердечников копировальных карандашей. Особенно широкое применение Г. н. находят в производстве питательп. веществ, гл. обр. для добывания растительного масла из различи. семян и плодов (льна, подсолнечника, хлопчатника, мака, маслин, орехов и др.), а также рыбьего жира. Практика показала, что добытые т. о. масла оказываются более чистыми и лучше на вкус, чем полученные химич. путем. Затем следует упомянуть еще о прессах для выжимания сока из винограда и плодов, применяемых в большом количестве за границей для виноделия, а также о прессах для добывания масла какао, о прессах для фильтрования жидкостей и прессах для изготовления макарон.
Лит.: Г а η р и л с и и о А. II. Механическая технологии металлов, ч. III, 5 над., М., 1925; Жез Л. Ковка и прокатка, ч. I. II, Л. 1928; Iliitte производственный, М.—Л., 1927; Schweissguth Р. II. Schmieden und Pressen, Berlin. 1923; Schweiss-g u 11» P. II., Preiformschmiede. T. II, Berlin. 1923;
< Z. d. VDI». 1927, 28, 45: .Machinery’s Encyclopedia, v. 4, Now York, 1917. В. Пальм.