 > Техника, страница 38 > Гильзовые машины
> Техника, страница 38 > Гильзовые машины
Гильзовые машины
Гильзовые машины, автоматич. машины для производства папиросных гильз. Сложность, точность механизмов и деликатность многих деталей требуют очень внимательного и постоянного ухода за этими машинами. Вследствие их высокой производительности каждый простой влечет за собою большую недовыработку, поэтому замена изношенных деталей новыми должна производиться с минимальной затратой времени. Последнее осуществимо лишь при условии, что завод, изготовляющий Г. м., работает по принципу взаимозаменяемости, дающей возможность ставить новые детали на машину без особой подгонки. Для осуществления сложных процессов, выполняемых отдельными исполнительн. механизмами машины, необходимо большое количество движений. При соблюдении компактности, малого габарита и возможно упрощенного обслуживания, в конструкцию необходимо ввести разнообразные эксцентрики. Хотя эксцентриковая передача менее совершенна, чем кривошипная, тем не менее она имеет свои незаменимые достоинства: компактность, простоту, малое число частей, легкую заменяемость и дешевизну. Расход энергии на гильзомундштучную машину столь мал (1/2—3 41Р). что невысокий кпд эксцентриковой передачи играет ничтожную роль в экономии силового хозяйства.
Задача гнльзомундштучной машины заключается в выработке гильзы и мундштука (а) и вдвигании а в гильзу. Материалом для гильзы служит лента тонкой гильзовой бумаги, а для а—лента твердой полукартонной бумаги (политура). Рулон гильзовой бумаги (бобина) насаживается на ось, разматывается при помощи валиков, причем гильзовая лента затягивается в особый механизм—брошку (фигура 1), в которой бумага свертывается около продольной оси; при этом края бумаги зафальцовываются. Бумага движется вдоль стрелки, изображенной на чертеже, охватывая основной стержень а, проходит краями
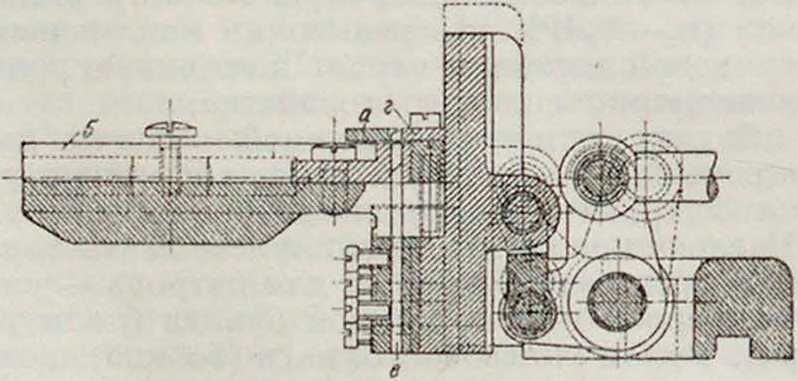
под так называется шовным приспособлением б (в разрезе—в), откуда в зафальцованном виде шов подводится под молетку А, причем молотка г остается внутри гильзовой трубки. Верхняя молетка прижимает шов к нижней молетке. Зубцы молеток устроены
VS-
- 2 -
Фпг. 2.
Фигура 1.
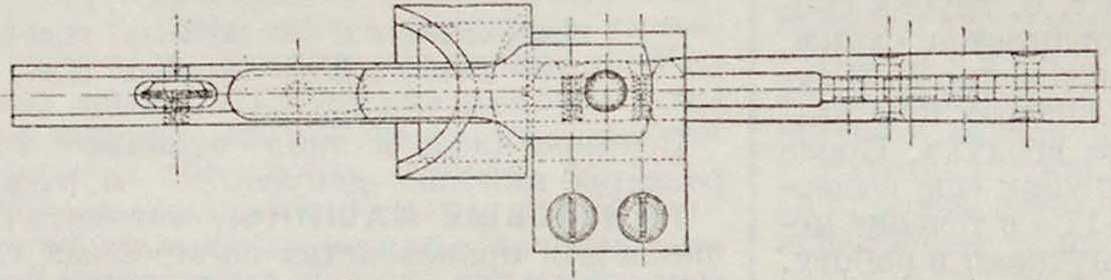
так·, что выпуклый контур нижней входит в вогнутый контур наружной. Шаги же зубцов рассчитаны таким образом, чтобы зубец одной молетки при толщине шва попадал во впадины верхней (или наружной). При этом получается волнообразная линия прессования фальца. Вид внутренней молетки дан на фигуре 2. Производство шва идет непрерывно, участки же сплошной трубки отрезаются ножницами, имеющими возвратно-поступательное движение. Ход ножниц регулируется в зависимости от желаемой длины гильзовой трубки или папиросы. Скорость движения ножниц равна скорости движения ленты. Процесс превращения политурной бумаги в мундштук не менее сложен. Лента политуры сматывается со своей бобины и затем поступает под просечку (фигура 3). Бумажная полоса скользит под направляющей пластинкой а по столу б и попадает между
Фигура з. матрицей и рядом пуансонов, которые высекают по краю бумаги зубчатый контур, служащий для того, чтобы при свертывании бумаги в мундштук получить звездчатую перегородку, отделяющую табак от мундштука. На фигуре 3 пуансон в изображен во
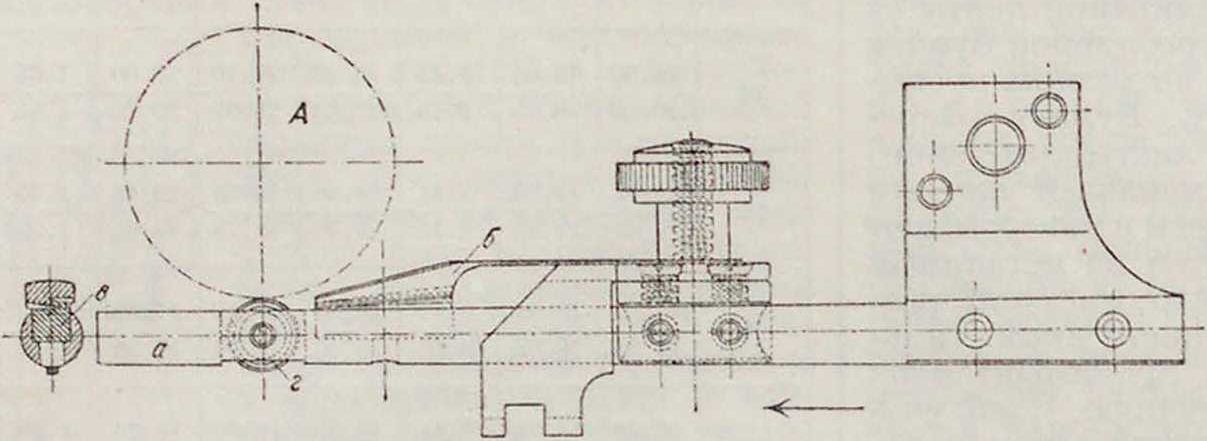
шедшим в отверстие матрицы а. Весь механизм просечки имеет, как н гильзовые ножницы, возвратно-поступательное движение, г. к. просекание зубцов надо производить по краю постоянно движущейся ленты. Длина хода просечки и связанных с просечкой ножниц для отрезания участков политурной ленты зависит от заданной длины мундштука и м. б. регулируема. Отрезок картона с просеченным краем должен быть свернут, для чего он поступает в закрутку, глав, частью которой является шпиндель (фигура 4). Отрезан, кусок мундштучной ленты краем отреза входит в щель А шпинделя, который помещен в специальную втулку. При повороте шпинделя картой обертывается вокруг шпинделя, образуя трубку, стенки которой представляют собой скрученную спиралью политурпую бумагу. После скручивания трубка особым проталкивателем вгоняется в гильзу. Для свободного входа в гильзу скручивают до диаметра несколько меньшего, чем диаметр гильзы. При этом, вследствие слабой упругости картона, он не будет плотно прилегать к внутрен. поверхности гильзы. С другой стороны, при закручивании край бумаги, который захвачен, шпинделем, остается несколько отогнутым.
А
Фигура 4.
Для· придания у правильной цилиндрической формы, при которой он бы плотно прилегал к стенке гильзы, и для выравнивания его внутреннего края применяется раскрутка, представляющая собою рифленый цилиндрик с затонеиным на конус концом для свободного введения в мундштук. Раскрутка вращается против направления спирали и раскручивает последнюю. Указанные механизмы являются основными в гильзомундштучных машинах всех конструкций. Скручивание гильзовой ленты, производство шва, просекание мундштучной бумаги, свертывание последней и раскатка производятся всеми гильзовыми машинами; различие заключается лишь в методах исполнения упомянутых процессов, в конструктивных деталях.
В СССР производятся гильзы с мундштуками, за границей же папиросы фабрикуются почти исключительно без мундштуков и поэтому конструкции иностранных гильзовых машин менее сложны. Табачные фабрики в СССР снабжаются гильзомундштучными машинами исключительно отечественного производства конструкций Раковицкого, Айваза, Тильманса и др. Наиболее приняты на фабриках машины систем М. Элинсона, производства завода им. Энгельса (бывший Айваза), и Семенова, производства завода им. Макса Гельца (бывший Семенова); оба завода—в Ленинграде. Производительность двойной машины М. Элинсона до 90 000— 100 000 штук гильз за восьмичасовой день, системы Семенова—55 000—СО 000 шт. Число об/м. машины Элинсона—125, машины Семенова—120. До 1914 года оба завода поставляли машины в Финляндию, Швецию, Германию, Ю. Америку, Турцию, Болгарию и друг. Дрезденская фабрика «Универсалы· выпустила недавно быстроходную гильзомундштучную машину производительностью в 250 000 гильз в день, однако, без раскру-точного механизма, по ее продукция качественно ниже продукции, вырабатываемой русскими машинами. В настоящее время наши конструкторы работают над созданием типа быстроходной гильзомундштуч-ной машины, приспособленной к нашему сырью и снабженной аппаратом для раскрутки. На табачных фабриках СССР работает в настоящее время 2 500 гильзомундштучных машин разных систем; из них системы Элинсона—700, Семенова—150, Ра-ковицкого—850, прочих—500. В последнее время, в связи с ростом продукции табачных ф-к, последние оборудуются папиросо-набивными машинами (смотрите) удвоенной, сравнительно с прежними машинами, производительности. Г. Трахтенберг.