 > Техника, страница 38 > Гири
> Техника, страница 38 > Гири
Гири
Гири, грузы определенного веса, законом установленной формы и размеров, для взвешивания па весах. По степени точности своего истинного веса Г. разделяются па обыкновенные, точные и образцовые (смотрите Справочник физ., хим. и технолог, величин, Т. Э., т. I, Гири и в з в е ш и в а н и е).
Г. обыкновенные (на практике часто называемые торговыми) для равноплеч-ных весов изготовляются весом в 1, 2, 5, 10, 20, 50, 100, 200 и 500 г, 1, 2, 5, 10, 20 и редко 50 килограмм. Нормальные комплекты Г., пригодные для всевозможных комбинаций веса, составляются так, что I’. в 2, 20 и 200 весовых единиц берутся по две штуки; т. о., комплекты составляются из Г. достоинством: 1, 2, 2, 5, 10, 20, 20, 50,. вес. единиц, что дает возможность определять любой вес при минимальном количестве Г. Эти же Г. применяются и для товарных десятичных весов.
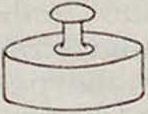
По форме Г. является телом вращения вокруг вертикальной оси, состоящим из корпуса, в к-ром сосредоточена главная весящая масса, и головки или дужки, играющей роль ручки при манициях с Г. Из архитектурных соображений построение относительных размеров Г. основывается на принципе золотого сечения, то есть, если верхний меньший отрезок обозначить через D, а нижний больший—через В.
то ^=jj-^β· Это отношение выражается иррациональным числом:=0,01804.
Отложив на оси симметрии два отрезка D и В, удовлетворяющих условию ^ — ]) 11 β
(фигура 1), опишем на этих отрезках, как на диаметрах, шаровые поверхности. Описав
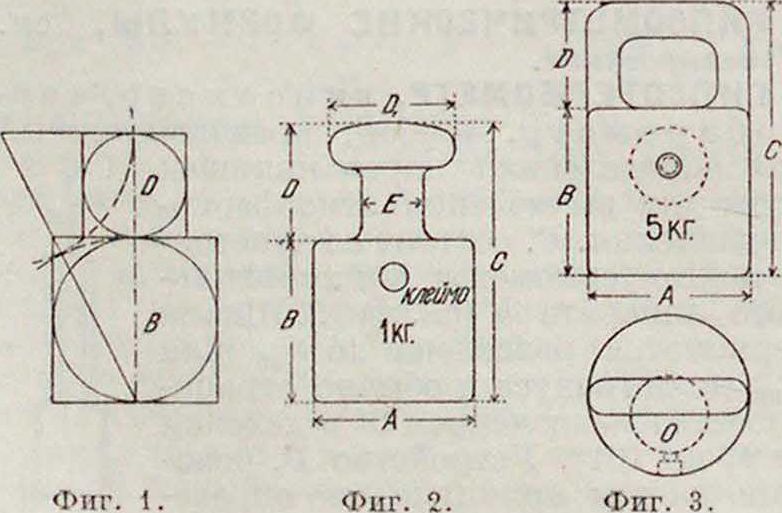
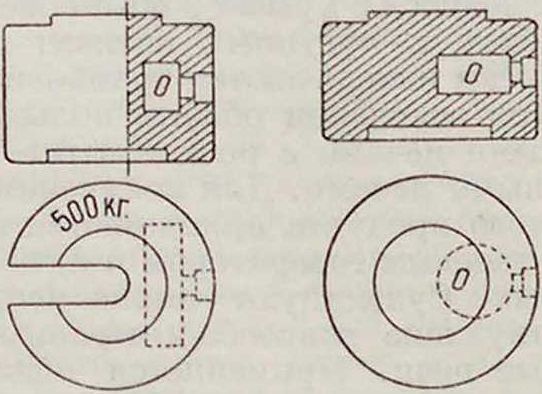
вокруг последних цилиндры, получим тело, построенное по принципу золотого сечения. Придав верхнему цилиндру форму головки (фигура 2) или дужки (фигура 3), будем иметь узаконенную в СССР форму Г. Соотношение ме жду объёмом головки υ и объёмом V всей ги-
V 0 6183
ри составит: у=—. _=0,191, то есть объём головки составит ок. 20% объёма всей Г. Исходя из этих соображений, получим следующие приближенные соотношения между диаметром Г. А, высотой корпуса В, общей
i
S.
Фигура 4.
Фигура 5.
Фигура 6.
высотой С, наибольшим диаметром головки D1 и наименьшим диаметром Е шейки: В—А; С=1,6Л;=0,Т5^4; Ь’=0,ЗИ. Диаметр Г. А
приближенно определяется по формуле:
A =[l,02j/?см,
где Р—вес Г. в г, a d—вес в г 1 сч1 материала, из которого изготовляется Г. Для Г. с дужкой, при среднем диаметре п юледней П„, приближенные соотношения выразятся так:
В=А; С=1,6-4.; Д,=0,2Д; А =1,07.
Размеры диаметра А колеблются: для гирь чугунных, весом до 50 килограмм, в пределах от 19 до 207 миллиметров (при уд. в 7,2), для Г. медных— от 5,5 до 137 миллиметров (при удельном весе 8,4); для Г. пустотелых размеры увеличиваются примерно на 2%. Обычно с дужкой изготовляют Г. весом от 5 килограмм и выше; Г. ниже этого веса изготовляют с головкой.
Г. весом менее 50 г изготовляются обязательно из медных сплавов, от 50 г и выше— из чугуна и из медных сплавов; практически применение медных сплавов ограничивается Г. весом не более 2 килограмма. Для Г. весом от 20 до 1 г обычно отступают от указанных выше отношений и изготовляют их в форме цилиндриков, вида изображенных на фигуре 4. В чугунных Г. дужка не обязательно отливается в одно целое с корпусом гири, но может быть заменена железной дужкой, вплавленной в тело корпуса. В ч у г у н н ы х Г. весом от 500 г до 50 килограмм должна быть внутренняя полость О (фигура 3, 5, 6), объём которой составляет от 2 до 10% объёма всей Г., возрастая при уменьшении ее веса. Все без исключения меди ы е гири изготовляют сплошными, без полости. Г. с полостями изготовляют с некоторым недостатком по весу, во всяком случае не превышающим веса свинца, которым впоследствии заполняется полость. Во избежание излишней траты свинца, дорого стоящего по сравнению с чугуном, указанный недостаток в весе должен быть по возможности минимальным. Г. без полостей изготовляются с нек-рым запасом в весе для возможности последующего стачивания дна, в целях точной подгонки веса. Во избежание порчи Г. не должны иметь острых краев сообщаемое последним закругление имеет радиус от 1 до 10 миллиметров. Цифры и буквы на чугунных Г. отливаются как рельефными, так и утопленными. Для обозначения веса пользуются сокращенными наименованиями мер веса; на медных нелитых Г. обозначения выбиваются.
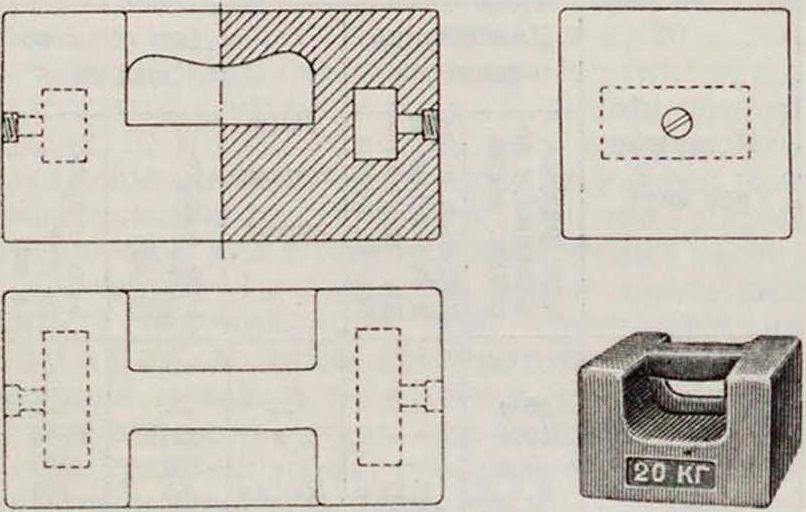
Разновидностью обыкновенных Г. являются специальные Г. для сотенных и других неравноплечных весов. Допуски для специальных Г. составляют 50% допусков для Г. такого же истинного веса, употребляемых для весов равноплечных. II о м и-нальный вес специальных гирь может быть 10, 5, 2 и 1 те; 500, 200, 100,50, 20,10, 5, 2 и 1 килограмм; 500 г; истинный яге вес не должен превышать 10 килограмм и не должен быть меньше 50 г. Специальные Г. имеют форму накладывающихся друг на друга цилиндров с малой по отношению к диаметру высотой и изготовляются как из чугуна, так и из медных сплавов, за исключением Г. с истинным весом в 50 г, для которых применение чугуна не разрешается. Для весов с гиредержателем в виде одного стержня Г. изготовляются с прорезом (фигура 5); если же гиредержатель устроен в виде подвешенной к коромыслу площадки, то прореза в Г. не делается; в этом случае, во избежание сдвига Г., их снабжают сплошными или кольцевыми выступами (фигура 6).
Устройство подгоночных полостей в специальных гирях не обязательно. Однако, необходимо отметить, что пустотелые чугунные Г. значительно более удобны, чем сплошные, как в отношении производства Г., так и для ремонта их. Некоторое усложнение при литье компенсируется более быстрой и менее сложной операцией подгонки веса по сравнению с механической обработкой и возможностью дополнения веса при ремонте Г. Кроме того, механическая подгонка путем подточки дна открывает возможность злоупотреблений путем дальнейшей подточки. Стандартные комплекты гирь для сотенных весов приведены в таблице 1.
Таблица 1.— Стандартные комплекты гирь для сотенных весов (ОСТ 262).
| Наиболь
шая нагрузка весов |
1
Ш о - л ft О о н ; г; в о О X .Ξ S С 2 К Ц |
ЗА - ч и п я _ w j ра я о -я 5 = | Комплект гирь (поминального веса в килограммах) |
| 100 КЗ | 50 | 100 | 50, 20, 20, 10 и 5 |
| 200 » | 50 | 100 | 100, 50, 20, 20, 10 И 5 |
| 500 » | 100 | 500 | 200, 200, 100 и 50 |
| 1 т | 100 | 500 | 500, 200, 200, 100 И 50 |
| 2 » | 100 | 500 | 500, 500, 500, 200, 200. 100 И 50 |
| 3 » | 100 | 500 | 500, 500, 500, 500, 500, 200, 200, 100 И 50 |
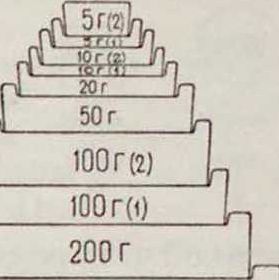
Одной из разновидностей обыкновенных гирь являются медные гири для столовых и коромысловых весов в форме вкладывающихся друг в друга усеченных конусов или цилиндров с бортиками (фигура 7). Эти гири изготовляются комплектом в 1 ?сг (иногда в 500 г), содержащим Г. в 500, 200, 100, 100, 50, 20, 10, 10, 5 и 5 г. Верхняя Г. в 5 г может быть заменяема гирями в 2, 2 и 1 г. Указанный комплект называют разбивным к и л о г р а м м о метров.
Г. точные, весом от 1 г до 20 килограмм, не отличаются от Г. обыкновенных ни по форме, ни по конструкции, ни в отношении материалов, идущих на их изготовление; они разнятся от обыкновенных гирь лишь допусками (смотрите табл. 2),
Точные Г., изготовленные из чугуна, должен быть покрыты слоем никеля или другого нержавеющего металла. Г. весом в 500, 50 и 5 мг (фигура 8) имеют форму правильных шестиугольников; в 200, 20 и 2 мг (фигура 9)—прямоугольников; в 100, 10 и 1 мг (фигура 10)—треугольников; один край этих гирек загнут для более удобного захвата пинцетом. Материалом служат листовая калиброванная латунь или алюминий. На Г. весом в 50 ли и менее вес обозначается цифрами без сокращенного наименования—мг.
Таблица 2.—Д о п у с к и для гирь.
| Истинный вес гирь | Для обыкновенных · | Для точных гирь* | Для образцовых гирь | ||
| для равноплечных и ле-сятич. весов. | для спец, гирь к сотенным и др. неравно плсчн. весам | 1
со я с. ^ • « о * ^ 7 Ί & |
ά
О» со я л С·* я О * Я οι §£. | ||
| 50 кз | 20 3 | ||||
| 20 * | 10 ь | — | 2 3 | 250 | 1500 |
| 10 * | 5 » | — | 1 » | 125 | 800 |
| 5 » | 2,5 3 | 1,25 3 | 500 мг | 65 | 400 |
| 2 » | 1,5 » | 750 мг | 300 » | 40 | 240 |
| 1 » | 1 3 | 500 » | 200 » | 30 | 160 |
| 600 3 | 500.43 | 250 » | 100 » | 15 | S0 |
| 200 » | 200 » | 100 » | 50 » | 8 | 40 |
| 100 «> | 100 » | 50 » | 25 » | 4 | 20 |
| 50 » | 80 » | 40 » | 20 » | 4 | 16 |
| 20 » | 50 » | — | 15 » | 3 | 10 |
| 10 » | 30 » | — | 10 » | 2 | 6 |
| 5 » | 20 *> | — | Г, » | 1,2 | 4 |
| 2 о | 20 »> | — | 6 » | 1,2 | 4 |
| 1 » | 10 » | — | 3 » | 0,6 | 2 |
| 500 мг | — | — | 2 » | 0,4 | 0,4 |
| 200 » | — | — | 2 » | 0,4 | 0,4 |
| 100 » | — | — | 2 о | 0,4 | 0,4 |
| 50 » | — | — | 1 » | 0,2 | 0,2 |
| 20 » | — | — | 1 *> | 0,2 | 0,2 |
| 10 » | — | — | 1 » | 0,2 | 0,2 |
| 5 » | — | — | 0,5.чг | 0,1 | 0,1 |
| 2 » | — | — | 0,2 » | 0,05 | 0,05 |
| 1 » | — | — | 0,1 *> | 0,05 | 0,05 |
| 100 к | — | — | 15 мг | 3 | — |
| 50 *> | — | — | 10 » | 2 | — |
| 20 » | — | — | 6 » | 1,2 | — |
| 10 » | — | — | 6 » | 1,2 | — |
| 5 » | — | — | 3 » | 0.6 | — |
| 2; 1; 0,5к | — | — | 2 » | 0,4 | — |
| 0,2; 0,1; 0.05 » | — | — | 1 » | 0,2 | — |
| 0,02; 0,01 » | 0,5 -мг | 0,1 | |||
* Допуски для гирь весом от 60 килограмм до 100 .из— только в сторону плюс; для гирь в 60 мг, 0,2к и меньше в обе стороны.
·* Допуски только в сторопу плюс.
··· Допуски в обе стороны.
К точным Г. относятся контрольные чугунные гири весом в 10 и 20 килограмм, имеющие форму прямоугольных параллелепипедов и служащие для поверки правильности
500 г
Фигура 7.
Фиг.
8.
200ι
Фиг.
9.
Фиг.
10.
весов (фигура 11). Форма этих контрольных Г. обусловливается необходимостью, при поверке на полную нагрузку товарных весов большой грузоподъемности, ставить эти Г.
друг на друга. В таком случае для упрощения маниций целесообразно применять контрольные Г. весом в 500 и 1 000 килограмм, имеющие форму усеченной четырехгранной пирамиды. Эти большие Г. можно быстро опускать на площадку весов при помощи блока или крана. Иногда ручкой служит газовая труба, одновременно играющая и роль подгоночной полости.
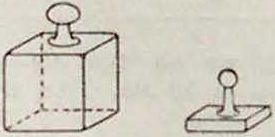
Разновидностью точных Г. являются также Г. каратные (1 к=200 мг); они изготовляются весом в 100, 50, 20, 10. 5, 2. 1, 0,5, 0,2, 0,1, 0,05, 0,02 и 0,01 к. Каратные Г. весом в 100 и 50 к имеют форму кубиков (фигура 12) с головкой, Г. в 20, 10 и 5 к—квадратных пластинок (фигура 13), остальные—кружков с загнутым под прямым углом сегментом (фигура 14). Материалом служат
Фигура 11.
медные, никелевые и платиновые сплавы— для Г. весом от 100 до 5 к, а для остальных— только белые сплавы (в частности, применяется алюминий).
Г. образцовые служат для поверки Г. обыкновенных и точных. Они делятся по степени точности веса на два разряда; по форме они сходны с Г. обыкновенными и точными с головкой. В качестве материала для Г. 1-го разряда допускаются: для Р. весом от 20 килограмм до 1 г и от 100 до 5 к—медные сплавы, для подразделений грамма и для Г. меньше 5 к—платина, для Г. в 5 мг и меньше— платина и алюминий. Для изготовления Г. 2-го разряда весом от 20 килограмм до 100 г допускается также чугун. Поверхность гирь
1-го разряда покрывается обычно слоем золота или платины, 2-го разряда—никелем. Наличие внутренней подгоночной полости допускается только
О для гирь 2-го разряда, весом от 20 до 1 килограмм. Точнейшими образцо-выми гирями являют-Ф-г. ®"г- ®*1Г- ся международные об-
‘ разцы-эталоны, которые изготовлены с точностью 0,002· 106 кг. В СССР эталон килограмма, изготовленный из иридиевой платины, хранится в Главной палате мер и весов и периодически све
ряется с эталоном, находящимся в Международном бюро мер и весов в Париже.
Поверка Г. производится на равпоплеч-иых весах, имеющих допуски, соответствующие поверяемым I. Также, соответственно необходимым допускам в поверяемых гирях, применяются для поверки образцовые гири 1-го или 2-го разряда. Международные эталоны, хранящиеся в особых условиях, сводящих к минимуму возможность их изменений, находятся под постоянным наблюдением в специальной лаборатории и от времени до времени направляются для поверки в Международное бюро мер и весов в Париже. Поверку объёма Г. в натуре, исходя из соображения, что объём тела вращения г выражается интегралом π f y2dx, можно про-
изводить прибором, построенным но принципу интегратора.
Г. как вновь изготовленные, так и находящиеся в обращении подвергаются поверке и клеймению поверочными палатами. Клеймо ставится на медной пробке, плотно закрывающей выходной канал подгоночной полости или забитой в специально рассверленное отверстие. Если Г. медная, то клеймо ставится непосредственно на боковой или верхней поверхности ее корпуса. В точных и образцовых Г. пробка не забивается, а делается с винтовой нарезкой. Диаметр пробки берется от 4 до 20 .чьи. Пробка должна быть крепко и чисто зачеканена; для надежной посадки рекомендуется делать ее с заплечиками.
При пользовании Г. нельзя допускать ударов Г., а также хранения их в сыром месте. Точные Г. никогда не берут непосредственно руками, а лишь при помощи пинцета (малые Г.) и специальной деревянной вилки (большие Г.).
Производство Г. Чугунные гири весом до 2 килограмма отливаются обычно на формовочных машинах, от 5 килограмм и выше—в отдельных формах. Поверхность Г. должна быть совершенно гладкой, для чего должны быть чисто сняты литники и произведена тщательная очистка от песка и шлака. Хороший результат дает пропуск Г. через специальные вращающиеся барабаны. Наличие раковин, плен и свищей на поверхности Г. недопустимо. Также недопустимы уступы на Г., получающиеся иногда при литье вследствие сдвига опок. При отливке пустотелых Г. шишка для получения полости должен быть помещена перпендикулярно к поверхности Г. Подгонка веса пустотелых Г. производится заполнением подгоночной полости расплавленным свинцом; при отсутствии полости необходимый вес подгоняется обработкой дна Г. на станке. Механическая обработка пустотелых гирь для подгонки веса законом воспрещается. Но избежание разъедания ржавчиной Г. можно покрывать прозрачным лаком или натирать графитом, однако, эта операция должна быть производима после клеймения. Поверхность точных Г. подвергается тщательной полировке; днище 1’. после обработки шлифуется. Медные Г. весом до 200 г изготовляются на автоматах, из прутковой калиброванной латуни. Более круп-
i π,ίο Г. делаются также из круглой латуни и обрабатываются на ных и фрезерных станках или же изготовляются путем отливки.
Гиревая промышленность. Из фигура 15 видно, что производство Г. в СССР значительно опередило тот уровень, на котором оно находилось до войны 1914—18 гг. Резкое повышение производства Г. в 1924— 1926 гг. объясняется усиленным темпом проведения метрическ. системы, что потребовало замены значительного числа годных еще
ш
ж ж
SOW
SOW
woo
МО
гот ж о
Обращение гирь в С.CF.P (i тысячах штук.)
и кяеимение на территории б России. —То же но территории С.С.СР
—Производство русских гирь, приведенное к территории С.С.С.Р —Тоже, но метрически гирь
И
ж
§ ft: * 6
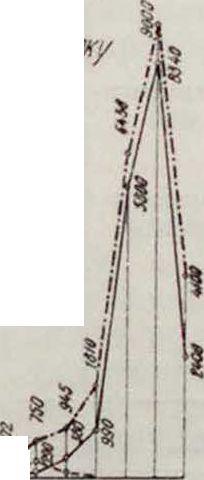
/906 О/0309 /О /2 /J и Я /6 Ю /9 20 2 Фигура 1 5.
к эксплуатации русских Г. С другой стороны, резкое падение производства Г. в 1926— 1927 годах произошло вследствие того, что эта замена уже осуществилась более чем на 80%. Необходимо отметить, что точные Г. и образцовые Г., ввозившиеся в Россию до войны 1914—18 гг. из-за границы, в настоящее время с успехом производятся в СССР. Средняя стоимость гирь: обыкновенных чугунных, весом от 50 г до 20 килограмм—от 17 к. до 6 р., медных комплектов от 1 г до 1 килограмм—
6 р. 50 к., точных комплектов от 1 г до 1 килограмм— 18 р. и комплектов от 1 мг до 1 г — 2р. В период усиленного проведения метрической реформы в СССР Г. производились свыше чем двадцатью з-дами, быстро наладившими новое производство метрических Г. (Красное Сормово, Каслинский завод на Урале, отличавшийся особенно высоким качеством чугунных Г., п др.). В настоящее время производство чугунных Г. сосредоточено преимущественно на з-дах: Ревтруд в Тамбове, Армалит в Армавире, Гудок Октября в Нижнем-Новгороде, Днепропетровского мета ллообъеди нения, Харьковского треста массового производства и некоторых других. Крупными производителями медных обыкновенных Г. является Самарский трубочный з-д точных и контрольных Г. и Трест точной механики в Москве.
. Ium.: М а л и к о в Μ. Ф., О форме гирь, Л., i 9 ! 8: СМ. ташке Веш. П. Белиц-Гейман.