 > Техника, страница 38 > Гнутие дерева
> Техника, страница 38 > Гнутие дерева
Гнутие дерева
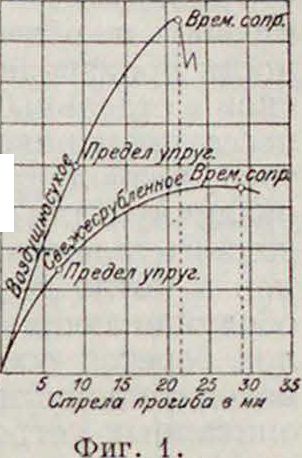
Гнутие дерева, операция, посредством которой целому куску дерева сообщают искривленную, соответственно требованиям практики, форму, которая сохраняется и по окончании операции. Сухое дерево при изгибе способно воспринимать без нарушения связи между его элементами лишь сравнительно небольшие изменения в своей форме. С увеличением степени сухости возрастает и хрупкость дерева, почему оно легко ломается даже при незначительных деформациях. Г. д. основано на пластичности дерева, то есть на свойстве его изменять свою форму под влиянием приложенных внешних усилий и сохранять новую форму после того, как усилие, деформирующее древесину, будет уничтожено. Следовательно, гибкость проявляется за пределами упругости, но до временного сопротивления. У дерева предел упругости при статич. изгибе составляет в среднем 1/3 временного сопротивления; предел пропорциональности близок к точке временного сопротивления. Па степень гибкости влияют следующие факторы: 1) Пористость древесных тканей. Обычно, чем многочисленнее и крупнее сосуды, тем больше пластичность. На этом основании лучшими породами для гпутия считаются пористые древесные породы: бук, ясень, клен, береза; из этих пород наибольшее применение получил бук, т. к. из него впервые начали приготовлять венскую мебель и в совершенстве изучили свойства этой породы для данной цели. 2) В л а ж ность и высокая <° увеличивают пластичность древесины. На фигуре 1 изображена диаграмма изгиба при статич. нагрузке свеже-срубленного и воздушно-сухого ясеня размерами 50x50x710 миллиметров. Полная работа деформации почти одинакова, но остаточная деформация больше у свежесрубленпого, то есть сырого, чем у сухого дерева. Отсюда видно, что древесина гнется тем лучше, чем больше ее влажность. Для Г. д. не только нет надобности предварительно сушить дерево, но, наоборот, для большей пластичности необходимо искусственно его увлажнять. Высокая темп-pa, по
не выше топ, при которой происходит химич. изменение структуры клеток, при наличии высокой влажности, придает эластичность волокнам и увеличивает их способность к деформации без механических повреждений.
3) Б ы с т р о т а роста. Она способствует пластичности: поросле- и вый лес лучше гнется, „ чем лес семенного про- нисхождения, заболон. древесина—лучше, чем ц ядровая. 4) Возраст дерева. В молодом -возрасте дерево гнется лучше, чем в старом: особенной гибкостью от-, личаются молодые побеги, а также корни.
Этим свойством молодых побегов пользуются при производстве плетеной мебели. 5) Всякие пороки (в том числе сучки) сильно уменьшают гибкость дерева.
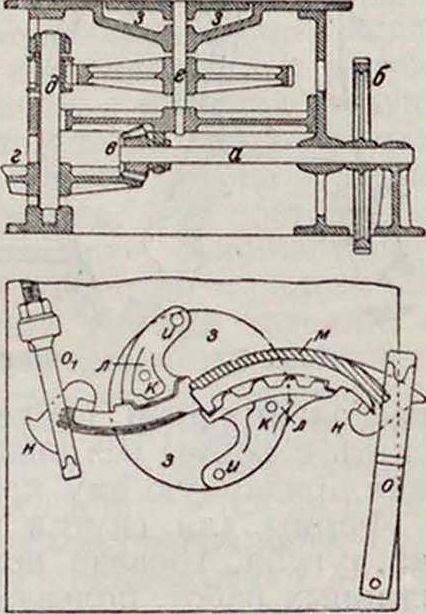
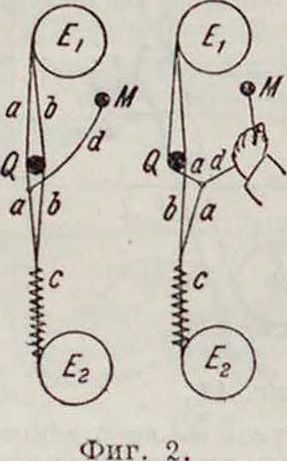
Если в подлежащей изгибу части имеется достаточное количество собственной влаги и требуемый изгиб незначителен, то для повышения эластичности применяют иногда одно нагревание или нагревание совместно с легким смачиванием дерева водою. Таким приемом пользуются, иапр., при изгибании клепок в бочарном производстве, при изготовлении тростей, изогнутых частей простых деревенских повозок, если дерево берется свежесрубленпое или малопросохшее. Горячая или кипящая вода, а иногда и распаривание (в банях), применяется кустарями при изготовлении дуг, полозьев, сошников, ободьев колес и тому подобных частей, необходимых в крестьянском обиходе. При изготовлении гнутой мебели, военных повозок всякого рода, городских экипажей и вообще при массовом заводском производстве изделий обыкновенно изгибаемому дереву сообщают эластичность распариванием его в особых камерах. Нагревание подлежащих изгибу кусков дерева можно производить в хорошо вытопленной печке, в специальных отапливаемых снаружи камерах, на горячей плите, над пламенем газовой или овой горелки и тому подобное. Для вываривания пользуются открытыми или закрытыми котлами, но форме наиболее подходящими для каждого частного случая. В кипящей воде дерево выдерживают обычно в течение нескольких часов. Для пропаривания пользуются чаще всего металлич. сосудами (котлами) большей или меньшей величины, соответственно размерам изгибаемых предметов. В сосуде устанавливают ряд поперечин для размещения на них пропариваемых брусков, а в крышке устраивают одно или несколько отверстий (30—40 сантиметров шириной и 15—20 сантиметров высотой) для загрузки и выгрузки. Пар берется мятый или свежий, но влажный. Мятый пар пропускается лишь через сосуд, а свежий удерживается в нем до тех пор", пока внизу не накопится конденсационная вода, которую время от времени удаляют через особый кран, или же вместо крана ставят конденсационный горшок, с автоматическим выпуском воды. При пропаривании мелких кусков дерева в большом количестве, паприм., при изготовлении гнутой мебели, в котле устраивают целый ряд отделений, или камер, отвечающих размерам кусков. Камеры с задней стороны замкнуты, а с передней снабжены плотно запирающимися крышками и устроены так, что каждую из них можно включать и выключать из общей системы. Это дает возможность производить загрузку и выгрузку кусков в отдельных камерах, не нарушая процесса пропаривания в остальных, и, кроме того, позволяет устанавливать по желанию различную для кусков разной величины продолжительность пропаривания. Число камер в котле должно соответствовать числу обслуживающих его рабочих, а число котлов берется соответственно желаемой производительности завода. Пропаривание в описанных устройствах продолжается, в зависимости от породы и размеров обрабатываемых предметов, от 1,5 до 2 часов при рабочем давлении от 0,5 до 3 aim. Указанное время можно сократить до нескольких минут, если применить пар под давлением в 3—5 atm. Продолжительность пропаривания мелких кусков бука занимает от 10 до 120 мни., ясень и береза требуют больше времени. Парильные котлы снабжены открывающимися на шарнирах днищами, подводящими паропроводами, трубами для конденсата, а также предохранительными клапанами, воздушными кранами, манометрами, термометрами и изоляцией во избежание отдачи тепла во внешнее пространство. Наиболее совершенными являются ные парильные котлы, схема которых приведена на фигуре 2. На вращающейся полой
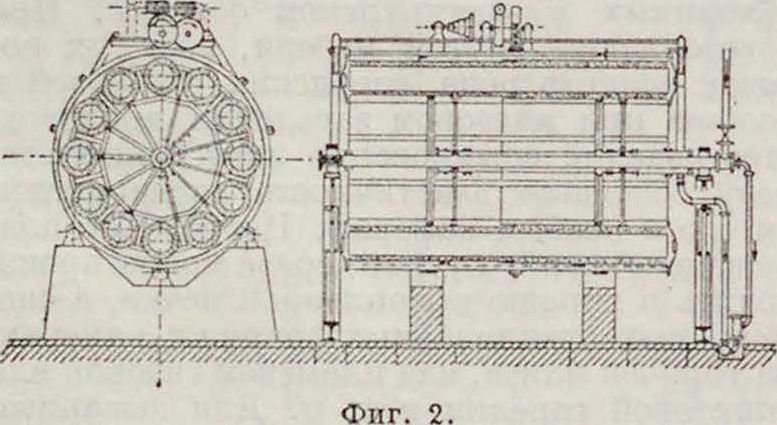
оси по окружности насажены барабаны, снабженные автоматически закрывающимися крышками. Вращение барабанов производится от привода или вручную; загрузка и выгрузка их деталями происходит постепенно; после каждого оборота нижний барабан выгружается и загружается новым материалом. Парильные устройства должны находиться по возможности вблизи машин, служащих для Г. д.
Обработка дерева паром должна производиться с крайней осторожностью. Когда дерево не полностью пропарено, оно плохо поддается изгибанию; если оно перепарено, волокна его сильно размягчаются, и древесина теряет механическую прочность. При изгибе бруска наблюдаются следующие явления. Волокна одного из слоев бруска, а именно перпендикулярного к плоскости изгиба (проходящего в однородном теле через центры тяжести сечений бруска) не изменяют при изгибе своей длины. Этот слой называется нейтральным. Волокна, расположенные по отношению к нему в сторону выпуклости, растягиваются, а в сторону вогнутости— сжимаются. Наибольшие растяжения и сжатия имеют место для крайних выпуклых и крайних вогнутых волокон. Отсюда ясно, что чем тоньше брусок, прут, доска или фанера, тем легче их гнуть и тем больший изгиб могут они допустить без нарушения связи между частицами. Так как дерево сжатью сопротивляется значительно лучше, чем растяжению, то разрушение при изгибе начинается в нем всегда с крайних выпуклых волокон и притом тогда, когда сопротивление вогнутой части бруска далеко еще ite достигло предела. Это обстоятельство мешает использовать сопротивление бруска с возможной полнотой и сильно затрудняет изготовление гнутых изделий, в особенности при значительной их кривизне. Чтобы устранить отмеченный недостаток, необходимо переместить нейтральный слой ближе к наружной выпуклой поверхности изогнутого бруска. Это достигается на практике тем, что к выпуклой поверхности в соответствующем месте прикладывают до начала изгибания железную или стальную нетолстую (‘/г—1 миллиметров) полосу (оправу), скрепляют ее винтовыми зажимами с деревянным бруском по концам, а иногда и в нескольких местах между ними, и затем изгибают брусок вместе с полосой. В таком случае волокна дерева не в состоянии будут удлиниться более, чем то позволит им полоса, а т. к. удлинение последней незначительно, то и опасность разрыва бруска устраняется или, по крайней мере, в значительной степени ослабляется. Благодаря полосе, при выгибании большая часть волокон бруска будет сжиматься, а не растягиваться, что и требуется.
Самое изгибание, за немногими сравнительно исключениями, производится от руки, так как, во-первых, в большинстве случаев сила одного или двух рабочих оказывается достаточной для получения требуемого эффекта, а во-вторых, и потому, что применение специальных машин, в виду большого разнообразия форм гнутых изделий из дерева, представляет известные затруднения. Только при массовом изготовлении простых сравнительно форм или при очень значительных сечениях брусков пользуются для их изгиба машинами; так изготовляют ободья колес, кольца для сидений, ножки столов. При ручной работе необходимо иметь надлежащие формы, сильные тиски, несколько винтовых струбцинок или клиновых зажимов, молотки и стальные полосы соответствующей ширины и толщины. Размягченный в достаточной мере брусок вынимают из котла и укрепляют прочно в зажиме формы вместе с предохранительной полосой; эту полосу соединяют с бруском струбцинкой па другом его конце, после чего брусок начинают огибать вокруг формы до тех пор, пока свободный конец не прижмется вплотную it ней в соответственном месте, где он и связывается с формой зажимом. Рабочий оперирует один или с помощником; при работе, для удобства, он захватывает брусок тисками. Если дерево где-либо неплотно прилегает к форме, его прижимают к ней при помощи струбцинок. Работу надлежит производить быстро.
По окончании работы изогнутую часть вместе с формой помещают в сушильную камеру, где она высушивается при 40—70° в течение одного или
Фигура 3.
Фигура 4.
Фигура 5.
нескольких дней, после чего изделие можно снять с формы без опасения, что оно изменит приданную ему кривизну.
Формы для гиутия изготовляют обычно из чугуна, гораздо реже, для грубых кустарных работ, пользуются деревом. Чугунную отливку для прочности снабжают в нескольких местах связями и ребрами; ей дают обыкновенно такое искривление, чтобы вложенный в нее брусок соприкасался с ней всюду вогнутыми своими частями, а выпуклые оставались свободными. Сторону поперечного сечения формы, к которой должен прилегать брусок, при брусках прямоугольных делают прямолинейной, а при брусках круглых и овальных ограничивают или дугою круга или двумя прямыми, рас-положенными под углом друг к другу, то есть сечение получается желобчатое, полукруглое или угловое. Последнее в настоящее время предпочитают, так как в этом случае изгибаемый брусок правильнее ложится на форму и лучше к ней прижимается.
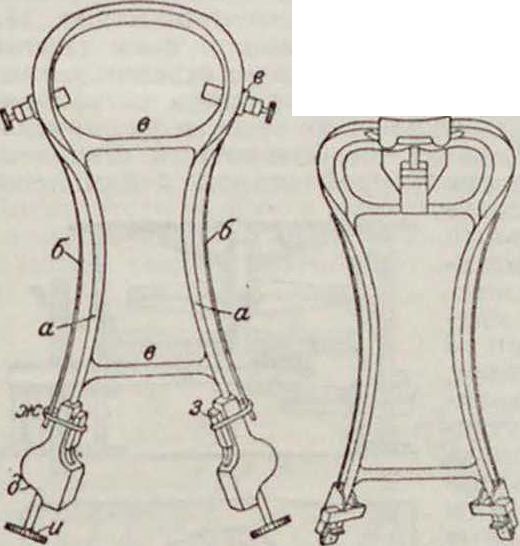
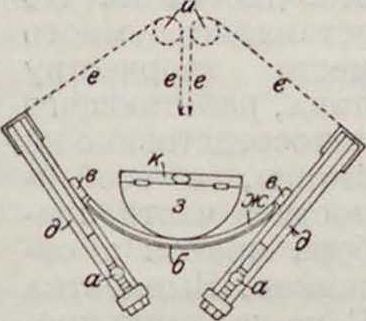
Наибольшее разнообразие форм встречается в производстве гнутой мебели. На фигуре 3 показана форма, служащая для изготовления спинки стула вместе с задними его ножками. Чугунная форма а снабжена дли прочности поперечинами в, сечение ее серпообразное. Круглый брусок, предварительно обработанный на шаблонно-токарном или копировальном станке и пропаренный, вложен в форму вместе со стальной полосой б и укреплен тисками д и е. Брусок и полосу сначала огибают вокруг верхней части формы до места перегиба, где их г— скрепляют с формой тисками с. Затем вы-
LJ || гибают свободные концы, после чего на них и на форму накладывают тиски д со
Фигура 6.
Фигура 8.
скобами ж и клиньями з. Подвинчивапием винтов и, концы которых упираются в торцы бруска, тиски О опускаются несколько вниз, почему клинья з сильнее зажимаются, а дерево плотнее вдавливается в форму. Когда брусок вложен в форму, он вместе с ною помещается в сушильную камеру. Но окончании сушки изогнутая часть вынимается из формы и поступает в дальнейшую обработку. На фигуре 4 изображена форма для гиутия спинки с вогнутой верх
Фигура 9.
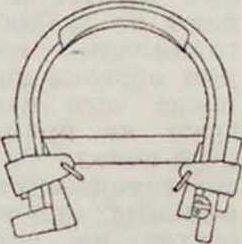
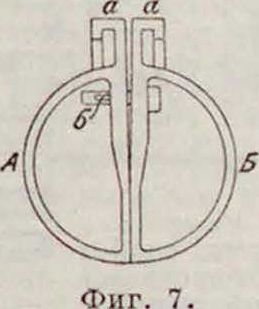
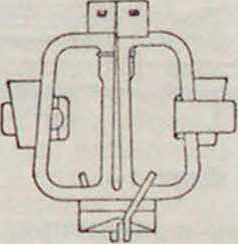
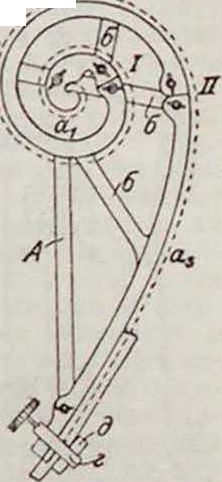
ней частью. Для придания кривизны верхней части спинки служит обойма, имеющая жесткую связь с поперечиной формы; брус вкладывают в обойму и при помощи клина изгибают по профилю. Остальные детали, как у предыдущей формы. На фигуре 5 дана форма для вставок в спинку стула. Сначала брусок и полосу вгоняют в ушко формы (слева), затем их связывают с ней и друг с другом замком при помощи клиньев; полосу с бруском сжимают на другом конце тисками, огибают вместе вокруг формы и. наконец. скрепляют с формой вторым замком (справа). Фигура 6 дает Форму для передней ножки стула. Форму помешают и укрепляют неподвижно на столе. Брусок вместе с полосой вкладывают и зажимают с одного конца клином в нижнем ушке формы. Другой конец вкладывают между щеками верхнего ушка, где на него надевают крючок. Этот крючок ремнем соединяют с особым роликом, который поворачивается рабочим при помощи рукоятки. При навивании ремня на ролик брусок изгибается, и, когда он прижмется вплотную к форме, вкладывают штырь ж, удерживающий брусок на месте. На Фигура 7 представлена форма для изгибания круглых колец для сидений. Форма состоит из двух частей А и Б; концы брусков размером 40x40 миллиметров закрепляют в гильзах а, а. Обе половины соединяют при помощи обоймы клином б. При изгибании некруглых колец для сидений употребляют подобные же формы,а для придания прямолинейного направления боковинам кольца имеются обоймы с клиновыми соединениями (фигура 8). Па фигура 9 приведена форма, составленная из нескольких частей. Подобной формой пользуются при изготовлении полозьев для кресла-качалки. Здесь Л—отдельная рама, снабженная связями б. На этой раме могут быть укреплены последовательно части ах, а, а3 форм, толщина которых равна примерно половине ширины рамы; другую половину занимает изгибаемый брусок. Имеете со связанной с ним полосой его закладывают сначала в углубление части а, и изгибают на ней до I; затем на раме укрепляют часть а., около которой огибают брусок до //; после этого устанавливают часть as. брусок гнут но ней и, наконец, скрепляют с формой винтовой струбцинкой г и клином д. Чтобы дерево не портилось в местах соприкосновения его с металлическ. поверхностями, где появляется вследствие влаги (распаривание) ржавчина, между бруском н формой, с одной стороны, а также и стальной полосой—с другой, полезно помещать деревянные стружки в виде лент, которые получаются при обработке дерева личным рубанком или фуганком.
На Фигура 10 показан ручной станок Топета, служащий ддя выгибания колец сидений. В станине укреплена вертикальная ось а, яа которой насажено коническое зубчатое колесо б, сцепляющееся с шестерней г. Последняя получает движение при помощи нары цилиндрических колес д и б, от рукоятки е, приводимой во вращение рабочим но мере надобности. С колесом б связан болтами стол в, на который кладется форма. 11а фигура 11 (А, Б, В) показана машина Кона, предназначенная для тех же целей, что и предыдущая. На станине 1 укреплен цилиндрический кожух 2, поддерживающий стол з. В кожухе помещено винтовое колесо 4, сцепляющееся с червяком 5, получающим вращение от привода. На внутренний цилиндрический выступ колеса одевают форму, которая увлекается нм во вращение при помощи особого зубца. Перемещение съемной формы вверх предотвращается накладками 6 и зажимной гайкой с рукояткой 7. Около формы помещается нажимной ролик 8. Вместе с осью его можно передвигать в горизонтальном направлении при помощи винта 9 с рукояткой 40, причем верхняя опора оси
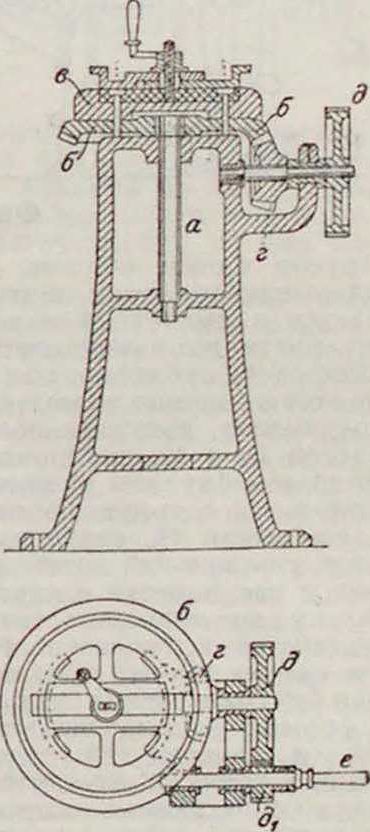
Фигура 10.
направляется рамой 11, а нижняя может двигаться вместе с вилкой 12 в станине 1. Верхняя опора, кроме того, находится иод действием сильной пружины 13, делающей такое устройство эластичным и позволяющей ролику 8 отклоняться под влиянием неровностей изгибаемого бруска. Второй ролик 14 предупреждает случайное приподнимание упомянутого бруска. Этот ролик находится под действием груза 15, который можно перемещать вверх и вниз при помощи педали 16. К форме приклепана стальная лента п.
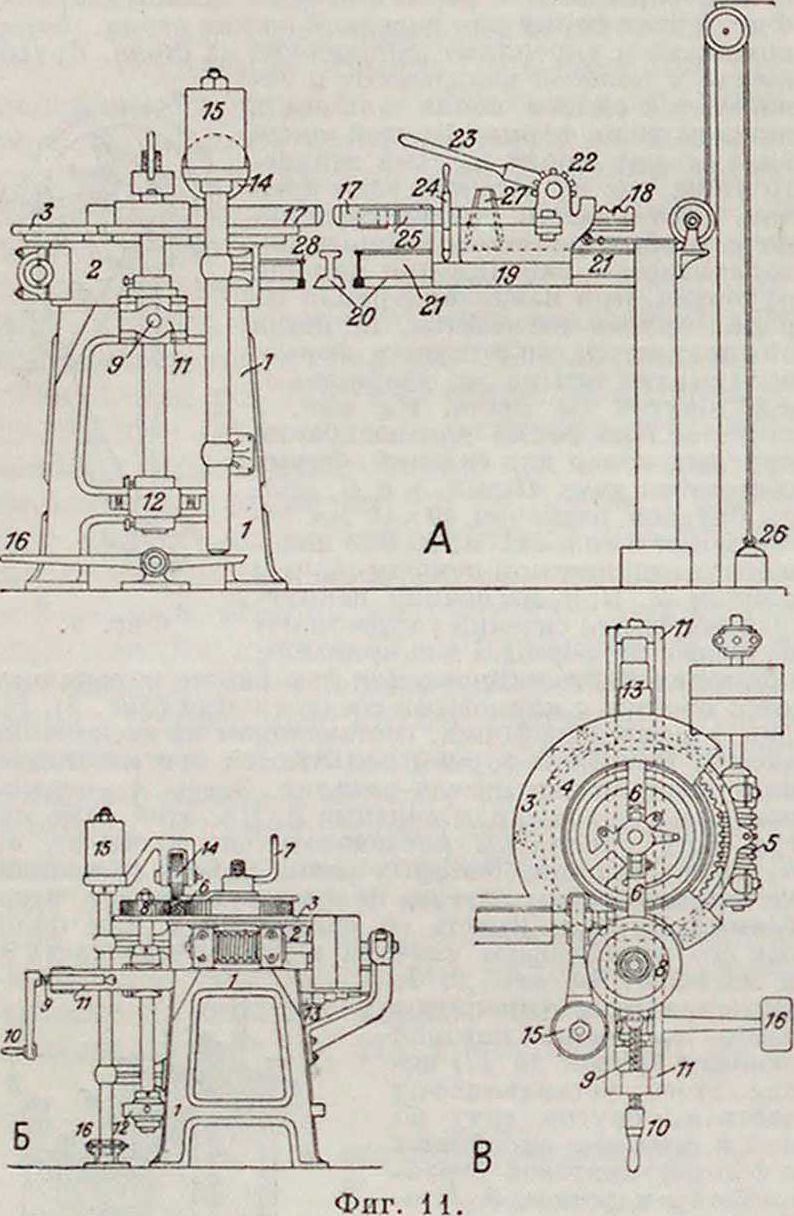
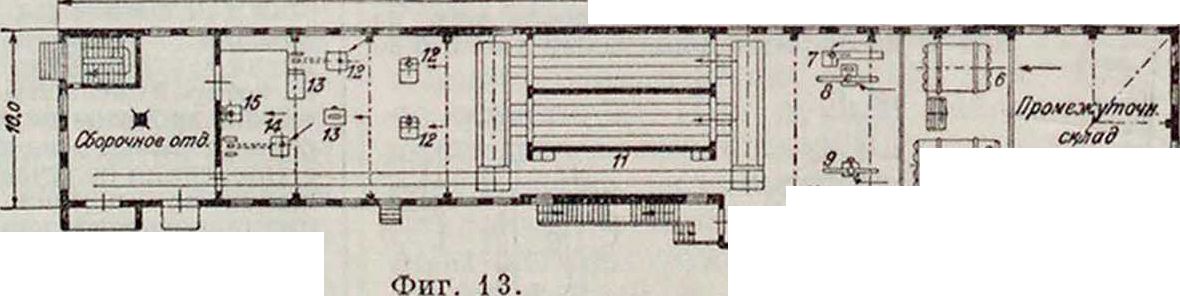
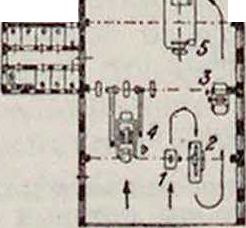
Брусок одним концом, несколько скошенным, закладывается между лентой и формой, а другим упирается в полосу 18 каретки 19·. последняя перемещается но направляющей нижней полке 20 балки 21. Полоса 18 зубчатая; она сцепляется с шестерней 22, которую можно вращать трещеткой 23. Указанное соединение, допускающее относительное перемещение частей 18 и 19, установлено с целью приспособить прибор к брускам различной длины. Когда брусок и полоса 18 соприкасаются, эксцентриком 24 поворачивают рычаг 25, свободный конец которого захватывает утолщенный конец полосы 17, благодаря чему она и соединяется с кареткой. После этого приводят форму во вращение, почему брусок под действием ролика 8 выгибается. Когда же сделан полный оборот, конец бруска и ленты связывают с формой п откидывают рычаг 25, и каретка 19 иод действием груза 26 отводится назад. Описываемая конструкция имеет особое приспособление для регулирования величины растяжений и сжатий в изгибаемом бруске. Через полосу is пропущен клин 27, который опирается на верхнюю полку 28 балки 21. При перемещении каретки 19 клин опускается до соприкосновения с полкой 28, почему брусок и полоса 17 будут относительно передвигаться на определенную величину, установленную опытом, чем и достигается необходимое выгибание. Па фигура 12 приведена машина для изгибания столовых ножек. Вращение от привода она получает при помощи колеса б, вала а, а от него двумя парами колес в, г и 0, е оно передается столу з. С последним связаны чугунные фасонные части л (штифтами и, к), упирающиеся каждая в соответствующую половинку формы, в которую закладывается изгибаемый брусок м. Концы его зажи мами к удерживаются при вращении стола з вместе с формою особыми хомутами о и Oj. Хомуты поворачиваются на цапфах верхней доски станины станка, и один из них о, для удобства делается переставным при помощи винта и гайки. Па том же принципе основана машина, служащая для изгибания угольников, скрепляющих сидение со спинкой стула. На фигуре 13 представлен план небольшой фабрики гнутой мебели с простейшим оборудованием; стрелки указывают направление движения материала и полуфабрикатов. Материал поступает со склада на кругло-пильный станок 1, затем на фуговочный станок 2. после чего идет на пропускной станок 3 или непосредственно на четырех-сто ронни ii строгалыш и станок 4. Выстроганные заготовки поступают на двойной круглой ильный станок 5 для обрезки по длине, после чего направляются на промежуточный склад. Со склада заготовки идут в парильные камеры 6 и оттуда на гнутарные станки 7, 8, 9, 10. Формы вместе с изогнутыми брусками грузятся на вагонетки и по траверсу поступают в сушила И. После сушки формы возвращаются на вагонетках в гну-тарнос отделение, а детали идут в окончательную обработку на фрезерные станки 12, на круглые пилы 13 и на сверлильные станки 14, 15. После обработки детали поступают в сборочное отделение, шлифуются, красятся, лакируются и упаковываются.
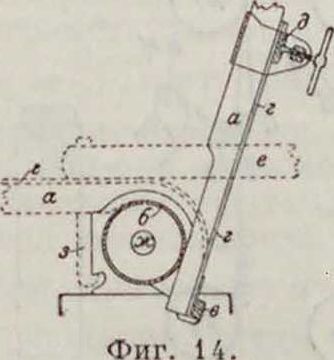
С гнутыми частями приходится иметь дело и при изготовлении других предметов (сел.-хоз. орудий, повозок, тростей). Па фигура 14 указано приспособление для изгибания частей плуга (ручек). Брусок а отделывают почти окончательно в тот профиль, к-рый он должен иметь. Затем его пропаривают и в размягченном виде помещают одним концом между формою б и неподвижной поперечиной в На него накладывают стальную полосу г с Т-образным утолщением внизу, опирающимся и на торец бруска и на поперечину в Второй конец полосы при помощи утолщения д защемляют винтовым зажимом, устанавливаемым на бруске а в соответствующем месте. Затем брусок огибают вокруг формы до положения, показанного пунктиром, и зажимают хомутом е и крючками, подобными з. Форма б чугунная, неподвижная, соответствующего профиля.Часто пзготовлнютобщую отливку для нескольких брусков. В форму через отверстие ж впускается пар. служащий для высушивания готового изделия. Высушивание продолжается 2’/2—3 ч., после чего брусок· можно снять с формы. В такой машине Defiance Machine Works (Ohio) имеются четыре формы для одновременного изгиба четырех брусков. Формы укреплены на общей оси, которую вместе с салазками можно перемещать рычагом но направляющим и устанавливать в требуемом положении. Бруски более толстыми концами кладут на массивный неподвижный стол, а тонкие укладывают
67.S —
Фигура 12.
Ж rrf-"ir
на поворотную платформу, снабженную упорами для бруска и зажимами для стальной ленты, которая другим конном связывается с бруском. Изгибание производится поворотом платформы и в горизонтального в вертикальное положение (от привода) при помощи зубчатых колес, кривошипа и тяги. Когда изгибание закончено, концы выгнутых частей вместе с лентой связывают особыми захватами с прямыми частями, затем платформу опускают. формы немного приподнимают, а бруски с захватами выдвигают в сторону и отправляют в сушило.
Изгибанием изготовляют также дышла, оглобли и другие изделия. Приспособление для гнутия схематично приведено на фигуре 15. В неподвижной станине укреплены две цапфы а, вокруг которых могут поворачиваться массивные рычаги д при помощи цепей или канатов е. блоков и и особой ручной или приводной лебедки. При горизонтальном положении рычагов на них кладут стальную ленту б с загнутыми иод прямым углом концами, а на ленту помещают предварительно распаренный изгибаемый брусок з“с. К его концам подводятся кулаки в, связанные с рычагами д и передвигаемые но ним от руки или при помощи эксцентриков, кривошипов, клиньев и т. и. После этого форму з перемещают по станине, пока нижняя ее часть не соприкоснется с бруском ж. Дальше следует изгибание вращением рычагов д.
Фигура 16.
Когда брусок но всей длине соприкоснется с формой, концы его вместе с полосой б связывают поверх формы особой стяжкой, рычаги же отводятся вниз. Наконец, изогнутый брусок снимают со станка со всей формой или только с верхней ее частью к, легко отделяющейся от з, и направляют в сушило. Подобными же машинами пользуются для изгибания шкивов хомутных клещей, дуг, санных полозьев (одновременно двух) и иных подобного рода поделок.
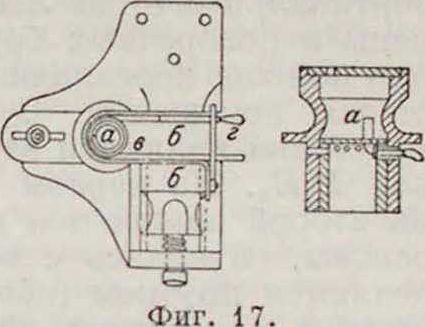
При изготовлении изогнутых ручек тростей, зонтов и тому подобное. пользуются также особыми приспособлениями. Если трость или палку выделывают из одного куска, то сначала выправляют самый стержень. С этой целью выравниваемое место стерженн нагревают довольно сильно (насколько может выдержать рука) над пламенем овой или газовой горелки или в особой печке, после чего приступают к самому выравниванию. Оно производится или на козелке между двумя вставленными в него сбоку деревянными или металлическими штифтами или при помощи особой ложечки с овальным отверстием, которым она одевается на стержень. Штифты служат опорами при выгибании, ноторое выполняется рукой, пока искривленное место не сделается прямым. При пользовании ложечкой выгибание производят ею, а стержень удерживают на месте. После выправления стержня гнут ручку. 11а свежесрубленных тонких ветвях можно производить выгибание рукой непосредственно, без каких-либо предварительныхопе-рацип. а затем фиксировать изгиб при помощи обмотки бечевкой или проволокой и высушивать в таком виде стержень в печи или нагретой камере. При большей толщине и сухом дереве приходится предварительно его нагревать или пропаривать и при изгибе пользоваться стальной лентой. Последнюю удобнее всего прикреплять к рукоятке а (фигура 16). снабженной выступом б. Этим выступом рукоятку упирают в торец изгибаемого стержня, а свободный конец ленты связывают со стержнем тисками так, чтобы лента располагалась на стороне, долженствующей образовать выпуклость. Затем, отклоняя рукоятку, производят выгибание до нормы, после чего стягивают изогнутую часть шпуром или проволокой и в таком виде сушат. Чтобы предупредить порчу дерева ржавчиной, между ним и полосой прокладывают стружку или обматывают полосу тонким шнуром. Иногда во избежание появления трещин выгибают ручку не в один, а в два или три приема с повторным подогреванием дерева. При массовом, заводском изготовлении тростей и ручек эластичность дереву сообщают пропариванием его в цилиндрических сосудах, при 5 aim давления; это в значительной мере ускоряет производство. На фигуре 1 7 показано одно из механическ. приспособлений для изгибания ручек. Прямолинейная часть стержня у места изгиба зажимается в винтовые тиски 0. Здесь же укрепляется один конец полосы в, другой конец которой связан с рукояткой г. Выгибание производится вокруг формы а, обогреваемой газовой горелкой. После изгиба концы бруска стягиваются скобой. Высушивание производится тут же. Перед изгибом дерево обыкновенно распаривается.
При изготовлении сит, решет, коробок, цилиндрических оболочек дли различных целей приходится изгибать сравнительно тонкие и широкие стружки, пластинки и ленты из дерева, которым дают обыкновенно общее название фанер. Тонкие стружки часто гнутся в сухом состоянии или слегка смоченные; они гнутся непосредственно руками или же на особом цилиндрическ. деревянном стержне подходящего диаметра. Когда стружке придана требуемая форма, ее поддерживают нек-рое время в этом состоянии или укрепляют тем или иным путем. По высыхании налегающие друг на друга концы стружки склеивают или протыкают шилом и сшивают различными вязками. Колее толстые фанеры (ободки сит, решет, шляпных коробок и др.) перед изгибанием помещают в сосуд с кипящей водой, где и выдерживают до достаточного размягчения. При заводском, массовом изготовлении фанеру пропаривают, а самое изгибание производят па машинах, при помощи стальной ленты. Фанеру кладут на цилиндрическую вращающуюся форму, в виде колеса или барабана с широким гладким ободом, иод ленту, если это нужно, и придавливают к форме нажимным роликом. Таким же путем на широких барабанах, обогреваемых изнутри горячими газами или паром, гнут деревянные трубчатые части для стоек, бочкообразных сосудов из фанер. При изготовлении из фанер фигурных оболочек в форме тела вращении, их пропускают между вращающимся валиком соответствующего профиля и обертывающей его на известном протяжении направляющей поверхностью, установленной на пружинящих опорах. Дерево перед выгибанием размягчают тем или иным путем.
Фанеры, предназначенные для изготовления ободков сит, решет изгибают иногда и в сухом состоянии. Дли этого берут два цилиндрических валика, которым от привода, при посредстве зубчатых зацеплений, сообщают вращение с различными угловыми скоростями: верхнему валику—меньшую скорость, нижнему—· ббльшую,и пропускают между ними фанеру.
При этом нижняя половина фанеры будет вытягиваться сильнее, чем верхняя, в результате чего и получается ее выгибание. По выходе из валиков фанера направляется особым цилиндрическим бугелем. Чтобы выгибание происходило легко, без слишком большого давления между валиками, верхний из них делаюг рифленым или снабжают на поверхности остриями. Об изгибании клепок при изготовлении из них бочарных изделий см. Клепка.
При гнутни лыж обычно пользуются насыщенным паром в 1 atm при 100°, причем материал подвергают действию пара в продолжении 8/4 ч. (смотрите Лыжи). Аналогично ведется серийное производство спортивных саней. В машинах для гнутия деревянных частей повозок применяют стальные полосы, на которые кладется обрабатываемый предмет. Концы стальных полос загнуты крючкообразно кверху, и пропаренную в достаточной мере деревян. часть сгибают извне при помощи поворотных рычагов до плотного прилегания к шаблону. Соответствующие машины строят почти исключительно в Америке. Гнутие деревянных плит для автомобилей производится по направлению волокон. Одну сторону деревянной плиты смачивают губкою; другую подводят к легкому светло горящему пламени. Для получения плит S-образной формы гнутие производят в два приема. Части, не подлежащие гнутию. покрывают мокрыми тряпками. Боковые плиты, высокие по середине и низкие по бокам, смачивают, укладывают на металлнческ. плиту соответствующей формы и прессуют под нагревом. Гнутие деревянных частей аэропланов производят при изгибах с малым радиусом кривизны по шаблону из дерева или, лучше, из углового железа. Брус подвергают, до процесса гнутия, действию пара. Продолжительность пропаривания зависит от толщины и сорта дерева. При размере 40х40 миллиметров, например, требуется пропаривание в продолжение 3 ч. Груз кладут после пропарки на шаблон, прикрепляют к последнему одни конец бруска при помощи струбцинки и, в зависимости от формы изгиба, прижимают его к шаблону также струбцинками через каждые 20—40 см. Потом бруску дают остыть в продолжение 20—40 часов, или же сушат его в течение 2—3 часов при помощи паяльного пламени.
Лит.: Е х η е г W., Das Biegen d. Ilolzes, 4 Aufl., Lpz., 1922: A n <1 s L. E., Die Holzbiegerei, 2 Aufl., Wien, 1923; L i p p m a η n R., Die Holzbiegerei. Jena, 1923. M. Дешеоой, E. Кротов.
ГОБЕЛЕНЫ, тканные ковры — картины ручной работы, получившие свое название но фамилии Гобеленов, владельцев красильной и ткацкой мастерской, из которой впоследствии возникла мануфактура гобеленов. Родиной гобеленового производства надо считать Фландрию, где в 13 в начали возникать красильные и ткацкие фабрики для производства гобеленов. Наибольшего развития производство гобеленов достигло в 17 и 18 веках с учреждением во Франции Королевской мануфактуры.
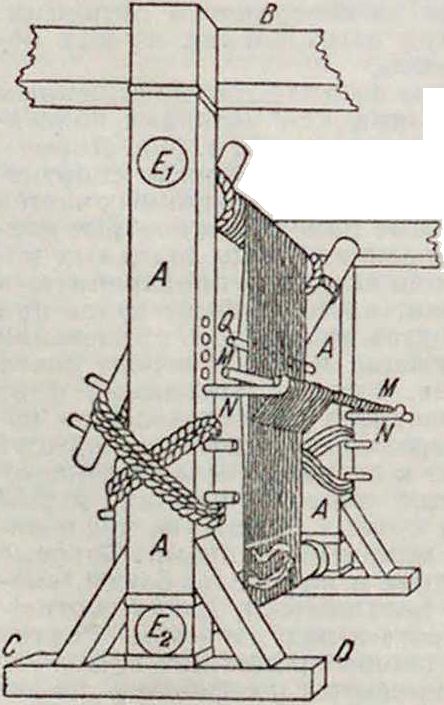
Исторически в технике производства Г. сложились две основные системы, которые различаются лишь направлением натяжения и движения основы: в первой основа имеет горизонтальное направление, во второй—вертикальное. Первая система называется и и з-к о р е м и з н о й, или голландской, по-фран-цузки basse-lisse, вторая—высокоремизной, немецкой, или haute-lisse. Наибольшее распространение в настоящее время имеет низкоремизная система как более простая, однако, лучшие Г., как, наприм., Г. Национальной мануфактуры в Париже, вырабатывают до сих пор высокоремизным способом. На фигуре 1 показан высокоремизный гобеленовый станок. Он состоит из двух солидных вертикальных стоек АЛ, которые снизу укреплены в поперечных брусках CD, а сверху при помощи перекладин ВБ прикреплены к стенам помещения. Существенными частями станка являются верхний и нижний навои На первом помещается основа,
на второй навивается готовая ткань. Нити основы, спускаясь с верхнего навоя, разделяются прутком (цёпою) Q на две части (четные и нечетные нити); нити одной части пробраны в глазки, а глазки прикреплены шнурами к пруту ММ, который покоится па держалках NN. Нитка утка, прокидывается при помощи шпули или катушки след, образом. Взявши в правую руку шпулю с нитыо требуемого цвета, ткач просовывает левую руку между обеими группами нитей а и Ь (фигура 2, I) и, отобравши требуемое рисунком число нитей группы Ь, отодвигает их от остальных нитей той же группы. В образовавшийся зев он продевает шпулю с уточною нитыо.После этого он вынимает левую руку и опускает введенную нить до опушки с ткани, прижимая ее посредством гребня (фигура 3). В обратном направлении нитка проводится при противоположном расположении основных нитей. Для этого ткач захватывает левой рукой известное число ремизных шнуров с/, так что соответствен, нити (группы а) занимают положение, изображен. на фигуре 2, II, и можно протянуть утокв обрати, направлении.
Гобеленовые станки бывают различной величины. Один рабочий может обслужить по ширине не более 1,25 метров основы. При более широких заправках (встречаются заправки до 5—6 м) на одном станке работают несколько человек.
Г. работают по готовым картонам-рисункам, составляемым художниками. Однако, картоны не представляют собою подробных заправочн. рисунков, как это имеет место в жаккардовом ткачестве; картоны составляются так,что оставляют много места творчеству лица, работающего непосредственно на стайке, в особенности в части подбора красок и оттенков. Выработка Г. не является простой ткацкой работой, но требует от рабочего большого мастерства и художественного вкуса, ктура в Париже имеет специальную школу, в которой подготовляют специалистов для всех процессов гобеленового производства: рисовальщиков, ткачей, красильщиков. Для Г. применяют самый простой из ткацких переплетений—миткалевый. Основным материалом для производства является шерсть, значительно реже—шелк и в особых случаях—мишура. Были попытки применять для основы хлопчатобумажную или льняную пряжу, но эти попытки положительных результатов не дали. Огромное значение в производстве Г. имеют краски, их приготовление и богатство подбора топов. Количество различных тонов и оттенков красок, применяемых в гобеленовом производстве, исчисляется тысячами. До сих пор преимущественно применяют краски растительного происхождения.
На I’. обычно изображают целые картины, представляющие собою исторические сюжеты, пейзажи, портреты и прочие Темы рисунков Г. в значительной степени отражают характер эпохи. Так, Г. времен Людовика XIV, кроме исторических тем, часто изображают эпизоды из придворной и государственной жизни того времени, пейзажи с дворцами, портреты королей и государственных деятелей; на гобеленах наполеоновской империи, помимо различных эмблем повой власти, можно видеть изображение таких эпизодов, как «Наполеон, принимающий ключи г. Вены», «Вестники мира в Леобене» и др. Из мотивов последних десятилетий следует упомянуть о гобелене, исполненном но картине Рошегросса «Франция колонизирует Африку».
Производство Г. является очень кропотливой работой, требующей много времени и опытных рук, и стоит весьма дорого. Один рабочий в год может выткать не более нескольких мг Г. Стоимость гобеленов доходит до нескольких десятков тысяч рублей, а в некоторых случаях и до сотни тысяч и выше. См. Ковровое производство.
Фигура 1.
а
Фигура 3.
Национальная мануфа-
Лит.: G 1 а Г е у И., Die Textilimiustrie. Iferstel-lung textiler Fhlchengebilde. Lpz., 1913; Η Λ b e r 1 e Λ., Die ileutsclie Teppichfabrikation, Stuttgart, 1919; G » I f trey J., Les manufactures nationales dc ta-pisserics. Les Gobelins et Beauvais, Paris, 1906; В a-(1 i ii J,. La manufacture tic tapisserics de Beauvais, Paris, 1909; Lacordaire Л., Notice historlque sur les manufactures ImpCriales de tapisserles des Gobelins, 4 6d. Paris, 1859; T organ L., Monographic de la manufacture nationale des Gobelins, Paris, 1898; F r a u n b e г g e r G., Die Wandteppichweberei, Nlirnberg. 1920. В. Линде.