 > Техника, страница 39 > Градуировка
> Техника, страница 39 > Градуировка
Градуировка
Градуировка, процесс подразделения данной шкалы, циферблата, меры или прибора на части.
Г. ареометров производится при посредстве нормальных или образцовых ареометров, точно проверенных. Набор образцовых ареометров, необходимых для производства Г., должен содержать ареометры: для определения уд. в при 1° 15° и по отношению к воде при 4°, что условно обозначается дробью 15°/4°; для определения уд. в нефтяных продуктов при 15°/15°; для омеров по Траллесу при 15,56715,56°; для новых омеров по уд. весам оводных растворов, рассчитанных Главной палатой мер и весов, при 15715°, Для сахариметров при
17,5°/17,50; для ареометров В6 при 15°/15°. 1’радуировка ареометра начинается сна грузки его дробью или ртутью. При нагрузке дробью в корпус ареометра предварительно всыпается нек-рое количество сургуча в виде мелких отсеянных от пыли кусочков, которые затем расплавляются, так что сургуч равномерно распределяется по дну и стенкам нижней части корпуса. Затем ареометр погружают в жидкость, уд. вес которой соответствует нижнему делению будущей шкалы, и нагружают дробью или ртутью так, чтобы он погрузился до основания шейки. Затем дробь закрепляется в нижней части корпуса расплавлением сургуча, а если корпус ареометра снабжен внизу добавочным резервуаром, то введенный в корпус балласт перемещается в этот резервуар, который после этого запаивается. Затем вставляют в шейку ареометра временную, свернутую в трубочку бумажную шкалу с порядковым № и с нанесенными на ней мелкими нумерованными делениями, погружают ареометр в жидкость требуемого уд. в (иликрепости),точно соответствующего нижнему делению будущей шкалы, и догружают ареометр дробинками настолько, чтобы его шейка погрузилась на 10—15 миллиметров от ее начала. Деление временной шкалы, совпадающее с уровнем жидкости, записывается. Погружая затем ареометр в жидкости с постепенно уменьшающимся уд. в (достаточно взять 2—3 таких жидкости), записывают отсчеты уровней этих жидкостей на временной шкале, а на шейке ареометра отмечают тушью положения записанных делений на этой шкале. На бланк для нанесения будущей шкалы накладывается полоска бумаги с временной шкалой, и записанные деления ее, посредством наколов иглой, переносятся на указанный бланк, к-рый отмечается тем же №, что и временная шкала. По сделанным паколам для крайних и средних точек шкалы вычерчиваются все промежуточные деления посредством так называемым тюрицгенской делительной машины. Деления шкалы большинства ареометров не равновелики, а прогрессивно увеличиваются или уменьшаются. Кроме того, общая длина шкалы, даже в группе одноименных ареометров, редко бывает вполне одинаковой. Поэтому вычерчивание шкалы для каждого ареометра должен быть индивидуальным. Для вычерчивания ареометрия. шкал применяется так называется матрица, представляющая собой линейку с нанесенными на ее ребре зубцами, расстояния между к-рыми соответствуют делениям увеличен, в
2—3 раза шкалы для ареометра" с правильной цилиндрическ. шейкой. При помощи таких матриц, изготовляемых специально для каждого рода ареометра, и вышеназванной делительной машины можно было бы вычерчивать шкалы по крайним отметкам шкалы, причем все деления матрицы выходили бы на шкале пропорционально сближенными в требуемой степени. Но так как шейки ареометров не всегда бывают правильной цилиндрической формы, то для верности Г. необходимо вычерчивать шкалы отдельно для каждого участка, от отметки до отметки.
Делительная машин а состоит из по которому может передвигаться вправо и влево доска ВВ, направляемая в своем движении верхним краем стола. Доска эта снабжена по бокам металлич. ребрами С и D, между которыми может передвигаться с некоторым трением вверх и вниз вторая доска ЕЕ, служащая для наклейки, посредством кусочков воска, бланков F для будущих шкал. По наклонным ребрам С и D движется чугунный ползун С г, скользящий вниз под действием своей тяжести, но удерживаемый призмой Н, упирающейся в линейку LL. Эта линейка рукой работающего поворачивается на шарнире О, и при этом движении ползун перемещается вверх или вниз по ребрам к и 1). Левый край линейки LL снабжен направленным вниз ножом I, к-рый при движении линейки входит последовательно в ряд зарубок между зубцами матрицы М, укрепляемой винтами с левой стороны стола. Проводя ножом I по последовательным зарубкам на матрице сверху вниз, тем самым позволяют ползуну скользить вниз на расстояния, пропорциональные зарубкам матрицы. После каждого передвижения ползуна проводится рейсфедером, по верхнему краю его К, как по линейке, черта на бланке F для шкалы. Чтобы рейсфедер двигался всегда в вертикальной плоскости, сверху ползуна укреплена стойка, горизонтальное колено которой параллельно краю К и служит опорой для верхнего конца ручки рейсфедера. Установка матрицы и доски В производится так, чтобы при горизонтальном положении линейки L нож ее I входил в зарубку на матрице, соответствующую значению отметки среднего деления шкалы (если ареометр погружался в жидкости стремя различными уд. весами). Затем передвигают доску ЕЕ с приклеенным бланком F настолько, чтобы среди, наколотая отметка совпадала с краем К. Переводят затем нож в совпадение с зарубкой матрицы для верхней отмеченной точки; при этом ползун подымается вверх, и если его крап К не совпадет с наколотой точкой для верхнего деления шкалы, то передвигают доску ВВ вправо или влево, пока крап К не совпадет с указанной точкой. После этого можно приступить к вычерчиванию верхнего участ-стка шкалы. Указанным приемом вычерчивается и нижний участок шкалы. Затем на шкалу наносятся цифровые обозначения делений, № ареометра. Шкала обрезается по требуемому формату, скручивается в трубочку и вставляется в шейку ареометра на место бывшей там временной шкалы, и притом так, чтобы отметки тушыо на стенке шейки совпали с соответственными штрихами шкалы. После этого шкала приклеивается к шейке вверху и внизу сургучем или рыбьим клеем, и часть находящихся в корпусе ареометра дробинок заменяется ватой. Затем производится поверка правильности показаний изготовленного ареометра и ПЯЯПНШШУ */K*WTIKT»PTQY ГТП РПЯ RHPHHin РГГ»
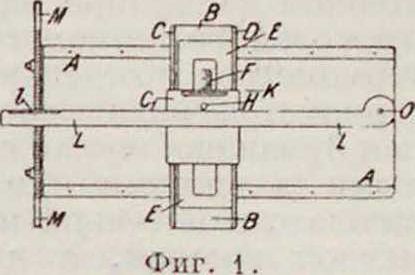
окончательн. догрузка его кусочками ваты. Наконец, верхний конец шейки запаивается.
Г. термометров заключается в отметке положения постоянных точек его и в изготовлении по полученным отметкам шкал и укреплении их в термометре. Термометры изготовляются двух типов: а) с отдельной шкалой, на бумаге (для термометров не выше 100°) или на пластинке из мол очи. стекла; б) со шкалой, вытравленной на толстостенном капилляре термометра (так называется палочные термометры). При градуировке термометров с отдельной шкалой в трубку термометра вкладывается сначала временная бумажная шкала с мелкими нумерованными делениями или полоска молочного стекла с наклеенной на ней бумажной временной шкалой, а для высоко градусных термометров—с вытравленной на ней временной шкалой. Для отметки положения делений шкалы термометра необходимо иметь точно выверенные образцовые термометры, с к-рыми и производится сравнение. Основные (постоянные) точки термометра 100° и 0° отмечаются помещением термометра в пары кипящей воды (дистиллированной) в особых кипятильниках, при нормальном атмосферном давлении, а затем в тающий снег или тонко настроганный лед. При нанесении точки 100° записывается атмосферное давление, чтобы затем, при вычерчивании шкалы, внести соответственную поправку для положения этой точки. Конец столбика ртути должен, по возможности, меньше выступать над пробкой в крышке кипятильника, а шарик термометра не должен погружаться в воду. На временной шкале замечается положение столбика ртути, а в случае Г. палочных термометров на них делается отметка тушью, покрываемая затем лаком для предохранения от стирания. Для отметки точки 0“ термометры должны погружаться в снег почти до черты 0°. Для контроля вставляется в снег также нормальный термометр, т. к. случайное присутствие в снегу посторонних веществ может изменить (° его таяния. Показание точки 0° отмечается лишь после вполне установившегося положения конца ртутного столбика в капилляре. Следует принять во внимание, что отметку нулевой точки надо делать возможно скорее после отметки точки 100°, чтобы за этот промежуток времени не. успело проявиться термин. последействие стекла, которое является причиной изменения положения нулевой точки. По сделанным двум основным отметкам можно нанести между точками 100° и 0° все промежуточные деления шкалы при помощи делительной машины, если есть уверенность в правильной цилипдрическ. форме капилляра но всей его длине. Проверку капилляра можно произвести путем продвижения по всей его длине небольшого столбика ртути и измерения его в разных местах капилляра. Шкала термометров хорошего качества изготовляется по двум крайним и одной или нескольким промежуточным отметкам, расстояния между которыми подразделяются на равные части. Для отметки этих промежуточных точек, а также точек, лежащих выше 100°, применяются приборы для сохранения требуемой ί° до статочно продолжительное время, так называем. термостаты. Для отметки некоторых отдельных точек <° выше 100° применяются также ванны с раствором солей и других веществ, ί°кип. которых постоянна и точно известна. Так, насыщенный раствор поташа кипит при 135°; такой же раствор уксуснокислого калия—при 169°; раствор хлористого калия—при 179,5°; хлористого цинка—при 300°; нафталин кипит при 218°, бензофенон—при 306°: сера—при 444°. При нанесении шкалы термометра по сделанным отметкам пользуются делительной машиной (фигура 1). Если шкала наносится на стеклянной пластинке или на самом капилляре, то они покрываются тонким слоем воска, на к-ром требуемые деления наносятся иглой и затем выгравировываются травлением при помощи плавиковой кислоты. Изготовленные шкалы укрепляются в трубках термометров, причем бумажные шкалы, свернутые в трубочку, после проверки и регулировки нулевой точки, приклеиваются к трубке и капилляру, а стеклянные устанавливаются вместо временных и зажимаются в верхней части между двух половин пробки; после регулировки положения пробка и шкала приклеиваются шеллаком к трубке, а последняя запаивается несколько выше пробки или закрывается металлическ. колпачком. Более совершенный способ укрепления стеклян. шкалы предложен Фюссом и заключается в том, что нижний конец шкалы упирается в воронкообразную ножку с пазом для шкалы (фигура 2), впаянную внизу трубки термометра, а верхний конец шкалы входит в прорез эбонитовой пробки (фигура 3), в осевом канале которой помещается спиральная пружина, надавливающая нашка-лу, вследствие чего шкала может свободно расширяться или сокращаться вместе с изменением окружающей темп-ры. На фигуре 4 представлено видоизменение способа закрепления верхнего конца шкалы, состоящее в том, что в верхней части трубки впаивается воронкообразная колонка с пазом, в который входит верхний конец шкалы; между ним и дном паза помещается плоская дугообразно согнутая пружина, отжимающая шкалу книзу. Во избежание дребезжания капилляра при сотрясениях он привязывается в 2—3 местах тонкой проволочкой к шкале, причем на ребрах последней делаются надпилы для устранения возможности сдвигания проволоки вдоль шкалы.
Г. мерной химической посуды (цилиндров, мензурок, колб,пипеток, бюреток и тому подобное.) производится посредством отмеривания определен, объёмов воды или ртути. Для точности Г. стенки сосудов должен быть тщательно промыты щелочью или хромовой кислотой, чтобы достичь хорошего смачивания их водой. Вода должен быть дистиллированная, а ртуть—перегнанная и сухая. Для отмеривания требуемых объёмов применяются точно выверенные, посредством взвешивания
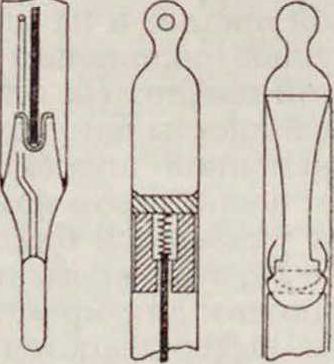
Фигура 2. Фигура 3. Фигура 4.
поды или ртути, пипетки различного объёма от 50 до 500 см3. Объемы менее 50 см3 градуируются ртутью при помощи особых мерок, емкостью в 1, 2, 5, 10,. до 25 см3. с пришлифованной пластинкой, отсекающей точный объём налитой в мерку ртути при нормальной t° (20°). Г. цилиндров, мензурок производится последовательным вливанием в них отмеренных точной пипеткой объёмов воды и отметкой уровня ее после каждого вливания. После этого сосуды покрываются тонким слоем воска, на котором вычерчиваются на отмеченных местах штрихи. Промежутки между нанесенными штрихами наносятся при помощи делительной машины, с применением, в случае коническ. мензурок, специальных матриц. Нанесенные деления и требуемые надписи вытравливаются затем плавиковой к-той. Г. бюреток и пипеток производится ртутыо, вливаемой в них из мерок через воронку с длинной трубочкой. Нижние концы градуируемых приборов временно запаиваются. Трубки для бюреток д.б. по возможности правильной цилиндрической формы, для того чтобы длина каждых 5 или 10 см3 отвечала одному и тому же объёму. Подразделения между отметками делаются на делительной машине. Г. бюреток и пипеток может производиться и весовым способом посредством отливания из них определенного объёма воды в установленный на чашке весов и уравновешенный сосуд.
Лит.: Дьяконов Д. II. и Лермантов В. В., Руководство к обработке стекла на паяльном станке. M., 1924; Г.) о m k e J. и. К e i m е г cl e s К., Handbuch d. ArSoractrle. В., 1912; Woytacek С., Lehrb. d. Glasblaserei, Hamburg, 1924. В. Великанов.
Г. манометров обычно производится при включении образцового и градуируемого манометров в пресс, который одновременно передает давление в оба манометра. При постепенном увеличении давления в прессе на шкалу градуируемого манометра наносят отметки через определенные промежутки, а подразделения между ними вычерчивают затем путем градуировки отдельных участков на равные части, пользуясь для этой цели циркулем или специально приспособленными передвижными линейками. Кроме того, для нанесения на будущую шкалу манометра основных точек, можно применять специальные контрольные прессы, так называемым приборы 1’ухгольца (фигура 5), у которых вместо образцового манометра имеется поршень определенного сечения, находящийся под действием определенного груза, отвечающего требуемому давлению. Этот способ градуирования представляет преимущества перед указанным выше в том отношении, что в приборе Рухгольца постоянство его показаний гарантировано в значительно большей степени, чем показания образцового манометра, которые, вследствие несовершенства механизма, могут при одном и том же давлении отличаться одно от другого. Однако, неудобства, связанные с накладыванием и подсчетом груза, заставляют производственников на практике чаще нри-
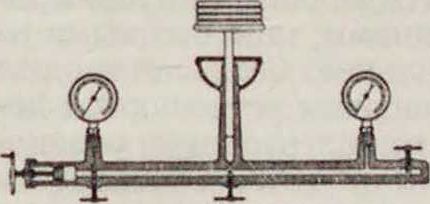
Фнг. о. бегать к способу Г. при помощи образцовых манометров. Г. шкал образцовых точных манометров нередко сводится к нанесению на круге равномерных градусных подразделений. Такая шкала имеет то преимущество, что ей можно пользоваться для определения давления в любых единицах, если предварительно будут определены градусные значения для каждой из них. п. индрик.
Г. электрич. измерительных приборов. По своей конструкции шкалы электрическ. измерительных приборов можно разделить на два следующих вида: 1) Неподвижные шкалы, которыми снабжены все электрич. измерительные приборы, не предназначенные для автоматич. записи их показаний и не измеряющие работы тока; сюда относятся все шкалы лабораторных приборов с зеркальным отсчетом, шкалы всех щитовых приборов и прочие 2) Подвижные шкалы, которыми снабжены все измерительные приборы, записывающие показания автоматически (регистрирующие приборы); этими шкалами снабжена большая часть счетчиков электрической энергии, у которых шкала называется обычно счетным механизмом. Г. неподвиж:-ных шкал, в зависимости от назначения прибора, обычно производится одним из следующих двух способов. А. Непосредственное нанесение ш к а-л ы. Самый простой способ непосредственного нанесения шкалы состоит в том, что положение ука- Фигура 6.
зателя фиксируется карандашом на бумаге, где чертится шкала прибора. Таких положений указателя берут 10 или 15, в зависимости от номинального значения предела измерения прибора. Пластинку для шкалы затем снимают и на ней наносят деления уже рейсфедером и тушью. Промежуточные деления, более мелкие, делают наглаз дальнейшим делением интервалов от руки, а чаще всего специальными машинами. Б. К о с-венная разбивка шкал ы п о к р и-в ы м. Этот способ имеет много преимуществ при очень неравномерных шкалах прибора, почему он и принят в большинстве случаев. Вместо фиксирования положения указателя на готовой пластинке для шкалы к измерителю прикрепляется вспомогательная шкала, разбитая на равные деления (вспомогательная шкала укрепляется в приборе точно—на том же месте, где будет впоследствии укреплена настоящая шкала прибора). Отсчеты по это ii вспомогательной шкале берутся относительно соответствующих им значений тех величин, которые измеряет данный прибор. По этим наблюдениям вычерчивается градуировочная кривая па клетчатой бумаге, а углы (положение указателя на основной и вспомогательной шкалах) для промежуточных деления могут быть определены по этой кривой и перенесены па
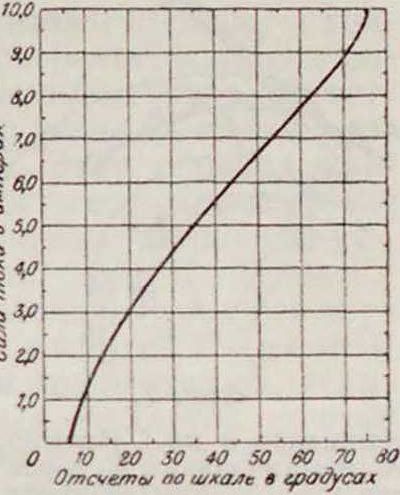
истинную шкалу посредством специальных приспособлений, описанных ниже. На фигуре 6 указана типичная градуировочная кривая для электромагнитных приборов. Последний метод, несмотря на свою удовлетворительность и большое распространение, труден иногда по выполнению и требует опытности в чертежном деле. Были произведены многочисленные попытки облегчить и, насколько возможно, механизировать эту операцию.
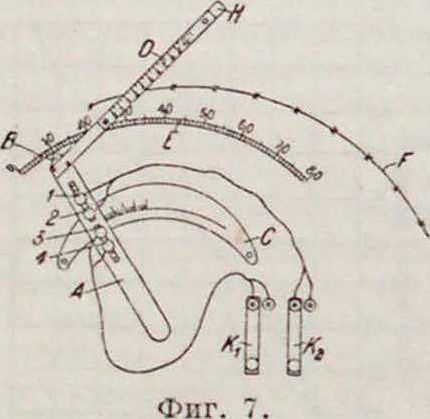
Машина дан полуавтиматнч. разбивки шкал состоит в основном из следующих частей: на деревянной основной доске укреплена шкала, предназначенная для Г. На оси, находящейся в нижнем участке деревянного основания, вращается рычаг А (фигура 7), снабженный указателем В. Указатель помещен над шкалой, разбитой на равные деления (градусы). В рычаг А вделаны электромагниты I. 2, з и 4. приводящие в действие острые ножи (не видные на схеме), назначение которых печатать линии на градуируемой шкале С при замыкании тока ключами к, и К, через лепту от обыкновенной пишущей машины. Для нанесения коротких делений замыкается лишь один ключ, а для более длинных—оба одновременно. На конце рычага А укреплен под нек-рым углом к нему второй рычаг И. в к-рый вставляется шкала D со столькими равными делениями. сколько линий надлежит начертить на основной шкале прибора. Над шкалой Е, разделенной на градусы, в верхней части машины, укрепляется лист плотной миллиметровой бумаги. Как печатающие ножи, так и электромагниты могут перемещаться вдоль рычага А, чтобы иметь возможность чертить шкалы различного размера н радиуса. Г. начинается, как было указано выше, с определения по закрепленной на приборе вспомогательной шкале числа ее делений (градусов), соответствующего данному значению измеряемой прибором величины (силы тока, разности потенциалов и нр.). Именпо: указатель В ставится на то деление шкалы Е, к-рое соответствует числу градусов (при данном значении измеряемой величины) во время первой стадии градуировки. На клетчатой же бумаге ставится точка против того деления шкалы
D. к-рое соответствует значению измеряемой прибором величины (силы тока, напряжении и прочие). Так. наир., на фигуре 7 указатель В стоит против десятого деления шкалы К, а кривая F совпадает с делением 2,0 на шкале D. откуда следует, что при первой стадии Г. прибора, например, вольтметра, 2,0 V соответствовали 10 градусам вспомогательной шкалы. По полученным точкам строится кривая, обычный вид и характер которой указаны на Фигура 7. Затем на основной доске укрепляется печатаемая шкала С. и рычаг А медленно двигают вдоль нее до тех пор, пока е кривой F не совпадет большое или малое деление шкалы D. I) этот момент нажимают один или оба ключа (если кривую F пересекают малые деления шкалы D, то замыкают один ключ, если же большие деления, то одновременно оба ключа). Этот способ имеет большие преимущества перед остальными в том случае, когда вычерченная кривая проходит по всем точкам. Следует отметить, что на современных иностранных з-дах электрич. измерительных приборов несомненно имеются другие более совершенные градуировочные машины с еще более полно проведенной автоматизацией операций. Подобные машины представляют большой интерес, но составляют, к сожалению, секрет фирм, и описания таких усовершенствованных машин в литературе не встречаются.
В качестве материала для шкал одно время предпочитались всем прочим материалам посеребренная латунь и гравированные шкалы. Изготовление таких шкал встречает большие затруднения, так как достаточная точность при занесении делений от руки трудно достижима. Эмалированные шкалы с нанесенными от руки делениями также имеют недостатки, они часто ломаются при ударах и трескаются под влиянием высокой температуры. В наст, время считается установленным, что нанлучшим решением вопроса является построение шкалы, тщательно вычерченной на плотном картоне, наклеенном на металлич. пластинке. Форма цифр и их размеры должен быть такими, чтобы была обеспечена наилучшая их читаемость. Для лабораторных инструментов шкалы должен быть разделены на небольшие деления (однако, интервалы менее 0,5 миллиметров не рекомендуются), а указатели должен быть изогнуты на ребро так, чтобы для глаза наблюдателя они представляли собой тонкую линию. Во избежание параллакса под шкалой обычно укрепляется зеркало из посеребренного стекла или из полированного металла (Weston). Для конт-рольн. измерителей нумерация делений не должна представлять бол ьших чисел и должна следовать через коротк. про мел-сутки. Если несколько пределов измерений отсчитываются по одной и той же шкале, то принято указывать цену делений для каждого предела. Когда шкалы пределов следуют одному и тому лее закону, они должен быть устроены так, чтобы основной предел нужно было множить на один, десять, сто и т. д. или на один, пять, двадцать пять и т. д.
Для приборов на распределительных досках, которые, как правило, должны наблюдаться на некотором расстоянии и часто— при плохом освещении, мелко разделенные шкалы не только бесполезны, но далее влекут за собой ошибки в отсчетах. Для таких шкал приняты интервалы между чертами от 1,5 до 12,5 jvt.it. Указатель также должен быть широким по всей своей длине и снаблсеп копьеобразным концом, заканчивающимся острием. С помощью этого острия можно производить отсчеты с достаточной степенью точности и вблизи прибора. Конец указателя должен закрывать часть шкалы во избежание параллакса. Для центральных станций, где освещение часто не удовлетворительно, приняты освещенные шкалы. Подобные шкалы встречаются как у профильных приборов, так и у приборов обычного типа с секторообразной шкалой. Такого рода шкалы вычерчиваются на опаловом стекле. В некоторых приборах такие шкалы освещаются скрытыми лампами, но прозрачные шкалы с лампами, помещенными за шкалой, предпочтительнее. Самосветящиеся (видимые в темноте) шкалы встречаются довольно часто. Для их изготовления рекомендуется следующий рецепт. Светящийся порошок, составленный из сернистого цинка с 0,03% бромистого радия, смешивается с минимальным количеством лака или какого-либо другого вяжущего вещества и наносится на шкалу. Толщина линий, фигур и прочие.
.должна, быть около Vo их длины, освещение таких фигур по яркости соответствует около 0,2л1-свечи. Яркость таких шкал падает в первый год примерно па 50%, после чего остается постоянной. Ыек-рые приборы, например, индукционные, снабжаются иногда непрерывной шкалой, протяжением ок. 300°. Для таких приборов приняты два способа обозначения делений: а) цифры радиальны центру и верхними концами расположены от него, б) цифры установлены вертикально. Самые цифры м. б. помещены и вне шкалы, но предпочтительнее их помещать внутри—
для получения шкалы большего радиуса. Для соблюдения единообразия шкал на досках, где смонтированы приборы как постоянного, так и переменного тока, иногда употребляются специальные магнито-электрические приборы с развернутой катушкой для получения развернутой шкалы.
Нек-рые приборы специального назначения имеют шкалы, градуированные особым образом. На фигуре 8 указана шкала, градуированная для определения отношения двух количеств. Она применяется в омметрах фазометрах, частотомерах, в измерителях изоляции и прочие В частности, на фигуре 8 дан омметр: одна стрелка указывает силу тока 4 А, другая—напряжение 4 V;точка пересечения стрелок указывает на величину сопротивления 1 it. Подвижные шкалы приборов по своей сущности не должен быть индивидуальны. Все шкалы регистрирующих приборови шкалы счетчиков работы электрич. тока (счетные механизмы) заготовляются в массовых количествах, и Г. их заключается или в нанесении необходимых надписей на графленой бумаге или же в подборе передаточных колес от оси вращающегося диска к счетному механизму.
Лит.: D г у s d а 1 e С. V. and Jolley А. С., Klectrical Measuring Instruments. L. 1924: E d g-
c u in b e K., Industrial Electrical Measuring Instruments, 2 cd. L., 1918: Skirl W., MessgerSte und Schaltungen f. Wecliselstrom-Leistungsmessungen, B., 1920; «Proc. of the Physical Soc. of London». L., 1917, v. 29, p. 215. В. Егоров.