 > Техника, страница 40 > Гранильное дело
> Техника, страница 40 > Гранильное дело
Гранильное дело
Гранильное дело, гранильное искусство, шлифовка камней для ювелирных украшений в форме искусственных кристаллов (придание им граней—фасеток, огранка). Задачей Г. д. является выделение из натурального штуфа лучшей части камня, более полное обнаружение его оптич. и ко-лористич.особенностей: блеска, разнообразной окраски, светопреломления и светорассеяния. Т. к. в большинстве случаев объектом Г. д. являются очень твердые минералы, то обработка их требует применения особых методов и особых вспомогательных абразионных материалов, твердые и остроребристые частицы которых обладают способностью внедряться в поверхность обрабатываемого ими тела. К естественным абразионным материалам относятся: алмаз ный порошок, корунд, наждак (смесь корунда с железорудными и силикатными минералами), трепел, пемза и тому подобное.; к искусственным—карборунд (углеродистый кремний, алундум), крокус, оловянная зола. Особенного труда и искусства требует огранка алмаза, благодаря его твердости.
Операция огранки алмаза распадается на несколько отдельных стадий. Первая фаза состоит в подготовке камня, в выделении из него лучшей части. Обычно это достигается искусным обкалыванием камня легкими ударами молоточка по зубилу. Задача сводится здесь к использованию физическ. и кристаллографии, особенностей алмаза: скалывая частицы камня параллельно плоскостям спайности, мастер сохраняет естественный октаедр алмаза как исходную форму огранки. Затем вершины двух противоположных пирамид октаедра спиливаются посредством быстровращающегося бронзового диска с натравленным в его ободок алмазным порошком. Т. о. к восьми граням октаедра прибавляются еще две: верхняя более широкая—п л о щ а д к а (тафель) и нижняя, значительно меньшей величины, называемая кю л асе ой. Затем следует грубая шлифовка посредством железного круга, покрытого алмазным порошком. В этот период работы камень покрывается определенным числом фасеток, нанесенных довольно грубо. В следующей стадии шлифовка становится все более тщательной, переходя мало-по-малу в окончательную отделку, или полировку, камня. С этой целью легкоплавким припоем алмаз впаивается в чашечку особого держателя (бор), прижимающего его к абразионному кругу под строго определенным углом и с определенной нагрузкой. Полирующим материалом служит тонкая алмазная пыль, растертая с оливковым маслом. Обычно на одном круге работают одновременно четыре держателя. Скорость вращения круга м. б. доведена до 2 500 об/м. Время от времени мастер снимает держатели и опускает их в холодную воду во избежание расплавления металлнческ. припоя. С помощью лупы гранильщик непрерывно следит за равномерным и точно рассчитанным стиранием фасетки. По окончании одной грани держатель с камнем поворачивается на требуемый угол, и работа продолжается тем же порядком.
Огранка других драгоценных и полудрагоценных камней значительно проще. Подготовка (подбивка) камня достигается опиливанием или даже ощипыванием камня особыми щипцами. Шлифовка и последующая полировка ведутся часто на ручном станке с горизонтальным кругом. На стержень, составляющий ось круга, надевают одним концом деревянный брусок (квадрант), в другой конец которого, ближе к окружности круга, вставляется деревянная палочка (держатель, китпггок). Камень приклеивается к оконечности китштока; последний устанавливается в определенном положении и закрепляется под желаемым углом с помощью винта на дуге квадранта. Правой рукой мастер вращает рукоять, приводящую в движение станок; левой—манипулирует квадрантом, прижимая камень к поверхности
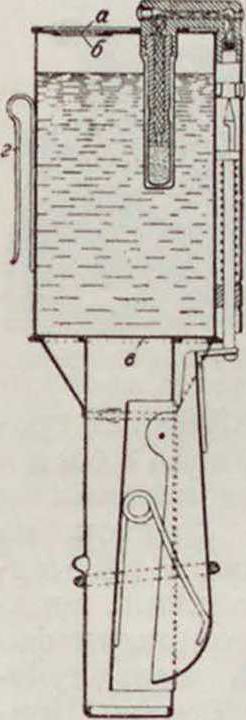
Фигура 7. Требования круга. Шлифовальный круг натравливается тем или иным абразионным материалом в соответствии с твердостью гранимого камня: карборундом, наждаком и тому подобное. Полировка производится очень тонкими абразионными материалами (трепелом, крокусом, итальянским порошком), действием которых грани камня освобождаются от множества мельчайших царапин, оставшихся от шлифовки, и приобретают ровный и сильный блеск.
Формы огранки разнообразны: однако это разнообразие вполне закономерно и подчинено определенной системе. От древнейших времен сохранилась обработка камня к а-б ош о ном. Различают: 1) простой кабошон, представляющий собой отрезок (сегмент) шара или овоида; 2) двойной (чечевичный) кабошон с симметрично выпуклыми верхней и нижней частями; 3) высокий кабошон—разновидность двойного с сильно развитой верхней частью; 4) и о-л ы и или выпукло-вогнут ы и кабошон с углублением в нижней части. Кабо-шонная обработка выгодна: 1) для непрозрачных камней с сильным поверхностным блеском (авантюрин, кошачий глаз); 2) с переливами цветов (опал, адуляр, лабрадор, астеро-сапфир); 3) для полупрозрачных (халцедон, сердолик, хризопраз); 4)для прозрачных, но слишком густо окрашенных (некоторые разновидности граната); в последнем случае с выгодой применяется форма полого кабошона.
Изобретение настоящей ф а с е т и о ii огранки приписывается Людвигу ван Бер-кену, жившему во 2-й половине 15 века в Брюгге. Первым объектом такой огранки был алмаз, натуральная форма которого легла в основу всего дальнейшего развития гранильного искусства. Вначале дело сводилось к простому спиливанию вершин обеих пирамид октаедра с последующим зашлифо-выванием естественных его граней. Это называлось табл ичатой огранкой. Позднее получила распространение огранка р о-зой, сохраняющаяся в наше время лишь для небольших камней. Розе дается плоское основание; верхняя часть ее сложена треугольными фасетками, сбегающими к общей вершине; число фасеток—от 12 (антверпенская роза) до 24 и даже иногда до 42 (венечная роза). Начиная с конца 17 в., получает развитие бриллиантовая огранка. В наше время она применяется к обработке многих драгоценных камней; наибольший эффект получается при такой именно огранке алмаза, с оптич. и кристаллографич. свойствами которого она должен быть строго согласована. Надлежащим образом подготовленный ок-таедр алмаза подвергается следующим операциям: вершина верхней пирамиды спилп-нается на 6/18 оси октаедра; вершина нижней—на Vie! в результате верхи, усеченная пирамида, называемая коронкой, оказывается ровно в два раза ниже и а в и л ь-о и а, или базы, нижней усеченной пирамиды. Затем на камень, не считая верхней площадки и нижней кюлассы (полученных спиливанием) наносятся обычно 56 граней-фасеток, располагаемых в строго предписанном порядке; все грани имеют определенное название: 1) площадка, 8 звездных гра ней, 4 верхних главных, 4 верхних угловых, 16 верхних неполных или половинных, 16 нижних неполных, 4 нижних угловых, 4 павильонных или нижних главных, 1 кю-ласса. Срединная черта, отделяющая коронку от павильона, называется р у н д и стой. Отступление от этой системы заключается в изменении числа фасеток; увеличение или уменьшение их.выражается обычно чи, кратными восьми; соответственно с этим имеются следующие варианты бриллиантовой огранки: л е-стничная форма—40 граней (не Считая площадки и кюлассы); двойной, или лиссабонский, брил- Фигура 1.
лиант имеет 72 грани, а «два д ц а т ы и в е к»—80 или 88 граней. Существует еще пор тугальская грань, с двумя рядами ромбических и тремя рядами треугольных фасеток на верхней и нижней части камня, и звездная грань, когда шестиугольная верхняя площадка окружена треугольными фасетками, образующими с ней шестилучевую звезду. Бриллиантовая форма придается, кроме алмаза, многим драгоценным и цветным камням, обладающим сильным блеском (рубин, циркон, турмалин, топаз и др.). Камни, в которых ценится только красота окраски (изумруд, сапфир и т. и.), шлифуются в простые табличатые формы с широкой площадкой.
Качество огранки зависело гл. обр. отличной талантливости, сноровки, чутья того или иного мастера. В этом отношении нельзя не отметить замечательного мастерства ураль
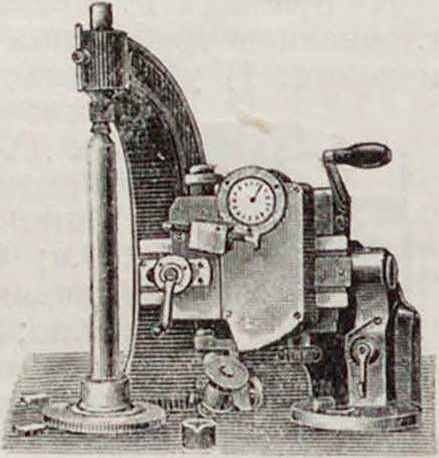
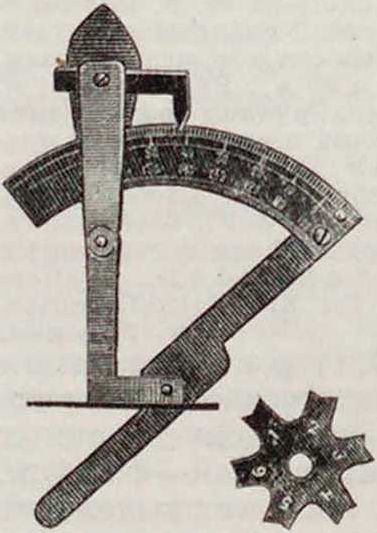
ских кустарей, давших многие образцы безукоризненной огранки «на глазок». Последнее десятилетие отмечено в европ. н заокеанских странах значительны м прогрессом техники Г. д. Большие успехи достигнуты в области механи-зац. и уточнения огра-ночных операций. Из сравнит, недавних изобретений следуетупо-мянуть шлифовально-полировальные машины С т е р и - К о л е-р а и в Ныо Иорке (фигура 1), с автоматическим регулятором стирания фасеток (фигура 2). Еще более топким аппаратом является шлифовальный станок Эмиля Лепер в Антверпене с очень сложным электрическим прибором, контролирующим ровность шага шлифовки.
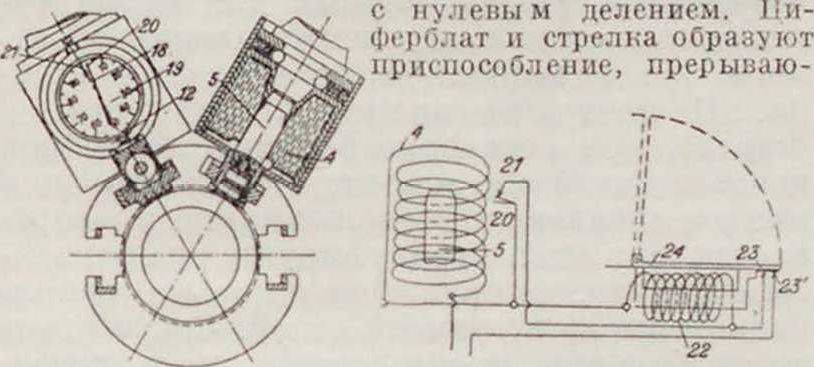
Особенность этой машины (смотрите фигура 3—6) состоит в том. что камень подводится к шлифовальному кругу не сверху, как обычно, а снизу. Держатель 1 имеет коннч. базу 2, входящую в соответственную выемку в цилиндре 3; последит! охватывает соленоид 1. тело которого поддерживают два рычажка 6; свободные концы их снабжены роликами 7, опирающимися на подвижной круг S; точками опоры дли рычажков служат ролики 7 подвижной круг 8 поддерживается рычагом 9 с точкой вращения 11, укрепленной на раме Ю. Регулировка производится винтом 12, оканчивающимся шариком 13; последний охватывает пружина
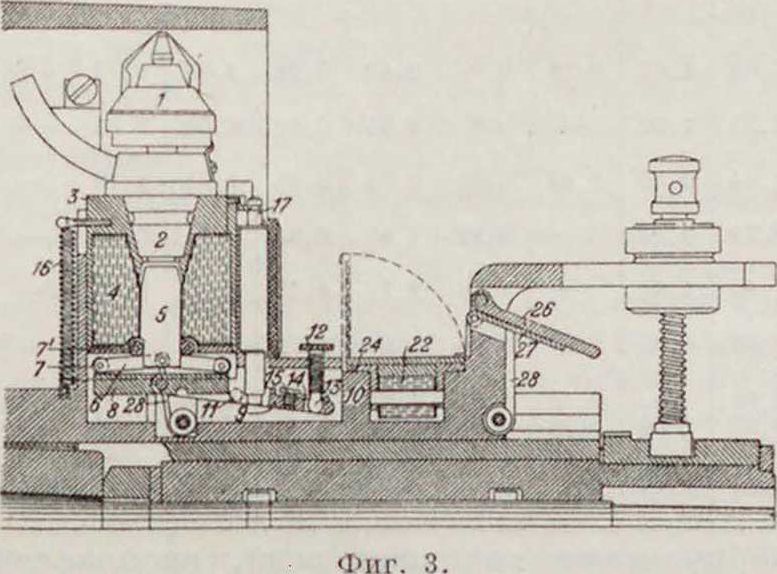
< развилкою 14, прикрепленная к рычагу 9 винтом 15. Пружина 16 оттягивает цилиндр .3, связанный со штифтом 17, когда прерывается ток в соленоиде 4. При прохождении же тока через соленоид 4 стержень 5 втягивается. Рычаг 6 действует на круг 8 так, что весь механизм держателя с камнем приподнимается к кругу. При выключен, тока механизм опускается. Вращение шлифовального круга отмечается на индикаторе ю. Стрелка его IS снабжена контактом 20, а циферблат стержнем 21, совпадающим
Фигура 4. Фигура 5.
щее ток при взаимном соприкосновении. Циферблат устроен подвижным. Электромагнит 22 включен па-раллеЯьно эл.-магниту 4. витки аяекодомагаита короче, чем у электромагнита 4. что исключает возможность искрения контакта 20-21. Когда ток проходит через электромагнит, последний притягн каст пластинку 24. замыкающую контакты 23 и 23.
При выключении пластинка поднимается пружиной 25. Контроль положения держателя но отношению к шлифующей плоскости производится при помощи ручного рычага 26, пружины 27 и тяги 28. Это необходимо во избежание резкого нажима на камень при пуске тока. В начале работ циферблат поворачивается относительно стрелки на величину, соответствующую толщине снимаемого слоя. Придерживая держатель ручным рычагом 26, пускают ток. Затем постепенно отдают рычаг, и камень становится в рабочее положение. Движение циферблата отмечает ход шлифовки: при соприкосновении стрелки с нулем держатель с камнем отрывается отшлифующего круга.
Наряду с механическ. усовершенствованиями ,следует отметить усилившееся стремление выработать вполне научные и строго индивидуализированные методы отыскания оптимума ограночной формы в связи с физическими свойствами данного камня.
Наибольшего развития Г. д. достигает в настоящее время в Бельгии (Антверпен— 11 000 гранильщиков алмаза). В Голландии (Амстердам—10 000 гранильщиков), Франции (Париж—1 700), С. III. А. (Нью Иорк—
500), Германии (Оберштейн, Идар). Сапфир и циркон гранятся на Цейлоне, гранат—в Турнове и Яблонце (Чехо-Словакия). У нас Г. д. было сосредоточено на Петергофской и Екатеринбургской (ныне Свердловской) фабриках. Огранка наиболее драгоценного русского камня—изумруда—в настоящее время производится на Свердловской ф-ке, принадлежащей гос. тресту «Минеральное сырье».
Лит.: П ы л я е в М., Драгоценные камни, СПБ, 1896; Зверев, Гранильный нро.мысел на Урале, Екатеринбург, 1887; Ферсман А. и П л о д о-в е ц И., Петергофская гранильная фабрика в ее прошлом, настоящем и будущем, II., 1922; Ф е р с-м а н А., Задачи в области обработки цветного и драгоценного камня СССР, Драгоценные и цветные камни СССР, т. 3, Л. (печатается); Bauer М., Edelsteinkunde, Leipzig, 1909; Kunz G., Gems and Precious Stones, New York, 1894; Kraus E.H. and Holden E. F., Gems and Gem Materials, New York, 1925; Lauren t-V e r v о 1 g, Der Dia-rnant, Eigenschliff u. Bcarbeitung, Antwerpen, 1 924; t rsprung. Geschichte und Technik der Achat- u. Kdel-steinindustrie von Oberstein — Idar, «Deutsche Gold-schmiede-Ztg», Leipzig, 1928. II. XXXVII; Progress in, Abrasive Invention. "Abrasive Industrie». Cleveland, 1924, V. 5, 10, p. 259. Г. Будаков.