 > Техника, страница 41 > Давильные станки
> Техника, страница 41 > Давильные станки
Давильные станки
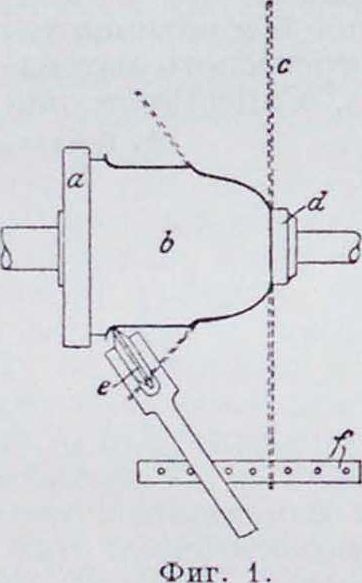
Давильные станки служат для изготовления из листового металла полых предметов, которые представляют собою тела вращения. Выдавливание заключается в том, что на головке шпинделя а Д. с. (фигура 1), представляющего собой несколько измененный простой токарный станок, закрепляется модель b (лучше всего из пальмового дерева), которая имеет очертания внутренней поверхности изготовляемого изделия. Отрезанный на круговых ножницах пли на штампе диск с из обрабатываемого металла соответствующего диаметра прижимается к модели при помощи наконечника d (на центре задней бабки) и затем нажимается па вращающуюся модель при помощи стального ролика е или друг, соответствующего инструмента (фигура 2).
т
а ίιΘ
Фигура 2.
Такое нажатие производится вручную, для чего станок снабжается подручником с рядом отверстий, в которые по мере надобности вставляется штифт, который служит опорой для давильного инструмента (вместо таких подручников иногда применяются специальные супорты). Перемещая давильный инструмент вдоль модели, диску постепенно придают требуемую форму. В случае выдавливания более сложных форм операцию производят в несколько приемов, пользуясь последовательно промежуточными моделями, причем материал в виду наклепа иногда приходится отжигать.
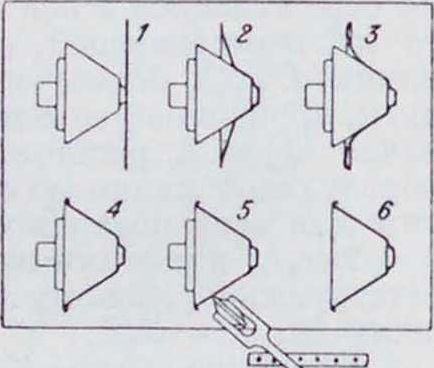
Ход работы на Д. с. (производство метал-лич. абажуров) представлен схематически на фигуре 3. Металлический кружок соответствующих размеров приставляют к модели и слегка прижимают к ней указанным выше способом (фигура 3, J); затем станок пускают в ход, и кружок центрируется легким нажатием на его кромку деревянного бруска, после чего наконечник (на центре задней бабки) прижимается к кружку плотнее и закрепляется в этом положении. Давильщик слегка протирает вращающийся кружок куском воска или мыла, вставляет в соответствующее отверстие подручника штифт и приступает к работе, как было указано выше (фигура 3,2—6). Во время работы иногда приходится выравнивать кромки такого кружка при помощи особого резца (в виду растягивания материала при его выдавливании). Загибание бортика производится при помощи инструмента, головка которого представляет собою шарик соответствующего радиуса; край отверстия (с правой стороны) отворачивается и обрезается. На фигуре 4 приведен пример выдавливания пустотелого предмета с внутренней стороны. Для этой цели на втором супорте Ϊ, который установлен впереди обрабатываемой заготовки 2, укрепленной при помощи державки 5, помещают ролик 3, представляющий собой обратную (негативную) форму изготовляемого
Фигура 3.
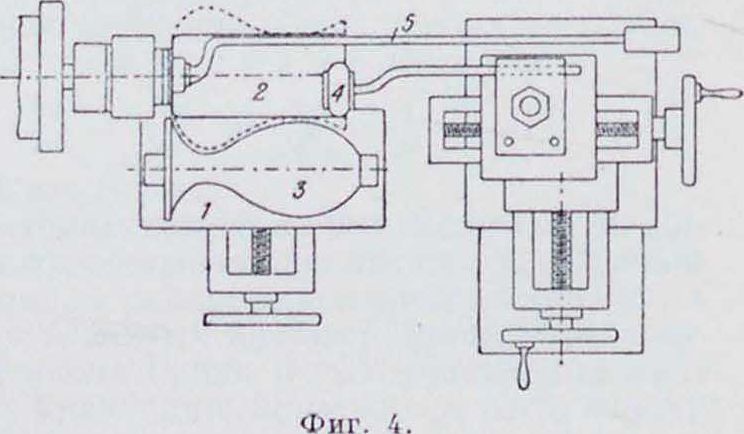
предмета, и при помощи давильного ролика 4 нажимают материал на форму 3. Обычные скорости станка; для железа толщиной 1 миллиметров—500 об/м., для цинка—от 1 000 до
1 400, для меди, латуни и алюминия — от 800 до 1 400. Для выдавливания, в отличие от прессовки, требуются рабочие более высокой квалификации, но зато для него не требуется изготовления дорогих штампов и приспособлений.
lum.: Machinerys Encyclopedia, v. 5, p. 453—460, N. V. 1917. В. Пальм.