 > Техника, страница 41 > Делительные аппараты
> Техника, страница 41 > Делительные аппараты
Делительные аппараты
Делительные аппараты, аппараты для точной установки обрабатываемой детали по отношению к обрабатывающему инструменту, когда деталь после каждого процесса обработки должен быть повернута около своей оси на определенный угол.
Простая делительная головка (фигура 1) применяется на фрезерных, строгальных и шлифовальных станках при обработке граней, параллельных оси детали, при нарезке шестерен и фрезеров с прямыми зубьями и друг, аналогичных работах. И бабке 1 делительной головки имеется шпиндель 3; на одном конце шпинделя закреплен маховичок 5 и делительный диск 6; по окружности диска на равном расстоянии имеются прорези, в которые входит защелка 7; для предупреждения вращения шпинделя во время работы служит зажим 8. Обрабатываемая деталь 9 или устанавливается на центрах делительной головки и бабки 2 и соединяется поводком 4 со шпинделем, или зажимается в шпинделя. Число равных угловых перемещений шпинделя, при котором он совершает один полный оборот вокруг своей оси, пазы вается число м де-л е н и я. Число прорезей делительного диска должно быть равно требуемому числу делений или быть числом кратным ему. Преимуществом простой делительной головки является ее простота; недостатками: 1) ограниченное число разных делений, которое возможно осуществить с помощью одного де-лительн.диска, что вызывает необходимость иметь большой набор дисков, и 2) невозможность осуществить одновременно вращательное и поступательное движения обрабатываемой детали, совокупность которых необходима при нарезке винтовых зубьев, спи-ральн. сверл И при др. Фигура 2.
аналогичных работах.
В универсальной д е л и т е л ьно и головке (фигура 2) опора шпинделя 3 расположена в детали 2, которая м. б. повернута по отношению к корпусу 1 вокруг горизонтальной оси на угол до 90°. Наклон шпинделя отсчитывается по шкале. Для непосредственного деления на шпинделе имеется делительный диск 4, в отверстие которого входит защелка 5. Наклон шпинделя, фиксируемый зажимным болтом 6, даст возможность производить обработку ко нических или наклонных поверхностей. Для осуществления простого, сложного и дифференциального делений шпиндель 3 соединен с валом 8 червячной передачей 7; на валу имеется рукоятка 9 со штифтом 10, входящим в отверстия второго делительного диска 11; диск свободно посажен на червячном валу; штифт 12, входя в отверстлш диска, закрепляет его положение. Делительный диск имеет шесть концентрических рядов отверстий; для соединения с любым рядом отверстий диска штифт 10 может радиально перемещаться. Каждая универсальная головка снабжается обычно тремя дисками с числом отверстий в одном ряду от 15 до 49. Большинство заводов выполняют червячное колесо с 40 зубьями, а червяк—одноходовым, следовательно, одному полному обороту рукоятки 9 соответствует поворот шпинделя на 1 4и окружности. Обозначая через щ число поворотов шпинделя и через пк число поворотов червячного вала, будем иметь равенство пк =40?;.,; если, например, требуется обрабатываемую деталь повернуть на 1 35окружности, то число оборотов червячного вала будет равно
Пк —40 1 S5=Is 35=11 7=V J9,
следовательно, рукоятка вала должен быть повернута при закрепленном неподвижно делительном диске на один полный оборот и на 5 делений окружности диска с 35 отверсти ями или на один полный оборот и на 7 делений окружности с 49 отверстиями. Приведенный способ деления называется простым деление метров.
Число разнообразных делений м. б. значительно расширено применением способа сложного деления, при котором, кроме вращения червячного вала, вращают на некоторый угол делительный диск 11, пользуясь установочным штифтом 12. Если, например, при неподви-жномдиске рукоятка со штифтом 10 будет передвинута на одно деление окружности с числом отверстий х, а затем диск, соединенный со штифтом 10, будет повернут в обратную сторону так, что штифт 12 переставится на одно деление по окружности диска с числом отверстий у, то в результате этого червячный вал повернется на v ^=!, ”;х часть _ полного оборота,
а шпиндель повернется на у ~ * 1 часть оборота. Если шпиндель надо повернуть на часть оборота, то на делительн. диске штифты нужно переставить не на одно деление, а на ili делений, причем М=(; так как М должен быть целым числом, то числа х и у отверстий диска должен быть так подобраны, чтобы при подстановке их в ур-ие для определения ili получилось целое число. Если, например, надо нарезать шестерню с 154 зубьями и, следовательно, при обработке шестерни шпиндель необходимо поворачивать на 1/154окружности, то, выбирая делительный диск с числом отверстий 21 и 33, мы получим
М= (33 154=15. Может быть рекомендован также способ разложения получающегося дробного числа поворотов червячного вала на два слагаемых; если, наир., требуется повернуть шпиндель на 1 231 оборота, то число оборотов червячного вала
,п, 40 зз. 7.
П* ~ ® 231 ~ 231— 231 231 ’
разлагая знаменатель на множители, будем иметь число оборотов
33, 7 о i i i
Пк = 8 · 7 · 11 3 · 7 ♦ 11 * 2i+ зз >
то есть рукоятку вала нужно будет повернуть натри деления окружности с21 отверстием, затем делительный диск вместе с рукояткой повернуть в ту же сторону на одно деление окружности с 33 отверстиями, соответственно переставив штифт 12 на одно отверстие.
Дифференциальный способ деления применяется во всех тех случаях, когда указанными выше методами деления нельзя получить требуемого поворота детали. При дифференциальном способе деления делительный диск также должен поворачиваться на определенный угол, но, в отличие от сложного деления, при дифференциальном делении вращение делительного диска ϋ и рукоятки 0 совершается не последовательно, а одновременно. Для этого делительный диск системой зубчатых передач соединяется с червячным валом (фигура 3,—разрез
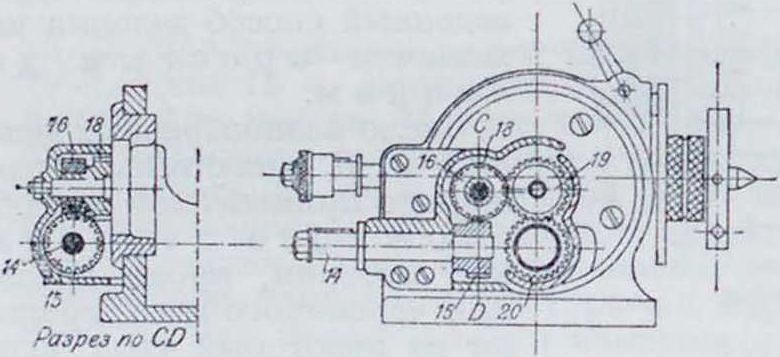
Фигура з. фигура 2 по АВ, и фигура 4). В этом случае вращение рукоятки 9, как указано было выше, через червячный вал 8 и червячное колесо 7 передается шпинделю 3; на удлиненный (путем специальной насадки) конец шпинделя надевается сменная шестерня шг. Две другие сменные шестерни ш, и ш.л, будучи жестко соединены друг с другом, вращаются на оси державки 13. Шестерня ш, находится в зацеплении с шестерней шг, шестерня ш3—в зацеплении со сменной шестерней ад4, посаженной на вал 14; вращение вала 14 шестернями 15 я 16 с. винтовыми зубьями передает ся валу 17, который шестернями 18 и 19 соединяется с шестерней 20, составляющей одно целое с втулкой делительного диска, свободно сидящей на червячном валу. При вращении рукоятки будет вращаться и делительный диск, связанный с червячным валом указанной системой зубчатых передач.
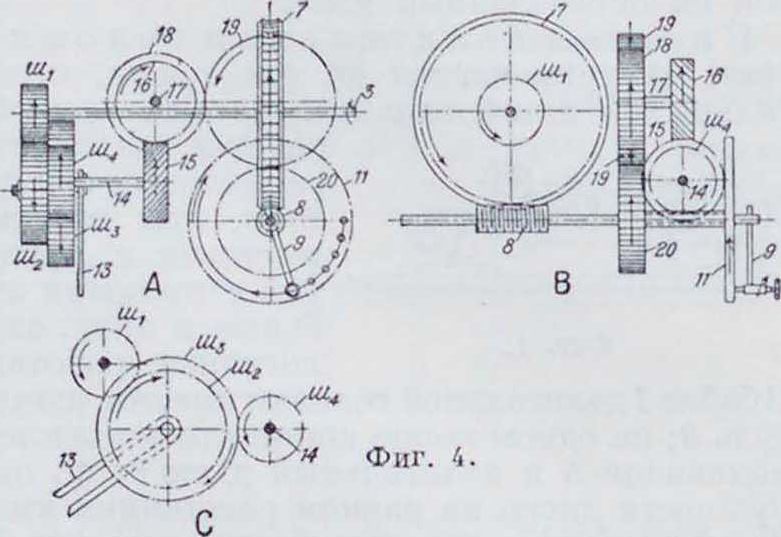
Вся система передач состоит из переменной части (шестерни и постоянной части,
состоящей из червячного вала, червячного колеса, шестерен 20,19, 18, 16 и 15. Передаточное число системы постоянных шестерен большинством з-дов выполняется равным 1:1. Направление вращения отдельных шестерен указано на фигуре 4, причем на фигуре 4,В сменная передача не указана и помещена отдельно на фигуре 4,С. Дифференциальное деление заключается в следующем: если при заданном числе деления п число попорота
40
рукоятки пк=- не может быть осуществлено вышеизложенными методами простого и сложного деления, то число пк заменяют суммой двух дробей * и ~, причем дробь 1 выбирается так, чтобы знаменатель у соответствовал одному из чисел отверстий диска, тогда числитель х покажет число делений, на к-рое нужно повернуть рукоятку; дробь г 40 х г
J{, определяемая из равенства п —=R, да-
ет необходимый единовременный поворот делительного диска, который можно будет осуществить, подобрав шестерни ш, ш8 и ш, так, чтобы число передачи сменных ше-стерен г= -=.-= г. Положительное
· Ш4 1/71 Л
значение г указывает на то, что при вращении рукоятки 9 диск до л ясен вращаться в том же направлении, при отрицательном значении—в обратную сторону; в последнем случае для перемены направления вращения включается одна дополнительная сменная шестерня. Универсальные делительные головки обычно снабжаются 12 сменными шестернями с числом зубьев: 24, 24, 28, 32, 40, 44, 48, 56, 64, 72, 86 и 100. Если, например, обрабатываемую деталь требуется повернуть на 1 239 окружности, то при нормальном наборе дисков этот поворот не может быть произведен методом простого и сложного деления, но легко осуществим при помощи дифференциального деления. Для поворота шпинделя на 1 „зз окружности рукоятка должна быть повернута на 40 239 окружности; ближайший к заданному легко осуществимый поворот рукоятки есть 40/240 =1/6, но этот поворот меньше заданного на40 23„ —1/0=1/из, окруж-ности, следовательно необходимо, параллельно с поворотом рукоятки па три деления диска с числом отверстий 18, повернуть в ту же сторону делительный диск на 1 1434 окружности, то есть при каждом повороте шпинделя на 1 230 часть диск должен повернуться на 1 1434 часть; так как число поворотов ведущего вала относится к числу поворотов ведомого вала так же, как число зубьев ведомых шестерен относится к числу зубьев ведущих шестерен, то:= ("*=Ve· Под-бором соответствующих сменных шестерен ш, ш2, ш3, гиА указанное деление легко осуществить.
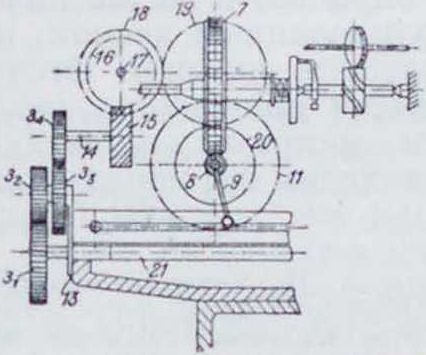
При нарезке винтовых зубьев или спиралей обрабатываемая деталь по отношению к инструменту должна одновременно иметь и вращательное и поступательное движение. В этом случае вал 14 (фигура 5) универсальной делительной головки сменной зубчатой передачей з,-(-з4 соединяется с ходовым винтом 21 стола станка. Вращение вала 14 постоянной зубчатой передачей: 15, 16, 18, 19 и 20 с передаточным числом 1:1 передается делительному диску и связанному с ним штифтом 10 червячному
Фигура 5.
валу и шпинделю делительной головки. При шаге ходового винта стола s, и шаге s нарезаемой винтовой линии число оборотов ходового впита стола, соответствующее одному обороту шпинделя, будет равно
_ s _40 · з, ·_ 40
р~ S, ~ a, -а, ~ I ’
где 1—число передачи сменных шестерен (з,-4-з4). Угол поворота а, на который ось обрабатываемой детали должна быть повернута по отношению к горизонтальной оси фрезера, определяется из равенства: tga= γ.
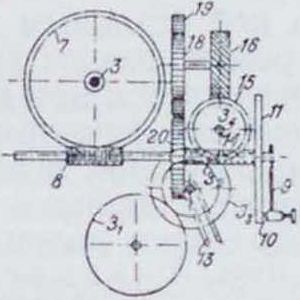
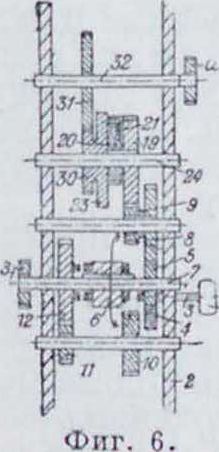
Делительные п р и б о р ы-а в т о м а-т ы применяются в соединении с делительными головками и служат для автоматнч. приведения в движение стола машины, перемены рабочего хода на холостой п для самостоятельного поворота обрабатываемой детали на любой угол в начале каждого рабочего хода. Делительный прибор-автомат, схематически изображенный па фигура 6, 7 и 8, приводится в действие или от ременного привода или от специального привода машины. Ременный шкив 1 (фигура 6) жестко закреплен на конце вала 3, который при помощи шестерни 4 вращает шестерню 5. Шестерни 5 и 12 сво бодно посажены на вал 7, на конце которого укрепляется сменная шестерня з,. Вал 7 при помощи сменной зубчатой передачи з,-т-з4 вращает ходовой винт стола машины. Перестановкой муфты 6 вал 7 может быть соединен или с шестерней 5 или с шестерной 12, так что передача вращения от вала 3
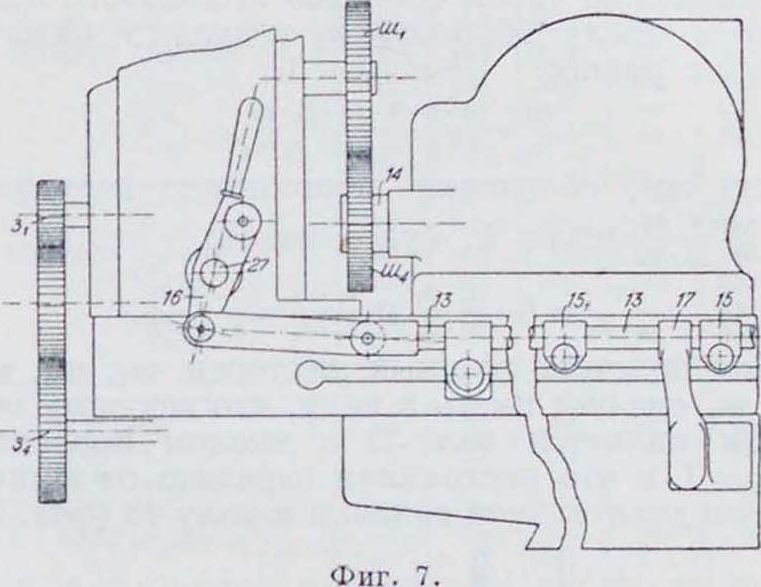
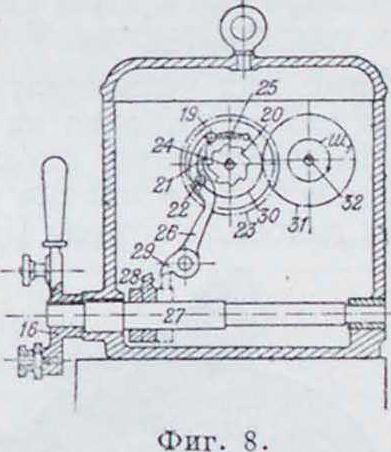
к валу 7 метров б. осуществлена шестернями 4 и 5 или системой шестерен 4, 5, 8, 9, 10, 11 и 12. Соединение муфты 6 с шестерней 5 дает столу машины быстрый обратный ход, соединение с шестерней 12 дает медленный рабочий ход. Перестановка муфты 6 производится в конце каждого хода тягой 13 (фигура 7) с двумя остановами 15 и 35, тяга соединена с рычагом 16 вала 27. Остановы 15 и 25, доходя до упора 17, поворачивают рычаг 16 и тем самым переключают муфту 6. Одновременно с включением рабочего хода автоматически происходит нужный поворот обрабатываемой детали. Этот поворот осуществляется системой зубчатых передач след, образом: шестерня 9, имеющая вращение от шкива 1, находится в зацеплении с шестерней 19 (фигура G и 8), жестко соединенной с валом 24. Па том же валу свободно посажен диск 23 с шестерней 30. Собачка 21, сидящая на цапфе 22 диска, может соединять диск 23 с храповым колесом 20, которое укреплено на валу 24; поводок 26 выводит собачку из зацепления. При начале каждого рабочего хода, то есть при повороте рычага 16, сидящая на валу 27 муфта 28 поворачивает поводок 26, собачка соединяет диск 23 с храповым колесом, и диск поворачивается на один оборот, за время которого муфта 28 возвращается в первоначальное положение, и поводок 26 выводит собачку из зацепления. Этот поворот диска 23 при помощи шестерен 30 и 31 передается валу 32. Вал 32 сменной зубчатой передачей ш,-уш4 (фигура 7) соединен с валом 14 делительной головки (фигура 3, 5, 7 и 9); последний приводится во вращение, чем и достигается нужный поворот детали. Из изложенного выше следует, что автомат при помощи сменных шестерен 34-(-34
вращает ходовой винт стола и при помощи шестерен шЛ~гиЛ вращает в нужный момент вал 14 делительной головки. Обозначаем: скорость рабочего хода стола через υ миллиметров/мгш, число об/м. ходового винта—щ и шаг его винтовой нарезки—s, таким образом щ=^. Отношение числа оборотов п, ходового винта к числу оборотов щ ведущего вала 3 будет равно:
щ _ 4 · 5 · 9 · 11 · з, · з,
П,~ 3 8 · 10 · 12 · ), · ’
или же, обозначая постоянную передачу
3-8·io·ia ч°Рез к> бУДет иметь:
V и 3l · ·’> „ з, 3, V
= /V · И =, ·
S · Па 3t-3t 3%·34 S‘ Па · k
Для подсчета сменных шестерен шг, ш.г, ш3и ш4 следует иметь в виду, что ведущим валом является вал 32 с числом поворота tti2=l и что постоянная передача от шпинделя делительной головки к валу 14 (фигура 2)
Фигура 9.
равна 40:1; поэтому, обозначая число поворота шпинделя делительной головки через пк, будем иметь:
Щ ULiUl, 1 VI ,-ш, 40-Пк
п 3t ш,-ш« 40 тг-ш4~ п32
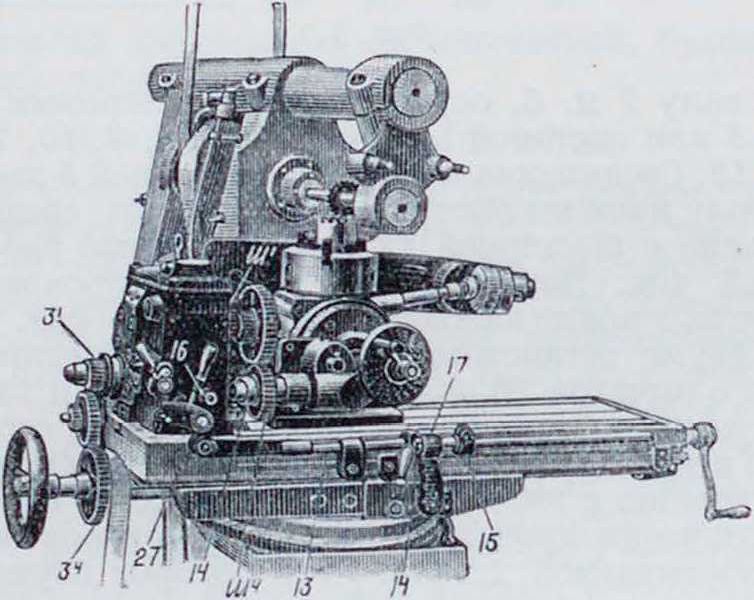
Общий вид установки автомата на фрезерном станке показан на фигуре 9.
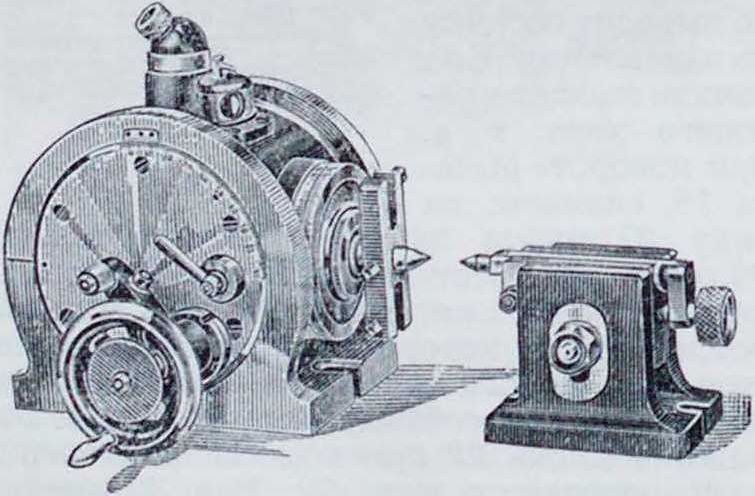
На совершенно ином принципе, чем описанные Д. а., основана оптическая делительная головка системы Цейсса (фигура 10). Здесь
Фигура 10.
червячное колесо служит только для сообщения движения шпинделю, деление совершается непосредственно отсчетом на скрепленном с этим колесом стеклянном диске, на к-ром нанесены градусные деления с точ ностью до +4". Установка диска производится через сидящий на головке микроскоп, причем достижима точность в 1 4; по установке шпиндель зажимается особым центрально действующим тормозом, чем при
Фигура 1 1.
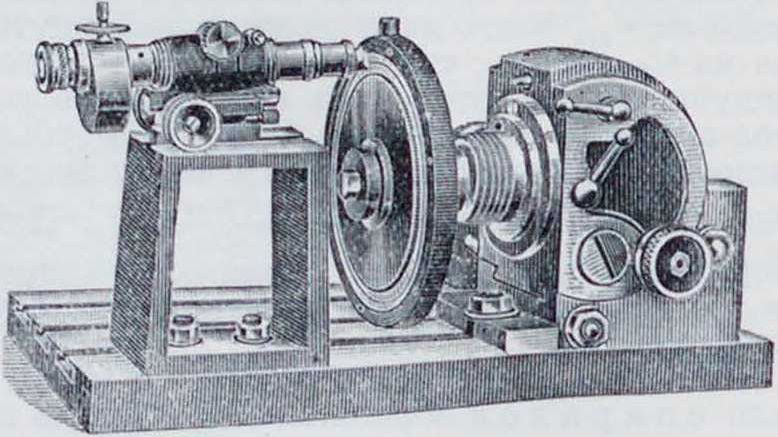
последующей обработке разгружаются червячное колесо и червяк. Установка для различных чисел зубцов совершается по особым таблицам. Головка эта применима для наиболее точных работ, но требует специально обученного рабочего. Для проверки точности делительных головок служит прибор, изображенный на фигуре 11. В шпинделе головки укрепляется оправка, с насаженным на ней стальным полированным диском, на к-ром нанесены градусные деления. Отсчет совершается при помощи микроскопа, снабженного окулярным микрометром особой конструкции, позволяющим без нониуса измерять ошибки в 0,001 ,н.ч, то есть-21/." (диаметр диска равен 180 миллиметров).
!ит.: Гавриленко Л. П., Механическая технологии металлов, ч. 4- Обработка металлов реаавнсм на станках, Москва. 1926; Lniversal-Tcilkopfc imd sclbsttatige Tcil- and Sclia Itapparate, Yoriiflentlich. <1. 1·’. Werner A.-G., И. 5. 2 Anil. B. 1925; В u s c h K., Her FrSser als Rcchner, Berlin, 1922; .1 0 r t li e K. a. M ietzschke O., Handbuch der Kriiserei. 6 Anf-iage, Berlin. 1923; Pockrandt W. Teilkopfar-beiten, Berlin, IS б. Шпринк.