 > Техника, страница 41 > Делительные машины
> Техника, страница 41 > Делительные машины
Делительные машины
Делительные машины служат для начертания делений на прямолинейных отрезках и на окружностях. Д. м. применяются при изготовлении эталонов мер длины, астрономических, физических и друг, приборов, лабораторного и промышленного мерительного инструмента. Соответственно своему назначению Д. м. можно разделить на две основные группы: а) лабораторные Д. м., отличительным признаком которых является высокая степень точности наносимых делений, достигающая 0,001 миллиметров при делении прямолинейных отрезков и 0,5" при делении окружностей, и б) промышленные Д. м., точность работы которых ± 0,01 миллиметров для прямолинейного деления и± 15" для деления окружностей. Промышленные Д. м. работают автоматически, их производительность от 80 до 200 делений в минуту.
Лабораторная Д. м. для деления прямолинейных отрезков состоит из станины и подвижного стола, соединенного с гайкой микрометрического винта; вращение miкроме-трич. винта заставляет стол прямолинейно перемещаться; со станиной неподвижно соединен прибор, резец которого наносит на делимом предмете черты делений на требуемом расстоянии одна от другой. Предмет, подлежащий делению, укрепляется на столе Д. м. Точное передвижение стола осу-
щоствляется следующим способом: микрометрический винт В (фигура 1), шаг которого при (° 0° равняется 1 миллиметров, гайкой Г соединяется с подвижным столом; на конец микрометрич. винта насажено храповое колесо -X. Вал е, геометрии, ось которого совпадает с осью микрометрич. винта, приводится во вращение рукояткой Р; на конце вала в имеется диск Д с собачками с. При повороте рукоятки но часовой стрелке собачки диска Д зацепляются за зубья храпового колеса×и поворачивают микрометрический винт Б; при обратном повороте рукоятки и диска храповое колесо, а следовательно и микрометрический винт Б, вращения не имеют. Один поворот рукоятки па 360° соответствует линейному перемещению стола на 1 миллиметров. Для
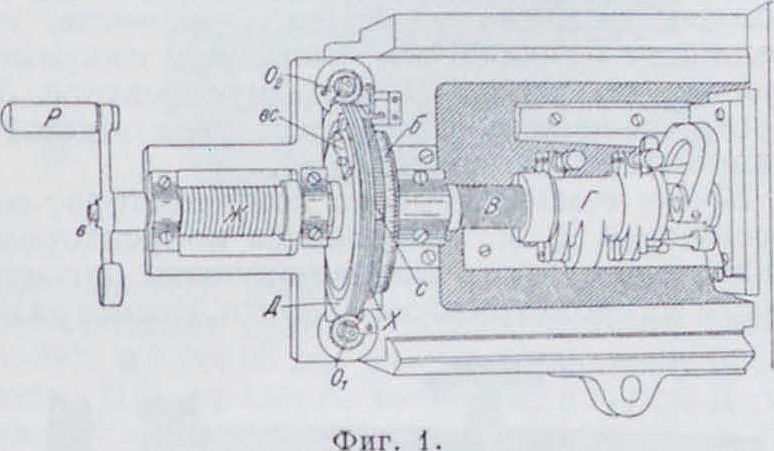
отсчетов меньших перемещений служит барабан б храпового колеса, окружность которого разделена па 200 частей; барабан снабжен нониусом, дающим возможность производит!. отсчет до 0,001 оборота храпового колеса, что соответствует перемещению стола на 0,001 миллиметров. Для того чтобы фиксировать нужный угол поворота рукоятки, диск Д имеет выступы вс, которые при конце поворота рукоятки упираются в остановы О, и О,. Выступы вс делают передвижными по прорезу диска для того, чтобы можно было фиксировать любой угол поворота; для осуществления углов поворота > 360° остановы О, и Ог снабжены червячными колесами и находятся в зацеплении с червяком, нарезанным на цилиндрич. поверхности диска; червячная конструкция остановов позволяет фиксировать углы поворота до 13x360°. Возвратно-вращательное движение вала в может быть осуществлено от кулачкового вала Д. м.; для этого на желобчатый барабан Ж (фигура 1 и 7) навивают шнур, один конец которого соединяют с кулачковой тягой, а к другому концу шнура привешивают груз Гр. Рабочий поворот вал в получает от кулачкового вала, холостой поворот—от действия груза Гр. Каждая Д. м. снабжена несколькими храповыми колесами; фирма Soci6t0 gen6voise d’instruments de physique выпускает Д. м. с храповиками в 160, 200, 240, 320 и 500 зубьев. Таблица 1 дает указание, на какое число зубьев для различных делений должно быть повернуто храповое колесо×для получения соответственного перемещения стола Д. метров.
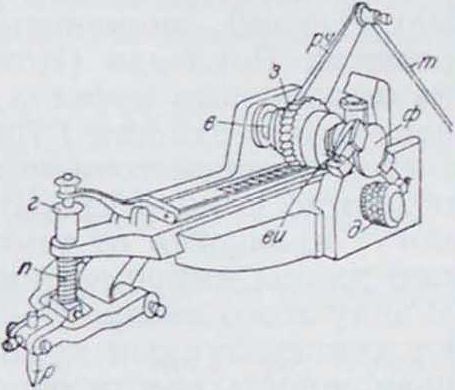
Прибор для начертания делений (фигура 2) состоит из ползуна, конец которого шарнирно соединен с вилкой, несущей резец р; резец находится под действием спиральной пружины п, натяжение которой регулируется
Таблица 1. — Метрические деления при шаге микрометрического пиита в 1 миллиметров.
| Род делсяий | Число зубьев, на которое должен быть повернуто храповое колесо, имеющее: | ||||
| 160
зуб. |
200
зуб. |
240
зуб. |
320
зуб. |
500
зуб. | |
| 1 миллиметров. | 160 | 200 | 240 | 320 | 500 |
| Нониус Vio мм · · | 144 | 180 | 216 | 288 | 450 |
| /,. «. | 152 | 190 | 228 | 304 | 475 |
| ViO » · · · | — | 196 | — | — | 490 |
| Vioo Ά. | 198 | — | 495 | ||
| 0.5 миллиметров. | 80 | 100 | 120 | 160 | 250 |
| Нониус Vio лш. | 64 | 80 | 96 | 128 | 200 |
| /„. | 72 | 90 | 108 | 144 | 225 |
| /и. | — | 96 | — | — | 240 |
| V100. | — | 98 | “™ | 215 | |
| 0,1 миллиметров. | 16 | 20 | 24 | 32 | 50 |
| 0,05 ». | 8 | 10 | 12 | 16 | 25 |
| 0 02 ». | — | 4 | — | — | 10 |
| 0.01 ». | — | 2 | — | — | 5 |
| 0,002 ». | ~ | 1 | |||
гайкой г. Поступательное движение ползуна, перпендикулярное оси делимого предмета, осуществляется посредством зубчатой рейки, находящейся в зацеплении с зубчатым колесом з; на валу в зубчатого колеса укреплен рычаг рч, который приводится в качательиое движение кулачковой тягой т от ва-ламашины. При начертании делений резец р опускается; длина гравируемых линий м. б. изменена, для чего фиг· 2-
и служит фасонная деталь ф, насаженная на вал в; две лапки детали ф имеют по три винта ем, которые при возвратных поворотах вала в зацепляют за прорези трех дисков д и поворачивают как диски, так и находящееся с ними в зацеплении храповое колесо. Различная установка винтов ем и различное число прорезей дисков дают возможность осуществлять
| Храповик с 20 зуб. | Храповик с 24 ayб. | Храповик с 52 зуб. | ||||||
| !Ш||Ц|| | mill | 11111 ι | Nljlll | 0
2 4 | ||||
| ιΐΐιΐφΐιΐιΐί| 1 | i|i|i|i|i| | .Hi | i|i|i|i|i|i|i!;ji|i|i|i|i!i|i|i | 0
2 16 | ||||
| 1 1 0 ιιιιΐιιιι! ί | 1 0 lllllllINlI ί | mini | 0
2 4 | |||||
| 1 0
ilililililililililil Jo |
ilililililililililililil» | 0
1 16 | ||||||
Фигура з. различный поворот храпового колеса и тем самым различную длину проводимой резцом линии. Указанная выше фирма снабжает прибор для начертания делений в
лабораторных Д. м. семью сменными дисками с 0, 1,2, 4, 10, 12 и 16 прорезями и тремя храповыми колесам и с 20, 24 и 32 зубьями. На фигуре 3 представлены возможные начертания делений при различных храповых с
колесах и дисках, причем цифры указывают число прорезей каждого из трех дисков. Резцы применяются стальные и алмазные; стальной резец может начертить линию до 0,02 миллиметров минимальной толщины; при микроскопическ. делениях применяются исключительно алмазные резцы. Алмазным резцом на 1 миллиметров можно легко начертить до 500 делений [знаменитые диффракционные решетки Роуленда (Rowland), изготовлен, из зеркального металла, имеют на полированной поверхности 1 700 черточек на 1 миллиметров].
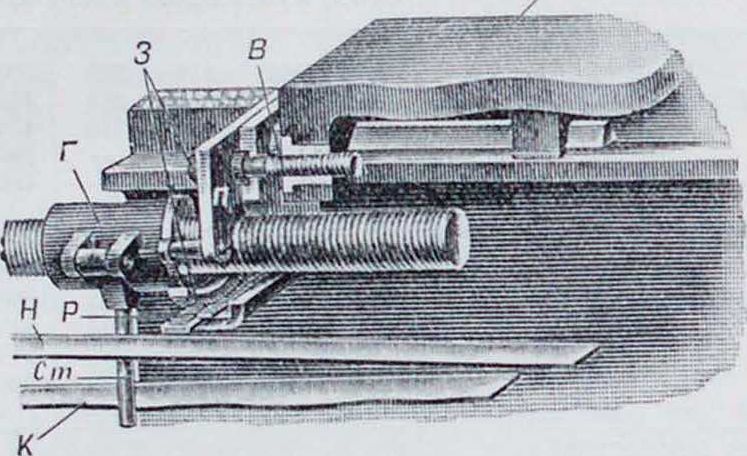
При высокой точности работы Д. м., необходимо компенсировать ошибки, которые могут произойти от температурных изменений длины микрометрического винта Д. м. В виду этого лабораторные машины снабжают температурным компенсатором, дающим возможность свести ошибку от температурных деформаций до±0,000001 миллиметров. При наличии температурного компенсатора (фигура 4) гайка Г ходового микрометрического винта Д. м. соединена не непосредственно с подви-жным столом С, а с пластиной h, которая в свою очередь микрометрическим винтом В соединяется со столом Д. м. Микрометрия, винт В компенсатора жестко соединен с зубчатым сектором 3, находящимся в зацеплении с горизонтальной рейкой Р, конец которой постоянно прижимается к направляющей линейке Н. Линейку Н устанавливают под нек-рым углом по отношению к оси ходового микрометрического винта Д. м., в зависимости от того, при какой ί° происходит работа на машине и из какого материала изготовлен предмет, подлежат. делению. При вращении ходового микрометрияеск. винта Д. м. рейка Р, упираясь в наклонно поставленную направляющую линейку Н, перемещается и поворачивает сектор 3 и жестко связанный с ним микрометрия, винт В поворот последнего вызывает дополнительное перемещение стола Д. м., чем и компенси руется температурное изменение длины ходового мпкрометрическ. винта. Если, например, на Д. м., шаг ходового микрометрия, винта которой при t° 0° равняется 1лш, производить работу при 15°, то (считая коэффициент линейного расширения стали равным 0,000011) один оборот микрометрия, винта будет соответствовать перемещению стола на 1,000165 миллиметров, если нужно произвести деление стеклянной пластинки и требуется, чтобы нанесенные на ней деления были равны 1 миллиметров при 0°, то (принимая коэфф-т Линейного расширения стекла равным 0,000007) необходимо при 15° нанести на стеклянной пластинке деления размером 1,000105 миллиметров, следовательно компенсатор при каждом обороте ходового мпкрометрическ. винта Д. м. должен дать столу обратное движение на величину 0,000060 миллиметров. Зная шаг микрометрического винта В и радиус сектора 3, легко вычислить требуемый угол наклона направляющей линейки П.
Кроме температурного компенсатора, современные Д. м. снабжаются корректором, назначение которого компенсировать погрешности микрометрического винта. Несмотря на
Фигура 6.
чрезвычайную тщательность производства микрометрия, винтов, шаг винта не является абсолютно одинаковым по всей длине; не являются также абсолютно равными линейные перемещения ганки микрометрия, винта при его повороте на один и тот же угол в пределах одного оборота. Эти неточности определяются путем измерения прямолинейного отрезка определенной длины. Сравнение результатов многих измерений одного и того же отрезка при различных положениях гайки по длине микрометрического винта дает возможность оценить степень совершенства нарезки винта. Погрешности микрометрического винта Д. м. компенсируются некоторым поворотом гайки. Для автоматического осуществления этого поворота гайка Г микрометрия, винта (фигура 4) снабжается стержнем Cm, скользящим по корректору К, профиль которого соответствует требующимся поворотам гайки Г.
Для проверки точности наносимых Д. м. делений служат два микроскопа М, установленных на специальных супортах(фигура 5 и 7), которые могут перемещаться по направляющим Л вдоль станины. Конструкция супорта дает возможность устанавливать микроскоп над любой точкой стола и лежащего на столе предмета П. Для удобства
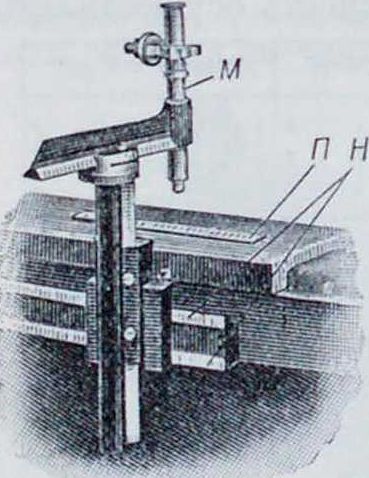
Фигура 5.
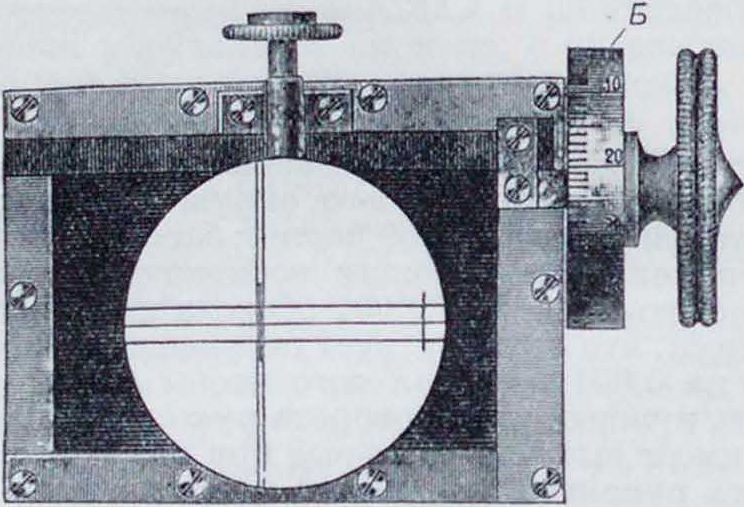
наблюдений, между объективом и окуляром микроскопа, в том месте, где получается изображение предмета, помещен микрометр; скользящие салазки его имеют две нити, расположенные перпендикулярно к направлению движения стола; салазки перемещаются вращением микрометрического винта с барабаном !> (фигура 6). Барабан имеет
100 делений; поворот па одно деление дает перемещение нитей, соответствующее длине 0,0001—0,00005 миллиметров рассматриваемого предмета. При проверке точности, с которой Д. м. наносит деления на предмет, микроскоп устанавливается так, чтобы первое деление предмета расположилось в поле зрения микроскопа между двумя нитями; при пере-движении стола во время работы Д. м. каждое последующее нанесенное деление в ноле зрения микроскопа должно также устанавливаться между двумя нитями; если этого не происходит, то поворотом барабана В доводят нити до совпадения с чертой
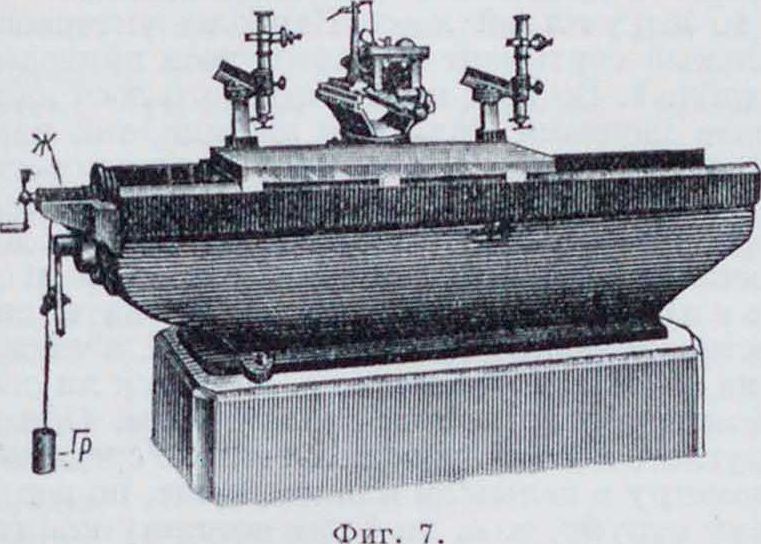
деления и по углу поворота судят о неточности работы. С помощью микроскопов можно производит!, деления, пользуясь точными эталонами мер длины. Для этого эталон и предмет, подлежащий делению, укрепляют на столе машины. Микроскоп уста навливают над первым делением эталона и наносят первое деление на предмете. Поворотом ходового микрометрия, винта Д. м. передвигают стол до совпадения второго деления эталона с нитями микроскопа; стол останавливают и на делимом предмете наносят вторую черту деления и т. д. Второй микроскоп служит для единовременной проверки точности наносимых Д. м. делений, как это было указано выше. Фигура 7 дает общий вид лабораторной Д. м., на которой работа может совершаться как вручную, так и автоматически; в последнем случае вал ходового микрометрического винта помощью шнура соединяют с кулачковой тягой приводного вала машины.
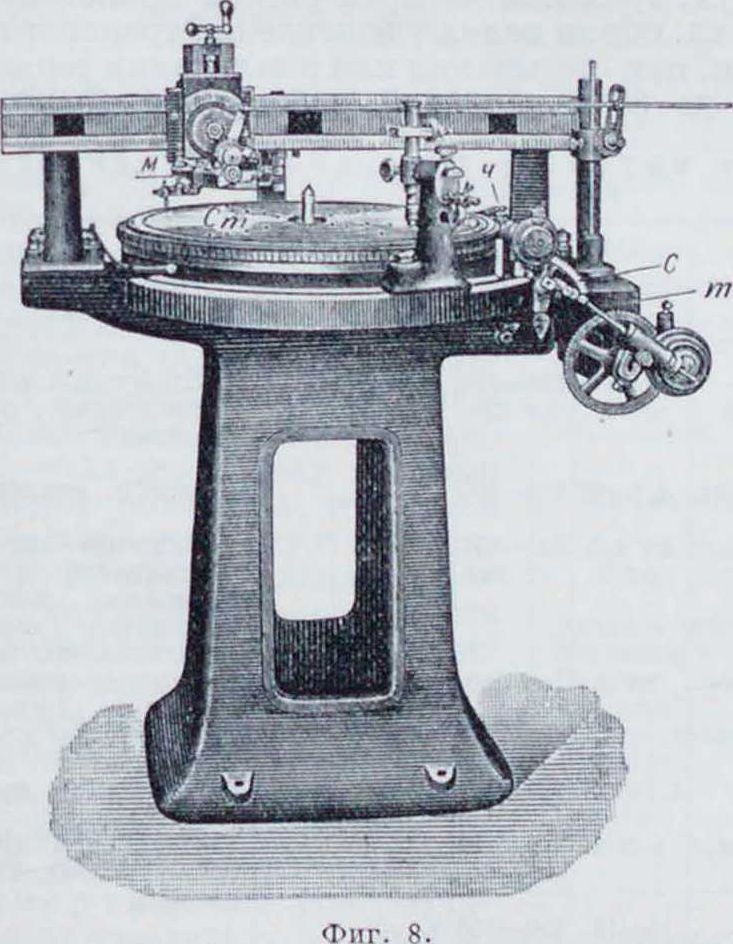
Д. м. для деления окружностей снабясепы вращающимся круглым столом Cm (фигура 8), который является в то же время червячным колесом. Вращением червяка ч осуществляется поворот стола и укрепленного на нем предмета на определенный угол. На оси червяка свободно вращается шестерня, находящаяся в зацеплении с сектором с; сектор соединен с эксцентриковой тягой т. Свободно посаженная шестерня при своем вращении по часовой стрелке зацепляет собачками за зубья храпового колеса и поворачивает червяк, а следовательно и стол Д. м. Путем постановки храповых колес
Таблица 2. —У гловые деления при числе зубьев стола, равном 720.
| Число зубьев, | на к-рие д. С. | |||
| повернуто при каждом ново- | ||||
| Род делений | роте стола храповое колесо, имеющее: | |||
| 90 зуб. | 100 зуб. | 120 зуб. | 180зуб. | |
| Г.. | 1S0 | 200 | 210 | 360 |
| Нониус 6. | 162 | 1S0 | 216 | 324 |
| 5. | 165 | — | 220 | 330 |
| 3. | 171 | 190 | 228 | 342 |
| 2. | 174 | — | 232 | 348 |
| 1. | 177 | — | 236 | 354 |
| 0,5°. | 90 | 100 | 120 | 180 |
| Нониус 2. | 84 | 112 | 168 | |
| *. | 87 | 116 | 174 | |
| ч ° | 60 | - | 80 | 120 |
| Нониус Г. | 57 | 76 | 114 | |
| 30". | — | — | 78 | 117 |
| 20". | 59 | — | — | 118 |
| 15". | — | - | 79 | _ |
| ю". | - | — | 119 | |
| Ч ° | 30 | - | 40 | 60 |
| Нониус Г. | 27 | 36 | 54 | |
| 30". | — | — | 38 | 57 |
| 20". | 29 | — | — | 58 |
| 15". | — | — | 39 | — |
| 10". | — | — | — | 59 |
| 0.1°. | 18 | 20 | 24 | 36 |
| Нониус 0.01. | — | 18 | — | — |
| 0.005°. | — | 19 | — | — |
| ч„°. | 15 | _ | 20 | 30 |
| Нониусзо". | — | — | 18 | 27 |
| 20". | 14 | — | — | 28 |
| 10". | — | — | — | 29 |
| 0,05°. | 9 | 10 | 12 | 18 |
| 0,01°. | — | 2 | — | — |
| 1. | 3 | — | 4 | 6 |
| U. | — | — | 2 | 3 |
| I
1 ’ |
1 | — | 1 | 2 |
| i
в. |
— | — | 1 | |
с различным числом зубьев и изменением величины эксцентриситета достигается поворот стола на требуемый угол. Механизм м для начертания делений аналогичен применяемому для деления прямолинейных отрезков. Число зубьев стола для лабораторных машин обычно бывает 360, 400 и 720; сменные храповые колеса имеют90,100,120 и 180 зубьев. Таблица 2 дает указание, на какое число зубьев храпового колеса нужно поворачивать червяк для осуществления различных дуговых делений при 720 зубьях стола.
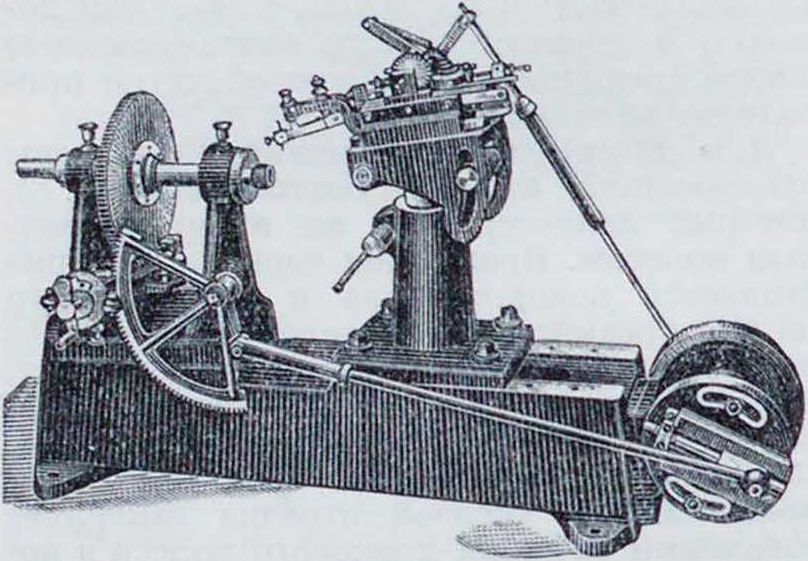
Фигура 9.
Для делений цилиндрич. и коиич. поверхностей применяются машины с вращающимся шпинделем, на котором и укрепляется предмет, подлежащий делению (фигура 9). Механизм для периодического поворота шпинделя аналогичен вышеописанным механизмам Д. м. для деления прямолинейных отрезков и окружностей.
Лит.: Хвольсоя О. Д. Физика, т. 1, Берлин, 1923: S о с i 616 gen6voise dinstruments de phy-sique. Machines ii diviser liniaires et cireulaires de laboratoire et d atelier. Catalogue Λ»328. Б.Шпринк.