 > Техника, страница 42 > Деревообделочные станки
> Техника, страница 42 > Деревообделочные станки
Деревообделочные станки
Деревообделочные станки служат для обработки дерева и в большинстве случаев осуществляют процессы резания. Резание может совершаться: 1) и торец дерева, то есть в плоскости, перпендикулярной к направлению волокон, 2) в плоскости волокон параллельно их направлению и 3) в плоскости волокон перпендикулярно их направлению. См. Резание (дерева).
Д. с. по роду обработки дерева м. б. распределены на следующие основные группы: лесопильные, строгальные, фрезерные, токарные, фанернорезальпые и круглолущильные, сверлильные, долбежные, щепальные, дровокольные и шлифовальные.
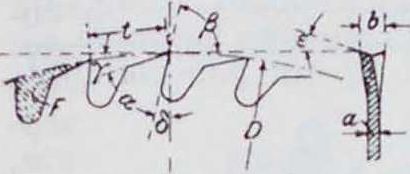
Пил а—многорезцовый инструмент; при равномерной подаче каждый зуб снимает стружку толщиной а=1°, где I—деление пилы в миллиметров, я и V—скорости подачи и резания в м/мин. Значительное влияние на сопротивление резанию, а следовательно, и на потребление мощности пильным станком, оказывают не только геометрическая форма зубьев, но и скорости резания и подачи. Из многочисленных опытов выяснилось, что зу-
быт с прямолинейными очертаниями режущих кромок не уступают но производительности таковым с криволинейными зубьями. I [аивыгоднеишее значение угла у (фигура 1) для всех пород дерева лежит около 15°; угол β при этом надо сделать настолько малым, насколько это допускает прочность зубьев,!·. к. с уменьшением его надает потребление мощности Лт (фигура 2); в том же направлении действует и заострение е зубьев (фигура 1). Наивыгоднейшее значение угла а ок. 40— 45°. Практически, начиная с нек-рого значения этих углов, к-роедолжно определяться путем опыта, выгода, получаемая от уменьшения расхода энергии, уравновешивается необходимостью более частой точки пил и их более скорым износом. Раз s-b—a (фигура 1) до известной величины (для сухого дерева ~ 1 миллиметров, для сырого немного больше) уменынаетрасход мощности пилой,ослабляя трение полотенца пилы о бока пропила; при дальнейшем увеличении разводки мощность начинает снова расти в виду увеличения ширины пропила. Площадь выреза зуба F и шаг (оказывают весьма заметное влияние на потребление энергии, так как с их увеличением облегчается сход стружки с острия зубца. Предел увеличения этих последних величин определяется тем, что распил становится все более и более шероховатым, что не всегда желательно. Значительное уменьшение расхода мощности было достигнуто удалением нек-рого числа зубьев но окружности пилы (иапр., через 3 зуба удаляли 1); причина этого явления еще пока не выяснена с точностью. Мощность, расходуемая на
Фигура i.
| * -Г
— • | бежыи 6у л
(/срасмый бум L : : | ||
| _ J 1 J | |||
| 80 76 7 | 2 68 64 60 66 52р | ||
Фигура 2.
подачу, падает линейно с увеличени-ем быстроты резания, а потребление мощности на резание растет с увеличением скорости подачи, но несколько медленнее, чем увеличение площади распила, достигаемого этим. Таким образом, общий коэффициент полезного действия повышается при распиловке с большими скоростями резания и подачи. Пилы разделяются на круглые, ленточные и имеющие переменно-возвратное движение.
Л е с о н и л ь иы е стан к и — см. Лесопильное дело.
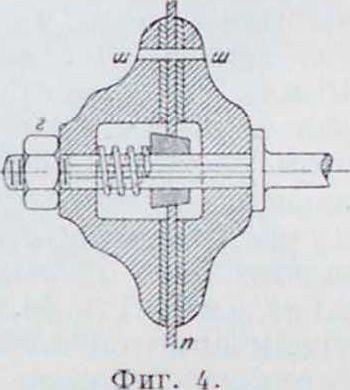
К р у г лая пила, применяемая для опиловки и распиловки круглого леса, для распиловки Досок, для пропиливания пазов и четвертей и вообще для разнообразных столярных работ, состоит из станины е (фигура 3), стола cm, в прорез которого проходит стальная пила п, закрепленная на горизонтальном валу гайкою г и двумя железными или чугунными шайбами ш (фигура 4) с тонкой свинцовой прокладкой. Распиливаемое дерево помещается на столе и продвигается вручную по направляющей линейке л (фигура 3). Предельная толщина распиливаемого дерева зависит от диаметра пилы: h ξίί- г, где
Я — радиус пилы и г — радиус шайбы; наивыгоднейшая величина превышения диска пилы над распиливаемым брусом ss 5 миллиметров. Высота h пропила может быть изменяема вертикальным передвижением опор вала пилы или вертикальным передвижением стола;
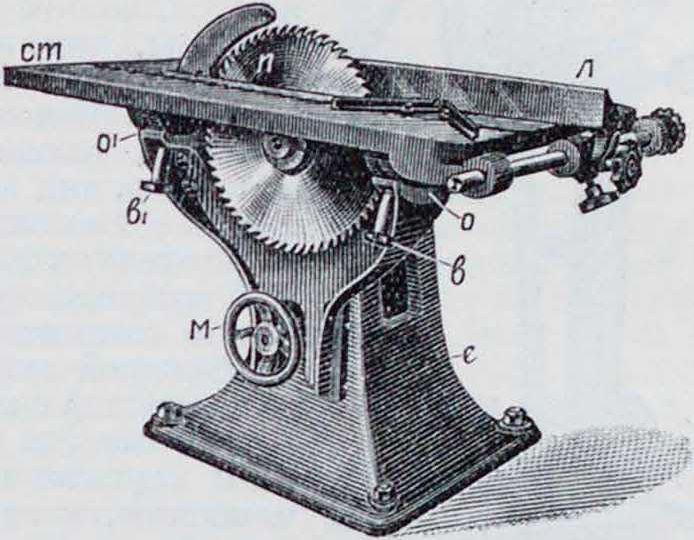
Фигура з. последнее достигается вращением маховичка м. Для удобства распиловки наклонных поверхностей стол может вращаться около горизонтальной оси, для чего служат опоры о,о и зажимные винты в,вх.
Для опиловки кромки досок применяют сдвоенные круглые пилы с автоматич. подачей (фигура 5); скорость резания СО м ск, а подача 40—75 метров мин. Перестановка расстояния между пилами производится с помощью ручного рычага, что позволяет устанавливать каждый раз наиболее выгодную ширину и таким образом доводит до минимума количество отбросов. Многократные круглые пилы, часто снабженные механической подачей, применяются также при поперечной распиловке долготья на мелкие дрова.
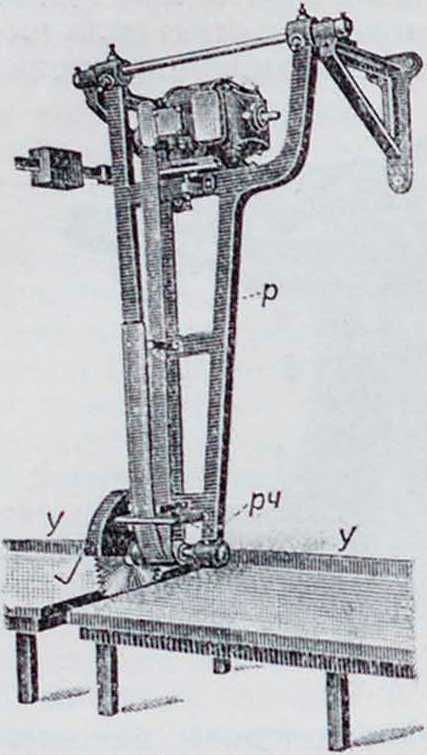
Для поперечного распила применяют маятниковую круглую пилу, вал которой укреплен на качающейся раме р (фигура С). Здесь распиливаемое дерево остается неподвижным,
ФИГ· 5.
упираясь в два угольника у, пила же, к-рою рабочий управляет при помощи ручки рч, перемещается по мере пропила вместе с рамой. г. Э. т. VI.
16
Диаметр круглых пил, η зависимости от рода работ, делается до 1,5 м, окружная скорость достигает 45—65 м/σκ. Для распиловки кряжей на доски круглые пилы хотя и применяются, но они невыгодны, так как толщина круглой пилы превышает в два раза толщину полотенца пил вертикальной лесопилки, что ведет к бол ь-шой потере материала и относительно большой затрате движущей силы. Потребные для работы круглых пил мощности, в зависимости от модели (диам. пилы), колеблются от ~ 2 IP (300 миллиметров) до ~ 14 РР (1 200 миллиметров).
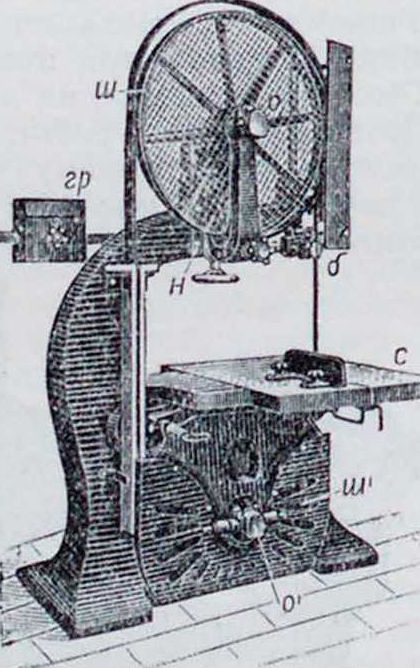
Ленточная пил а применяется как для распиловки кряжей на доски, так и для разнообразных столярных работ и представляет собою бесконечную лепту, которая охватывает два шкива ш и ш (фигура 7). Вращением одного из шкивов ленточной пиле сообщается движение со скоростью в 20 — 40 м/с>с. Диам. шкивов выполняется в ^ 1 000
раз большим, чем толщина полотенца; при этом соотношении напряжение лепты от ее изгиба все иге достигает 25 килограмм/ммг; к этому числу надо прибавить напряжение растяжения 5—6 килограмм/ммг (доходящее иногда до 20 килограмм:мм2). Для большей эластичности и для увеличения сцепления с пилой рабочую поверхность шкивов покрывают кожей. Опоры о оси верхнего шкива м. б. перемещаемы в вертикальн. направляющих к; требуемое натяжение ленточной пилы достигается грузом гр или натяжением опорных пружин. Распиливаемое дерево помещается на столе с. Наклон стола м. б. изменяем до 30°, что необходимо при опилов!се наклонных поверхностей.
11од столом и над столом устанавливаются деревянные направляющие б для полотенца пилы. Толщина пилы для столярных работе 1 миллиметров, ширина—от 10 до 40 миллиметров. Потребные .мощности — в зависимости от максимальной толщины распиливаемого бруса от 2 II’ (375 миллиметров) до 3,5 IP (600 миллиметров). В деревянном судостроении, вагоностроении и производстве земледельческих машин приходится часто опиливать тяжелые
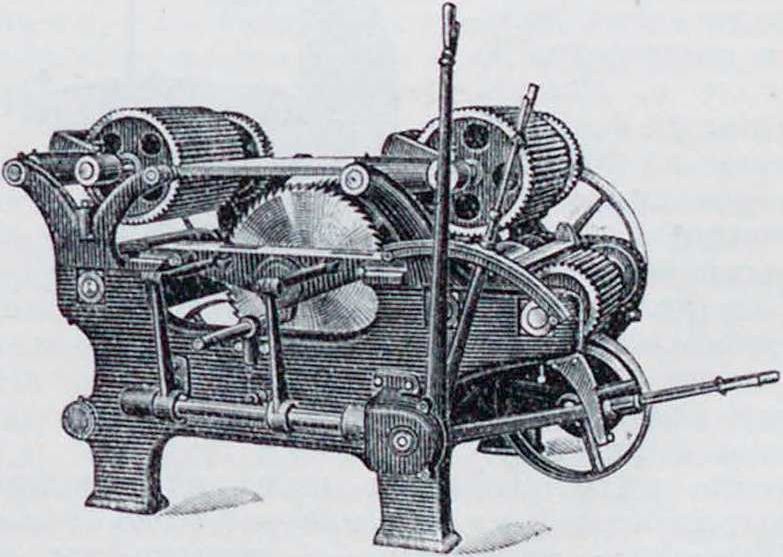
Фиг. брусья под различными углами, {при чем последние постепенно изменяются по всей длине бруса. Эта работа весьма облегчается применением ленточной пилы, изображенной на фигуре 8. Вся станина этой пилы вместе с обоими шкивами может принимать различные наклоны относительно неподвижного стола, причем изменение наклона может производиться во время работы пилы.
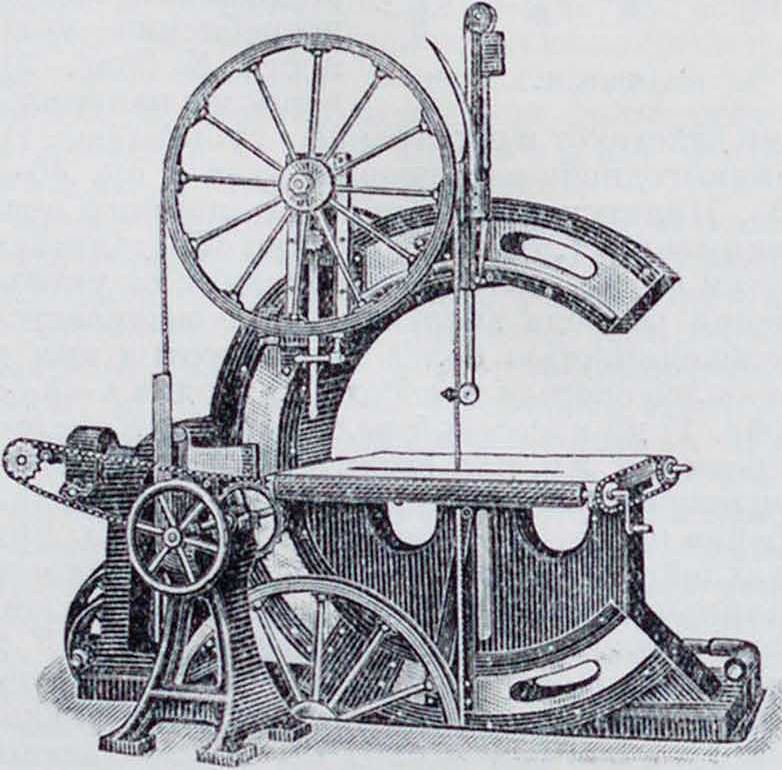
Фигура 8.
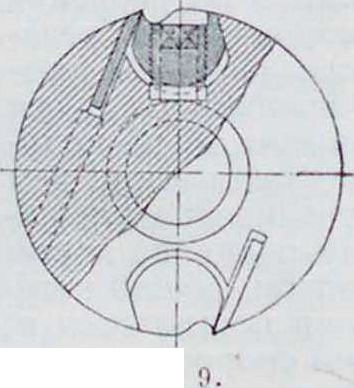
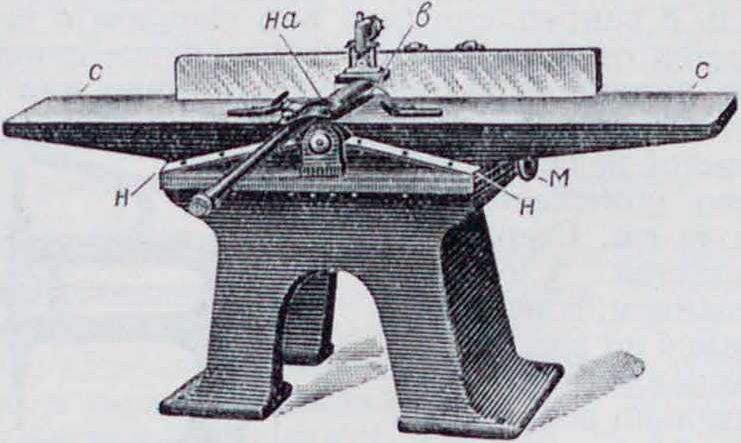
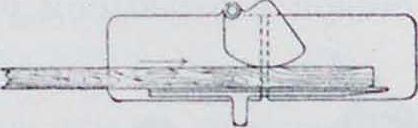
Строга л ь и ы и станок гл. обр. служит для продольного строгания. Он снабжается двумя или четырьмя резцами, укрепленными на ножевом валу. Окружная скорость резца—до 40 .ч ек, число оборотов ножевого вала от 1 5U0 до 0 ООО в мин., скорость подачи от 0,5 до 2 метров ок. Угол резания « при 4 резцах приходится выполнять более45°,т.к. резец должен выступать над головкой; в большинстве случаев α= 55—60° и /3=15—20". В последнее время широкое распространение получили круглые головки (фигура 9), значительно менее опасные в работе, т. 1C. расстояние между режущей гранью ножа и цилиндрич. поверхностью головки настолько незначительно, что случаи тяжелых ранений почти невозможны. Каждый резец строгального станка срезает стружку по цилиндрической поверхности, но так как хорда срезанной цилиндрической поверхности при 4 резцах нормально не превышает 0,5 миллиметров, то выстроганная поверхность получается достаточно ровной. Длина резца b должна быть несколько больше ширины обрабатываемой поверхности. Толщина снимаемого слоя зависит от установки плоскости стола по отношению к ножевому валу п (фигура 10). Стол с может быть перемещаем по наклонным направляющим и, и вращением махового колеса м. Передняя и задняя части стола перемещаются независимо друг от друга. Высота передней части стола, по которой перемещается еще не остроганная поверхность доски, устанавливается
Фиг. ниже задней части стола на толщину снимаемой стружки. Специальное предохранительное приспособление па закрывает ножевой вал. Стол снабжается направляющей линейкой.
На строгальном станке помимо строгания можно производить работы по выборке шпунтов, пазов, калевок и другие аналогичные
Фигура ю. работы; в атом случае плоский резец с прямолинейной гранью заменяется резцом соответствующего профиля. Подача—или от руки или автоматическая, питающими валиками. Потребная мощность при одном ножевом вале (в зависимости от длины ножа) приблизительно 2—4 И5.
Мощность, потребляемая строгальным станком для снятия определенного объёма древесины в минуту, зависит главн. обр. от величин скоростей резания и подачи. Опытами установлено, что расход работы. затрачиваемой на снятие 1 e.v3 дерева, уменьшается вместе с увеличением подачи, то есть расход крупнее снимаемая
| ’.о. | |
| usi | |
| 5 | Щ |
| 0.7- | |
| * | ОК |
| * | 45 |
| 0.^ | |
| * | 0,5 |
| «i |
| 1 | N | ч | |||
| N | я | V·
го · | |||
| о а | i 4 | 3 4 | 4 а | ~"£5.
5 чъа. |
Фигура и. скоростей резания и этот тем меньше, чем стружка. Граница ставится допустимой для данной обработки степенью шероховатости
Фигура 12.
поверхности. На фигуре И представлены кривые расхода работы в JP сек. на 1 сгГ площади поперечного сечения стружки шириной к; сантиметров при различных значениях скоростей резания и подачи.
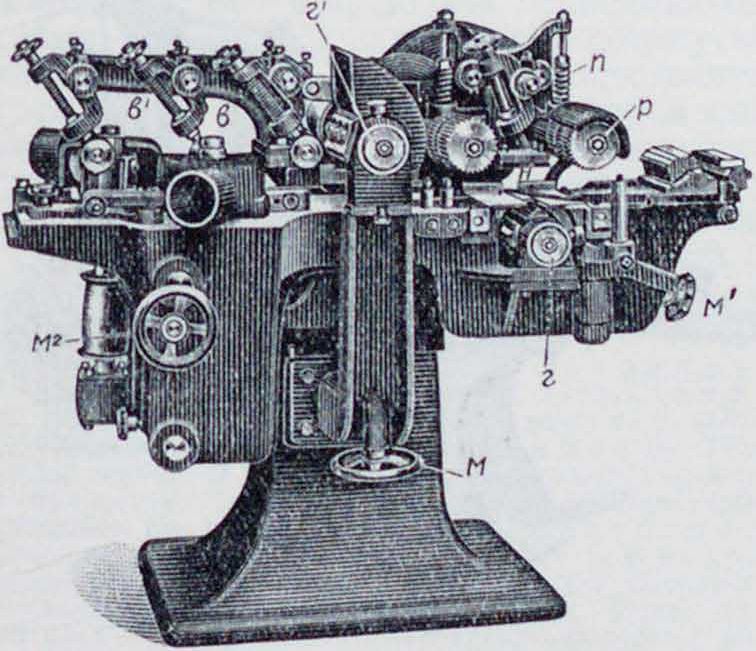
Для увеличения производительности строгальные станки выполняются с двумя горизонтальными г,г и двумя вертикальными в,в ножевыми валами (фигура 12) для одновременного строгания всех четырех сторон доски. Высота верхнего горизонтального ножевого вала г по отношению к плоскости стола устанавливается, в соответствии с толщиной обрабатываемой доски и толщиной снимаемой стружки, вращением маховичка м, насаженного на конец ходового винта стола. Для получения требуемой толщины слоя, снимаемого нижним ножевым валом г, передняя часть стола перед валом г может быть перемещаема по наклонным направляющим вращением маховичка м. Расстояние между осями вертикальных ножевых валов в,и устанавливается, в зависимости от ширины обрабатываемой доски, вращением ма-ховншса м2. Питание—автоматическое; оно осуществляется двумя питающими рифлеными валиками р. Необходимый для захвата дерева нажим регулируется натяжением пружин п. Для предотвращения приподымания доски над нижним ножевым валом г устанавливается нажим и. Питающие валики получают движение от ступенчатых ременных шкивов; величина питания может быть
Фигура 13.
изменяема и доходить до 12 м,!.чин. Нек-рые станки снабжаются еще и дополнительным неподвижным плоским ножом для получения совершенно ровной выстроганной поверхности. Станки с четырьмя ножевыми валами также м. б. применяемы для выполнения фасонного профиля. Потребные мощности, в зависимости от ширины и толщины Обрабатываемых досок и от числа ножевых валов,.—от 7 до 10 1Р.
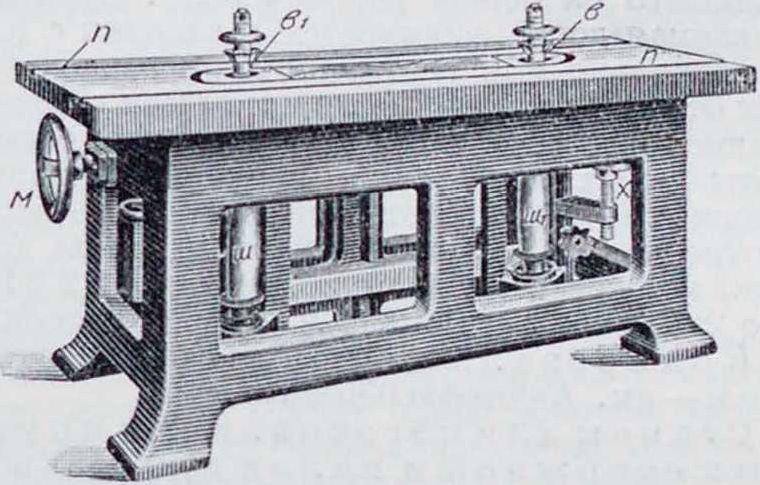
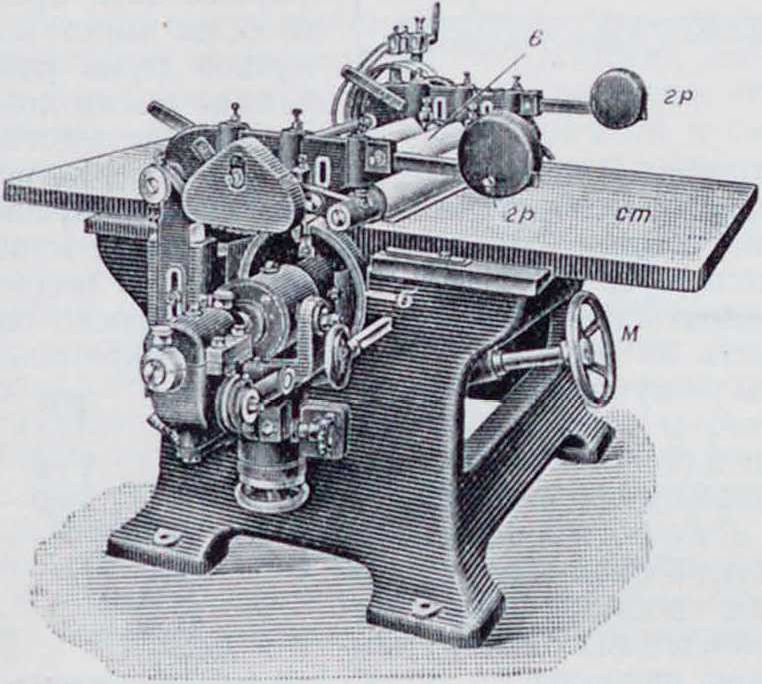
Фрезерный ста н о к служит для образования фигурных поверхностей, например карнизов, филенок, а также для производства разнообразных шипов, шпунтов, пазов и других аналогичных работ. По расположению фрезерного вала различают горизонтальные и вертикальные фрезерные станки. На фигуре 13 изображен фрезерный станок с двумя вертикальными фрезерными валами «.Sj. на конич. концы которых насаживаются фрезеры. Зубья фрезера имеют форму, соответствующую требуемому профилю; угол резания рабочей кромки фрезера делают es 45 (смотрите Фрезер). Фрезерные валы имеют вращение от ремня, охватывающего шкивы ш,ш,. Расстояние между валами по горизонтали м. б. изменяемо вращением маховичка эк вдоль своей оси валы могут перемещаться при помощи ходового винта х. Стол станка имеет направляющие пазы п для правильного продвижения обрабатываемого дерева.
III ипорезный с т а и о к (фигура 14) для нарезания шипов одновременно по всей ширине доски имеет фрезеры ф, укрепленные на
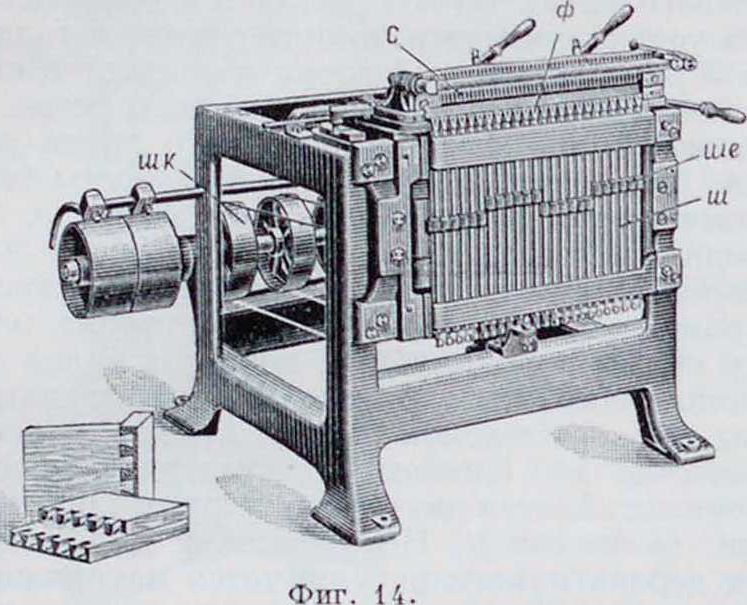
вертикальных шпинделях ад, разделенных на группы; шпиндели одной группы связаны между собою шестернями ше и приводятся во вращение от отдельного шкива шк, сидящего на общем рабочем валу. Обрабатываемая доска зажимается в салазки с горизонтально или вертикально, в зависимости от того, нарезаются ли шипы или гнезда. Размер фрезеров зависит от толщины обрабатываемых досок; для каждой толщины доски требуется соответствующий фрезер. Потребная (в зависимости от ширины досок) мощность равна приблизительно 2,5 IP (до 225 Л(.и)ф-4 IP (до С00 миллиметров ширина досок).
Копировальный фрезерный ста-н о к — см. Копировальные станки.
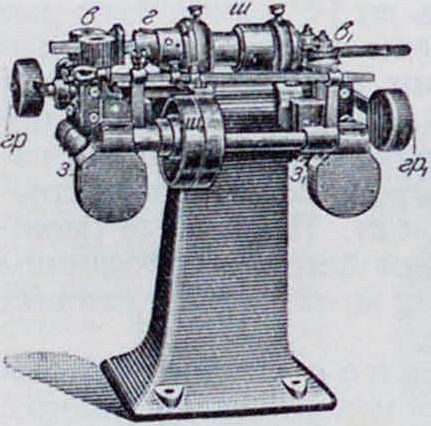
Станок для изготовления круглых стержней и палок (фигура 15) по роду работ принадлежит к группе станков, в которых резание происходит в плоскости волокон, перпендикулярно к их направлению. Нарезанные (обыкновенно призматические) бруски дерева 2 рифлеными питающими валиками в подаются в полый шпиндель, который имеет ножевую головку г. Шпиндель вращается в шариковых подшипниках от ремня, охватывающего шкив ад. Обработанное дерево, имеющее чистую цилиндрическую поверхность, захватывается двумя желобчатыми валиками в,. Нажим валиков «,β, осуществляется грузами гр и гр,. Па-лики в,в, будучи соединены зубчатой передачей з и з, с питающим валом станка, приводятся во вращение от ременного шкива ад,. Расстояние между осями питающих валиков е, как и между осями желобчатых валиков автоматически устанавливается грузами гр и гр,. Скорость питания до 30 м/мин. Для каждого размера (диаметра) обрабатываемого цилиндрического стержня требует ся отдельная ножевая головка. Число об/м. ножевой головки до С 000. Потребная мощность, в зависимости от диаметра обрабатываемого дерева (до 80 миллиметров), 6 IP.
Фанернорезальные и фанерно-л у щ и л ь и ые станки — см. Фанерное производство.
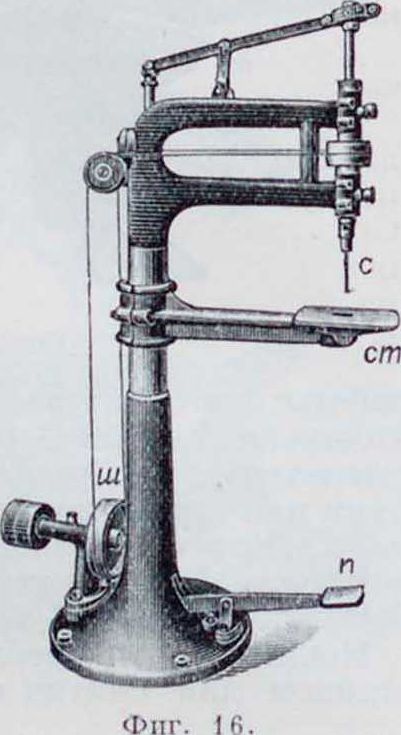
Сверлильные стан к и строят гори -зоитальные и вертикальные (фигура 16). Шпиндель с закрепленным в нем сверлом с вращается от шкива га; поступательное движение шпинделя производится обычно или от руки или нажатием ножной педали п. Дерево помещается па столе cm. Сверление является сложным резанием, совершающимся по различным направлениям относительно волокон дерева, так как резание происходитодно-временмо как в плоскости, перпендикулярной к оси сверла, так и по боковой цилиндрической поверхности отверстия.
Следовательно,сверло должен быть приспособлено длядвоякого резания одновременно— в плоскости волокон и в торец (смотрите Сверла). Средняя скорость по окружности сверла—от 1 до 2 м/ск. Наибольший диаметр машинного сверления не превышает 100 миллиметров, нормально же он не больше 50 миллиметров. Число об/м. сверла—от 1 00п до 2 000. Кроме описанного сверлильного станка, строят иногда сверлильные станки, в которых сверло кроме вращательного и осевого поступательного имеет еще боковое поступательное движение. На таких сверлильных станках можно высверливать продолговатые отверстия или гнезда; в этом случаи
Фигура 17.
сверла центров по имеют, так как центр затруднял бы боковое перемещение.
Д о л б е ж н ы ii ст а н о к—см. Долбление.
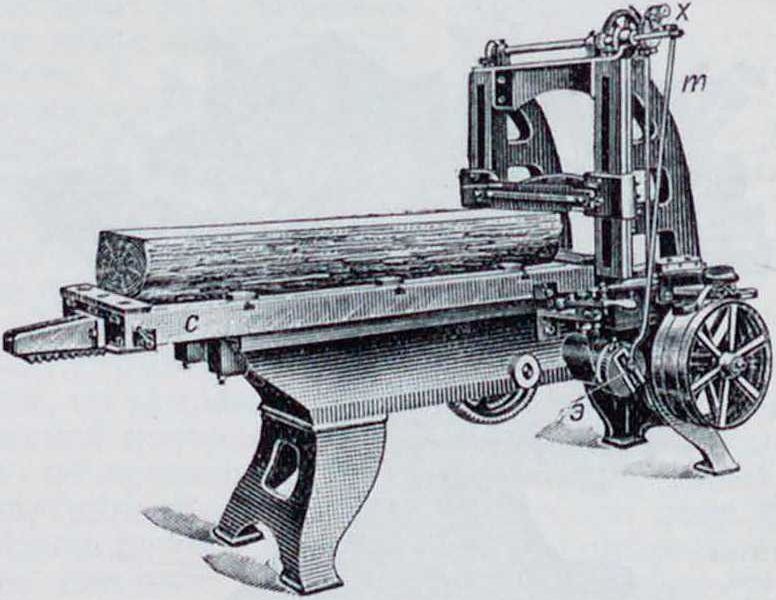
Щепальный станок для драни (фигура 17) служит для производства штукатурной, коробочной и другой драни, толщиной 7з-т-5 лья, шириной от 16 миллиметров и дли
Фигура 15.
ной до 1 500 миллиметров. Стол с станка дает возможность укреплять на нем брусья диаметром до 500 миллиметров. В ножевике укреплен плоский щепальный нож, перед которым расположены особые делительные ножи. Расстоянии между делительными ножами устанавливают по ширине драни. После каждого хода стола поясе ник помощью эксцентриковой тяги т и храпового колеса х опускается соответственно толщине драни. Изменение эксцентриситета э влечет за собой изменение величины опускания ножевика. Для привода станка требуется мощность 3 HP.
Дровокольный станок (смотрите) служит для колки дров.
III л и ψ опал ь н ы е ста н к и производят шлифовку дерева наждачной бумагой, натянутой на вращающийся диск или барабан. Строятся также шлифовальные машины, в которых шлифовальная масса нанесена на бесконечную ленту. На фигуре 18 изображен шлифовальный станок с барабаном б,
Фигура 18.
па к-рый натянута наждачная бумага. Обрабатываемое дерево помещается на столе cm, шириной 1,65—2.«; подача осуществляется тремя подающими валиками в, обтянутыми резиной. Нажим валиков осуществляется грузами гр. Вращением маховичка .и подающие валики могут быть перемещаемы вертикально, в зависимости от толщины дерева. Шлифовальный барабан совершает — 600 об м. Для перемены наждачной бумаги стол раздвигается и дает доступ к барабану. Станок требует для работы 3—IIP.
Лит.: Малыше» В. Л. и Гавр н л емко. II., Технология дерева, М.—П., 1923; Денфер II. В., Машины для обработки дерева, т. I, вьш. I. пт, 1905, вьш. 2. Рига, 1907; Л к и м о в В., Технологии дерева, М. 1926; его ж е, Технология дерева о столярным, токарным, плотничным, модельным и литейным производством, М., 1926; II е со ц к и ii II. Лесопильное дело, со всеми вспомогат. к нему производствами, Л., 1923—25; 13 е in u t h Т. Mechanische Technologic der .Metallo u. des Holzes, VVien. 1924; Г г а и t v c 11 e r K. Die Werkzeugmaschinen f. Holz-bearbcltung, B. 1926; · llolzbearbeitimgsmaschine».
Heidelberg; «Woodworker·. N. Y. Б. Шпринн.
Техника безопасности. Причинами повышенной опасности деревообделочных машин являются большие скорости и острота рабочих инструментов, преобладание ручной подачи при исполнении основных операций, особенности структуры обрабатываемого ма териала (сучки, защепины, задирнны и прочие неровности), нарушающие равномерность подачи. В виду этого необходимо обращать особое внимание на снабжение этих
машин рациональными предохранительными устройствами.
Помимо общих требований техники безопасности (смотрите Техника безопасности и Защитные приспособления), защитные приспособления на Д. с. должны удовлетворять следующим условиям.
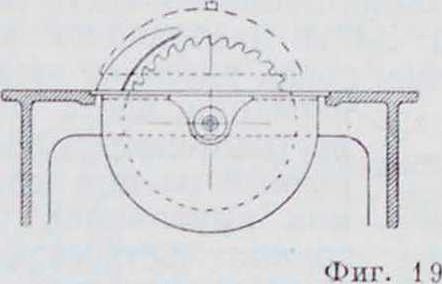
П и л ы. При круглых пилах с ручной подачей станки следует снабжать клином (перекрытие задней части пилы), верхним ограждением и обшивкой под столом (фигура 19). Острый край клина должен быть удален от зубьев пилы не более как на 10 миллиметров, а его верхушка должен быть не более чем на 20мм ниже самого высокого очертания зубьев пилы; толщина клина должна быть тоньше развода зубьев не более чем па 1—2 миллиметров. Верхнее ограждение должен быть изготовлено из прочного листового железа или из круглого железа с прочной предохранительной сеткой н не должно препятствовать рабочему следить за пропилом. Нижние ограждения под столом должен быть так установлены, чтобы нельзя было прикасаться к пиле во время хода. Расстояние обшивок друг от друга не должен быть больше 10 с.к, и обшивки должны опускаться по крайней мере на 5 сантиметров ниже зубьев пилы. Вместо одной боковой обшивки допускается сплошная обшивка всей нижней части пильного стола. В круглых пилах, которые режут своей нижней частью, вся верхняя часть пилы должна быть снабжена обшивкой. В горизонтальных круглых пилах зубья должен быть закрыты за исключением режущей части.
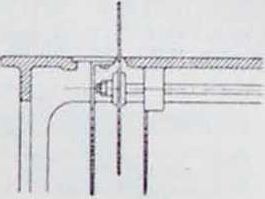
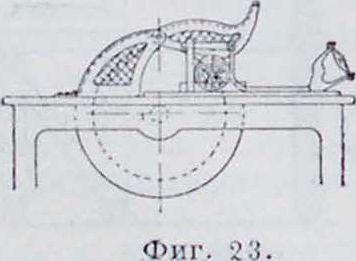
В маятниковых пилах (фигура 20) следует перекрыть колпаком всю верхнюю часть пилы, насколько допускает высота пропила. После распиловки пила должна автоматически возвращаться в начальное положение, т .о .за задний опорный край рабочего стола, н оставаться там. В радиальных пилах, режущих сверху вниз, пила во время бездей
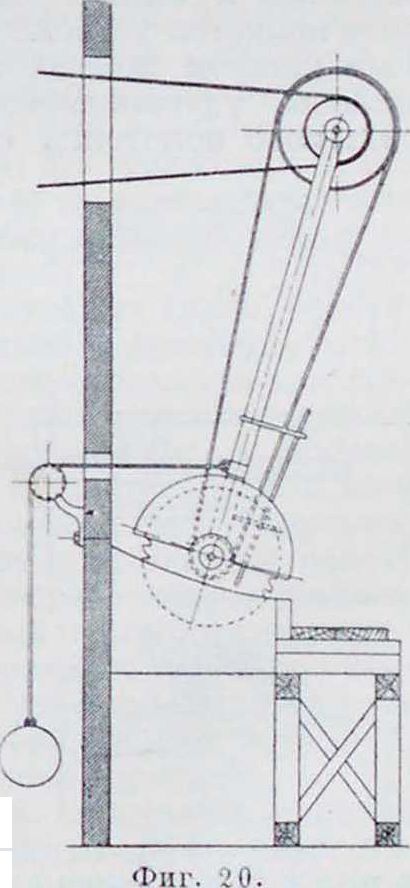
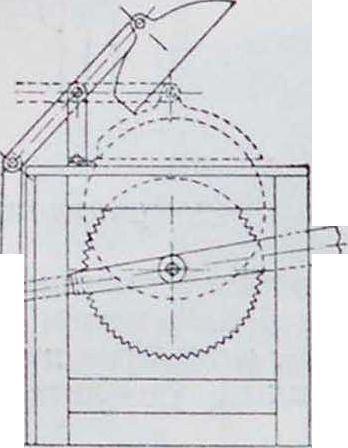
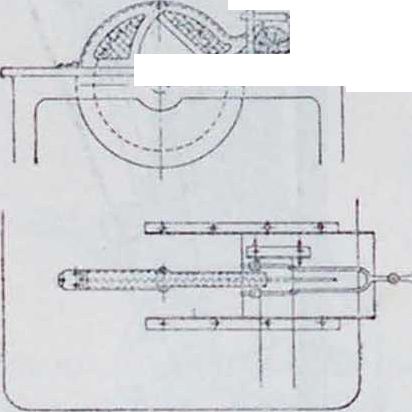
ствия д. о. совершенно закрыта колпаком, к-рый во время распиловки ложится на распиливаемый лес. В радиальных пилах, режущих снизу вверх, следует обшить со всех сторон нижнюю часть стола вокруг пильной рамы. Во время распиливания пила должен быть перекрыта сверху (фигура 21). Высота стола не должен быть меньше 75 см.
Конструктивное выполнение верхнего ограждения круглой пилы изображено на фигуре 22. В том случае, когда работает лишь передняя часть пилы (например, поперечный распил тонких кругляков), то задняя часть ее перекрывается неподвижным колпаком,а
Фигура 21.
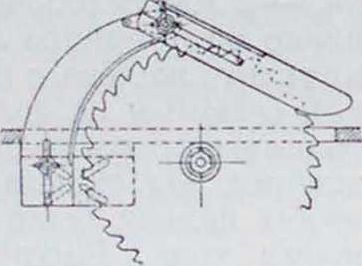
Фигура 22.
___ ограждение передней части делается авто-^ 1 матичееки поднима ющимся при подаче леса (фигура 23).
Опасность ленточных пил заключается в значительной скорости движения не только пильного полотенца, по и вращающихся пильных шкивов, а в особенности же в возможности разрыва пильного полотенца. Поэтому для предупреждения несчастий следует перекрывать не только оба пильных шкива, но и прямолинейно движущиеся части пильного полотенца, причем нережущую часть—на всем протяжении, а режущую—до того места, где оно входит в распиливаемое дерево. Обшивка обоих пильных шкивов (фигура 7) состоит из .легких деревянных щитов или лее из рамки с проволочною сеткою. Вместо неподвижных предохранительных щитов, пильные шкивы можно оградить жестяным листом, прикрепленным к спицам. Далее, крайне необходимым является устройство над верхним пильным шкивом железной предохранительной полосы, удерживающей в случае разрыва пильного полотенца его части и предупреждающей т. о. не >лько причинение увечья рабочим, но и дальнейшую порчу самого полотенца. Тормоз также можно причислить к необходимым предохранительным приспособлениям. Следует, наконец, иметь в виду, что на ленточных пилах с ручною подачей при распиловке высоких дощечек, направляемых по линейке, причиною увечий часто служит опрокидывание доски или падение ее, вследствие чего рабочий, подхватывая ее, может попасть рукою под зубцы пилы. Для предупреждения подобного рода случаев следует устроить надежные направляющие (фигура 24).
I Λ тол
* уве
Строгаль н ы е ста н к и. По правилам ПКТ СССР в строгальных станках допускаются лишь круглые валы. Ограждение рабо в виде неподвижного
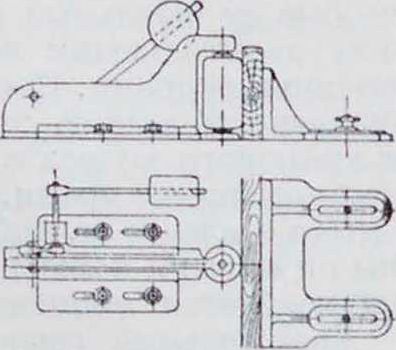
Фигура 24.
Фигура 2 5.
чей щели выполняют щитка или же в виде щитков, автоматически возвращающихся в первоначальное положение иод действием пружины или груза (фигура 25). Для поддерживания коротких и топких до-щечек употребляется специальная колодка, предохраняющая руку от повреждения в случае выбивания обрабатываемого предмета из рук.
Ф ре з е р н ы е и ш п о и о ч н ы е с т а н-ки. Быстро вращающиеся инструменты (у шпинделя 6 000 об/мин. и выше) могут вылететь при плохом укреплении; кроме того, их может коснуться рука рабочего во время подачи или вследствие толчка. Для ограждения инструментов употребляются сетчатые колпаки, кольца, щитки, ободки (фигура 26). Верхний конец шпиндели при тяжелых работах должен поддерживаться особой деталью. Необходимо следить за надежным и прочным укреплением режущих инструментов. а ташке за хорошей балансировкой вращающихся частей.
С в е р л и л ь я ы е и долбежные ста н-к и должны иметь ограждения инструментов; ы не долж- р вы иметь выступающих | V
винтов и других частей. Фиг „6В заключение следует отметить необходимость устройства местной вентиляции с отсасыванием опилок и стружек непосредственно от режущих инструментов деревообрабатывающих станков и подачей их по трубам в котельную.
.him.: Д е и ф e р II. К. Машины для обработки дерева, т. 1. выи. 2, Рига, 1907; Пресс А., Меха-ническ. обработка дерева. М., 1927; 111 е в а л е в II. Техника безопасности, М., 1925; Р и в о ш О., Техника безопасности, Л., 1924; «Охрана труда». Москва;
< Гигиена труда», М.; Предприятие». .4.; Sch lesi n-ger (i., Unfallverhiitungstechnik, В. 1910; S у г и р 1·. Uandbuch d. Arbeitersehutzes mid d. Betriebssicherhcit. В. 3, Berlin, 1928; Association des industriols de Prance contre les accidents du travail. Instruction sur les scieries m6caniques, Paris. 1924; Fencing and other Safety Precautions for Woodworking Machinery, Home Office, Safety Pamphlet, 8, London, 1923; Internationales Arbeitsamt. Die Verhiitung v. Uttfallen an Holz-bearbcitungsmaschinen, Genf, 1925. П. Новиков.