 > Техника, страница 42 > Державки резцовые
> Техника, страница 42 > Державки резцовые
Державки резцовые
Державки резцовые, оправки из поделочной стали, в которые вставляются короткие куски быстрорежущей стали, служащие резцами. Применяются они для обработки металлов вместо обыкновенных резцов как в целях экономии дорогой быстрорежущей стали и упрощения точки (однорезцовые державки). так и для уменьшения времени обработки (многорезцовые державки). Ординарные Д. р. делаются из обыкновенной углеродистой стали, обычно путем отковки в матрицах, и снабжаются приспособленном для зажима короткого куска инструментальной или быстрорежущей стали, служащего резцом. По расположению резца различают три рода Д. р.: а) с горизонтальным расположением вставного резца, б) с наклоном. равным углу верхней рабочей поверхности резца, и в) с уклоном, равным углу передней заточки. В первом случае приходится шлифовкой вырабатывать всю форму острия, в обоих последних—точат лишь торцовую поверхность вставного резца. Д. р. первого типа применяются, гл. образом, для отрезных резцов (фигура 1, в), а также при поштучном производстве, т. к. они позволяют обрабатывать различными вставными резцами разные материалы. Для массового производства более пригодны Д. р. двух последних типов, причем, однако, для обработки различного рода материалов требуются различные Д. р. с соответственным уклоном резца (ем. Резцы). Укрепление вставного резца в Д. р. должно допускать возможность установки его по высоте и обеспечивать достаточную неподвижность резца во время работы; для этого, кроме надежного за-
Фигура 7.
жимного приспособления, необходимо уменьшить, насколько возможно, свес резца и Д.р.
Число форм Д. р. весьма велико. Па фигура 1 приведено несколько типнчн. примеров Д. р.: а—для тяжелых работ на токарных и строгальных станках, б—с эксцентриковым самозатягнвающнмся зажимом, в— отрезная, г—пружинная, д—для круглых
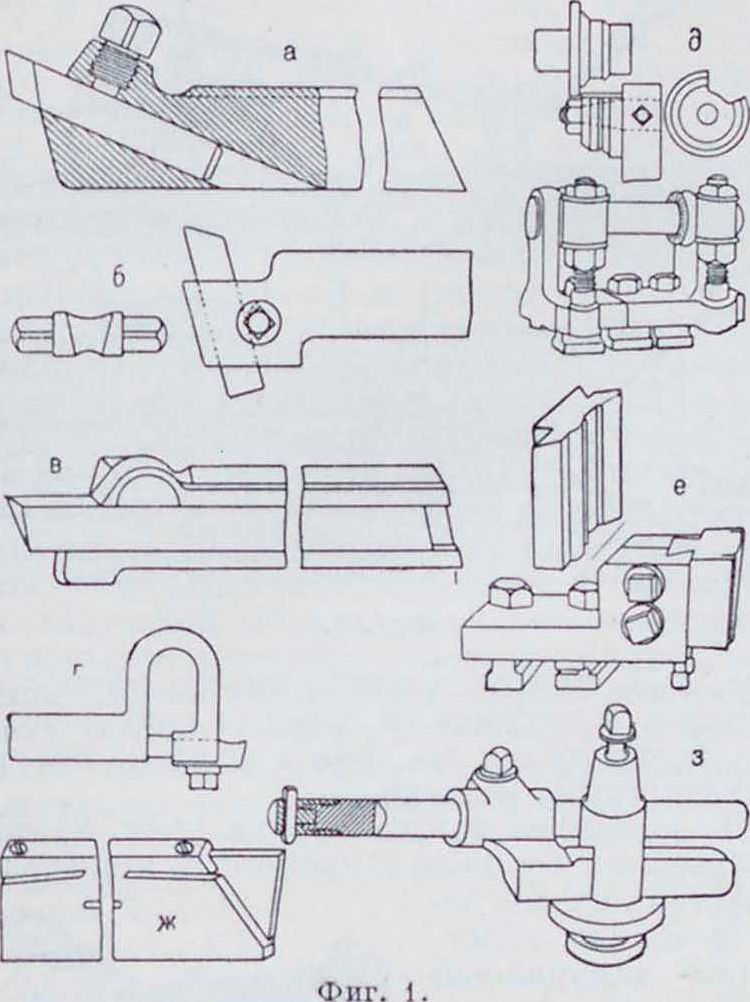
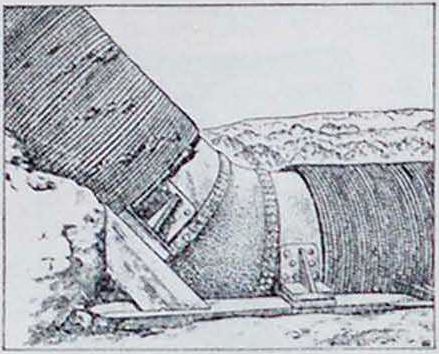
фасонных резцов, е—для тангенциальных фасонных резцов, ж—державка, в которой зажим резца производится непосредственно инструментальным зажимом супорта, з—державка для внутренней расточки. При массовом производстве часто применяются многорезцовые державки,обрабатывающие за один ход супорта всю поверхность предмета, подлежащую обточке в один зажим. На фигуре 2 изображена обработка осевой шейки переднего колеса автомобиля с помощью двух Д. р.: одной—для продольной, другой—для поперечной обточки. Корпус этих Д. р. делается или из лучшего плотного чугуна или из стального литья. Наиболее широкое применение нашли себе многорезцовые державки в ных и автоматических токарных станках. Преимуществами однорезцовыхдержавок являются: удешевление резца, значительное облегчение точки его и безусловная, не зависящая от рабочего точность углов лезвия. Первое почти утратило свое значение со времени введения резцов с наваренными лезвиями из быстрорежущей стали или стеллита. Недостатком Д. р. является значительно худший отвод тепла и уменьшенная жесткость сравнительно с цельными резцами равного сечения. Поэтому при менение Д. р. для тяжелых токарных и строгал!,пых работ является нецелесообразным.
Лит.: Г и и и л с р В., Токарное дело и его инструменты в современном производстве, Перлин, 1 922; R e i η il 1 J., Spanabhcbende Werkzeuge fiir d. Metall-bearbeitung u. Hire Hilfseinrichtungen, «Schriften d. Arbeftsgem. deutscli. Betriebsing.», B. 3, Berlin, 192ft; S i m ο η E. Die Schneidstdhle, 2 Auflage, B., 1919, 3 Aufl. (in Vorb.). B.; Machinerys Encyclopedia, v. 6, p. 297—300, N. Y., 1925.