 > Техника, страница 42 > Джут
> Техника, страница 42 > Джут
Джут
Джут, джутовое волокно, текстильное сырье, добываемое из лубяных растений рода Corchorus, семейства липовых (Tiliaceae). Главная масса волокна получается из двух видов: Corchorus olitorius L. и Corchorus capsularis L. Кроме этих двух видов, имеется еще целый ряд других, как то: С. fuscus, С. fascicularis, С. trilocularis и С. decemangulatus; последние четыре вида встречаются преимущественно дико растущими, и получаемое из них в незначительном количестве волокно употребляется лишь туземным населением. Д. имеет до 200 разных местных наименований; из них наиболее распространены: Pat,Nalita,Tita, Jhota, Jhut, Teeta, Nadika, Saca, Koshta.
Добывание волокна Д. Оба вида С. capsularis и С. olitorius—однолетние растения, достигающие высоты 2,54-4,5 м, а в отдельных случаях даже (i м. Стебель, в зависимости от густоты посева, почвенных и климатических условиП, бывает толщиной 134-2(1 миллиметров. С. olitorius меньше ростом, встречается часто в диком виде и культивируется не только для получения волокна, но и как овощное и лекарственное растение: листья джута употребляются туземным населением в пищу, а семена—как слабительное средство - Кроме Индии, Д. культивируется па островах Яве и Суматре, в Алжире, Египте, южном Китае, южных частях Америки и Австралии. Однако джут из этих стран очень редко попадает на мировые рынки, оставаясь в пределах своего района. Обычно пределом распространения культуры джута считают 3(1° с. ш., хотя отдельные опыты показали, что культура Д. может быть продвинута севернее. В России попытки культивирования джута в Никитском ботаническом саду (близ города Ялты) и в Батуме, проведенные в 80-х годах, не увенчались успехом. Культура Д. в Сицилии дала хороший урожай (8,4 ц с 1 га), но и там не получила развития. Джут требует влажного и жаркого климата, хорошей богатой почвы. Нормально посев джута производится в марте или апреле месяце, хотя в отдельных районах делается и значительно позже, вплоть до июня. Посев производится преимущественно вручную на хорошо подготовленной почве. На засев 1 га, в зависимости от качества семян, а также от густоты посева, требуется от 14,5 до 22,5 килограмм семян. Уборка посевов, предназначенных для волокна, производится через 85—100 дней после посева, тотчас же после цветения, а предназначенных для семян—через 110—140 дней, то есть средний вегетационный период составляет ок. 4 месяцев. Урожай волокна с 1 га в среднем составляет 1,4 т, а в отдельных южных районах в хорошие годы доходит до 2 тонны Волокно джута, полученное со стеблей поздней уборки, предназначенных для получения семян. является более грубым, более одревес-недым и для обработки менее приемлемым. Сбор семян достигает от 11 до 12 ц с 1 га.
Стебли, после срезки и удаления веток и листьев, связываются в пучки и просушиваются в течение нескольких дней. После просушки связанные пучки погружают в воду, в реке или же в больших водоемах. Во время мочки возникает под влиянием микроорганизмов процесс брожения, в результате которого происходит растворение пектиновых веществ, соединяющих волокно с древесиной и корой. В зависимости от <° мочка продолжается 8—20 дней. Считают, что процесс мочки требует сумму тепла в 350—400°. Когда пучки волокна начинают легко отделяться от древесины и распадаться на отдельные технич. волокна, стебли вынимают из мо-чильни, комлевую часть стебля надламывают через колено, или быото край доски, или же разбивают пй. Отделив т. о. волокно от древесины, его сдирают рукой во всю длину стебля. После обдирки волокно промывают от приставшей грязи и некоторых растворившихся, но еще не отделившихся частиц и развешивают для сушки на бамбуковых тростях. Джутовое волокно, несмотря на такой примитивный способ обработки, получается чистое, без частиц древесины и спутанных волокон. В виду того, что часть волокна у комля является особо грубой и ломкой, ее срезают у комля на 30— 00 см, это дает особый сорт джута (cuttings). Упаковка волокна Д. производится при помощи гидравлическ. пресса в кипы, объёмом 0,267 м3 и весом 181,4 килограмма (400 англ, фи.); эти последние после распаковки перерабатываются на специальных машинах и идут в производство. Джутовое волокно в упакованном виде рассортировывается в Калькутте по территориальному признаку следующим образом: 1) Serajgunge, из районов, орошаемых реками Новой Брамапутрой н Джа-муной (Jamuna)—наилучшее джутовое волокно как по тонине, так и по крепости; лучшие сорта его идут для самых высоких номеров пряжи. 2) Narajgunge, из районов, затапливаемых Старой Брамапутрой,—волокно несколько грубее и не столь равномерно по цвету; лучшие сорта его идут на выпрядку высоких номеров, а остальные на средние номера. 3) Uttarya, из возвышенных местностей, орошаемых притоками Брамапутры; уступает первым двум. 4) Daissee, или Crown Jute, из возвышенных мест возле Калькутты; примешивается только частично к основе. 5) Dowrah, из районов, орошаемых грязной водой притоков Ганга,—жесткое, короткое волокно со значительными грубыми комлями; употребляется, главным образом, на низшие сорта пряжи для утка. 6) Rejections—грубые короткие волокна, полученные в результате отсортировки от вышеприведенных сортов.
7) Cuttings—комли, отрезан, от различи, сортов при упаковке. Кроме этих подразделений, существует классификация по качеству.
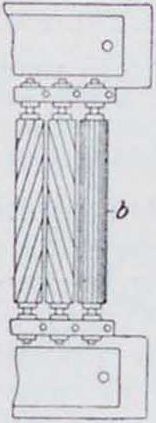
Строение волокна Д. Техническое волокно, состоящее из плотно прилегающих друг к другу элементарных волокон (клеток), достигает длины 1,254-2,5 .и. Клетка, как видно из продольного разреза (фигура 1, см. также Волокна прядильные—фигура18 и 19),образует внутри канал, наполненный воздухом. Исследование элементарного джутового волокна показывает, что строение видов С. capsularis и С. olitorius неодинаковое (Внзнер). В первом случае мы имеем (фигура 1. а) канал, доходящий почти до конца элементарной клетки, со слабым уплотнением стенки, во втором случае (с) канал не доводит до конца элементарной клетки, давая в конце значительное утолщение стенок. Каналы имеют место не только в каждой отдельной клеточке, но и в местах прилегания отдельных клеточек. Случай (b), когда канал бывает почти правильный, без особых утолщений и утонений, ·— редок; столь же редко встречается и Полное прекращение канала на относительно большую длину (с и (I). По исследованиям Мюллера,
20

abed Фигура 1.
Т. Э. т. VI.
А. Герцога, Шапошникова, средний состав воздушно-сухих волокон составляют: 62,484-63,76% клетчатки; 9,864-8,93% воды; 1,03% веществ, экстрагируемых водой; 24,324-24,41% инкрустирующих веществ; 0,39% жира и воска; 0,68% золы. Столь высокое содержание инкрустирующих веществ указывает на значительный процесс одревеснения, захватывающий стебель
Фигура 2.
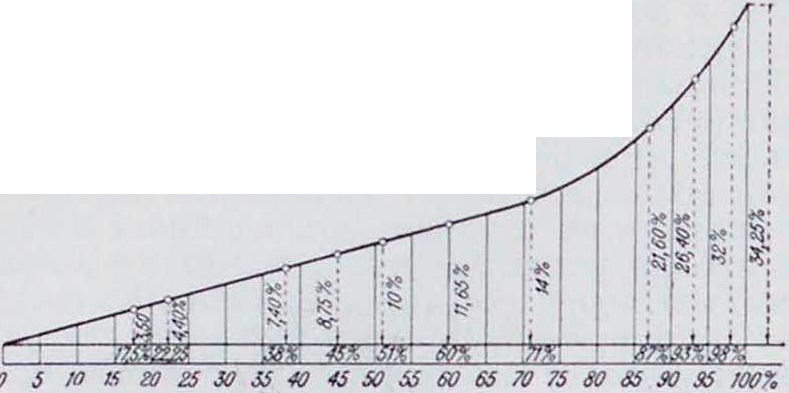
в момент его развития. Этим обстоятельством и объясняется относительная грубость и жесткость джутового волокна по сравнению, например, с льняным. Удельный вес джутового волокна составляет 1,436. Нормальная влажность для джута составляет 13,75%, против 12% для льна и пеньки. На фигуре 2 приводится кривая, которая указывает процентное содержание влаги по отношению к сухому материалу при разной относительной влажности воздуха. По данным проф. Шапошникова, норма влажности должна быть принята в 14%; в его опытах джут, принимая более 27% влажности, оставался сухим наощупь. Высокая, по сравнению с другими лубяными волокнами, гигроскопичность имеет большое значение на практике. По крепости Д. занимает среди наиболее распространенных лубяных волокон последнее место: так, крепость льна 01, пеньки 53,6, а джута 37,9 килограмм/мм2. В химическом отношении Д. значительно отличается от других растительных волокон. Джутовое волокно, по исследованиям Кросса и Бевана, состоит из целлюлозы, с значительной примесью лигнина, а также бастозы, которая родственна лигнину, по отличается своей гибкостью. Д. обладает свойством прочно окрашиваться без предварительной подготовки основными анилиновыми красителями. При обработке флороглюципом джутовое волокно окрашивается в красный цвет; при обработке иодом и серной кислотой—в коричневый цвет, хлор-цинк-подом— в слабо фиолетовый цвет, сернокислым анилином—в темножелтый цвет. Бастоза весьма легко окисляется, на чем и основана характерная для нее цветная реакция образования турнбулиевой сини. Для отбелки джутового волокна применяют только щелочные реактивы; кислот следует, по возможности, избегать; нельзя также применять кальциевых солей. Под влиянием щелочных растворов—едких щелочей, извести, мыла и других—джутовое волокно сильно набухает, и нек-рые его составные части переходят в раствор, однако, при правильной обработке волокно от этого не только не страдает, по даже укрепляется. Благодаря способности волокна Д. легко окрашиваться в разные цвета, на практике получили большое распространение крашеные джутовые пряжа и ткани для декоративн. целей, ковров и тому подобное.
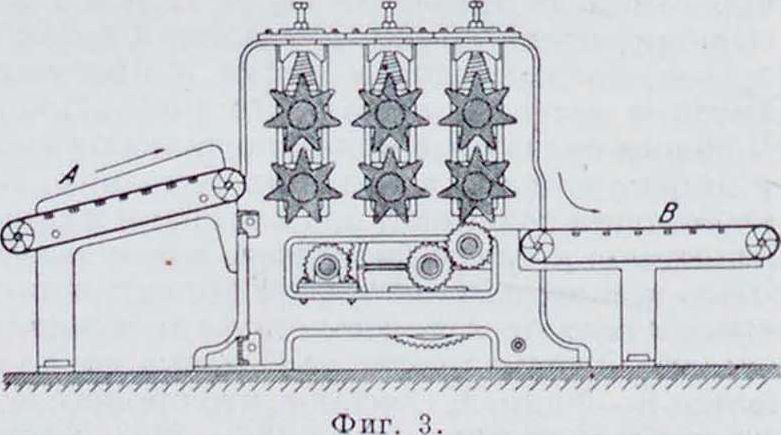
Прядение Д. В зависимости от своего назначения пряжа получается двумя способами: коротким прядением и длинным. По первому способу получается пряжа до 12-го номера, по второму—более топкая, до 30-го номера, а в последнее время, благодаря усовершенствованию техники прядения Д.,— даже до 35-го номера. Д. поступает на фабрику сильно спрессованным и для предварительного разрыхления поступает на машину — кипоразбиватель, представленный па фигура 3. Материал кладется на бесконечное полотно А и подводится им к первой паре рифленых вальцов, которыми он разминается и затем передается следующей паре; по выходе из последней пары (третьей) материал падает на отводящее бесконечное полотно В. Нижние вальцы—принудительного движения, верхние — нажимные. Число об/мин. главного вала равно 80. Производительность машины—одна кипа в 2 минуты.
Следующей операцией является умягчение Д. при помощи поливки и пропитки его эмульсией (из воды, масла, ворвани, мыла ит.п.). Такое умягчение производится двояким путем: или джутовые пучки укладывают рядами венециалъныеящики и каждый ряд поливают из ручной лейки или рукава, или же поливка производится непосредственно на мяльной машине и после этого джут укладывается в специальные ящики. Наиболее употребителен первый способ. При поливке необходимо смачивать обильнее комлевые части, как наиболее грубые и жесткие. В виду жесткости джутового волокна процесс эмульгирования имеет важное значение для всего дальнейшего процесса прядения. Количество и состав употребляемой эмульсии зависят от качества волокна. Летом поливка должна быть больше в виду быстрого высыхания, зимою — меньше. Наиболее употребительны следующие рецепты замасливания (считая на 1 тонна волокна):
1) воды 160—240 л, ворвани 10—22,5 килограмм, минерального масла 10—13 килограмма; 2) китового жира 6,7 л, тюленьего жира 6,7 л, минерального масла 6,2 л, мыла 1 килограмм и воды 133,2 л; 3) для тонкой пряжи—китового жира 10,5 л, тюленьего жира 10,5 л, минерального масла
3,6 л, воды 133,2 л. Па некоторых ф-ках СССР применяется следующий состав: дельфиньего жира 8 килограмм, зеленого мыла 1,5 килограмм. кальцинированной соды 1,4 килограмма, каустическ. соды 0,3 килограмма, керосина 2 килограмма, олеонафта 23,5 килограмм и воды 300 л. Важно, чтобы волокно пропиталось равномерно по всему ящику,и потому оно выдерживается в нем, в зависимости от помещения и качества волокна, 244-48 час.
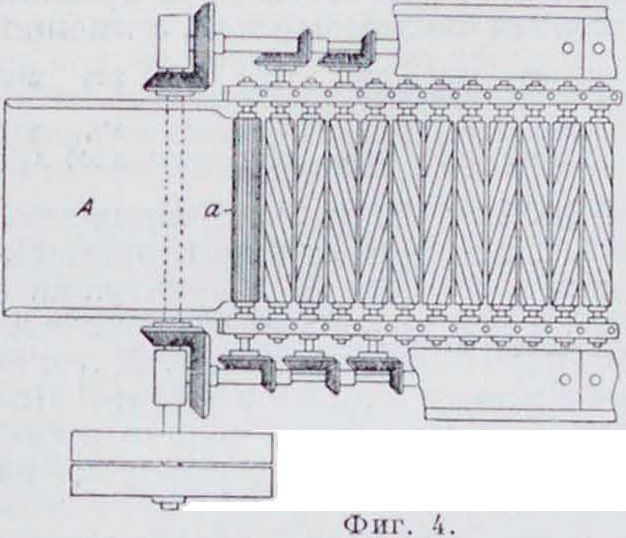
Следующим процессом является механич. мягчение. Эту работу выполняют на джутовых мялках разных типов и форм. Б мялке у-да Lawson (Лидс) имеется fi пар рифленых вальцов, расположенных по дуге круга. Тео-ретическ. производительность этой машины равна 7 νι за 8 часов работы. В промышленности пользуются преимущественно мялкой типа Urquhart, Lindsay & С° (фигура 4). Б ней имеется 39 пар плющильных вальцов, из которых нижние—приводные, верхние— нажимные. Первая а и последняя b пары имеют прямые рифли, расположенные параллельно оси вальцов, в остальных—рифли идут по винтовой линии, чередуясь направлениями. Вследствие такого расположения рифлей происходит распластывание материала, разделение пучка и слипшихся в ленточку волокон. Материал подается к первой паре вальцов вручную по столу А. Теоретическая производительность мялки Urquhart при 135 об/м. главк, вала—11 тонна за 8 часов. Для получения хорошего и однородного прядильного материала необходимо отрезать или отрубать грубые комли; иногда удаляют также и верхушки. Удаленные комлевые и верхушечные части перерабатываются в пряжу низшего сорта. Удаление комлей производится разными способами: в одних случаях отрезают острым ножом или косой, обрубают топором, в других это делают машинным способом на разрывных или отрезочных машинах, в третьих— прочесывают комли на специальных расчесывающих машинах.
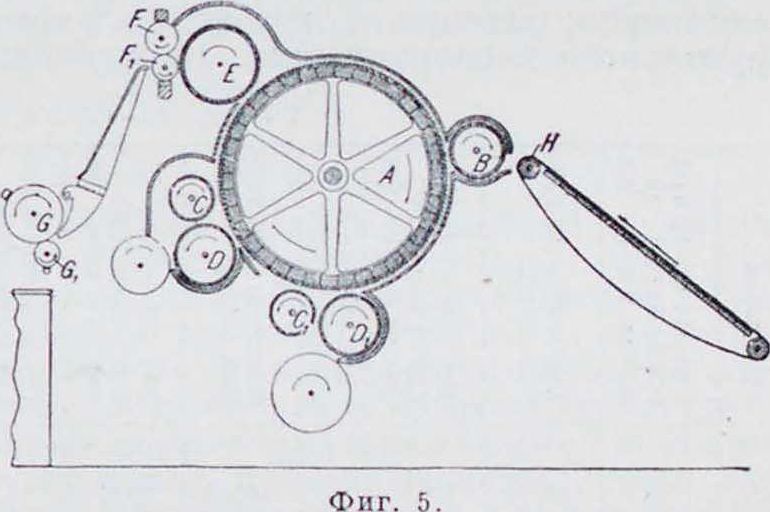
После этого волокно джута готово к следующему процессу: п р е д п р я д е н и ю. В зависимости от характера прядения—короткого или длинного—волокно подвергается разной обработке. При коротком прядении волокно поступает прямо па карду. Этот процесс называется кардован н-е м. Основной целью кардования является: разъединение слипшихся волокон, разделенно пх на технич. волокна, разрывание на более короткие, удаление пыли и коротких волоконцев и получение ленты. Эту операцию выполняют кардные поверхности, равномерно усаженные иглами. Прежде всего Д. поступает на т. и. г р у б у го кард у (Breaker card), где подвергается воздействию игол главного барабана или цилиндра (фигура 5), затем первого очистителя, первого рабочего вальяна, второго очистителя и второго рабочего вальяна. Т. о. происходит разъединение, разрывание и распрямление отдельных волокон, которые выходят между рифлеными чугун, вальцами в виде широкой ленты. Работа основана па действии игол, имеющих перекрестное направление; передача с одной рабочей поверхности на другую обусловлена разностью периферии, скоростей, Карда завода James F. Low & С° (Мани-фит близ Денди) изображена на фигуре 5: цилиндр А, питатель В, рабочие вальяны С и Cltочистители D и D, съемный вальян жестяного барабана F, вытяжной цилиндр Flt выпускные цилиндры G и Glt деревянный ролик бесконечного полотна 11. Производительность карды—около 1 тонна за 8 часов. Средняя длина технических волокон в ленте с грубой карды равна 50 cat. Грубые карды бывают: 1) с одним съемным вальяном и двумя парами рабочих очистителей, расположенных внизу машины (Single doffer breaker card), 2) с тем яге количеством цилиндров, но расположенных вверху машины (Up striker breaker card), и 3) с двумя съемными вальянами и двойным числом остальных цилиндров (Double doffer breaker card). После грубой карды волокно джута в виде лепты переходит на топкую карду (Finisher card). Эта машина работает по тому же принципу, как и грубая карда, но выполняет дальнейшую, более тщательную обработку волокон: дополнительно укорачивает их с приданием возможной равномерности, очищает, выпрямляет и, наконец, сообщает им некоторую «параллелизацию», нарушенную грубой кардой. Кроме того, на тонкой карде происходит сдваивание и вместе с тем уравнивание ленты. Топкая карда имеет более частые и более тонкие иглы (гарнитуры). Питание тонкой карды происходит двумя путями: или лента с грубой карды непосредственно переходит на бесконечное полотно тонкой карды, или же грубокардные ленты
предварительно соединяются в виде двух или трех свитков па особой машине (Lap machine) и затем уже передаются питателю кардмашннм. При этом способе возможна дублировка до 18 лент, тогда как обычно она не превышает 10. В зависимости от требуемого номера пряжи тонкие карды бывают:
1) с одним съемным и тремя парами рабочих цилиндров, 2) с одним съемным и четырьмя парами рабочих цилиндров и 3) с двумя съемными и четырьмя парами рабочих цилиндров. Производительность такой карды определяется в среднем в 525 килограмм за 8 часов. Топкие карды изготовляются теми нее фирмами, что и грубые карды.
Для дальнейшей обработки после кардова-ния применяются так. паз. ленточные машины. Задача ленточных машин заключается в том, чтобы ленту с тонкой карды дублировать, вытянуть и расположить волокна параллельно. Основную часть ленточных машин составляет гребнечесальный аппарат. В зависимости от назначения и качества пряжи волокно проходит через две или три ленточных машины, которые в основном построены на тех нее принципах, что и ленточные машины па льняных ф-ках. Для более грубой пряжи работают на двух ленточных машинах, для более тонкой—на трех. На некоторых предприятиях для получения более ровной и чистой пряжи даже средние и низкие номера подвергаются проработке па трех ленточных машинах. Вторая ленточная имеет лишь более тонкие и частые иглы, чем первая, и расстояние между приемными и вытяжными валиками во второй меньше, чем в первой; третья ленточная имеет еще более тонкие и частые иглы, чем вторая. Каждая ленточная машина имеет не менее трех самостоятельных головок. В зависимости от устройства гребнечесального аппарата, различают три типа ленточных машин: 1) Rotary drawing frame с вращающимся цилиндрическим гребнем;
2) Pushbar drawing frame, в которой гребни движутся от зубчаток; 3) Spiral drawing frame, в которой плоские гребни получают движение от червяка. С последней ленточн. машины лента поступает на машину, имеющую назначение произвести дальнейшее вытягивание, прочесывание, а после этого скручивание и намотку на катушку. Эта часть работы относится к грубопрядильному процессу и производится на банкаброше. Для установления степени крутки существуют специальные таблицы соответственно номерам пряжи. Банкаброш состоит из механизмов: вытяжного, гребнечесального, крутильного и навивального. Банкаброши о 71 · GO · 8
Ь час. равна - ярдов; весовая про-
а у ΝΕ 36
нзводнтолыюсть в английских фн. за 8 часов равна
/_п_бо18_. 30() i _ ау^Е-36 /NE
Последним процессом для получения пряжи является работа прядильного ватера, который превращает ровницу в пряжу. На этой машине достигается необходимая тонина при помощи вытягивания ровницы в пределах соответствующего номера и производится окончательная крутка для получения крепости. Пряжа затем наматывается на катушку. Прядение (смотрите) джута производится на сухом ватере; мокрое прядение, вследствие малой длины элементарных волокон, не практикуется. Ватеры двусторонние бывают с разным числом веретен, а именно:
| Число веретен Деление вере | 128 | 144 | 160 | 172 | 184 | 200 | 216 |
| тена в дм. | 5 | 47, | 4 | 3>/« | 37, | 37« | 3 |
| Число об/м. | 2 000 | 2200 | 2800 | 3 000 | 3 200 | 3 400 | 3 600 |
Для пряжи от 1 */2 до 27г применяются катушки в 5", для №№ от 4 до 0 применяются катушки в 4", для № 10—катушки в 37а или З3/,". Этим процессом заканчивается процесс короткого прядения. Длинное джутовое прядение (Jute line gam) разнится от короткого только в части подготовки ленты. Вместо пропуска на кардах волокно после отделения от верхушечных и комлевых частей обрабатывается на чесальных машинах (геклинг). Затем, для получения ленты, Д. поступает на раскладочную машину. Длина волокна после раскладочной машины доводится до 75 см, в то время как в коротком прядении после кардования она доходит до 25—35 еж.
С прядильного ватера как длинного, так и короткого прядения пряжа поступает на клубочные или шпульные машины, после чего передается в ткацкий отдел для выработки тканей. В табл. 1 приводятся примерные
Таблица 1. — Планы
| !
g с“ G % |
Ставка на 12 ярд. грубокардн. полотна в англ. фн. | Вытяжка на грубой карде | Вес 300 ярдов грубокардной ленты в англ. фн. | л
G О gg — Г3 п ~ G О |
Вытяжка на тонкой карде | Вес 300 прдов тонкокардной ленты в англ. фн. | Сдваивание на l-tt ленточной
. |
| iV. | 28 | 13,00 | 53,8 | 10 | 16,00 | 33,6 | 4 |
| 2 | 30 | 13,32 | 56,3 | 10 | 12,48 | 45,1 | 4 |
| 3 | 30 | 13,32 | 56,3 | 10 | 12,48 | 45,1 | 4 |
| 4 | 30 | 13,32 | 56,3 | 10 | 14.26 | 39,5 | 4 |
| 3 | 30 | 13,32 | 56,3 | 10 | 14.26 | 39,5 | 4 |
| 6 | 21 | 9,70 | 54,1 | 10 | 14,26 | 37,9 | 4 |
| 7 | 21 | 9,70 | 54,1 | 10 | 14,26 | 37,9 | 4 |
строят на 5G, 64, 72, 80 веретен. Размер катушек 10x5”, число об/мин. веретена-^700, производительность банкаброшного веретена в 1 мин. равна —^—, где п—
«l/NE
число оборотов веретена, а—коэфф. крутки, ME—англ, номер, то есть число мотков по 300 ярдов в 1 англ, фунте (1 ярд=ЗС”). Отсюда теоретическ. производительность за прядения д ж у т а.
| 11 3 5 | Вес 300 ярд. ленты ι-ft ленточной в англ. фн. | — Г"
*** о о — Ξ b η н а G G & л К а _ П-т 0*1 |
C-J
сЗ £ О ~ ? с 2 35 са g |
Су О G (— >0.
fig G Э.- Ь © *1 Λ ~ О О О о sz о ** з сз н a |
О
σί rt w 4> gi sf P3 tc |
Вес 300 ярд. ровницы в англ. фн. | Вытяжка па прядильном ватере |
| ,00 | 33,6 | 2 | 4,50 | 15,0 | 6,00 | 2,5 | 3,75 |
| , 50 | 40.0 | 2 | 7,86 | 10,2 | 5,00 | 2,0 | 4,00 |
| ,50 | 40,0 | 2 | 7,86 | 10,2 | 5,00 | 2,0 | 6,00 |
| 1,25 | 37,1 | 2 | 6,30 | 11,7 | 8,31 | 1,4 | 5.68 |
| 1,25 | 37,1 | 2 | 6,30 | 11,7 | 8,31 | 1,4 | 7,10 |
| 1,25 | 35,7 | 2 | 6,30 | 11,3 | 8,00 | 1 ,4 | 7,80 |
| 1,25 | 35,7 | 2 | 6,ЗН | пл | 8,00 | 1,4 | 9,10 |
планы прядения для номеров от Р/аДо 7 в англ, нумерации (по данным Н. II. Лебедева).
Существуют три способа нумерации джутовой прл-жи: шотландская (NS) указывает число англ. фн. в I i 400 ярдах пряжи; англ, нумерации (NE) указывает число мотков по 300 ярдов пряжи в I англ, фн.; метрическая нумерация (NM), употребляемая реже других, указывает число км пряжи в t кг. Перевод с одной системы нумерации на др. делается по след, ф-ле:
48
NE — .--=1.653575 NM.
NS
Расчет шотландского мотовила: 1 прядь (один оборот мотовила)»!/» ярдам; 120 прядей (1 пасьма)=300 ярдам; 12 наеьм (1 талька, моток)=3 600 ярдам; 4 тальки (I связка, сплидель) 14 4 00 ярдам.
Джутовые изделия. Первое место по размерим выработки занимают мешочные изделия, к-рыо, благодаря гигроскопичности, чистоте волокна и отсутствию костры, а главное—дешевизне, вытеснили во всем мире льняные и вые мешки. Исключение в этом отношении представляет СССР, где льняные мешки до настоящего времени занимают хотя и второстепенное, однако все же довольно значительное место но отношению к джутовым мешкам, которые употребляются для сахарного песка, семян, чая, кофе, риса, перца, цемента, алебастра и прочие С развитием мукомольного дела, благодаря особому свойству джутовой пряжи расплющиваться после пропуска ее через аппретурный каландр и давать весьма плотную застилистую ткань, сильно развилась выработка мучных джутовых мешков. Кроме того, нз Д. вырабатывается упаковочный холст, особенно для хлопка, шерсти, Табаков, фруктов и т. д.
11а производство этих изделий употребляют пряжу ММ 2-гб. На втором месте стоит применение джута для производства ковров. Выработка ковров производится из пряжи ММ 3, 5, 7. Широко распространена также выработка всяких мебельных тканей. Джутовые ткани, после набивки, употребляются для разных декоративных целей. Джутовые ткани получили широкое распространение в линолеумном деле: благодаря способности джутовой прямей хорошо расплющиваться, происходит полное и равномерное покрытие ткани массой линолеума и отсутствуют шероховатости, возникающие при употреблении других видов тканей. В последнее же время, после войны 1914—18 гг., стала широко практиковаться выработка джутового столового белья (скатертей, салфеток). Благодаря дешевизне Д. возможна выработка специальных тканей для гостиниц, ресторанов, кафе, которые употребляют их лишь несколько дней, а затем, не пуская в стирку отправляют для переработки. Производство этих изделий все более распространяется, т.к. техника длинного джутопрядения, значительно усовершенствованная за последние 15 лет, в состоянии выпускать джутовую пряжу относит, добротности и большой тонины до 35-го номера. В последние годы джутовые изделия сильно конкурируют с льняными и выми средней тонины и добротности. Кроме того, джут в производстве примешивают в лен, пеньку, в целях удешевления изделий. Джутовое волокно, обработанное без эмульсии и подвергшееся двойному кардованию, обладает значительной гигроскопичностью и применяется для антисептических целей. Особо стоит применение Д. для выработки канатов, веревок и изоляционной ровницы. Последняя находит широкое применение при прокладке кабелей. Для этой цели вырабатывают ровницу следующих №№: 0,25; 0,5; 0,75; 1; 1,25 и далее 2. При производстве металлических канатов Д. применяется в качестве сердцевины. Отбросы джута после переработки идут для выработки бумаги, а джутовые угары применяются в качест ве обтирочного материала для железнодо-рожных, механических мастерских и т. д.
Энономика. В 1912/13 году в мировом балансе основного текстильного сырья Д. занимал второе место после хлопка, достигая 1 725 350 тонн С 1923 года в Индии происходит бурный рост джутовой промышленности (табл. 2 и 3). Выработка джутовых фабрик
Таблица 2.—Р ост посевов джута в Индии.
| Годы | Посевная площадь пакрах | Выход в кипах | Средний выход на акр |
| 1914. | 3 349 400 | 10 099 500 | 3,02 |
| 1622. | 1 799 900 | 5 938 000 | 3.30 |
| 1923. | 2 741 400 | 8 893 000 | 3,24 |
| 1926. | 3 846 200 | 10 230 000 | 2.66 |
| 1927. | 3 382 100 | 12 187 000 | 3.60 |
| 1928. | 3 160 200 | 9 916 000 (иредвар.) |
Таблица 3. — Рост джутовой промышленности в И н д и и.
| Годы | Число | Число | Число |
| веретен | ткацких станков | рабочих | |
| 1855. | 1 500 | ||
| 1875 ·. | 59 500 | 3 965 | _ |
| 1887/88. | 146 302 | 7 384 | — |
| 1900/01. | 329 900 | 16 059 | 101 630 |
| 1911/12. | 617 519 | 32 927 | 201 324 |
| 1913/14. | 708 716 | 34 033 | 204 000 |
| 1927. | 1 000 000 | 50 354 | 325 000 |
в 1924 году состояла из джутовых мешков—413 700 100 шт. и джутовых тканей — 1 348 700 000 ярдов, не считая других джу-товых изделий. Немалую роль в столь быстром темпе развития джутовой промышленности сыграла дешевизна туземных рабочих рук: заработная плата колеблется от 3 до 0 рупий (рупия=85 коп.) в неделю. За Индией по масштабу джутовой промышленности следуют:
Англия. 274 548 веретен и 12 417 станков
Германия. 204 671 « »8 513 »
В остальных странах джутовая промышленность развивалась значительно слабее. Аме-риканск. джутовая промышленность, начавшая было развиваться до 1910 г., за последние 15—20 лет в виду дороговизны рабочих рук приостановилась. Америка ввозит главн. образ, дешевые джутовые изделия из Индии.
Джутовая промышленность России возникла значительно позлее, чем в других ев-роп. странах. Первая фабрика была построена в 80-х гг. 19 в В России до войны 1914— 18 годов насчитывалось 11 предприятий с 55 000 веретен и 3 800 ткацких станков. Все эти предприятия переработали в 1912/13 г. 44 800 гп. После войны часть предприятий отошла к Польше, Латвии и Эстонии, и в СССР осталось 5 джутовых предприятий: в Харькове, Одессе, Ленинграде, Пушкине (близ Москвы), Кулотине (Нижегородской губернии) с общей суммой в 24 500 веретен и 1 G00 ткацких станков. Ф-ки, которые после 1919 г. работали на смешанном льноджуто-вом волокне, начиная с 1926/27 годах полностью перешли на Д. Ввоз Д. после 1918—19 гг. обнаруживает значительную тенденцию роста: в 1923/24 году ввезено 2 689 т, в 1924/25 годах—7 145 т, в 1925/26 годах—9 726 т, в 1927/28 г—19 500 т, а на 1928/29 г. намечается ввоз 38—10 тысяч т. 11 ближайшем будущем льняные фабрики должны прекратить выработку льняных мешков и холста из льна, — вследствие этого джутовой промышленности СССР предстоит значительное развертывание производства. Выработка союзных фабрик за последний год достигла 45 млн. штук мешков; выработка ближайших двух лет должна быть почти удвоена и доведена до 90 млн. шт. Джутовые фабрики б. ч. объединяются с выми и входят в единые -джутовые тресты (Ленинградский и Украинский). Общее количество рабочих, занятых в джутовой промышленности, достигает 13,5 тыс. чел. Производительность одного веретена колеблется от 1,3 до 1,6 килограмм в час. Джутовые фабрики, оборудованные английскими машинами для короткого прядения, вырабатывают пряжу JN’»№ 2—6. Выпускаются преимущественно мешки (сахарные, провиантские, цементные, алебастровые, рисовые, экспортные и др.) и упаковочный холст. Благодаря более грубому волокну Д. по сравнению со льном, джутовые изделия на 20% тяжелее льняных. Джутовые мешки имеют меньшую оборачиваемость, нежели льняные.
Быстрое развитие джутовой промышленности во всем мире объясняется гл. обр. дешевизной этого вида сырья, потому что при всех колебаниях цен Д. всегда дешевле льна, с которым ему приходится конкурировать. Европейские льняные и джутовые фабрики во всех своих производственных планах и калькуляциях подходят к цепам на джутовое волокно исключительно по сравнению с другими лубяными волокнами, в первую очередь—со льном и й. Разница в ценах становится еще более разительной, если учесть разницу в угарах производства между Д. (3—5%) и льном соответствующего качества (21—26%).
За последние годы, учитывая, что техника дает возможность использования Д. для более высоких номеров пряжи в качестве примеси к пеньке и льну, что цены па Д. имеют тенденцию к повышению, а также по другим экономии. и политич. причинам, в целом ряде стран начали изыскивать другие волокна, которые могли бы заменить Д. в грубых тканях. СССР, наиболее заинтересованный в освобождении от зависимости в английском сырье, начал с 1924 г. культивировать кенаф (смотрите Волокна прядильные, ке-и а ф), к-рый по своим прядильным свойствам может заменить Д. в мешочной промышленности. По предположению правительственных организаций, кенаф должен в СССР в ближайшие 5 лет вытеснить полностью импортируемый джут.
Лит.: Лебедев Η. Н., Прядение джута, Л., 1927; Угаров Λ., Механическая обработка джута и кенафа, М., 1898 (устар.); Ш а п о ш и яков В. Г., Общая технология волокнистых и красящих веществ, Москва—Киев, 1926; Федоров С. А., Мехаиич. технология волокнистых веществ, М., 1909; А р х а н-гельский А. Волокна, пряжа, ткани, М., 1914; WoodhouseT. а. К 1 d g о и г р., Jule a. jute Spinning, pari 1, Manchester, 1920; <Flax, Hemp a. Jute Yearbook», Belfast, 1925; Wolf R., Die Jule,
ihre Industrie u. volkswirtschaftliche Bedeutung, B., 1913; Kertcsz A. Die Textllindustrie samt holier staaten, Brschw. 1917; 1> f u h 1 li., Jute u. ihre Ver-arheitung, B., 1888—ill. Б. Миренсний.