 > Техника, страница 44 > Долбление
> Техника, страница 44 > Долбление
Долбление
Долбление, операция выработки отверстий. обычно некруглого сечения, причем режущая кромка инструмента двигается поступательно и параллельно оси отверстия. Различают Д. по дереву и по металлу.
Д. по дереву применяется преимущественно для получения гнезд, то есть отверстий прямоугольной формы, в которые вставляют шины для достижения прочного соединения двух кусков дерева. Д. производится ручным или механическим способом.
Ручное Д. по дереву производят стамеской и долотом (смотрите). Долото вгоняется в дерево ударами кианки — молотка из твердого, хорошо выдерживающего удар дерева: граба, бука, карельской березы, самшитаит.д. Кианка имеет вид цилиндра или слегка вогнутого параллелеиипеда.Иногда кианкаотливается из чугуна или меди с выемками па гранях, в которые вставляются деревянные колодки.
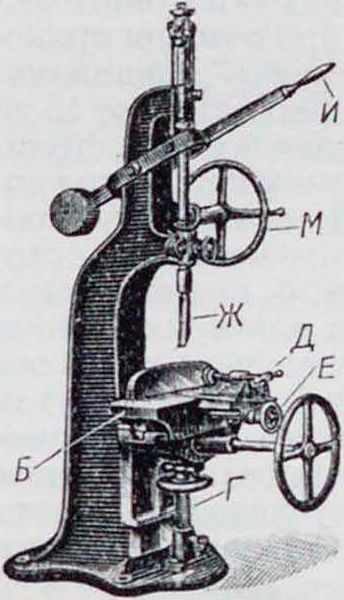
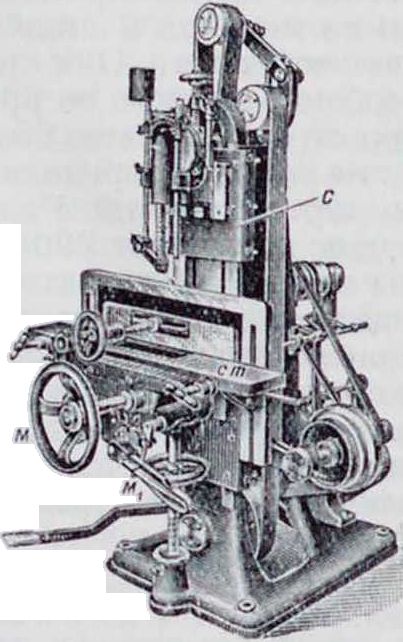
М е х а и и ч. Д. производят при помощи долбежных станков, к-рыеделятся на ручные и приводные. Ручной долбежный станок (фигура 1) состоит из чугунной станины и стола Б, перемещающегося в продольном направлении; при помощи установнтельного винта Г и маховичка стол перемещается в вертикальном направлении. Обрабатываемый брус закрепляется на столе в тисках Д и вместе с ними устанавливается в поперечном направлении посредством винта с маховичком Е. Режущий инструмент состоит из долота Ж, приводимого в движение рукой при помощи рычага И. Маховичок М служит для придания долоту необходимых углов поворота и для вращения сверла, если машину используют в качестве сверлильного станка. Долото обыкновенно берут но ширине равное требуемому гнезду; длина же гнезда достигается продольным перемещением стола с зажатым брусом. При Д. твердых пород необходимо предварительно высверлить отверстие для первого прохода долота; отверстие обыкновенно делают посредине гнезда и, начиная с этого места, долбят сначала в одном направлении, затем поворачивают долото на 180° и выдалбливают другую половину. Ручные станки б. ч. строят вертикальные.
Приводные станки по характеру работы можно свести к 3 типам: 1) долбежные станки с переменно-возвратным движением долота, 2) станки с четырехугольным пустотелым долотом, внутри которого вращается сперло, и 3) станки, режущим инструментом которых является бесконечная цепь, снабженная остриями.
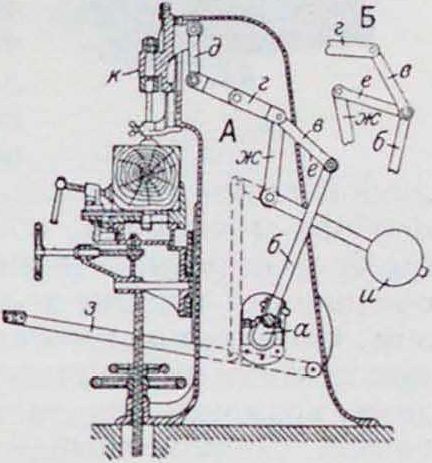
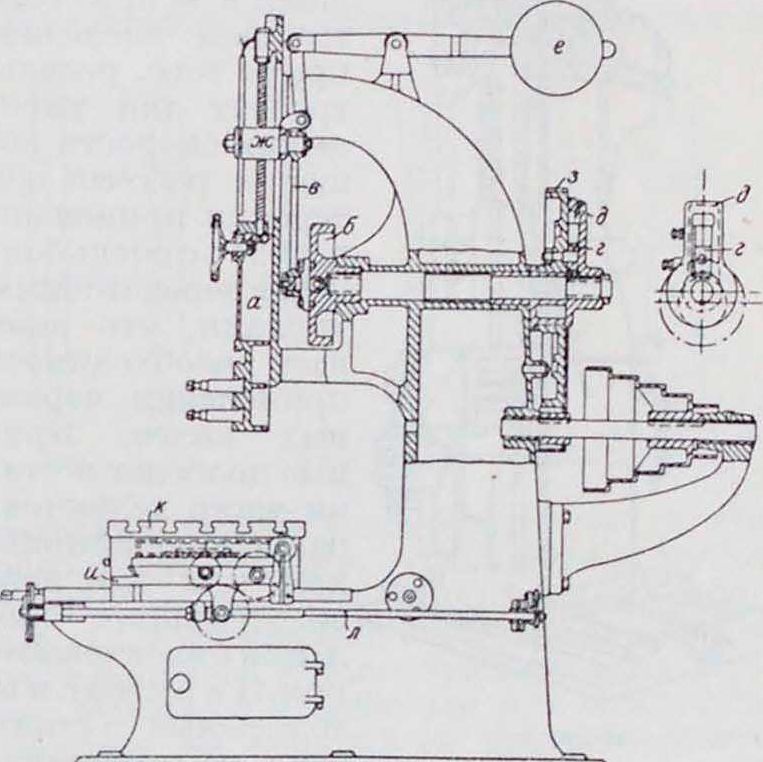
Первый тип станков (фигура 2) по конструкции отличается от ручного станка лишь тем, что долото приводится в движение не от руки, а от приводного механизма; эти станки
Фигура 1. Фигура 2.
часто снабжены сверлильным приспособлением, приводимым в движение от шкива. Стол перемещается во всех трех направлениях от руки при помощи маховичков или педалью. Движение долоту сообщается от кривошипа а через посредство шатуна б, серьги в, рычага г и тяги ό; головка шатуна соединена тягой е с коленчатым рычагом э/с, приводимым в движение педалью з. Противовес и стремится привести части в положение, указанное на фигуре 2, А; при этом тяга е и серьга в совершают колебательное движение, а ползун к с долотом стоит на месте. По мере опускания педали з коленчатый рычаг ж отводит серьги в и е в положение, указанное на фигуре 2, Б, и ползун начинает двигаться вниз, совершая одновременно переменно-возвратное движение с возрастающей но мере опускания ползуна амплитудой. В других станках амплитуда колебаний ползуна неизменна, а подача осуществляется подъемом стола. Для Д. твердых пород необходимо предварительно просверлить отверстие. О долотах для механич. Д. см. Долото. Часто употребляют двустороннее долото во избежание необходимости его поворачивания. Долото в современных станках делает до 500 ходов в минуту. Нормальная мощность 2-^3 №. В общем этот тип станков дает хорошие результаты только для мягких пород дерева. При долблении твердых пород кпд уменьшается наполовину, так что результаты хуже, чем у других типов.
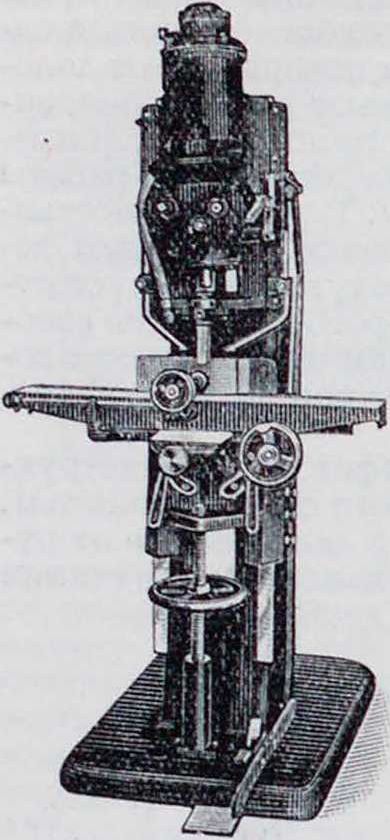
Второй тип долбежных станков (фигура 3) работает одновременно сверлением и дол-особенпость этих станков— инструмент, состоящий из квадратн. пустотелого долота, с вращающимся внутри его винтовым сверлом. Сверло вращается со скоростью до 4 000 об. в мин. и приводится в движение от мотора непосредственно или через шкив; салазки лее с долотом на легких станкахприводятся в поступательное движение от руки, при помощи рычага с противовесом, а на тяжелых— автоматически, при помощи кривошипного механизма. Долото делает от 15 до 40 ходов в мин. Количество ударов и ход долота можно регулировать. Остановка станка м. б. произведена в любой точке хода салазок или применением особого механизма, сообщающего салазкам быстрое обратное движение, или же путем соединения педали холостого хода с тормозом. Стол станка имеет двойное перемещение при помощи маховичка и зубчатой рейки,что дает возможность выдалбливать длинные гнезда. Современные станки часто снабжены эксгаустером для удаления стружек.
В нек-рых станках стол вращается вокруг горизонтальной оси, что дает возможность долбить гнезда с наклоном до 45°.
Станки с пустотелым долотом работают точно, имеют сравнительно больший кпд, чем первы и ти п, в особенности при долблении твердых пород.
Для долбления глубоких квадратных дыр этот станок незаменим. Главн. его недостаток—трудность натачивания долота.
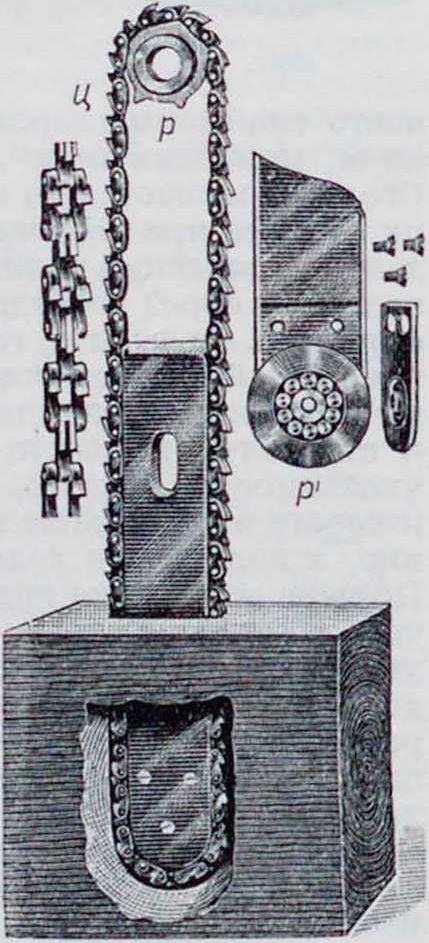
В последнее время значительное распространение получил 3-й тип вертикальных долбежных станков, в которых режущим инструментом служит бесконечная цепь ц (фигура 4) с заостренными зубьями,.охватывающая наверху зубчатое колесо р, которым она приводится в движение; внизу цепь ходит по ребрам направляющей пластинки, снабженной свободно вращающимся роликом р. Пластинка вместе с роликом может перемещаться при помощи маховичка вверх и вниз и закрепляться в желательном положении, благодаря чему можно придать цепи нужную степень натяжения. Верхняя часть цепи вместе с ведущей зубчаткой прикреплена к супор-ту с (фигура 5), к-рый может подниматься и опускаться между направляющими автоматически, нажимом педали п, или вручную, при помощи рычага. Длина хода коробки и скорость подачи могут быть установлены по шкале; для изменения скорости резания (скорость движения цепи) служит ступенчат, ременный шкив. Дерево закрепляется на рабочем столе cm, который передвигается в горизонтальном и вертикальном направлениях помощью маховичков м и ж,. По- п дача включается нажимом педали п, глубина хода супорта фиг. 5.
устанавливается особыми упорками; по достижении нижнего положения супорт автоматически поднимается кверху, и движение цепи останавливается. Зубья цепи (фигура 4) чередуются: один зуб ординарный, другой—двойной,разведенный. При опускании цепи зубья вырезывают гнездо, длина которого равна ширине направляющей пластинки вместе с цепью, а ширина— ширине цепи. Передвигая стол с брусом в продольн. направлении, можно сделать гнездо любой длины. Для очень же длинных гнезд необходимо переставлять брус на столе. Цепь может вырезать гнездо сразу насквозь. Если гнезда не сквозные, то дно их имеет полукруглую форму. Для гнезд разной ширины требуются соответствующие цепи и направляющие пластинки. Впрочем, одна пластинка годится для цепей с разностью ширин до 1,5 миллиметров. Для образования конусообразных гнезд применяют два способа; заменяют четырехугольную направляющую пластинку трапецоида;!ьной или наклоняют стол с брусом. Особое приспособление, прикрепленное к станине и остающееся всегда у выходного конца цепи, срезывает стружки и предохраняет гнездо от расщепления краев. Для заточки зубьев цепи применяют специально приспособленный точильный станок; обрабатываемые предметы зажимаются на столе винтом. Работа такого станка получается чистой, и поверхность стенок гнезд удобна для склеивания; он работает без шума и толчков, но для очень точной работы станки этого типа не годятся, т. к. цепь всегда немного болтается, почему гнездо получается несколько шире самой цепи. Без перестановки бруса на столе можно выдолбить дыры длиной до 300, а иногда и до 000 миллиметров. Ширина гнезд меняется от 0 до 30 миллиметров, глубина—до 350 миллиметров производительность станка—до 200 гнезд средней величины в час: мощность 3,5 J-P. Одна цепь до полного износа может выдолбить до 500 000
блением. Главная же
Фигура з.
гнезд. Помимо этих станков, годных для Д. всякого рода гнезд, существуют станки для специальных работ, наир., автоматич. станки для Д. косых гнезд в оконных жалюзи и дверях; наклон гнезд варьирует от 25 до 30°, производительность—60 гнезд в мин. Далее, строят специальные станки для Д. гнезд в частях гнутой мебели, для выдалбливания гнезд в ступицах колес и т. д.
Лит.: II е т м к о а М. А. Практич. курс столяр-ного искусства, М., 1910; II е с о ц к и и II., Обработка деревсЯ, Л., 1925; е г υ ж е, Оборудованиетехнич, стодярно-строитсл1.иых мастерских и з-дов, М. .1., 1928; М а л ы ш ев В. Λ. и Г а в р и л с и ко Λ. II., Технология дерева, 5 над., Μ. II., 1923; F i s с h е г Л., Die Werkzeugmaschinen, В. 2 Ilolzbcarbeitungs-masebinen, В., 1901; <·Ζ. d. VDI». 1928, i; Lom
bard J. et M a s v i e 1, Cours do technologic «Iu bois, V. 1—2, P., 1911—12. С. Гуревич.
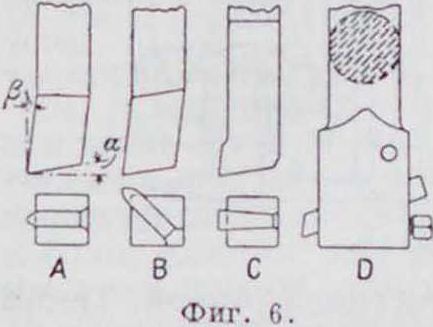
Д. по металлу, кроме некоторых специальных случаев (Д. шпоночных канавок во втулках зубчатых колес), применяют гл. обр. при обработке фасонных отверстий и кривых поверхностей тяжелых или неудобных для зажима предметов. Долбежные станки сходны по своей конструкции с шепингами (смотрите) с той лишь разницей, что движение резца совершается по вертикали и вдобавок обычно по направлению оси резца, а не перпендикулярно к ней, как в поперечно-строгальных станках. Резец совершает рабочее движение, а подача производится передвижением обрабатываемого предмета. Некоторые характерные формы долбежные резцов изображены на фигуре 6: А—нормальный резец для различных работ. В—резец для обработки входящих углов, С—для выемки шпоночных канавок, D—резцовая державка для тяжелой работы. Углы для обыкно-венной работы:а==10 —12°; β ·1 )-5. Долбежные станки бывают следующих типов; 1) кривошипные, 2) кулисные, 8) реечные и 4) винтовые.
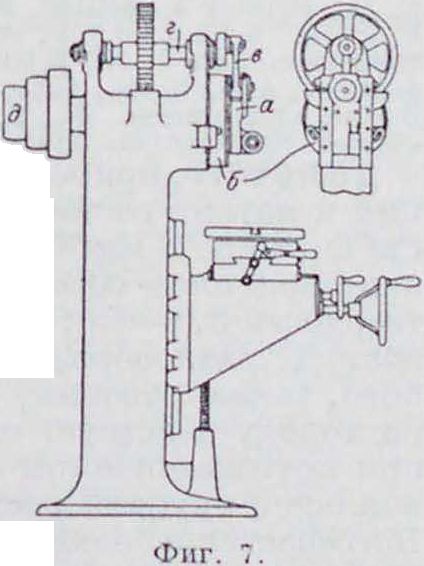
К р и в о hi и и н ы е долбежные станки (фигура 7) делаются обычно малой мощности и применяются гл. обр. для обработки матриц, штампов и для друг, мелкой работы.
Ползун а двигается в направляющих б, которые могут быть устанавли вае мы под небольшим уклоном.
На валу з, приводимом во вращение ременным приводом ϋ через зубчатую передачу, сидит кривошип, сообщающий ползуну а переменновозвратное Движение посредством шатунав. Обрабатываемый предмет помещается на рабочем столе обычного типа. Резец закрепляется помощью особого зажима в ползуне я; в виду того, что движение резца совершается в направлении его продольной оси, пружинения резца бывает достаточно для того, чтобы не портить обра батываемой поверхности при обратном ходе; поэтому устройство откидной доски, как в шепингах и строгальных станках, не является необходимым.
Кулисный рабочий механизм применяется на всех более крупных долбежных станках с целью ускорения обратного хода
Фигура 8.
(фигура 8). Рабочее движение ползун а получает от кривошипа б через посредство шатуна в; вал кривошипа приводится во вращение кулисным механизмом, состоящим из зубчатого колеса з, несущего на себе камень г, и кулисы д, соединенной с валом кривошипа. Путем подбора значений эксцентриситета оси зубчатого колеса и радиуса кулисного камня можно уменьшить продолжительность обратного хода до Vi. а применением нескольких работающих последовательно кулисных механизмов — даже до 1/епродолжительности рабочего хода. Установка величины рабочего хода производится путем изменения величины эксцентриситета кривошипа, а глубина хода ползуна изменяется перестановкой камня ж, для чего служит винтовой шпиндель, вращаемый маховичком. Стол и имеет продольный и поперечный самоходы; кроме того, верхняя часть его к вращается, что позволяет производить обработку закруглений и цилиндрич. поверхностей. Круглый стол имеет также самоход, приводимый в движение от общего для всех механизмов подач валика л, через пару копия. шестерен и сменный перебор. Валик подач л получает движение от фигурной канавки в зубчатом колесе з, сообщающей в верхнем конце каждого хода колебательное движение рычагу; помощью тяги и храпового колеса с собачкой валик поворачивается при этом на некоторый угол. Вес ползуна уравновешен противовесом е.
Для тяжелых долбежных станков оба упомянутые способа непригодны вследствие толчков, обусловливаемых переменой знака усилия шатуна. Поэтому движение ползуну в них сообщается зубчатой рейкой или винтовым шпинделем. В обоих случаях необходимо прибегнуть к изменению направления вращения винта или
рабочей шестерни в концах рабочего хода. Для этого применяются те же способы, что и у строгальных станков нормального типа (смотрите Строгальные станки). Винтовой привод имеет перед реечным преимущество более равномерного хода и более легкого уничтожения игры в гайке шпинделя при срабатывании последней; кроме того, реечный требует для уменьшения скорости вращения рабочей шестеренки применения передач с очень большими передаточными чи, что вызывает необходимость применения червячных колес. Крупные долбежные станки часто делаются с одношкивным приводом или для непосредственного сцепления с электромотором. П е р е н о с н ы е Фигура 9. долбежные станки
(фигура 9) представляют собой станину,снабженную вертикальными направляющими, по которым ходит ползун с резцовым супортом, приводимый в движение одним из описанных выше способов. Эти станки делаются обычно с непосредственным приводом от электромотора и применяются при обработке особо громоздких деталей, которые закрепляются на особой плите, а вся обработка производится переносными станками, устанавливаемыми около места работы. Подача в этом случае осуществляется передвижением всего станка по салазкам при помощи винтового шпинделя. Долбежные станки для обработки паровозных рам строятся по типу переносных станков, с той разницей, что здесь часто употребляется кулисный привод. Несколько паровозных рам укрепляются на станине в форме пакета и подвергаются одновременной обработке двумя или больше долбежными станками. Обычно эти станки снабжаются также сверлильными шпинделями, так что вся обработка паровозных рам совершается в один зажим. Для выборки шпоночных канавок по втулках строятся особые станки, главнейшим отличием которых от нормальных дол-бежных станков является то, что резец приводится в действие механизмом, помещенным внизу рабочего стола; т. о., верхняя часть станины отпадает, и горизонтальные размеры обрабатываемых на станке частей практически не ограничены.
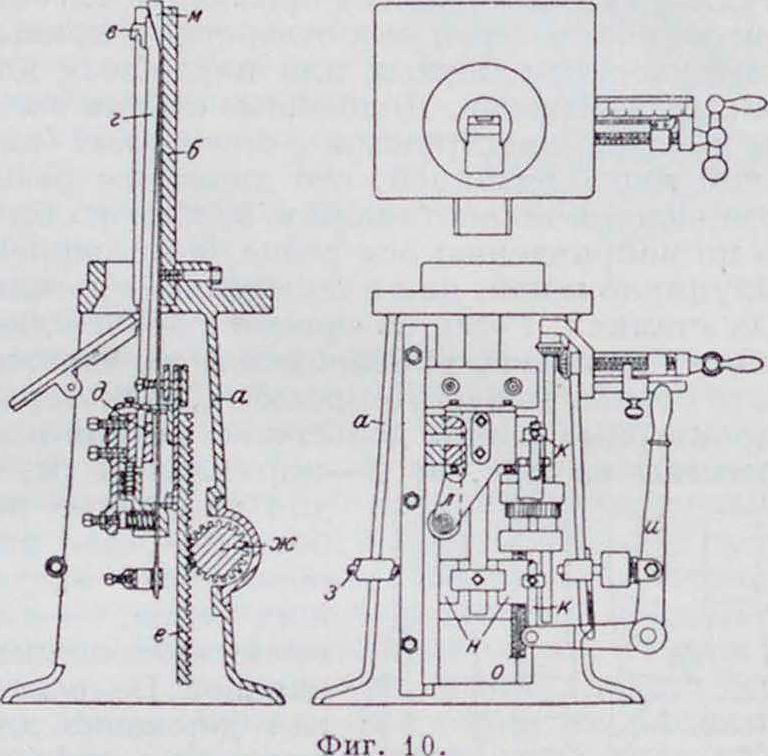
Реечный шпоночно-строгальный станок (фигура 10) состоит из станины с рабочим столом а, внутри которой помещается движущий механизм, втулки б, на которую надеваются подлежащие обработке предметы, резца «, движущего и подающего механизмов. Резцовая державка г закрепляется щеками д в ползуне л, захватываемом супортом о, составляющим одно целое с рейкой е; последняя приводится в движение шестерней ж, вращаемой ременными шкивами прямого и обратного хода, попеременно сцепляемыми с валом при помощи фрикционных муфт. Сцепление муфт производится перемещением тяги з, которая связана с рычагом и, передвигаемым или от руки или автоматически от ползуна при помощи тяги к с двумя уиор-ками. Подача резца совершается путем подъема его клином м, нижний конец которого закреплен в салазках н; особый механизм смещает клин относительно супорта о, а следовательно, и резцовой державки. Область применения Д. по металлу в настоящее время сильно сократилась. Для нормальных частей оно б. ч. заменяется фрезированием; выборка канавок и обработка фасонных отверстий в массовом производстве совершается преимущественно оправками для ушире-ния отверстий; для выработки крупных фасонных частей из листов и плит Д. почти
совсем вытеснено автогенной резкой. Таким образом, в настоящее время Д. применяется преимущественно в передвижных (при обработке крупных частей) и специальных станках (гл. обр. зубострогальных).
Лит.: Г а к р и л е н к о А. П., Мехамич. технология металлов, 2 над., ч. 4, вып. М. 1926; II ϋ I-1 е К., Die Werkzeugmascliinen, В., 1923; Jones I·. D., Planing a. Milling, New York, 1920; Colvin F. H. a. S t a η I e у F. A., Machine Tools a. Their Operation, part 2, N. Y., 1922; MachinerysEncyclopedia, V. 4, 5, N. Y., 1925; «Die Wi.TkzeUgmaschinc»,
Berlin; «Machinery», N. y.—L.; «Maschinenbau», в.;
«Schiess-Nachrichten», Diisscldorf. л. Пввлушков.