 > Техника, страница 44 > Дорн
> Техника, страница 44 > Дорн
Дорн
Дорн, оправка, на к-рую насаживают подлежащую обточке или шлифовке деталь в том случае, когда необходима точная обра ботка ее по отношению к предварительно обработанному отверстию.
Простой Д. (фигура 1) представляет собой отрезок вала, снабженный по краям центровочными отверстиями. Рабочая по- -s-#чй4
верхность а делает- -gg| срг ф"
ся слегка конусной
(наклон образую- фигура 1.
щей к оси 1 : 2 000);
концы дорна в делаются меньшего диаметра и снабжаются отфрезированными площадками б для надежного упора винта по. Обычно дорн изготовляется из инструментальной стали, закаливается целиком и шлифуется на рабочей поверхности, а иногда и в центровочных отверстиях. Перед окончательным шлифованием рабочей поверхности ее подвергают искусственному старению (kilnst-liche Aliening, seasoning) для устранения внутренних напряжений, вызванных закй. Для особо точных работ закаливаются лишь концы Д., рабочую же поверхность оставляют мягкой, так как этим исключается возможность позднейшей деформации ее под действием внутренних напряжений. В аме-рик. практике приняты след, соотношения
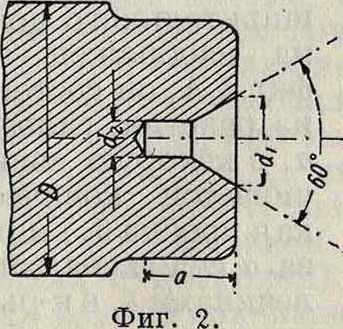
между диаметром дорна и размерами центровочных отверстий (фигура 2; размеры в миллиметров):
| D | d, | d2 | а |
| 6 | 2 | 1,2 | 4 |
| 8 | 4 | 1,5 | 5 |
| 10 | 5 | 2,4 | 7 |
| 15 | 7 | 3.0 | 9 |
| 20 | 9 | 4,0 | 12 |
| 30 | 13 | 5,0 | 16 |
| 40 | 15 | 6,0 | 18 |
| 50 | 16 | 6,5 | 20 |
| 65 | 18 | 7,0 | 22 |
| 80 | 20 | 8,0 | 25 |
| 100 | 22 | 9,0 | 28 |
| 120 | 25 | 10,5 | 32 |
| 150 | 28 | 12,0 | 35 |
Обыкновенные Д. подходят, благодаря малой конусности рабочей поверхности, лишь к отверстиям одного и того же диаметра; даже различие в величине допусков делает иногда их применение затруднительным.
Вторым неудобст
Фигура з. вом является непостоянство положения обрабатываемого предмета по длине Д., что препятствует применению их на станках с заранее установленным набором инструментов; кроме того, простые Д. портят иногда уже обработанные поверхности отверстий.
Для избежания этих недостатков употребляют расширительные Д.;в простейшей форме они состоят из коническ. оправки а (фигура 3), на которую надета разрезная цилиндрическая втулка б; отверстие последней имеет ту же конусность, что и оправка (обычно наклон образующей к оси 1 :100—1 : 200).
Вдвигая оправку внутрь втулки, заставляют ее расширяться; возникающая при этом сила трения между втулкой и оправкой, с одной стороны, и
Фигура 4.
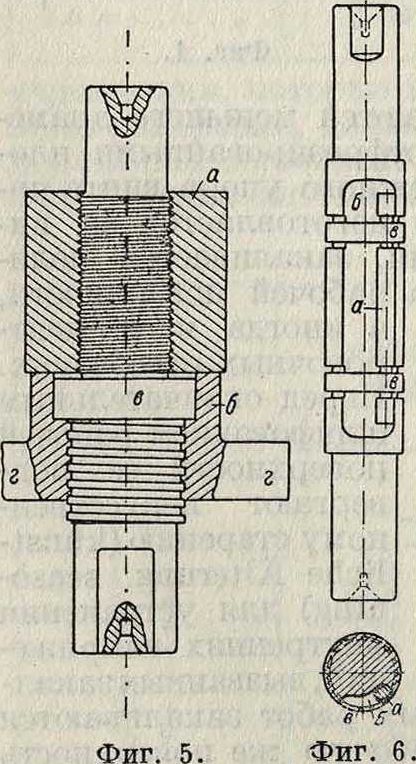
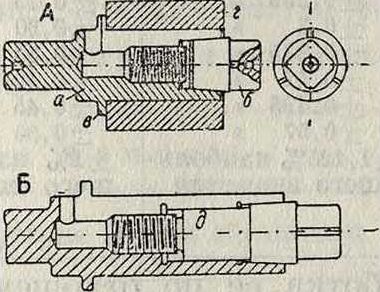
втулкой и обрабатываемым предметом—с другой, бывает достаточно велика для сопротивления силам, получающимся при обработке, Более совершенный тип расширительного дорна изображен на фигуре4,А; он состоит из разрезн. гильзы а, в которую ввинчивается коническая пробка б. Гильза а снабжена заплечиками в, в которые упирается обрабатываемый предмет г и которые обеспечивают неизменность положения его относительно станка. Для особо точных работ необходимо снабдить пробку б особыми цилиндрическими напра вляющими д, гарантирующими совпадение осей гильзы и пробки (фигура 4,Б). Для обточки предметов, снабженных внутренней нарезкой, употребляют Д., изображенный на фигуре 5. В качестве упорки для обрабатываемой детали а употребляют гайку б, снабженную левой резьбой и упирающуюся в момент зажима в заплечики в; гайка б служит одновременно поводком, для чего она снабжена ручками г, г. При обработке, не требующей особо высокой степени точности, часто применяются самозажимающие дорны (фигура 6). Зажимающим элементом служит стальной закаленный ролик а, который может кататься в эксцентричной канавке б и удерживается от выпадения кольцом в; т. о., чем больше давление резца, тем сильнее заклинивается ролик и тем крепче держит обрабатываемый предмет. Для снятия с Д. достаточно повернуть его на небольшой угол в обратную сторону. Все описанные выше системы Д. пригодны лишь для центрирования детали по предварительно обточенному отверстию; для зажима деталей по необработанным поверхностям служат другие приспособления.
Обыкновенные Д. вжимаются в отверстия ударами медного или свинцового молотка; при более тщательной работе для этого пользуются дорнов ы ми прессами (фигура7). Обрабатываемую деталь кладут на вращающийся стол а, снабженный прорезями различной ширины, и Д. вжимают помощью плунжера б, снабженного зубчатой рейкой и приводимого в движение через шестерню ручным маховичком в Когда сила последнего оказывается недостаточной, прибегают к помощи рычага г, действующего на ось шестерни через посредство храпового колеса б; противовес е приводит рычаг г по окончании рабочего хода в начальное положение. В крупных производствах применяют часто трансмиссионные или гидравлические дорновые прессы.
Лит.: Гавриленко А. П., Механич. технология металлов, ч. 4, вып. 2, М., 1925; Гиплер В., Токарное дело п его инструменты в современном производстве, Берлин, 1922; Machinery’s Encyclopedia, V. 1, Ν. Y., 1925. Л. Павлушков.