 > Техника, страница 44 > Дражное дело
> Техника, страница 44 > Дражное дело
Дражное дело
Дражное дело, драгирование (dredging)—механизированный способ разработки россыпных месторождений золота, платины и других полезных ископаемых при помощи особых механизмов—драг.
Описание драги. Драга представляет собою пловучую землечерпательную машину, снабженную приспособлениями для промывки вычерпываемого грунта.
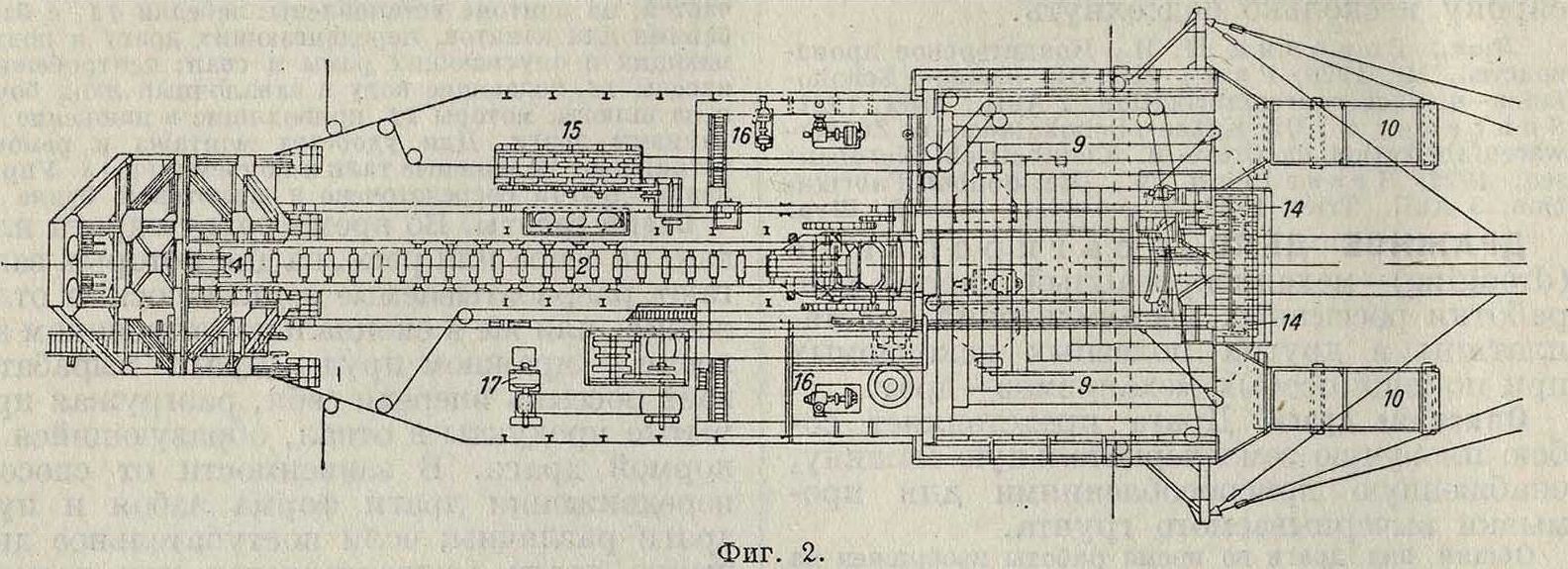
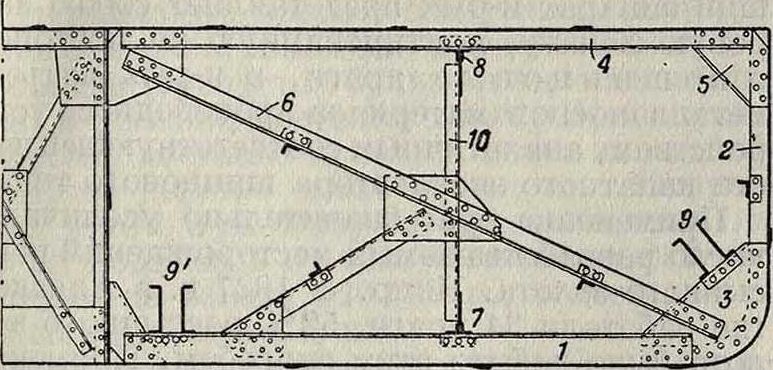
Общий вид драги во время работы изображен на вкладном листе, а схематич. продольныйразрез иплан драги—на фигура 1 и 2. Здесь 1—понтон, на к-ром распо
Крупный материал—галька и валуны—разгружаются у нижнего конца бочки и скатываются по шолобу 11 на нижний конец элеватора, в большинстве случаев представляющего собою ленточный конвейер, установленный на элеваторной раме 12; эта рама подвешена к задней мачте 1-1. Во время работы драга передвигается при помощи канатов или канатов и свай 1 i; сваи подвешены к задней мачте. Кроме указанных частей, на понтоне установлены: лебедки 15, с барабанами для канатов, передвигающих драгу и поднимающих и опускающих рамы и сваи; центробежные насосы 16, подающие воду в завалочный люк, бочку и на шлюзы; моторы 17, приводящие в движение механизмы драги. Для удобства монтажа и ремонта устраивают подвижные тали и подъемники 18. Управление драгой сосредоточено в пилотской будке 19.
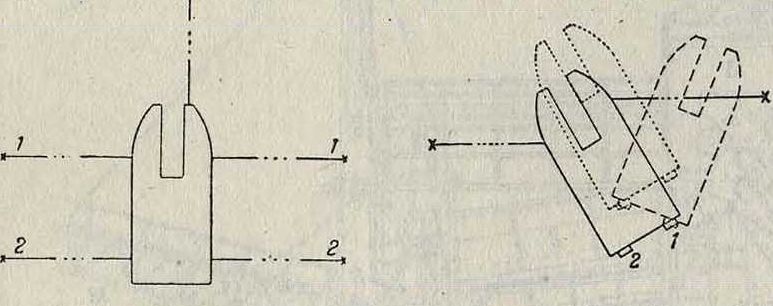
Схема работы. Во время работы драга плавает на озере или реке, на дне которых залегают разрабатываемые металлоносные отложения, или же в специально устроенном водоеме — дражном пруде. Драга вырабатывает россыпь впереди себя, разгружая промытые продукты в отвал, образующийся за кормой драги. В зависимости от способа передвижения драги форма забоя и путь драги различны; если поступательное движение драги осуществляется при помощи каната, то схема работы принимает вид, изо
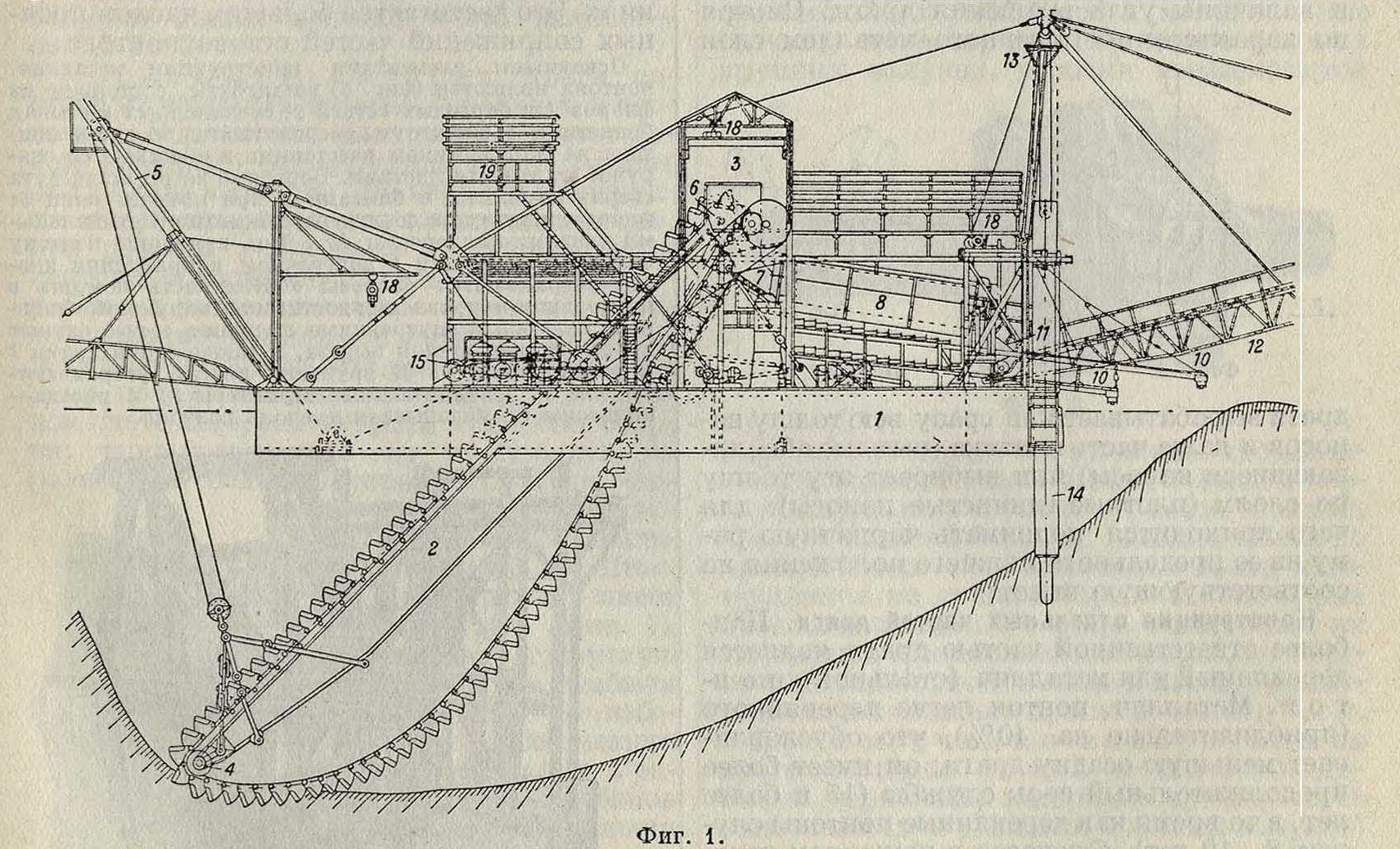
ложены все аппараты драги, 2—черпаковая рама, укре-пленная на центральной мачте 3 и несущая на нижнем конце нижний барабан 4; рама может подниматься и опускаться, вращаясь около оси, проходящей в проушины верхнего конца рамы; нижний конец рамы подвешен на канатах к передней мачте 5. Вокруг чер-паковой рамы ходит цепь черпаков, огибая нижний и верхний 6 барабаны; последний является ведущим и покоится на центральной мачте. Поднятый черпаками материал россыпи (песок, гравий, глина, валуны) вываливается из черпаков при огибании ими верхнего барабана и через завалочный люк 7 поступает в промывочную бочку 8, представляющую собою барабанный грохот. Здесь материал при вращении бочки разделяется: мелкая часть его проваливается через отверстия бочки и поступает сначала на поперечные, а потом на продольные шлюзы 9, представляющие собою низкие желоба прямоугольного сечения, снабженные приспособлениями для улавливания драгоценного металла. Шлюзы устраиваются двусторонние, а на больших драгах и двухъярусные, как это изображено на фигуре 1; правые и левые, верхние и нижние шлюзы разгружаются в колоды 10, которые отводят материал за корму драги. браженный ыа фигура 3; здесь 2—передние боковые канаты, 2—задние боковые канаты, 3—головной канат, натяжением которого достигается нажим черпанной цепи на. В процессе работы драга передвигается от одного борта пруда к другому, описывая дугу окружности, центр которой находится в точке закрепления головного каната. При работе драги на сваях драга вращается около одной из двух свай, причем приводится в движение одним из боковых канатов; на схеме (фигура 4) сплошной линией показано крайнее левое положение драги; из этого положения драга, вращаясь на свае 2, переходит в крайнее правое положение (линейный пунктир); затем свая 2 поднимается, свая 2 опускается, и драга совершает движение в противоположную сторону,
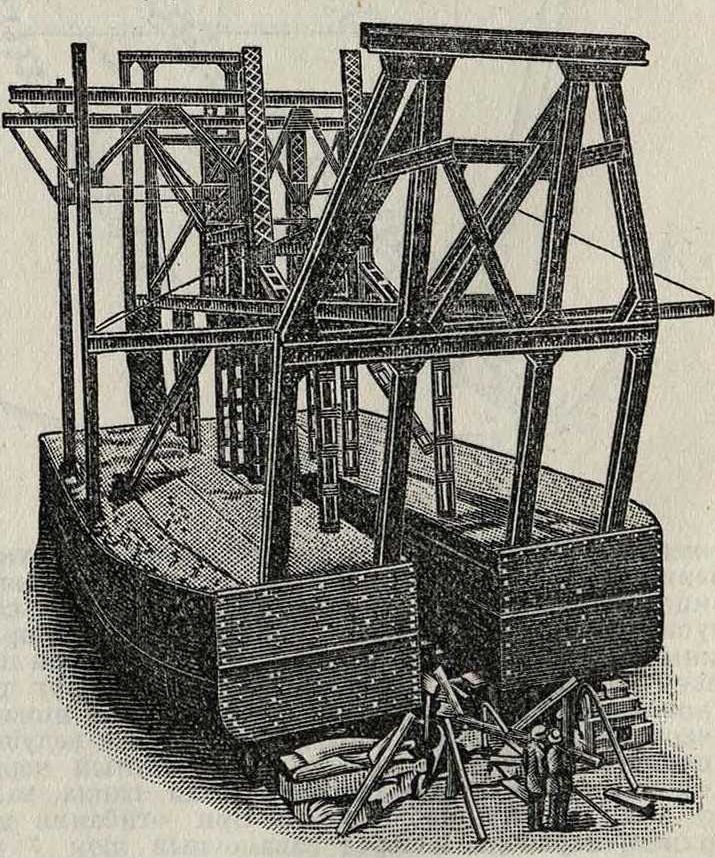
опять в свое крайнее левое положение (точечный пунктир). Однако, это положение не тождественно с предыдущим; за время вращения около свай драга успела продвинуться вперед на некоторое расстояние, называемое шагом драга; величина этого скашивается под некоторым углом к горизонтальной плоскости, для того чтобы разгружающийся со шлюзов материал, образуя отвал на дне дражного пруда, не мешал свободному маневрированию драги. Понтон должен быть особенно жесткой конструкции как в
шага зависит от расстояния между сваями и величины угла вращения драги. Смотря по характеру обогащенного металлом слоя
j
Фигура 3. Фиг.?.4.
драга вырабатывает или сразу всю толщу наносов и даже часть плотика (рыхлые обваливающиеся наносы) или выбирает эту толщу по слоям (плотные глинистые наносы), для чего приходится поднимать черпанную раму из ее предельного нижнего положения на соответствующую высоту.
Конструкция отдельных частей драги. Наиболее ответственной частью драги является деревянный или металлич. (стальной) п о н-т о н. Металлич. понтон легче деревянного (приблизительно на 40%), что обусловливает меньшую осадку драги; он имеет более продолжительный срок службы (15 и более лет, в то время как деревянные понтоны служат 8—10 лет), безопасен в пожарном отношении и требует меньшего ремонта. Однако, первоначальные затраты на устройство металлического понтона больше, особенно при дальней перевозке к месту работы, при плохом состоянии дорог. В этом случае выгоднее построить понтон на месте, если, конечно, имеется поблизости годный для постройки лес. Сооружение деревянного понтона требует высокосортных сухих лесных материалов и точной работы. Общий вид понтона изображен на фигуре 5. Понтон имеет в передней части вырез для прохода черпающего аппарата; наружные углы понтона в передней части скашиваются или закругляются в целях более полной выработки угловых частей дражного пруда; в некоторых случаях (при небольшой глубине черпания) дно понтона в кормовой части (иногда и в передней)
продольном, так и в поперечном направлениях. Это достигается большим числом прочных сопряжений частей остова понтона.
Основными элементами конструкции металлич. понтона являются (фигура 6) шпангоуты, состоящие из Флоров 1 и бортовых ветвей 2, соединенных в стыках бракетами 3; шпангоуты располагаются по длине понтона на определенном расстоянии и обшиваются снаружи стальными листами. Бортовые ветви шпангоута сверху соединены с бимсами 4 при помощи книц 6; флоры шпангоутов соединены с бимсами вертикальными связями-пиллерсами 10. Для придания понтону большей жесткости в поперечном направлении иногда устраиваются раскосы в Жесткость понтона в продольном направлении достигается наружной обшивкой, палубой и внутренними стенками, которые служат продолжением стенок выреза, а также стрингерами 7 и карлингсами 8. В крупных драгах устраиваются еще и дополнительные стрингеры 9, а иногда— кильсоны 9, укладываемые вдоль понтона.
Фигура 5.
Форма и размер сортов стали (угловая, коробочная, тавровая и др.) выбираются в зависимости от размеров драги и распределения нагрузки, которая гл. обр. совпадает с местами укрепления мачт. Большое внимание уделяют способу сочленения мачт с остовом понтона и надлежащей связи между мачта-
ми, которая также увеличивает прочность понтона в продольном направлении. Мачты делают деревянные и металлические. Наиболее опасным местом в понтоне является передняя часть его у выреза; поэтому стенки
ФИГ. 6.
выреза и носовой части делают из более толстых листов; кроме того, понтон разделяется водонепроницаемыми перегородками на несколько изолированных частей. Размеры понтона зависят от мощности дражной установки, а также от глубины черпания; отношение длины понтона к его ширине— от 2,5 до 3.
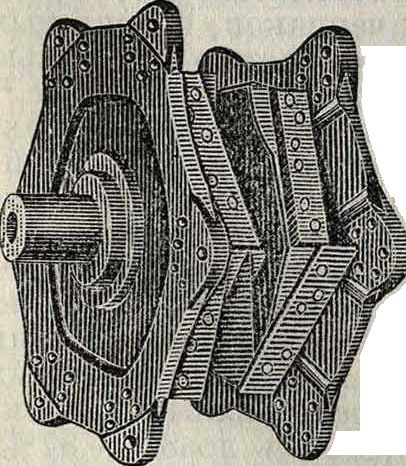
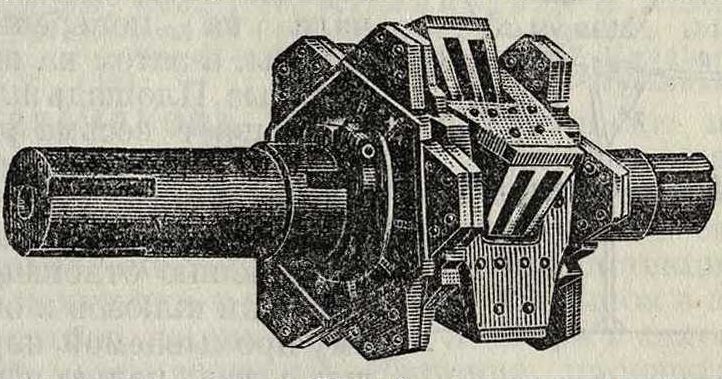
Черпающий аппарат драги состоит из черпаковой рамы, барабанов и черпаков. Черпаковая рама представляет собою клепаную балку, длина которой зависит от глубины черпания. На верхнем конце рама имеет отверстия для прохождения оси, при помощи которой рама подвешивается к центральной станине или к валу верхнего барабана, а на нижнем конце—выступы, несущие подшипники для оси нижнего барабана. На верхней поверхности рамы укреплены ролики, по которым движутся черпаки. На вкладном листе изображена драга в процессе сборки: черпаковая рама еще не поднята, но ролики на ней уже укреплены. Цепь черпаков при своем движении огибает стальные барабаны. Нижний барабан имеет шестигран. (фигура 7), а иногда и круглую формы. Он снабжен ребордами во избежание соскакивания цепи черпаков. Грани обоих барабанов снабжают сменными накладками из марганцевой стали. На Фигура 7. вкладном листе изо бражены нижний конец рамы, нижний барабан и часть цепи черпаков. Подшипники осей нижнего барабана и роликов тщательно закрыты. Верхний, ведущий барабан (фигура 8) укрепляется на валу шпонками и снабжается установочными кольцами во избежание бокового движения. Число граней обычно 6. Особое внимание обращают на прочность оси верхнего барабана, так как она подвергается сильным и неравномерным напряжениям; диаметр ее в больших современных драгах доходит до 0,5 ж. Черпаки непосредственно выполняют работу черпания грунта, и поэтому форма черпака в каждом отдельном случае определяется характером грунта.
Черпаки и в особенности их режущие края (губы) изготовляются из лучших сортов специальных сталей (хромоникелевой, марганцевой). Толщина стенок—от 6 до 10 миллиметров, а толщина губы—до 30 миллиметров вес черпака больших драг достигает 2,5 тонн Черпак состоит из двух или из трех частей; днища с двумя проушинами впереди и выступом сзади, тела черпака и губы. Весьма существенной для бесперебойной работы драги является прочность соединения черпаков в одну бесконечную цепь. В зависимости от способа соединения получается: 1) с п л о rail а я цепь черпаков, когда черпаки следуют непосредственно один за другим (применяется преимущественно в драгах т. н. американского типа) или 2) прерывистая цепь, когда черпаки следуют один за другим с интервалом в один черпак (применяется преимущественно в драгах, т. н. новозеландского типа). Число черпаков, подаваемых драгой америк. типа в одну минуту, 19—22, драгой новозеландского типа 12—13. Сплошная цепь черпаков обеспечивает более спокойную работу драги (менее сильные толчки), но зато, при наличии в россыпи крупных валунов, черпаки изнашиваются
Фигура 8.
быстрее: случается, что их днища продавливаются находящимися в нижележащем черпаке валунами в тот момент, когда черпаки, обогнув нижний барабан, располагаются по прямой линии. Соединительные болты изготовляются из лучших сортов стали: фирма Juba Construction С°, например, изготовляет их из кованой хромо никелевой стали, подвергнутой специальной закалке в масле. Диаметры болтов в больших драгах достигают 0,2 метров.
Промывочными аппаратами на драге являются бочка и шлюзы. Добытый черпаками материал, пройдя через колосники (для удаления крупных валунов) и завалочный люк, направляется в бочку. Назначение бочки—привести материал в достаточно разрыхленное состояние, отделить валуны и крупную гальку и направить на шлюзы материал, содержащий зерна 0 не крупнее 18 миллиметров. На драгах применяются поч-. ти исключительно полые цилиндрич. бочки 0 до 3 метров и длиной до 17 ж; угол наклона бочек ок. 4°. Общий вид бочки изображен на вкладн. листе. Боковые поверхности бочек состоят из приклепанных к каркасу перфорированных листов котельного железа, обычно с круглыми увеличивающимися от верхнего конца к нижнему отверстиями диаметром от 8 до 18 миллиметров. Бочка приводится во вращение от одного или двух роликов трения; кроме роликов, поддерживающих бочку, устанавливаются еще упорные ролики, препятствующие скольжению бочки в направлении уклона. Вода, необходимая при процессе протирки материала, доставляется в бочку под напором через особую трубу. Нижняя часть бочки заключена в кожух, под которым находится распределитель. Назначение последнего—равномерно распределить просеи-вающйся через отверстия бочки материал на обе стороны шлюзов.
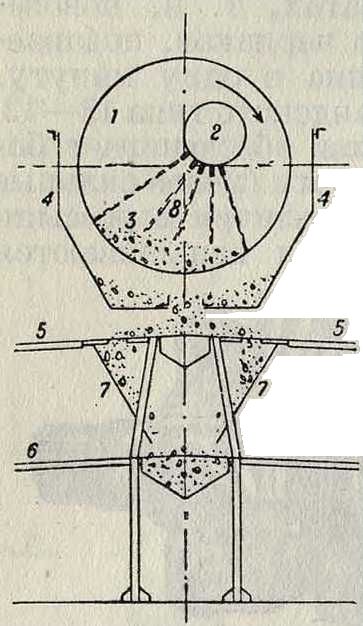
Схематич. изобрашеппе положения бочки, кожуха и шлюзов представлено на фигуре 9: здесь 1—бочка; 2—подводящая воду труба; 3—протираемый материал; 4—кожух; 5—верхний ярус шлюзов; в—нижний ярус шлюзов, 7—вспомогательные шлюзки, направляющие провалившуюся с верхних шлюзов часть материала на нижние шлюзы; 8—вода из насадок водоподводящей трубы, подаваемая под давлением.
Шлюзы представляют собою приспособления, назначение к-рых—улавливать зерна золота, освобожденные из механич. смеси их с песком и глиной. Шлюзы—неширокие (0,6—0,9 м) желоба, часто металлические, установленные с уклоном (0,100 — 0,125) и снабженные трафаретами для улавливания зерен золота (смотрите Гидравлические разработки). Из распределителя материал поступает сначала на поперечные шлюзы, а затем на продольные. Площадь шлюзов бывает весьма раз-g лична, и в новейших драгах заметна уже тенденция к неуклонному увеличению отношения площади шлюзов к объёму промываемой поро-Фигура 9. ды: с этой целью шлю зы располагают и по бокам понтона на кронштейнах. На драгах с емкостью черпака менее 8 фт.3 приходится до 250 фт.2 поверхности шлюзов на 1 фт.3 емкости черпака. При большей емкости черпака устраивают двухъярусные шлюзы. Промытый материал выгружается на некотором расстоянии за кормой понтона, а крупный обломочный материал (галька, валуны) транспортируется в отвал при помощи элеваторов ленточного или коробчатого типа. В новейших драгах устанавливают два, иногда даже три элеватора.
Сваи, около которых драга вращается во время работы, представляют собою железные клепаные или деревянные (из 4 брусьев) балки; они движутся в особых направляющих—сваедержателях, расположенных у кормовой части понтона, и поднимаются мета ллическ. канатами при помощи блоков, укрепленных на задней мачте. Нижняя часть сваи снабжается литым из стали башмаком, которым она врезывается в дно водоема. Вес свай больших драг достигает 60 т.
Насосы, подающие воду в бочку, работают под давлением ок. 4 atm·, остальные насосы снабжают водой шлюзы, завалочный люк и нек-рые другие приспособления. Расход воды приборами драги большой и по объёму равен в среднем десятикратному количеству промываемой породы.
Типы и условия применения драг. Кроме описанного типа (стакерные драги), встречаются, хотя и редко, другие типы:
а) землесосные драги, в которых добыча материала производится при помощи мощного центробежного насоса, засасывающего металлоносный материал со дна водоема;
б) одночерпаковые драги, черпающий аппарат которых представляет собою паровую лопату, монтированную на понтоне, и в) щипцовые драги, в которых подъем металлоносного материала производится устройством, аналогичным соответствующей части канатного экскаватора щипцового типа.
Применение драг значительно увеличило число разрабатываемых месторождений россыпного золота. Напр., в 1927 г. в Аляске, где работали 34 драги, 52% россыпного золота было добыто этим способом. Применение дражного способа разработ1ш требует наличия некоторых предпосылок техиич. и экономия, характера, а именно: 1) россыпь не должна залегать глубоко (так, мощная 17-футовая драга, устанавливаемая на Ленских приисках и спроектированная для глубины черпания в 24 м, является одной из наиболее глубоко работающих драг); 2) если россыпь находится не на дне водных бассейнов, то должна существовать возможность устройства дражного пруда; 3) россыпь должна содержать достаточное количество драгоценного металла и не изобиловать крупными валунами, превышающими размеры черпаков; 4) плотик должен быть «разбурным», то есть поддаваться разрушающему действию черпаков, т. к. в противном случае значительная часть металла будет потеряна (обычно при дражных разработхгах теряется до 20% содержащегося в россыпи металла); 5) россыпь должна содержать достаточные запасы подлежащего переработке материала, обеспечивающие по крайней мере 10-летний срок амортизанци.
Производительность и стоимость драгирования. Теоретическ. производительность драги определяется числом черпаков, подаваемых в единицу времени, их емхсостыо и степенью их наполнения. По емкости черпаков (в фт.3) драги и получают свои определения: трехфутовая, семнадцатифутовая и т. д. Лон-гридж, на основании многочисленных наблюдений над работой новозеландских драг, дает для степени наполнения черпаков пределы 50,2% и 65,8%, в среднем—57%; по данным американской практики, степень наполнения черпаков при благоприятных условиях (рыхлые наносы, рыхлый бедрок, высокий ) поднималась до 85 — 87%, при каменистом же грунте опусхсалась ниже 33%. Кроме того, значительное влияние на степень наполнения оказывает опыт лица, непосредственно управляющего работой драги. Часовая производительность американ. драг в Калифорнии, по данным Дженина (Janin), выражается в следующих цифрах.
1 R ώτ 3 3 5 7 5 13 5
Размеры черпака ^ ; 0 084 0,ш „,210 0,378
Действительная производительность в м3. 47,9 97,8 157,9 308,0
Продолжительность рабочего сезона зависит от климатич. особенностей местности; так, для калифорнских драг число рабочих дней в году, когда возможна работа, нормально равно 363—364; в Аляске это число для драг средней мощности и неглубоко черпа-
ющих колеблется в пределах 1204-150 дн., для Урала и большей части Сибири продолжительность рабочего сезона м. б. принята для мощных драг в 7 месяцев.
На выбор типа драги в смысле ее производительности влияют следующие факторы: запас песков, наличие крупных камней в россыпи (требуется большая емкость черпака) и условия доставки драги. При плохих дорогах доставка драги на место иногда обходится дороже самой драги; так, 17-футовая драга завода Bucyrus, установленная на реке Бодайбо в Ленско-Витимском районе, стоила на заводе 920 000 р., а доставка ее обошлась свыше 1 млн. р.
Стоимость дражных разработок, выражаемая в коп. на 1 ж3 переработанного материала, колеблется в очень широких пределах в зависимости от характера и размеров россыпи, числа и размеров драг, продолжительности рабочего сезона, стоимости рабочих рук, материалов и энергии и величины амортизации. По данным Кливленда, относящимся к 1927 г., 132 драги, действовавшие в Калифорнии в течение последних 28 лет и переработавшие около 760 млн. ж3, показали среднюю стоимость 1 ж3 в 17,6 коп. Стоимость драгирования по отдельным статьям расхода в % от общей стоимости выражается следующими цифрами:
Рабочая сипа.. 21,2
Материалы 0,8
Энергия 19,0
Рабочая сипа при ремонте.. 10,0
Материалы при ремонте.. 89,0
Накладные расходы.-. 10,0
Примером высокой стоимости работ могут служить дражные разработки в Аляске (Yukon Gold С°); здесь стоимость 1 ж3 колебалась от 50,8 до 89,0 к. и выше для отдельных драг, работавших в неблагоприятных условиях; причинами высокой эксгшоатаци-онной стоимости 1 ж3 для аляскинских драг являются: 1) короткий рабоч. период, 2) дорогие рабочие руки и материалы и 3) распространенность вечной мерзлоты (расход по искусственной оттайке этой мерзлоты составлял свыше 50% от общей стоимости дражных работ). Для драг средней мощности (5—7,5-футовых), работавших в пределах СССР, стоимость 1 ж3 колебалась для Урала от 16,0 до 22,4 к. и для Енисейской тайги—от 21,0 до 28,5 к. (по данным комиссии при «Совещательной конторе золото-и платинопромышленников»).
Рабочий и обслуживающий персонал на драге невелик, т. к. все производственные процессы, за исключением сполоска, механизированы. На больших электрич. драгах в Калифорнии команда состоит из 11 чел.: один заведующий драгой, три драгера, три масленщика и четыре подсобных рабочих, из которых один является кузнецом. Иллюстрацией степени механизации всего процесса служит количество человекодней на 1 ж3 добытого драгой материала: для лучших уральских драг оно равно 0,0034-0,025, а для калифорнских—0,0054-0,010; при разработке же россыпей мускульным трудом (Карийские прииски на Алтае) требуется до 0,5. Расход энергии зависит гл. обр. от глубины черпания и особенно от характера ма-ТрртШ россыпи и колеблется в пределах от 1,0 до 1,5 kWh, достигая в особенных случаях 3,1 kWh на 1 м3. При разработке россыпи одной драгой выгодно установить паровую драгу; при одновременной работе двух или более драг или при наличии в районе электрич. станции, установка электрических драг представляется более рациональной.
Крупную статью стоимости драгирования составляют материалы, расходуемые при ремонте драги, что объясняется как большим весом расходуемого металла, так и высокой его стоимостью (специальные стали).
Значение драгирования в деле разработки россыпных месторождений золота весьма велико: громадные золотоносные площади, считавшиеся до введения этого способа нерентабельными, а равно разработки, заброшенные по причине низкого содержания в них драгоценного металла, получили промышленное значение и начали разрабатываться. Данные по истории и статистике Д.д. см. Золотопромышленность.
Лит.: «Уральский технико-экономическ. сборник», Свердловск, 1922, 3; Б а р б о т-д е-М а р н и Е., Драгирование россыпных месторождений золота и платины, М., 1924; «Золото и платина», Л.; «Вестник золотопромышленности», Томск; «ГЖ»; Jan i η С., Gold Dredging in tile U. S., «U. S. Bureau of Mines, Bulletins», Wsh., 1918, 127; Jennings H., History a. Development of Gold Dredging in Montana, ibid., 1916, 121; P e e 1 e li., Mining Engineers’ Handbook, N. Y., 1927. E. Прокопьев.