 > Техника, страница 45 > Дыропробивной пресс
> Техника, страница 45 > Дыропробивной пресс
Дыропробивной пресс
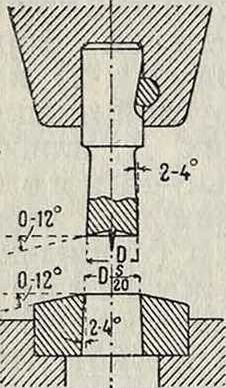
Дыропробивной пресс, станок для пробивки дыр в металле. Пробивание дыр является частным случаем резания, когда режущая кромка инструмента представляет собою не прямую линию (как, например, у ножниц), а замкнутую фигуру, форма которой зависит от формы отверстия выбиваемого этим инструментом. Пробивающий инструмент называется пуансоном, штемпелем, бородком или проком; нижним лезвием служит подкладка (матрица), в которую он входит примерно на 1,5 миллиметров (фигура 1).
Фигура 1. Фигура 2.
Для того чтобы материал не забивался в матрице накрепко (что значительно увеличило бы рабочее усилие), между отверстием последней и пуансоном оставляется небольшой зазор — 5 -Ξ- 6 % толщины пробиваемого материала (часто зазор делают постоянным, равным 0,5 миллиметров). При пробивании дыр материал вблизи отверстия подвергается значительному изменению структуры, вследствие возникающих при пробивке напряжений и деформаций. В виду этого в тех случаях, когда требуются точные и ровные отверстия в материале однородного установленного
Фигура 3. Фигура 4.
качества (например заклепочные дыры для паровых котлов или мостов), предпочитают означенные дыры сверлить, несмотря на то, что пробивка их обходится значительно дешевле (примерно в 3—4 раза).
Упомянутые выше пуансон и матрица закрепляются на Д. п. различным образом. Матрица устанавливается обычно на под кладке, при помощи болтов или клина; пуансон прикрепляется к ползуну Д. п. при помощи конин, или цилиндрич. хвоста и зажимного винта (фигура 1)или посредством клина, к к-рому иногда добавляется зажимной
Фигура 5. Фигура 6.
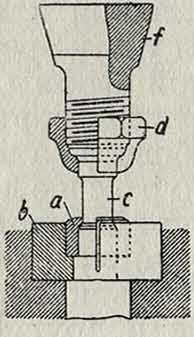
винт. На фигуре 2 представлена конструкция, часто встречающаяся у американок, машин: здесь матрица а вставляется в зажимную подкладку b с прорезом, пуансон же с закрепляется при помощи гайки d в державке /, вставляемой своей верхней частью в соответствующий вырез ползуна.
Д. п. могут быть разделены на 2 группы:
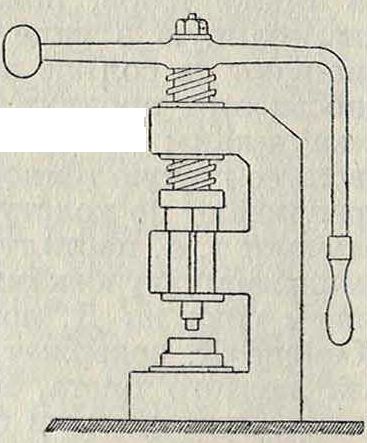
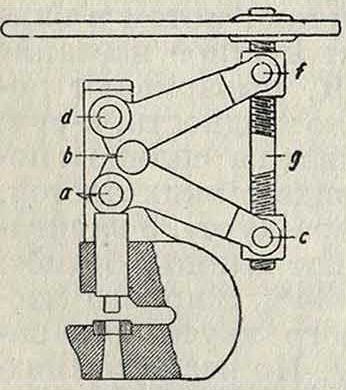
а) приводимые в действие силой рабочего и б) работающие от привода. К первым относятся следующие наиболее распространенные типы. 1) Коленчатый Д. п. («медведка», фигура 3), состоящий из двух рычагов аbс и dbf и винта д с правой и левой резьбой. При поворачивании последнего длинные плечи рычагов Ьс и bf сходятся, а короткие ab и bd расходятся, причем ролик а нажимает на пуансон и т. о. приводит его в действие. 2) Винтовой (фигура 4). 3) Эксцентриковый (фигура 5), у которого пуансон а приводится в действие эксцентриком, сидящим на оси, приводимой во вращение при помощи рычагов bud, серьги с собачки и храпового колеса д. Собачка h служит для того, чтобы храповое колесо д не могло при фИг. 7. этом вращаться в обратную сторону. Подобного рода дыропробивные прессы снабжаются иногда вторым рычагом гкт с собачкой п для пробивания отверстий в тонких листах. 4) Ножной, у которого ползун с пуансоном приводится в движение нажатием на педаль. 5) Гидравлич. рычажный (фигура 6), пуансон которого а закрепляется на поршне Ь, приводимом в движение давлением жидкости (масла), перекачиваемой из камеры с в гидравлич. цилиндр d при помощи рукоятки и поршня д, скользящего в стакане е. 6) Гидравлическ. винтовой (фигура 7) с пуансоном а, закрепленным на поршне, на который, при завинчивании винта b в гидравлический цилиндр с маслом, производится сильное давление. Такие гидравлич. Д. п. очень удобны для применения в трудно доступных местах.
Приводные Д. п. делаются самых разнообразных типов. Типичная конструкция приводного Д. п. представлена на фигуре 8. Пуансон а закреплен на ползуне b, приво
димом в возвратное движение от эксцентрикового вала е; этот вал соединяется при помощи сцепной муфты d с зубчатым колесом е, зацепляющимся с шестерней /, сидящей на приводном валу д. При нажатии педали h муфта сцепляется, и машина продолжает работать до тех пор пока педаль будет прижата книзу. Если требуется лишь один рабочий ход пуансона, то достаточно нажать на педаль и затем освободить последнюю, чем вызывается размыкание муфты, когда ползун достигает своего высшего положения. Упор г, привинченный к станине, служит для установления расстояния пробиваемых дыр от края материала. Для того чтобы при подъеме пуансона (после пробивки дыры) материал не увлекался вверх вместе с последним, приспособлена при-держка к, которая устанавливается в зависимости от толщины материала помощью
сона и краем выемки станины называется вылетом и характеризует собой то наибольшее расстояние от края материала, на котором могут быть расположены пробиваемые на данной машине дыры. Подобного рода Д. п. делаются как с ременным приводом, так и с индивидуальным приводом от электромотора. Они строятся с вылетом от 300 до 1 500 миллиметров на 40—45 ходов в мин., специальные же быстроходные — до 75 ходов в мин. Потребная мощность электромоторов (около 1 200 об/м.) для подобного рода Д. п., в зависимости от толщины материала и диаметра дыры,—от 31Р (толщина 12,5 миллиметров, 0 12,5 миллиметров) до 151Р (толщ. 30 миллиметров, 0 60 миллиметров).
Такие Д. п. строятся также горизонтальными и сдвоенными. Д. п. часто соединяются с ножницами для резания как листового, так и круглого, квадратного и углового железа. Для пробивания заклепочных дыр в согнутых котельных и тому подобное. листах применяются Д. п. с круглой оправкой. Д. п. могут быть также приспособлены для одновременного пробивания нескольких отверстий, расположенных различным образом, что достигается путем установки на них соответствующих сложных пуансонов и матриц. Для пробивания дыр, расположенных по окружности и отстоящих на равном расстоянии одна от другой, применяются Д. п., подобные описанным выше, но снабженные особыми делительными приспособлениями. Во избежание предварительной разметки, например заклепочных дыр, Д. п. снабжаются соответ ствующими приспособлениями для ручной или автоматич. подачи листового или полосового материала. Механизм последней устраивается с таким расчетом, чтобы материал мог продвигаться на требуемую длину во время каждого подъема и следующего за ним опускания пуансона. Материал при этом обычно помещается на столе, установленном на роликах и приводимом в движение от кулачкового вала, причем длина подачи на 1 рабочий ход пуансона регулируется при помощи особого приспособления.
Давление, производимое пуансоном, м. б. рассчитано по формуле Р ss 1,7ndhk, где Р обозначает давление в килограммах, d—диаметр пробиваемой дыры в миллиметров, 1г—толщину материала в миллиметров и к—временное сопротивление материала срезыванию в килограммах/мм2.
Лит.: Гавриленко А. П., Механач. технология металлов, ч. 3, Москва, 1925; Гюлле Ф., Станки, т. 1, М., 1926; Ш е и б e X. иТулошин-с к и и В., Современные рабочие приспособления, М., 1926; Обработка металла без снятия стружки, Москва, 1927; Л е д е б у р А., Механическая технология металлов, перевод с нем., СПБ, 1900; С о d г о η С., Experiences sur le travail des machines-outils pour les rndteaux, Paris, 1902; Machinery’s Encyclopedia, v. 5, New York, 1925; H il 11 e F. W., Die Grundziige d. Werkzeugmaschmen u. d. Metallbearbeitung, B. 1—2, Berlin, 1926—28; Hixlle F. W., Die Werkzeug-maschinen, 4 Aufl., B., 1923. В. Пальм.