 > Техника, страница 46 > Жесть
> Техника, страница 46 > Жесть
Жесть
Жесть. Белая Ж. представляет собою листовое железо, покрытое оловом—белым, блестящим металлом, к-рый сообщает листу красивый наруяшый вид. Олово хорошо противостоит атмосферным влияниям и является для железа исключительно ценным защитным покрытием.
Слой олова сохраняет свой блеск и хорошо защищает железо от разъедания только до тех пор, пока слой остается непрерывным; если же непрерывность слоя нарушена и железо обнажено, то разъедание последнего идет быстрее, чем без олова; явление это объясняется тем, что в электролитич. паре железо—олово последнее является катодом. В присутствии воды или влаги, содержащей в растворе хотя бы малейшие следы примеси, эти два металла образуют электролитич. пару; т. к. железо образует анод этой пары, то на него будут действовать отрицательные ионы, в результате чего оно переходит в раствор, в то время как олово, соприкасающееся только с положительными ионами, остается нетронутым. Из этого следует, что даже тончайшего покрытия оловом, если оно произведено совершенно, достаточно для предохранения железа; с другой стороны, для оголенных мест нет никакой защиты от разъедания, какой бы толщины слой олова ни лежал на листе. Для нек-рых целей, однако, предпочтительнее более толстое покрытие. Это в частности относится к Ж., из к-ройизготовляется посуда, подвергающаяся значительному изнашиванию от чистки. Толстое покрытие придает Ж. также и лучший внешний вид; нек-рое количество олова требуется, кроме того, чтобы закрыть неизбежные поверхностные неровности листа. В настоящее время изготовляется примерно около 10 разных сортов жести, которые различаются по толщине оловянного слоя. Примерно 2/3выпуска идет на производство жестяных банок и посуды.
Метод покрытия оловом заключается в следующем: л-селезный лист, с предварительно очищенной от окислов, грязи, жира и влаги поверхностью, пропускается через расплавленную оловянную ванну. Железо при этом нагревается, сплавляется с оловом, и к нему пристает достаточххое количество металла, образующего на поверхности быстро затвер девающий слой чистого олова. Слой этот, если только все требуемые условия соблюдены, пристает настолько прочно, что лист можно штамповать, гнуть и прессовать, причем слой олова не отстает.
Процесс производства Ж. состоит из следующих операций: 1) прокатка черной Ж., к которой относятся: резка заготовки на куски нужной длины, нагрев заготовки, операция прокатки, заканчивающаяся получением пакета из нескольких листов, резка пакета и его раздирание; 2) подготовка черной Ж. к лужению: травление черной Ж., первый отжиг, холодная прокатка, второй отжиг и второе травление; 3) лужение Ж.: сушка, покрытие оловом, чистка и полировка Ж.; 4) сортировка и упаковка Ж.
I. Прокатка черной Ж. почти ничем не отличается от прокатки тонкого листового железа (смотрите Прокатка). Ж. готовят из особенно доброкачественного металла—мягкого дороже, но поверхность листа делается чистой и гладкой; излишние расходы по прокатке окупаются экономией олова. Производительность стана, то есть двух пар вв, при таком способе работы составляет около 3 000 кз за 8 час. При трех нагревах производительность такого же стана на 30% выше.
Сдваивание листов при прокатке зависит от их толщины и производится при толщине листов в 0,08—0,16 миллиметров четыре раза; при 0,16—0,35 миллиметров — три раза; при 0,35— 0,65 миллиметров — два раза; при 0,65—1 миллиметров — один раз. При этом приходится опасаться сваривания листов, чему можно до некоторой степени противодействовать, как уже говорилось, повышением содержания в металле Мп и Si. Практикуется опускание пакета в бак с H2S04, которая образует изолирующий слой Fe S04. Лучшие же результаты достигаются умелым регулированием t° нагрева материала в печах. Операция прокатки
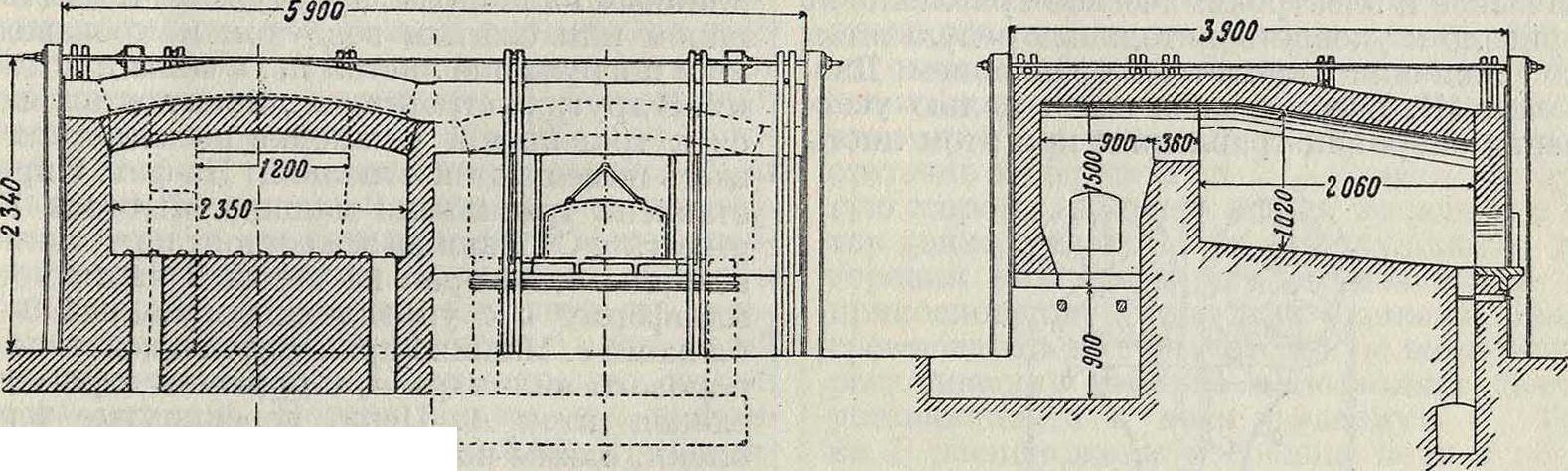
Фигура 1.
и вязкого. Ответственные сорта Ж. изготовляют из железа состава: 0,08—0,10% С, 0,4—0,5% Мп, 0,03—0,04%Р, 0,03—0,04% S. Для тонких листов,толщиной 0,164-0,25 миллиметров, выбирают металл с несколько большим содержанием марганца, чтобы избегнуть сваривания листов. Для сортов менее ответственных можно брать материал с более высоким содержанием Μη, Р и S (до 0,6% Мп, 0,05% Р и 0,06% S). Примесь кремния препятствует слипанию листов, но вводить его нужно с большой осторожностью, т. к. он уменьшает вязкость металла и может вызывать образование трещин при штамповке. Обычно содержание кремния не превышает 0,03—0,04%. На Ж. идет почти исключительно мартеновский металл, выплавляемый в печах средних размеров (до 40—50 тонн); увеличение тоннажа печей часто ведет к значительному повышению процента брака, гл. обр. из-за образования пузырей.
На континенте Европы листы для Ж. прокатывают след. обр. Заготовку, длиной равной ширине листа +104-15 миллиметров, подвергают нагреву и раскатывают, пропуская через валки поодиночке; потом нажимные винты ослабляют, и вытяжка продолжается попарно, пока листы не получат длину приблизительно в 1 200 *“. После этого листы складывают вдвое, подогревают, прокатывают во второй раз, снова сдваивают, нагревают в третий раз и окончательно выкатывают. Т. о., прокатка ведется с трех нагревов. В Англии предпочитают работу в пять нагревов. Это уменьшает производительность и обходится ведется по преимуществу на горячих валках, то есть не охлаждаемых водой; этот способ работы выгоднее в смысле производительности, и поверхность листов при этом получается чище (смотрите Прокатка).
Особенности производства Ж., направленные гл. образом к тому, чтобы получить безупречную по чистоте поверхность листов, заставляют иногда отдавать предпочтение печам с большим расходом топлива, но обеспечивающим хорошую поверхность листов.
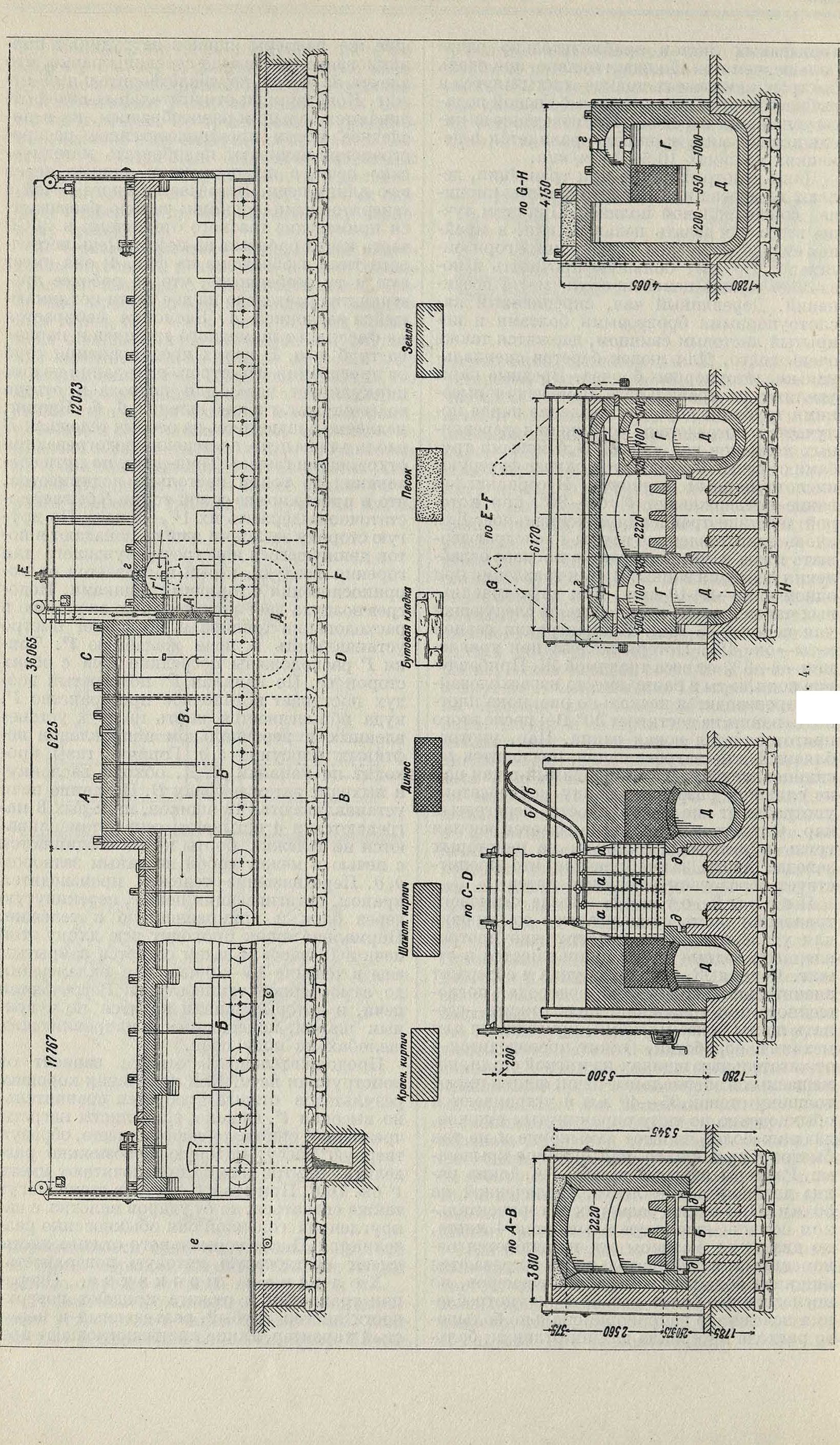
На этом основании нередко еще применяют печь, которая изображена на фигуре 1. Печь этого типа одинаково применима для нагрева заготовок и пакетов. Для нагрева заготовок входят в употребление методические печи с регенераторами или рекуператорами. Полугазовые и колосниковые топки, типичные для старых установок, в новых часто заменяются газовыми, нефтяными и пылеугольными. Однако, в Америке за последнее время снова начали находить применение автоматическ. топки. Наиболее распространенным видом топлива является каменный уголь. Т. к. особенно высокая темп-pa здесь не требуется, а нужно только ровное нагревание в восстановительном пламени, то уголь оказался наиболее подходящим топливом для этих печей.
Пакеты Ж. после прокатки охлаждают до атмосферной t°, после чего их передают к ножницам для резки на нужные размеры. Ножницы применяются обычно рычажного типа. Размеры листов жести установлены стандартом в 508x711 миллиметров и 508x356 миллиметров.
Обрезанные пакеты Ж. поступают на раз-дирку. Работу производят вручную, пользуясь особым инструментом,к-рымпредварительно отгибают углы; сваренные места разъединяют ножом. Во время резки и раздирания, а также всех следующих процессов, листы Ж. должны быть тщательно защищены от грязи и жира. Хорошие листы в дальнейшем отправляются в травилку, где они сначала подвергаются так называемому черновому травлению.
2. Черновое травление—первый шаг подготовки листов Ж. к лужению и имеет целью удаление окалины с поверхности листа. Травление производится на машинах различных типов, причем во всех случаях применяют одинаковый способ травления: опускание подвешенных на люльке листов в к-ту и подъем их обратно. Практика показала,что Ж. с успехом можно травить только посредством серной или соляной к-т. Электролитическое и электрохимическое травление не привело к удовлетворительным результатам по сравнению с кислотным травлением. Движение Ж. вверх и вниз имеет целью ускорение операции травления; при этом листы
передвигаются один относительно другого, и, таким образом, жидкость действует одинаково хорошо по всей поверхности их.
Травильная установка состоит из подъемного устройства и чанов с травильной жидкостью и водой для ополаскивания. Иногда дополнительно ставится чан с известковым молоком для нейтрализации остатков к-ты; листы Ж. укладываются вертикально в особые люльки, ок. 500 килограмм в каждой. Существуют устройства, в которых подвесные рельсовые пути, в виде замкнутого контура, соединяют
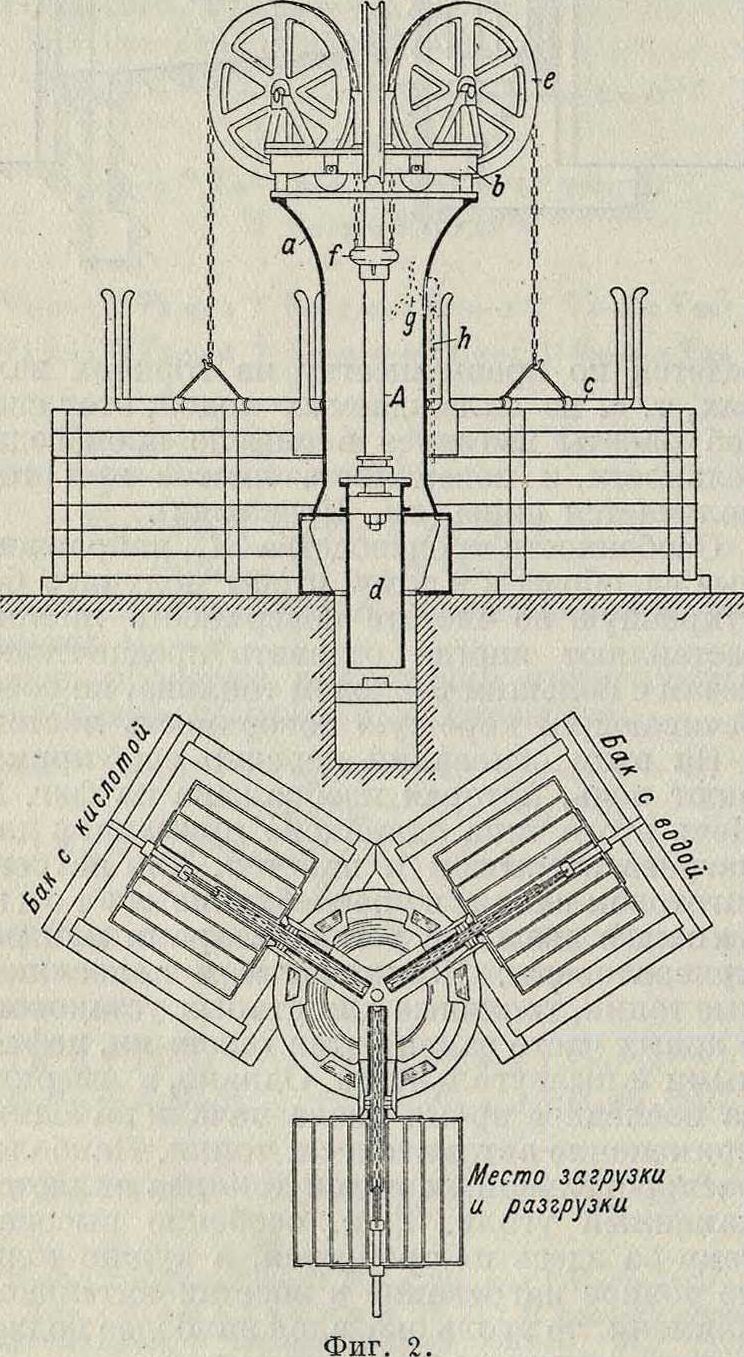
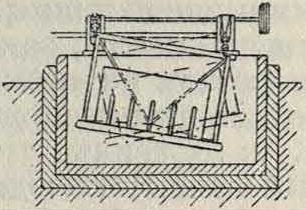
Фигура з. склад черных листов для Ж., травильную установку и отжигательные печи. В этом случае часть рельсового пути над чанами отделена от остального пути и подвешена к двум длинным цилиндрам, приводимым в действие паром или сжатым воздухом и производящим погружение листов Ж. в чаны и подъем их. В других устройствах листы доставляются к травильной установке на тележках и здесь помещаются в люльки. На фигуре 2 представлена травильная машина Milbrook Engineering С°. Машина эта состоит из чугунной станины а, которая на верхней части несет платформу Ь с укрепленными на ней 3—4 блоками е. Машина приводится в действие от парового цилиндра d, с поршнем которого соединен шток А. Цепи, перекинутые через блоки, одним концом соединены со штоком, а другим—с люльками с. При работе поршня люльки получают движение вверх и вниз. Впуск и выпуск пара производятся автоматически золотником, приводимым в движение штоком А посредством диска /, рычага д и тяги h. На нижнем конце штока закрепляется контргруз для уравновешивания люлек. Платформа b вращается на роликах вокруг вертикальной оси; это движение дает возможность подвешенным люлькам описывать круг. Поворот платформы производится вручную при посредстве системы валов и конич. шестерен. Машина для чернового травления имеет обыкновенно три бака, для белового достаточно двух. Примерная длина баков 1 800 миллиметров, ширина 1 800 миллиметров и высота 1 300 миллиметров. Баки располагаются так, чтобы оставить свободное место на площади, обслуживаемой машиной. Место это используется для загрузки и разгрузки люлек. Этой работе в значительной степени помогает устраиваемая на некоторых з-дах вращающаяся на роликах круглая платформа диам. около 5 м, движения которой дают возможность легко убирать травленую Ж. и подавать свежую к травильным чанам. На фигуре 3 представлена приводимая в движение от электромотора травильная машина, в которой люлька совершает колебательные движения, что содействует лучшему омыванию листов травильной жидкостью.
При выборе травильного устройства важным фактором является скорость движения листов: она оказывает существенное влияние на продолжительность травления. Установлено, например, что при одной и той же высоте подъема, при 30 ходах в мин., число про
травленных листов приблизительно вдвое больше, чем при 17 ходах; однако, при очень быстрых движениях тонкие листы мнутся и выбрасываются из люльки, а большой подъем усложняет передачу. Произведение из числа ходов в мин. на высоту равняется в немецких машинах 10,5—14 м/мин.
Чаны, употребляемые при травлении, делают из дерева или кислотоупорных кирпичей со специальной поливой. При этом лучше всего чан делать цельным или, в крайнем случае, из кусков, соединенных горизонтально, что дает большую прочность и позволяет лучше цементировать места соединений. Деревянный чан, скрепленный кислотоупорными бронзовыми болтами и покрытый листовым свинцом, держится также очень долго. Для люлек берется специальная кислотоупорная бронза. Вредные пары удаляют из травильного помещения высокими трубами; хорошее удаление паров получается посредством соединения деревянных колпаков над чанами с дымовыми трубами от печей. Трубу в этом случае футеруют кислотоупорным кирпичом. В сернокислой ванне поддерживают 1° 60—80°, при которой действие травления максимальное. Для вновь приготовленной ванны t° следует держать ниже и увеличивать ее по мере ослабления действия ванны. Время травления при одном чане—8-УЮ мин.; при двух травильных чанах люлька переносится в следующий чан через 4—5 мин. Концентрация серной к-ты—ок. 4%. Потеря железа при травлении—2-УЗ % от веса травимой Ж. Прибавление конц. кислоты в ванну вместо израсходованной производится несколько раз, пока плотность ванны не достигнет 30° Вё; после этого приготовляется новая ванна. Пар, употребляемый для нагрева чанов, подводится по свинцов. трубам. Чтобы вводимый в чан пар не слишком разбавлял ванну конденсатом, употребляют по возможности перегретый пар. С травленых листов смывается черная грязь и железный купорос; на некоторых заводах листы затем сушатся, что препятствует образованию водяных пятен.
Первый отжиг. После чернового травления листы подвергаются сортировке для удаления листов недостаточно протравленных; годные листы направляются в отжиг. Черная Ж. тверда, хрупка и содержит значительное количество водорода, поглощенного при травлении; цель отжига—сделать листы более мягкими, пригодными для механич. обработки. Отжиг производится в отжигательных ящиках из мягкой стали, помещаемых в специальные печи; ящики имеют толщину стенок 35—40 миллиметров и устраиваются обыкновенно по типу опрокинутых ящиков, дающих более плотное замыкание и не так быстро коробящихся, как ящики с крышками. Размеры ящиков: высота 1 м, длина равна двойной длине листа, увеличенной на 50 миллиметров. При таких размерах в горизонтальном сечении ящика укладываются 4 листа, по два в ряд. Размеры эти не являются неизменными: в действительности встречаются ящики и бблыних и меньших размеров, но последние все более выходят из употребления вследствие непропорционально большого расхода материала для их отливки; боль
шие же размеры ящиков затрудняют проникновение нагрева до середины пачки, что влечет за собой неудовлетворительный отжиг. Конструкции отжигательных печей отличаются большим разнообразием, но в последнее время преимущественное распространение начинают приобретать методические печи, с продвижением ящиков через всю длину печи. Встречается много печей с генераторными топками; сильно развивается применение газового отопления; в СССР часть печей работает на нефти. Печь последнего типа изображена на фигуре 4; она имеет еще и ту особенность, что ее рабочее пространство разделено на две части поднимающейся заслонкой Л. Заслонка набирается из фасонного шамотного кирпича в каркас из труб а, а. В целях предохранения труб от прогибания и быстрого выгорания по ним циркулирует вода; для подвода и отвода воды служат гибкие шланги б, б. Ящики, медленно продвигаясь на особых тележках Б вдоль длины печи, постепенно подогреваются отходящими газами. Темп-pa их по пути следования до топки настолько поднимается, что в пространстве самой топки В бывает достаточно выдержать их РД,—2 часа. По другую сторону заслонки ящики попадают в поток движущегося навстречу служащего для горения воздуха, к-рый нагревается от соприкосновения с горячими ящиками. Подо-грев-воздуха дает значительную экономию в расходовании топлива и позволяет быстро устанавливать в печи желаемую ί°. Топки Г расположены посредине печи с обеих сторон ее. По каналам Г подогретый воздух поступает в топочное пространство Г, куда вбрызгивается нефть из двух установленных в вертикальном направлении нефтяных форсунок г, г. Горячие газы проходят по каналам Д, Д, обходя заслонку, и выходят затем в топку В. По длине печи устанавливаются 12 ящиков, из которых 8 нагреваются и 4 остывают; они устанавливаются на тележки, борты которых соединяются с печью и между собой песчаным затвором д, д. Передвижение тележек производится краном, натягивающим цепь е, перекинутую через блок и прикрепленную к тележке. Нормально ящик проходит всю длину этой печи в 18 часов и затем остается закрытым еще в течение 15—20 час. для охлаждения до атмосферной температуры. Встречаются печи, в которых ящики катятся по чугунным шарам, помещенным в направляющих желобах на поду печи.
Продолжительность отжига зависит от конструкции печи. Для получения хороших результатов отжига требуется сравнительно высокая ί°. Однако, если листы нагреты чрезмерно, они свариваются вместе, образуя твердую массу, которую невозможно разделить. Внутри ящика предпочитают иметь έ° ок. 760°. При этой Г листы в стопе могут также спекаться, но от ударов молотка с закругленной головкой они обыкновенно разделяются. После нормального отжига листы имеют светлосерую матовую поверхность.
Холодная прокатка. Операции травления и отжига придают поверхности листов грубый, разъеденный и. пористый характер. Такие листы поглощают при
Фиг лужении большое количество олова; получение зеркальной поверхности, характеризующей высокосортную белую Ж., невозможно. Кроме того, листы деформированы вследствие раздирки после отжига. Чтобы устранить эти недостатки и выправить листы, их подвергают холодной прокатке в валках, подобных тем, которые применяются при горячей прокатке. Валки должны иметь закаленную поверхность. В Англии требуют, чтобы глубина закалки была на 10—12 миллиметров больше, нежели у вв для горячей прокатки; для придания листам красивого блеска валки должен быть тщательно отполированы. Для полировки их может служить наждак, разведенный на масле. Главная цель холодной прокатки—получить возможно точные размеры по толщине и сделать поверхность листов как можно более гладкой, т. к. от последнего обстоятельства зависит толщина слоя олова, необходимого для придания Ж. блестящей поверхности, а следовательно, в значительной степени и стоимость Ж.
Устройство стана для холодной прокатки аналогично подобному устройству для прокатки заготовки. Число оборотов вв в минуту — около 50. Стан составляется из трех клетей, располагаемых в одну линию: одной подготовительной и двух отделочных. Обыкновенно листам дают 2 пропуска в черновых правильных валках и от i до 4 — в отделочных. Расположение клетей в одну линию имеет то преимущество, что лист перед пропуском в каждую пару вв можно тщательно осмотреть. В случае порчи каким-либо листом одного из вв такой лист выбрасывается, и остальные валки благодаря этому сохраняют свою поверхность гладкой. Последовательное расположение вв не имеет этого преимущества; при этом способе каждый последующий стан вращается несколько быстрее, чем предыдущий. Обычные скорости: 384-42 об/м. для чернового стана, 404-44 — для промежуточного и 424-44—для чистового. Во время холодной прокатки листы удлиняются, поэтому их режут с таким расчетом, чтобы после прокатки они получили надлежащие размеры.
Второй (светлый) отжиг. За холодной прокаткой следует второй отжиг листов, с целью устранить в них хрупкость, вызванную холодной прокаткой; если материал мягок, то иногда можно обойтись и без него. При этом отжиге стараются не доводить металл до прежней мягкости, т. к. она будет способствовать легкому изгибанию листов при лужении и чистке их. Характер изделий из Ж. также требует известной упругости материала. Высокая t° теперь не является необходимой. Для устранения напряжений от прокатки достаточно 600—650°. Опасность спекания прилистах с полированной поверхностью возрастает, и поэтому регулировка t° при втором отжиге должен быть особенно тщательной. В случае методич. печей достаточно пребывание ящиков в зоне максимальной ί° в течение Р/г часов; t° топочного пространства при этом должен быть ниже, чем при первом отжиге. Ж. в этой стадии производства называется черной и идет в значительном количестве— частью. без дальнейшей обработки, а частью с дополнительной обработкой, наир.,
в виде воронения или полировки,—на производство разного рода изделий: пуговиц, чайных подносов, эмалированной посуды, игрушек и т. д.
Второе (белое) травление. После второго отжига листы Ж. тщательно сортируют, и те из них, которые предназначаются для получения белой Ж., травят вторично, или, как говорят, набело. В продолжение операций отжига и холодной прокатки на поверхности листов образуется легкая пленка окислов, от светложелтого цвета в центре до темносинего у краев листа. Травлением пленка эта удаляется. Травление ведется примерно тем же способом, как и в первый раз, но раствор кислоты берется слабее (2%), и <° травильной ванны держится несколько ниже. Травление продолжается от 3 до 5 мин.; в течение этого процесса строго наблюдают за тем, чтобы удалялась только окись и поверхность листа отнюдь не затрагивалась больше, чем это необходимо; излишнее травление влечет за собой больший расход олова при лужении и затрудняет получение блестящей поверхности в белой Ж. Применяется обыкновенно серная к-та, хотя для белого травления более пригодна соляная. Когда листы получат равномерную светлосерую окраску, травление окончено. Для белого травления применяют те же устройства, что и для травления начерно. Хорошо промытые после травления листы кладут в чугунные ящики с водой и направляют в лудильную мастерскую. Вода в ящиках должна постоянно возобновляться, причем рекомендуется прибавлять к ней несколько соды.
3. Лужение. Лудильная мастерская оборудована нек-рым количеством лудильных аппаратов, располагаемых часто вдоль стен здания. Обычно один лудильный аппарат требуется, чтобы вылудить выпуск одного горячего стана, хотя аппараты с хорошо механизированной подачей дают и большую производительность. Лудильный аппарат состоит из лудильной ванны с расплавленным оловом, печи для подогрева ванны, лудильной машины для продвижения листа через ванну и охлаждающего стола для приема листа после ванны. Лудильные аппараты бывают различных типов в зависимости от методов лужения и рода употребляемых лудильных машин; так как машина стоит в ванне, то ванна и все оборудование по форме и размерам должны соответствовать лудильной машине.
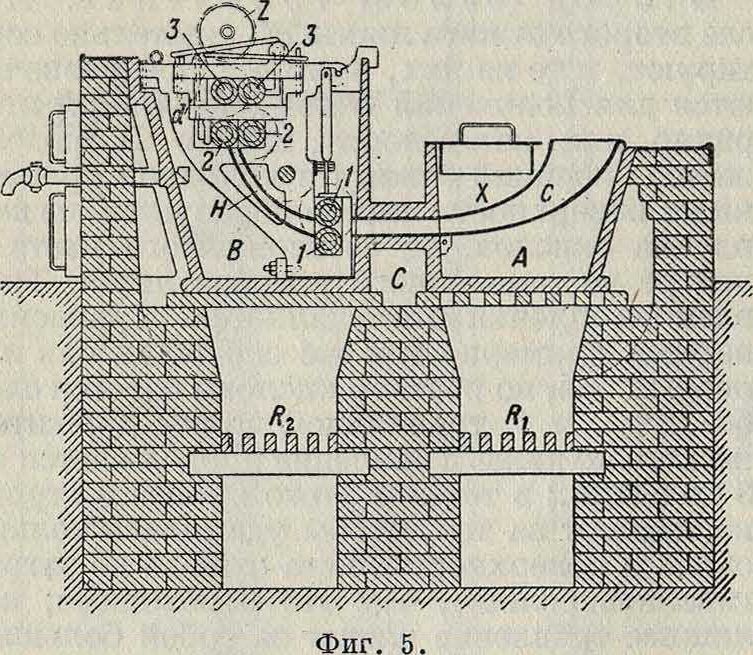
Значительное распространение имеет аппарат Томаса и Уайта (фигура 5). Он состоит из двух длинных узких, разделенных перегородками С, лудильных ванн Л и В, в которых помещается расплавленное олово. В перегородке имеется щель, служащая для прохода листа из одного котла в другой. Первая, входная, ванна бывает редко глубже 600 лш, другая же, чистовая, приблизительно вдвое глубже и выступает над первой. Котлы устанавливаются над топочными камерами Вг и и наполняются расплавленным оловом, уровень которого должен быть приблизительно на 75 миллиметров ниже верха входной камеры с и приблизительно на 150 миллиметров выше верхней поверхности щели, соединяющей оба котла. Т. о., связь между первой и второй ваннами возможна только через щель, заполненную оловом. Верхняя часть второго, более глубокого, котла наполняется пальмовым маслом или м. В этом котле помещается лудильная
машина, состоящая из трех пар валиков:
1- я пара 1-1 вращается в олове, а 2-я 2-2 и 3-я 3-3—в сале или пальмовом масле. Валики поддерживаются на месте прочной станиной d, и каждая пара снабжена сильными пружинами. Аппарат приводится в движение зубчатыми колесами Z, по желанию, с различной скоростью. Обыкновенно число об/м.·—18, если лужение слабое, и 35— для сильно блестящей жести. Диаметр валиков—90 миллиметров, длина рабочей части 1—2 метров Делают валики из высокоуглеродистой стали и весьма тщательно обрабатывают по поверхности. Перед входным концом ванны, то есть в верхней части более низкой ванны А прикреплен длинный узкий ящик для флюса такой же длины, как тело валиков. Ящик открыт сверху и со дна; нижний его конец погружен в олово на 75—100 миллиметров, а верхний поднимается над уровнем котла приблизительно на 30 миллиметров. Т. о. создается возможность иметь в этом ящике слой флюса высотой ок. 75 миллиметров. Флюсом при всех способах лужения служит хлористый цинк, причем для получения хорошей полуды необходимо, чтобы он не имел кислой реакции, к-рую обычно имеет продажный хлористый цинк. Ящик для флюса в нижн. части переходит в направляющие для листов жести X. Нижнее сечение этого направляющего канала меньше верхнего и лежит прямо перед щелью, соединяющей один котел с другим. Подобным же образом и во втором котле имеется направляющий канал Н между первой и второй парой валиков.
Протравленные листы Ж. из водяных чанов в известном порядке переносятся к небольшому ящику с водой, расположенному около лудильщика. Последний клещами берет эти листы один за другим и при помощи лудильной вилки пропускает их для сушки в флюсовый ящик и для покрытия оловом— в ванну с расплавленным оловом А, а затем, через щель в перегородке, во вторую ванну, где они подхватываются парой валиков 1-1. Наименьший размер листов обусловливает наибольшее расстояние пар валиков 1-1 и
2- 2, к-рое в среднем равняется 470 миллиметров. Даль
ше лист протягивают вверх через горячее пальмовое масло валиками 2-2 и 3-3, причем излишек олова снимают валики, а остаток ровно распределяется по поверхности листа. Толщина покрытия зависит: 1) от t° олова и масла, 2) скорости прохождения листа через ванну и 3) просвета между валиками. Для однообразного покрытия все эти три условия должен быть тщательно определены и поддерживаться постоянными. Темп-pa обычно определяется термометром. Т. к. назначение олова в первой ванне заключается в разогреве листа до надлежащей для лужения t°, то это олово держат перегретым при ί° около 300°. Одно из назначений масла—· охладить лист почти до ί°„Λ. олова, удерживая олово в расплавленном состоянии так, чтобы валики могли отжимать излишки и распределять остающееся олово возможно ровно. Поэтому t° второй ванны держат градусов на 55 ниже первой, иначе олову на листах будет недоставать блеска и глянца, а кроме того,могут образоваться и пятна. Масло, приставая к поверхности листа, защищает горячее олово от воздуха в период охлаждения, чем предотвращается возможность потускнения готовых листов; необходимо иметь всегда масло возможно свежим. Что касается флюса, то, кроме необходимости пе-риодич. возобновления, он требует малого внимания. Самая главная его функция—высушить жесть без доступа воздуха. Аппарат Томаса и Уайта лудит вполне удовлетворительно, особенно листы толщ, менее 0,4 миллиметров. Листы значительн. толщины искривляются, сильно надавливают на внутренние валики и с этой стороны получают меньший слой олова. Сообщение котлов, хотя бы и посредством щели, ограничивает до некоторой степени возможность удержать в той и другой
ванне желательную <°. Полное разобщение котлов достигнуто в лудильных аппаратах системы Аберкарна, отличающихся от описанной системы тем, что в них установлено 2 отдельных котла, не сообщающихся друг с другом, и Ж. переводится из первого во второй через особые направляющие.
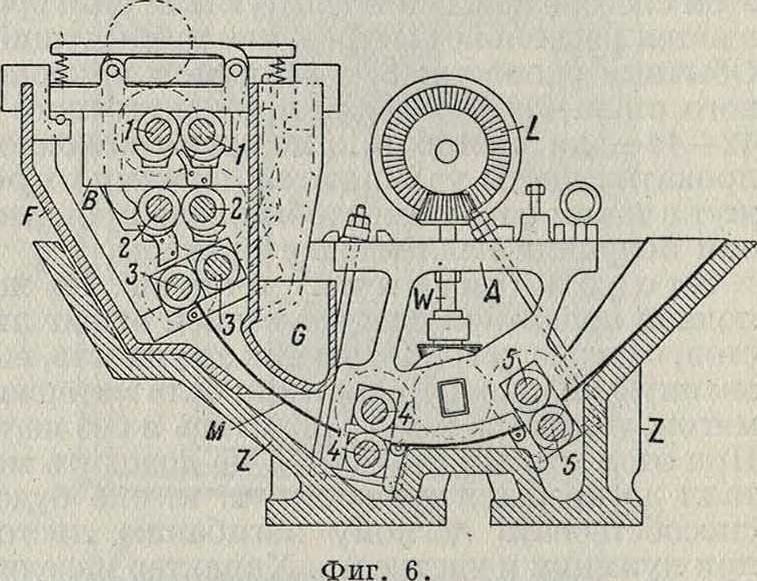
Для лужения листов большей толщины (от 0,17 до 2 миллиметров), при длине 500 миллиметров и больше, применяется лудильный аппарат, изображенный на фигуре 6. Он состоит из двух отдельных частей, А и В; часть А поставлена в котле Z с оловом, а В—в жировом котле F. Среднюю часть В, служащую на правляющей для листов, можно легко обслуживать. Валики 1-1, 2-2 и 3-3 близки друг к другу, благодаря нему лист легко м. б. выведен из аппарата. Для того чтобы всегда иметь под рукою чистый металл, устроены маленькие отделения G, где плавится чистое олово. Большое расстояние между флюсом и жиром предохраняет последний от загрязнения. Верхние валики 4 и 5 приводятся в движение зубчат, колесом L через вал W. Обе части аппарата соединены листом М, служащим направляющими. Для лужения больших и толстых листов часть В целесобразно снабжать холодильником.
Неточная пригонка валиков часто является причиной того, что листы завязают в аппарате, и малейшая неправильность в ходе тотчас сказывается на поверхности Ж. Более совершенная пригонка валиков лучше всего достигается обработкой их наждачным кругом. Находящиеся в работе аппараты должны еженедельно выниматься, и валики с котлами подвергаться чистке. Олово в ваннах загрязняется различными примесями, в результате чего поверхность Ж. портится и на ней появляются матовые пятна, цветы и лучи. Загрязненную оловянную ванну можно до некоторой степени рафинировать; для этого механизмы вынимают, масло или жир спускают, а в ванну погружают куски дерева. Углерод дерева и газов, образующихся при его нагревании, действует на окислы и восстанавливает их. или пальмовое масло также со временем делаются гуще от действия попадающего в них хлористого цинка; находившуюся в таком масле Ж. трудно очистить, и на ней получаются пятна. Поэтому масляная ванна должна от времени до времени обновляться, причем часть старого масла оставляют, потому что одно свежее сильно пенится.
При плохой обработке листов перед лужением, особенно если при отжиге имел доступ воздух, на Ж. образуются пятна. Для устранения этого недостатка черновым валикам дают более сильный нажим. Если после травления листы не сразу м. б. вылужены, то к воде, в которой они стоят, прибавляют немного к-ты; перед лужением такие листы должен быть вымыты в чистой воде. Если к-та останется, хлористый цинк пристанет к листам, что вызывает почернение валиков аппарата; то же явление происходит, если хлористый цинк содержит к-ту. Пятна валиков передаются на Ж.; для исправления листов пятна эти приходится соскабливать и листы пускать в лужение второй раз. С валиков такие пятна нужно также удалять выскабливанием.
Загрязняющие олово примеси постепенно оседают на дно котла; нужно следить за тем, чтобы эти твердые части не взбалтывались при работе; при недостаточном же нагреве олово местами застывает,—тогда лист вязнет в металле и увлекает за собой хлористый цинк, к-рый портит пальмовое масло. Расход олова в сильной степени зависит от характера производства. В английской Ж. на 100 килограмм листов толщиной 0,3 миллиметров олова приходится 1,75 килограмм, в немецкой Ж. той же толщины—от
2,5 до 3,4 килограмма; это составляет на м2 (на обеих сторонах) в английской Ж. около 42 г и в немецкой от 60 до 82 г олова.
После лужения листы Ж. поступают в чистку для удаления с их поверхности приставшего масла или жира. Обычно чистка производится при помощи машин; от лудильных аппаратов к чистильным машинам остывшие листы подаются посредством конвейера. Для удаления жиров необходимо применять материал, к-рый, поглощая их, в то же время не царапал бы Ж. Лучше всего удовлетворяют этим требованиям пшеничные и ржаные отруби. Существует много типов чистильных машин, но качество жести, получаемой при машинной чистке, часто уступает качеству Ж. ручной чистки. В Америке распространены машины следующего устройства. Две станины несут несколько пар валиков для чистки; эти валики, диаметром ок. 100 миллиметров, изготовлены из дисков фланели, нанизанных на железный стержень квадратного сечения и спрессованных при помощи небольшого гидравлич. пресса так, что образуется компактный цилиндрический валик, закрепленный на концах шайбами и гайками. Валики устанавливаются в 2 группы: одна для чистки, другая для окончательной отделки. Процесс чистки требует, чтобы по мере движения листов на валики падал непрерывный поток тонко размолотой очистительной смеси. Эта смесь попадает в пространство между валиками, когда лист проходит через них. Под валиками устраивается воронка для собирания и направления этой смеси на дно небольшого элеватора ковшевого типа. Смесь поднимается элеватором и по трубе снова поступает на валики; употребляется она многократно, пока не потеряет способности к поглощению жира.
4. Сортировка и упаковка Ж. После лужения Ж. подвергается окончательной сортировке. Листы, содержащие такие пороки в отношении полуды, которые м. б. исправлены повторным лужением, возвращаются в лудильную мастерскую. Остальные сортируются на три сорта и брак.
Жесть должна удовлетворять определенным нормам в отношении вязкости, которая определяется на приборе Эрихсена (смотрите Испытание материалов).
Упаковывается в ящики жесть размером 508x355 миллиметров по 112 листов и 508x711 миллиметров по 56 листов. Данные о Ж. см. табл.
Кроме белой Ж. существует еще темная, или матовая Ж. От белой она отличается тем, что покрытием в ней является не чистое олово, а сплав олова и свинца. Поверхность ее не имеет светлоблестящего вида белой Ж. Первоначально темная Ж. употреблялась только как кровельный материал, но в последнее время в Америке ок. 40% общей ее выработки идет для других целей. Она с успехом применяется для штамповки, так как верхний слой покрытия действует как смазка при волочении, а также для всякого рода упаковки, как, например: автомобильных газолиновых баков, резервуаров для масла и тому подобное. Для нек-рых из этих предметов необходимы листы весьма значительных размеров. Для пищевой посуды темная Ж. не годится вследствие содержания свинца в покрытии. Первые операции по производству темной Ж. аналогичны операциям по производству белой Ж., лишь
| Название шести | № | Толщина в миллиметров | Ширина в миллиметров | Длина в мм | Теоретич. вес листа в килограммах“ | ЧИСЛО ЛИСТОВ в ящике | Среди, теоретич. вес ящика шести (нетто) в килограммах |
| 2/3 | 0,23 | 508 | 356 | 0,327 | 4 | ||
| 2/4 | 0,24 | 508 | 356 | 0,341 | 1 | ||
| Палочная | | 2/4 | 0,25 | 508 | 356 | 0,355 | } 112 | 39,75 |
| 2/6 | 0,26 | 508 | 356 | 0,369 | 1 | ||
| 2/7 | 0,27 | 508 | 356 | 0,383 | ) | ||
| 2/3 | 0,23 | 508 | 711 | 0,653 | |||
| 2/4 | 0,24 | 508 | 711 | 0,681 | |||
| Палочная ( | 2/5 | 0,25 | 508 | 711 | 0,710 | > 56 | 39,75 |
| 2/6 | 0,26 | 508 | 711 | 0,738 | |||
| 2/7 | 0,27 | 508 | 711 | 0,767 | ) | ||
| 3/2 | 0,32 | 508 | 356 | 0,454 | |||
| 3/3 | 0,33 | 508 | 356 | 0,469 | |||
| Крестовая < | 3/4 | 0,34 | 508 | 356 | 0,483 | > 112 | 54,06 |
| 1 | 3/5 | 0,35 | 508 | 356 | 0,497 | 1 | |
| 1 | 3/6 | 0,36 | 508 | 356 | 0,511 | ) | |
| i | 3/2 | 0,32 | 508 | 711 | 0,909 | ||
| 3/3 | 0,33 | 508 | 711 | 0,937 | |||
| Крестовая { | 3/4 | 0,34 | 508 | 711 | 0,965 | > 56 | 54,06 |
| 3/5 | 0,35 | 508 | 711 | 0,994 | 1 | ||
| V | 3/6 | 0,36 | 508 | 711 | 1,022 | ) |
* Теоретич. вес листа определяется по средней показанной в табл, толщине листа и по уд. весу 7,83. Допуски: 1) в весе листа +10% от теоретич. веса; 2) в весе ящика (нетто) ±2%.
несколько сильнее производится травление. Кроме того, при отжиге листы нагревают до более высокой t° и дольше выдерживают, чтобы сделать их возможно более мягкими. Полировка и наведение глянца в данном случае не так важны, как при белой Ж., поэтому через холодные валики темная Ж. пропускается только один раз. Состав сплава для покрытия на практике колеблется в пределах от 12% олова и 88% свинца до 50% олова и 50% свинца, сообразно назначению. Т. к. свинец не дает сплава с железом, то большое содержание олова в покрытии способствует более прочной связи последнего с железом; чрезмерно высокое содержание олова сильно увеличивает стоимость Ж. и уничтожает, т. о., смысл самого покрытия. Испытания показали, что минимальное содержание олова в покрытии должен быть не ниже 15%. В отношении ржавления железа, с точки зрения электролитич. теории, свинец играет роль, аналогичную олову. Чтобы обеспечить продолжительный срок службы Ж., покрытие должен быть непрерывным, а это легче достигается в том случае, когда слой его достаточно толст. Вес слоя покрытия при размерах листов 508 х 711 миллиметров практически имеет пределы от 3,5 до 18 килограмм на ящик из 112 листов. Ж. с более легким покрытием употребляется для штампования и для изделий домашнего обихода, для кровельных же целей употребляется Ж. с покрытием весом от 9 до 18 килограмм на ящик, причем первые сорта употребляются для водостоков, вторые для желобов, канавок и прочие Так как ί°,!Λ. свинцово-оловянных сплавов выше t°njl. олова, то лужение темной Ж. ведется при более высоких Г по сравнению с t° лужения белой Ж. Слой покрытия при темном лужении тяжелее, чем при обычном. Поверхность листов с покрытием 5,5 килограмм и выше при охлаждении покрывается сеткой тонких линий, которые разделяют ее на небольшие площадки, почти однородные по размерам и форме. С увеличением веса покрытия линии становятся более рельефны ми и до некоторой степени могут служить показателем веса покрытия.
Лит.: Т о л т о в Н. Л., Выделка листового кровельного железа по уральскому способу, «ЖРМО», 1910, ч. 1, стр. 251—318, 1911, ч. I, стр. 30; Camp J. М. a. F г а η г 1 s С. В., The Making, Shaping а. Treating oi Steel, Pittsburg, 1925; Clement В. V., Ober Weissblecherzeugung, «St. u. E.», 1910, Jg. 30, p. 1152—1168; Kramer W., Das Walzen v. Fein- u. Weissblechen, ibid., p. 1145—1152; Kramer W., Die Fabrikation d. Weissbleche, ibid., p. 1993—1996 u. 2122—2129; Kramer W., Das Verziehen d. Blecli-gliibkasten, ibid., p. 498; Kramer W., Feinbleeh-walzwerk, ibid., 1927, Jg. 47, p.209—219, 352—358 u. 399—406; Kramer W., Feinblech-Beizmaschinen, ibid., 1928, Jg. 48, 1570—1577. И. Субботин.
Техника безопасности. Техника безопасности при прокатке и термич. обработке Ж, описана в статьях Прокатка и Печи.
Из остальных операций особенного внимания заслуживают травление и покрытие Ж. оловом. При травлении листов Ж. рабочий подвергается: а) действию крайне вредных паров серной к-ты, б) ожогам к-той при наливании ее в чан и опоражнивании чана,
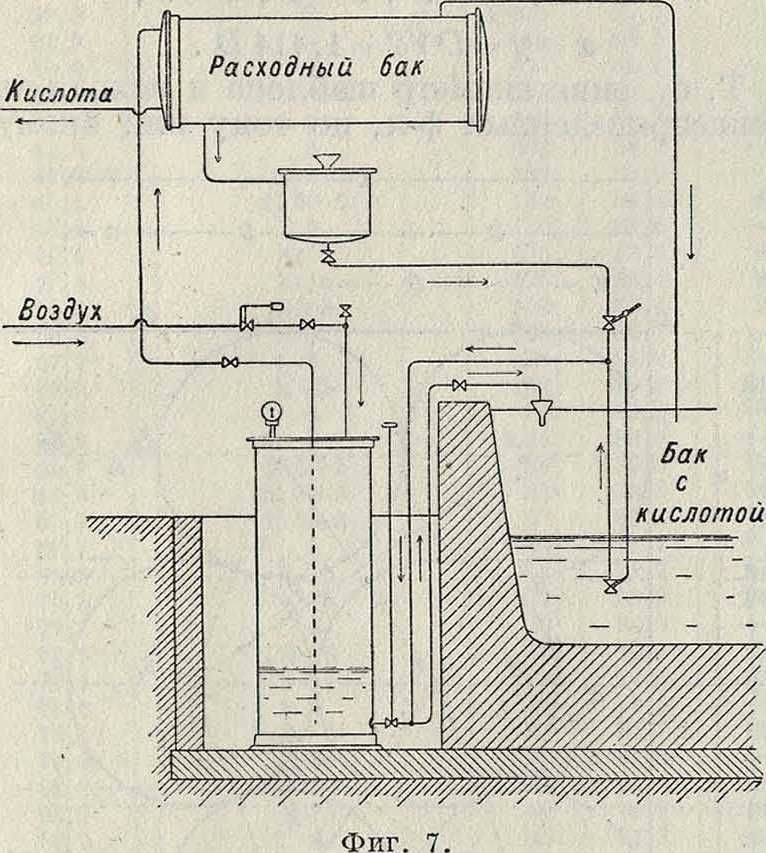
в) ожогам брызгами кислоты в процессе самой работы и г) ожогам при соприкосновении с паропроводными трубами. Часты также случаи порезов кромкой листа. Для разлива серной кислоты следует устраивать специальные приспособления, действующие по принципу сообщающихся сосудов или пневматически. Пневматич. устройство для разливания кислоты изображено на фигуре 7. Выпуск отработанной кислоты должен быть также механизирован. Борьба с вредными газами в травильной мастерской должна вестись тремя способами:
а) путем устройства над кислотной ванной целесообразной системы вентиляции (обычно приточно-вытяжной), которая должна иметь целью не только удаление вредных газов, но и обестуманение, б) применением камерной серной кислоты и в) путем добавления в кислотную ванну присадков «Dr. Vogel’s», «Adacid», «Picklene» и др., которые значительно уменьшают выделение водорода при процессе травления (что, кроме обезврежения процесса, значительно улучшает продукт). Т. к. травильщик работает во влажном, сы-
ром помещении и подвержен действию брызг серной к-ты, то ему должен быть выдана спецодежда, не разрушающаяся от действия кислоты. При покрытии черной Ж. оловом рабочие подвергаются действию вредных газов, ожогам от брызг расплавленного олова, а также
порезам о кромки листа. С целью предохранения от вредных газов над ванной должен быть устроена вытяжная вентиляция. Топку следует устраивать вне помещения. Лужение листов Ж. без механическ. приспособления опасно, т. к. сорвавшийся лист может вызвать расплескивание и ожоги расплавленным металлом. Гораздо безопаснее для этого применять специальные лудильные машины. При добавлении металла в ванну следует его подогревать во избежание разбрызгивания. Опоражнивание ванны следует производить особенно осторожно, так как в процессе этой работы легко возможны несчастные случаи. Полировочное отделение должно иметь вентиляцию. ф. Дроздов.