 > Техника, страница 47 > Загрузочные машины
> Техника, страница 47 > Загрузочные машины
Загрузочные машины
Загрузочные машины в металлургическом производстве, орудия для подачи, загрузки и выгрузки плавильных материалов или слитков в различного рода печи и нагревательные колодцы. Работа современных металлургия, печей не только большой, но и средней емкости, при загрузке материалов вручную, была бы совершенно невыгодна экономически и весьма затруднительна технически. Благодаря механизации загрузочных операций могли быть достигнуты те крупные размеры производств, которые свойственны современной металлургии. Загрузочные устройства для обслуживания доменных печей—см. Доменное производство. Ниже говорится только о 3. м. для обслуживания мартеновских и нагревательных печей.
3. м., применяемые для загрузки печей совками, должны осуществлять следующие движения: 1) передвижение вдоль линии печей; 2) передвижение рабочей части машины перпендикулярно линии печей для вдвигания совка с шихтой в рабочее окно печи; 3) вращение рабочей части машины в горизонтальной плоскости вокруг вертикальной оси (не во всех типах машин); 4) вращение стержня, захватывающего совок, вокруг своей оси с целью переворачивания совка;
5) подъем и опускание на нек-рую высоту рабочей части машины; 6) наклонение стержня, захватывающего совки, в вертикальной
плоскости. Грузоподъемность 3. м. зависит от емкости печей и колеблется в пределах от 2,5 до 7,5 т.
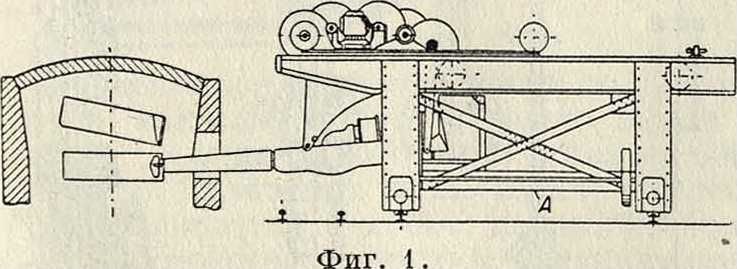
В мартеновском производстве применяются 3. м. америк. и немец, типов. Америк, тип 3. м. представляет собой платформу-тележку А (фигура 1 и 2), движущуюся вдоль печей по расположенным на полу рабочей площадки рельсам. Скорости движений этих 3. м. примерно следующие; 1) скорость движе ния машины вдоль линии печей 704-120 метров в мин.; 2) скорость движения рабочей части машины перпендикулярно линии печей 304 50 ж в мин.; 3) скорость вращения рабочей части машины в горизонтальной плоскости 446 об/м.; 4) скорость вращения стержня, захватывающего совок, вокруг своей оси
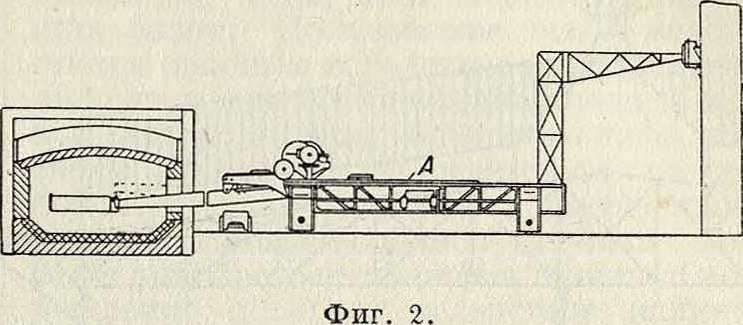
104-20 об/м.; 5) скорость подъема и опускания рабочей части 6410 метров в мин. Преимущества машин этой системы: 1) быстрота завалки шихты, так как последняя устанавливается вдоль печей, между рабочей площадкой и печами, и, таким образом, 3. м. не приходится поворачиваться; 2) склады материалов могут быть расположены в любом месте з-да; 3) возможность затепления цеха, т. к. шихта подается и убирается из цеха через одно место, к-рое может закрываться;4)удобство взвешивания шихты, т. к. вся шихта, подаваемая к печам, проходит через одно место, где и могут быть установлены весы. Недостатки этих машин: 1) усиленное маневрирование шихтовых поездов около печей, что сильно сокращает полезную длину путей для установки шихты; 2) невозможность установить шихту к моменту завалки около самой печи, что может вызвать иногда перебои в работе; 3) неудобства, связанные с ремонтом печей и необходимостью расположения на рабочей площадке печного инструмента, строительных и других материалов; 4) необеспеченность бесперебойной работы в случае прорыва металла через порог окна мартеновской печи и порчи рельсового пути, проходящего непосредственно около самой печи; 5) удорожание здания цеха вследствие устройства солидных подкрановых балок и колонн. Это удорожание вызывается необходимостью иметь мостовой кран для транспортировки и заливки жидкого чугуна в печь, а также тяжелой конструкцией рабочей площадки, по которой ходит 3. метров.
Немецкая 3. м. состоит из тележки, передвигающейся по мостовому крану, располагаемому над рабочей площадкой (фигура 3). Самый кран перемещается вдоль линии печей. К тележке прикреплена решетчатая станина, внутри которой помещается вращающаяся колонна, несущая на своем конце кузов (площадку) с механизмами для управления действием машины. К кузову прикреплены особые поперечины, в которых вращается коромысло. При загрузке материала в печь подводят коромысло к установленным на тележках лоткам с шихтой т. о., чтобы голова коромысла находилась над гнездом лотка; сообщив машине (или коромыслу в американской машине) движение вниз, погружают голову коромысла в паз лотка и закрепляют его специальным штифтом, движущимся вдоль оси коромысла. Закрепив лоток,
сообщают машине (или коромыслу в америк. машине) движение вверх, кузову—движение вращательное (в американской машине это движение отсутствует), мосту и тележке— поступательное (в америк. машине—тележке
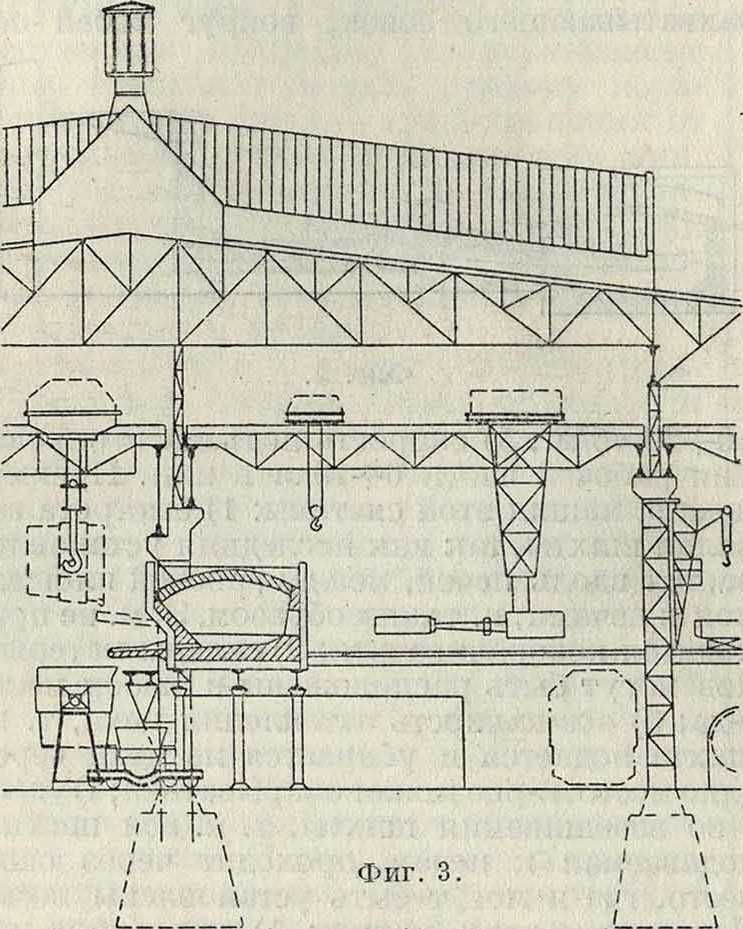
и коромыслу) и вводят лоток в печь через окно. В печи лоток, вращением коромысла вокруг горизонтальной продольной оси поворачивается и опоражнивается. Преимущества машин этой системы: 1) возможность обслуживания печей, не лежащих на одной прямой; 2) приемка и ссаживание лотков в любом месте мастерской; 3) передвижению машины не мешают разбросанные у печи материалы; 4) мостовой кран м. б. использован и для других работ (возведение новой постройки, ремонт, удаление печных настылей, заливка чугуна в печь, и т. д.); 5) свобода движения на рабочей площадке в виду отсутствия на ней путей и платформы; 6) полная обеспеченность шихтой, т. к. последняя может устанавливаться на стеллажах в любое время, не мешая обслуживанию печи; 7) легкая и дешевая конструкция рабочей площадки и подкрановых балок; 8) отсутствие опасности перерыва в работе в случае прорыва металла через порог печи. Недостатки этих машин: 1) большой пробег кранов, подающих шихту со склада на рабочую площадку; 2) затруднения при взвешивании шихты, т. к. она подается с любого места склада в любое место площадки; 3) медленная завалка шихты, в виду большего, по сравнению с америк. машинами, количества движений машины; 4) сложность конструкции при меньшей мощности и производительности по сравнению с америк. машинами.
Из погрузочных устройств, обслуживающих нагревательные печи и колодцы для нагрева слитков, можно отметить следующие:
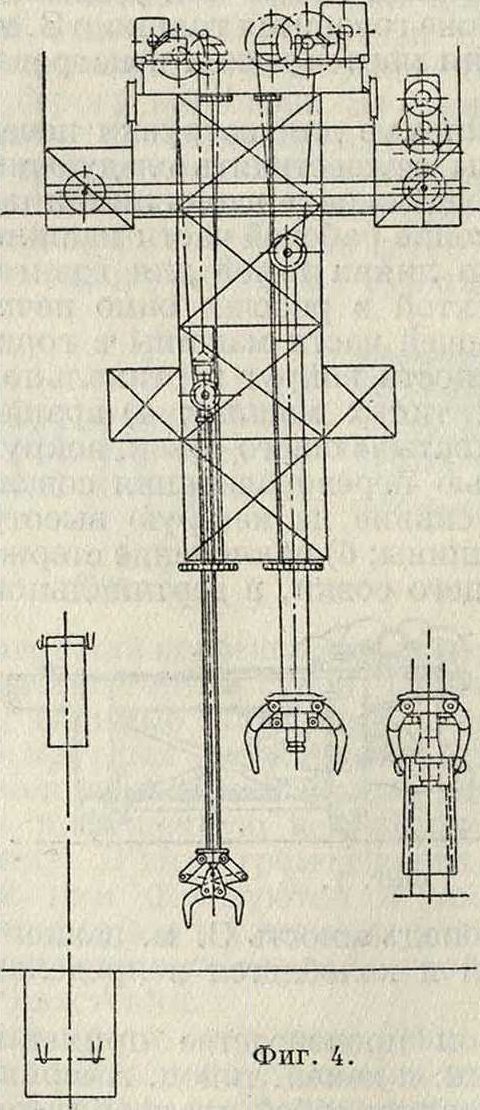
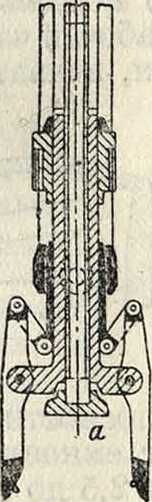
1) паровые краны, снабженные клещами для захвата слитков,—тип машин, встречающихся еще на старых установках; 2) электрич. краны велосипедного типа, перемещающиеся вдоль линии колодцев с достаточно большой стрелой вылета; 3) обыкновенные мостовые краны, снабженные клещами для посадки и выгрузки слитков; 4) стрипперные краны (фигура 4), которые не только сажают болванки в колодцы, но и выталкивают их из изложниц. Рабочий орган стрипперных кранов состоит из двигающихся по направляющим мачт, снабженных клещами. Жесткая связь позволяет работать на больших скоростях, пренебрегая силами инерции, центрировать кран точно над колодцем и избегать повреждения боковых стенок колодца. Для выталкивания слитков пользуются шпинделем а (фигура δ), перемещающимся внутри полой мачты и приводимым в движение от электромотора; давление передается посредством выталкивающего шпинделя слитку, в то время как изложница неподвижно зажата клещами. Сила, с которой шпиндель давит на слиток, достигает 100 тонн Клещи для захвата изложницы и для захвата слитков часто одни и те же. Эти краны часто снабжают рычагами для поднятия крышек колодцев. Благодаря возможности производить этими кранами все маниции со слитком (выталкивание из изложниц, посадку и выемку из колодцев, подачу к опрокидывателю, открывание и закрывание крышек) их можно считать конструктивно иаилучшими из всех типов кранов, обслуживающих колодцы для нагрева слитков.
Операции подачи слитков к печи, загрузки и выгрузки их из печи или выполняются отдельными механизмами или же один механизм выполняет 2 или 3 операции одновременно. Подача слитков на посадочную решетку перед печью, производится: 1) посредством обычных мостовых кранов клещами; 2) посред-
Фигура 5.
ством электромагнитных кранов, магнит ко-торых укреплен на жесткой направляющей мачте (штоке). Мачта может перемещаться в вертикальном направлении и вращаться около своей оси. Загрузка методических печей обычно осуществляется толкателем. Из конструкций последних можно указать на такие, где перемещение штемпеля производится рейкой, приводимой в движение от мотора (фигура 6). Недостаток этих толкателей—частая поломка зубьев, нарушающая их работу. Как на устарелые конструкции можно указать на гидравлические и паровые
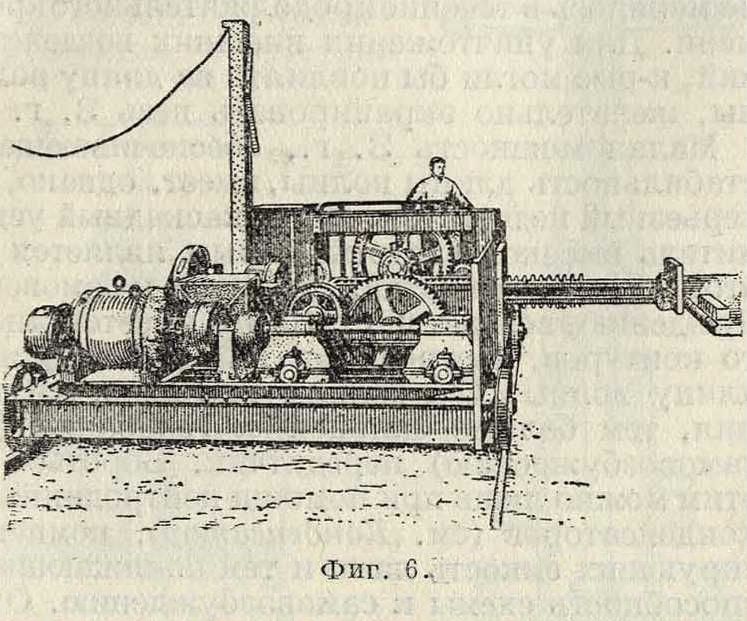
толкатели; перемещение слитков производится штемпелем, связанным с плунжером гидравлич. цилиндра или же с поршнем паровой машины. Ход штемпеля достигает б м. Скорость толкания 504-100 миллиметров/ск.
Для загрузки печей периодич. действия обычно пользуются 3. м., перемещающимися по полу мастерской или подвешенными к кранам. Привод для перемещения тележки обычно электрический, и только в старых оборудованиях встречается применение паровой машины. На фигуре 7 поедставлена 3. метров. с сидящими на хоботе клещами, захватывающими болванку с боков. Хобот. шарнирно связанный с тележкой, может
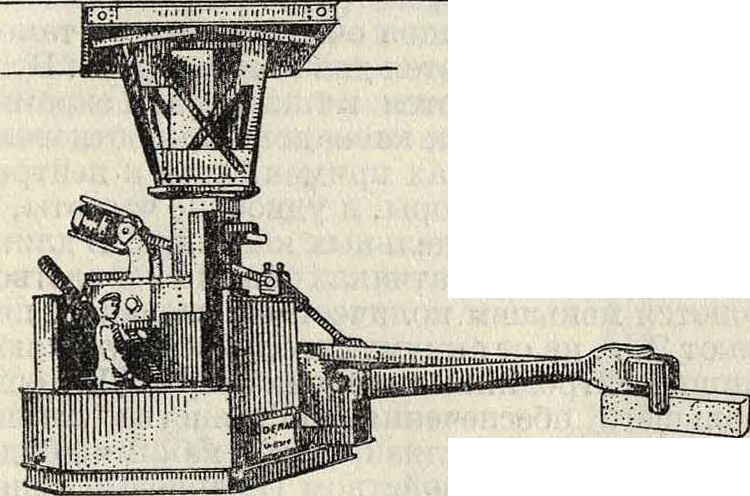
Фигура 7.
перемещаться мотором вверх только после того, как слиток будет крепко зажат клещами. Клещи такого типа ставятся обычно на 3. м. кранового типа. Вместе с тележкой поворачивается и хобот, держащий болванку. Устройство тележки с механизмами для управления машиной аналогично таковому в мартеновских 3. м. немецкого типа.
Лит.: F г о 1 i с h, «Z. d. VDI», 1906, р. 1973 и.
1907, р. 47; Michenfelder, «Z. d. VDI», 1908, р. 1154; «St. u. E.», 1907, p. 985, 987, 1000. 1008; ibid.;
1908, p. 1094, 1096, 1145; ibid., 1913, p. 729; ibid.
1914, p. 286; «Z. d. VDI». 1908, p. 1560; ibid., 1911, p. 286; ibid., 1917, p. 705. H. С. и A. B,