 > Техника, страница 47 > Затылочный станок
> Техника, страница 47 > Затылочный станок
Затылочный станок
Затылочный станок, специальный токарный станок (смотрите Токарные станки),приспособленный, благодаря особой конструкции супорта, для спиральной заточки в радиальном, косом и осевом направлениях затылков фрезеров и других режущих инструментов с прямыми и спиральными канавками. Кроме прямого назначения, универсальные 3. с. могут быть используемы в качестве точных токарных станков.
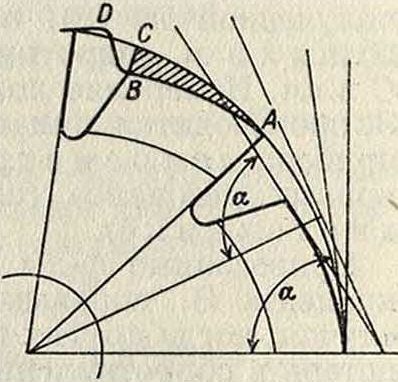
Для выполнения спиральной заточки затылков обтачиваемый фрезер, насаженный на оправку, медленно вращается в центрах станка, а резец, подведенный к вершине затылка зуба, сначала медленно подвигается по направлению к оси фрезера по линии АВ (фигура 1) на глубину задней заточки ВС, а затем быстро отходит назад (ДО).
Резец должен производить за один оборот шпинделя столько подобных двойных ходов, сколько у фрезера зубьев. Движение резца к оси должно происходить по логарифмической спирали, т. к. в дан- фиг 1
ном случае касательная к затылку зуба фрезера в любом пункте пересечения радиуса с затылком будет обрат зовывать один и тот же угол а, вследствие чего при радиальной заточке режущей грани зуба как угол резания, так и форма его остаются неизменными.
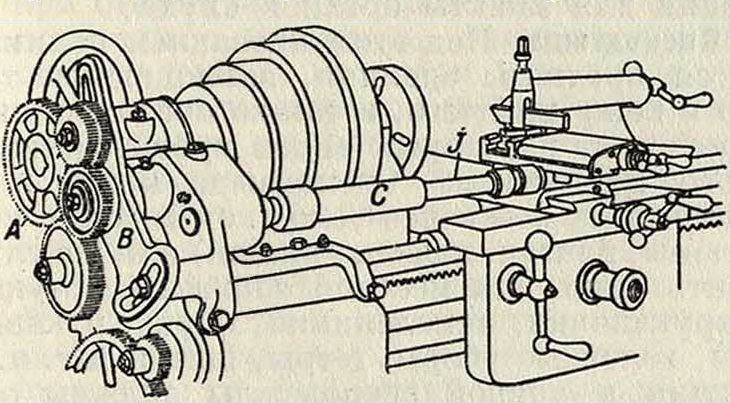
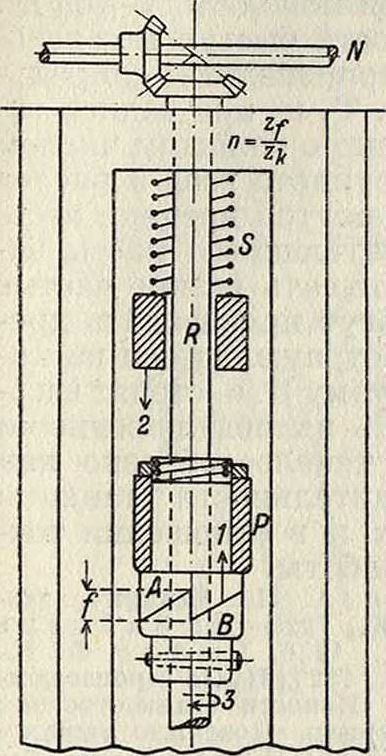
Необходимое переменно-возвратное поперечное движение сообщается резцу соответствующим кулачковым механизмом супорта, один из типов которого изображен на фигуре 2. Движение супорту сообщается зубчатой муфтой с косыми зубцами; одна половина ее В наглухо заклинена на поперечном ходовом валике супорта R, вторая же половина А муфты, представляющая пустотелую втулку, сидит неподвижно в гнезде поперечных салазок Р и укреплена кольцевой гайкой. Когда ходовой вал для задней заточки N вращает поперечный валик по направлению стрелки 3, то косые зубцы муфты В медленно смещают поперечные салазки по направлению стрелки I, для выполнения задней заточки. Как только косые зубцы обеих
половинок муфты выйдут из взаимного зацепления, пружина S тотчас же оттягивает поперечные салазки обратно в исходное положение по направлению, указанному стрелкой 2, причем резец выскакивает из промежутка между зубьями фрезера. После этого обе половинки муфты вновь сцепляются, и начинается обточка затылка следующего зуба. Число сцеплений муфты за один оборот шпинделя, зависящее от числа зубцов муфты и передачи поперечного ходового валика, должно равняться числу зубьев обрабатываемого фрезера. При количестве зубцов муфты, равном zk, поперечный ходовой валик для обточки затылков фрезера с Zf зубьями должен сделать за один оборот шпинделя станка n=Zf оборотов.
Zj.
Так как глубина задней заточки зависит от высоты зубцов муфты, то зубчатая муфта для выполнения задней заточки той или иной глубины должен быть легко заменяема.
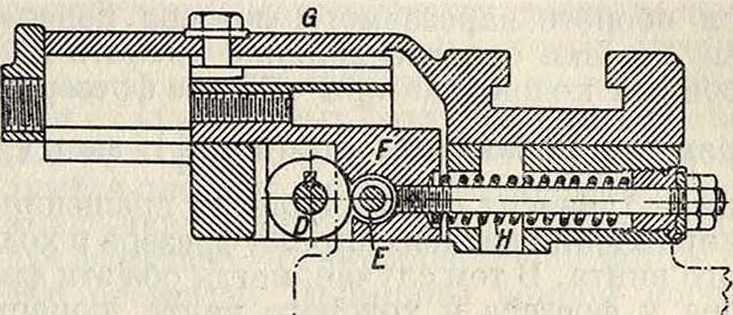
В американских 3. с. часто применяется устройство, изображенное на фигуре 3 и 4.
Фигура з.
Эксцентрик D, приводящий в движение резцовую каретку G, получает вращение от шпинделя через сидящую на гитаре В зубчатую передачу А и раздвижной валик С. Эксцентрик D упирается в ролик Е, закрепленный в неподвижной части су порта F, и, вращаясь, сообщает всей верхней части переменно-возвратное движение, обусловливающее спиральную заточку затылков зубьев фрезера. Для обратной откатки каретки G служит пружина Н. Для заточки фрезеров со спиральными канавками раздвижной валик С снабжают винтовой канавкой, ход которой равняется ходу витка канавки фрезера. При продольном движении супорта подвижная часть валика J, вдвигаясь в гильзу С, получает дополнительное вращение, вызывающее требуемое опережение или запаздывание затылочного движения резца.
Описанное переменно-возвратное движение салазок супорта, без вращения самого супорта в горизонтальной плоскости, позво ляет производить обработку фрезеров лишь с радиальн. заточкой затылков зубьев. Для обработки фрезеров с косой или боковой спиральной заточкой, а также со сложными профилями, необходимо иметь возможность устанавливать супорт под углом к оси
I___
Фигура 4.
обрабатываемого предмета с сохранением его переменно-возвратного движения. Это достигается устройством между поперечными и продольными салазками супорта поворотного диска А (фигура δ), вращающегося на оси,
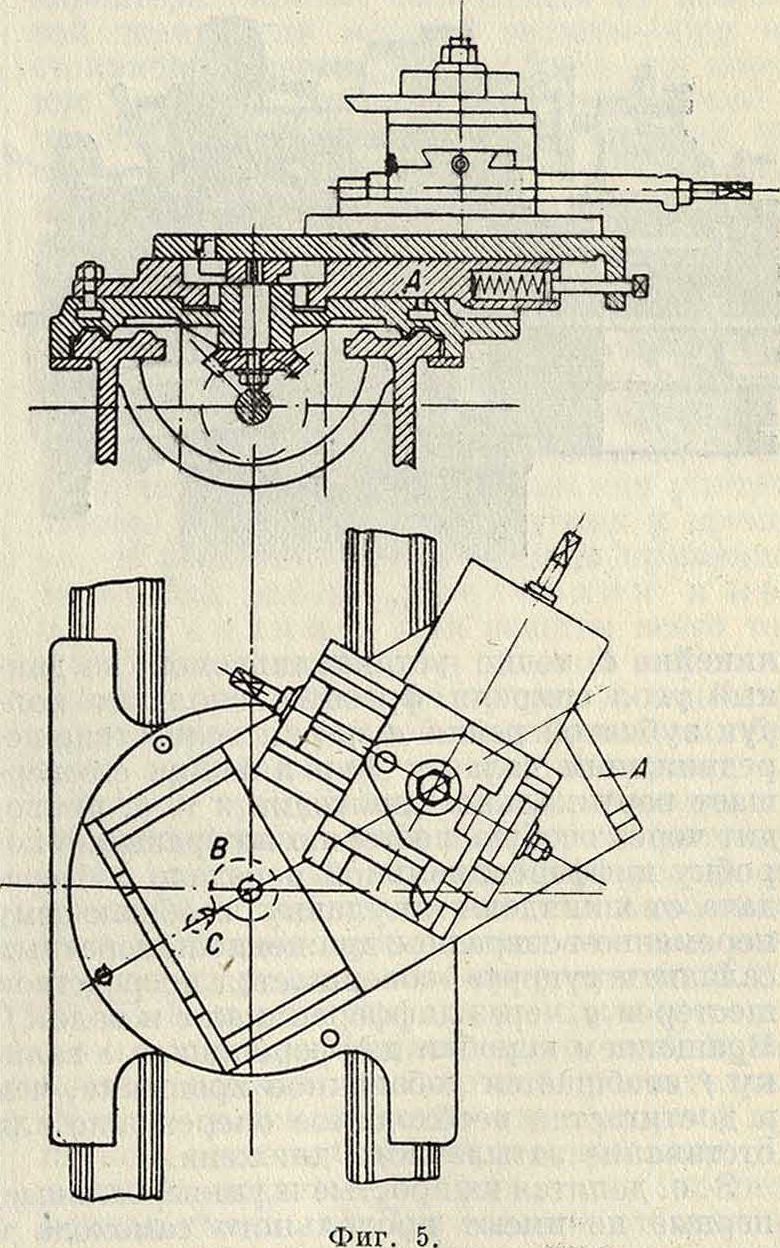
совпадающей с геометрич. осью вертикального вала кулачковой шайбы В. В данном случае продольный ходовой вал для задней заточки располагается внутри станины, а поперечное движение салазок супорта взад и вперед достигается вращением на вертикальном валу кулачковой шайбы В, отводящей при своем движении штифт С, который укреплен при помощи шпонки на поперечных салазках. Обратная оттяжка салазок супорта в начальное положение производится посредством спиральных пружин.
При задней заточке фрезеров со спиральными канавками приходится учитывать необходимость опережения или отставания затылочного движения в зависимости от величины продольной подачи резца S и направления и шага Н спирали канавки. При каждом обороте нарезаемого фрезера поперечные салазки супорта должны сделать не Zf двойных ходов, как при обточке фрезеров с прямыми канавками, a Zf(l + ^); знак (+)
или (—) зависит от направлений вращения и направлений витков спирали фрезера и ходового винта. В том случае, когда оба эти фактора у фрезера и ходового винта попарно одинаковы или оба одновременно различны, ставится знак (—), в противном случае (+). Замедление и ускорение достигается установкой на 3. с. особого корректирующего приспособления (фигура 6). Это приспособление приводится в действие от супорта, который в своем продольном движении захватывает штангой а салазки b. По поворотной
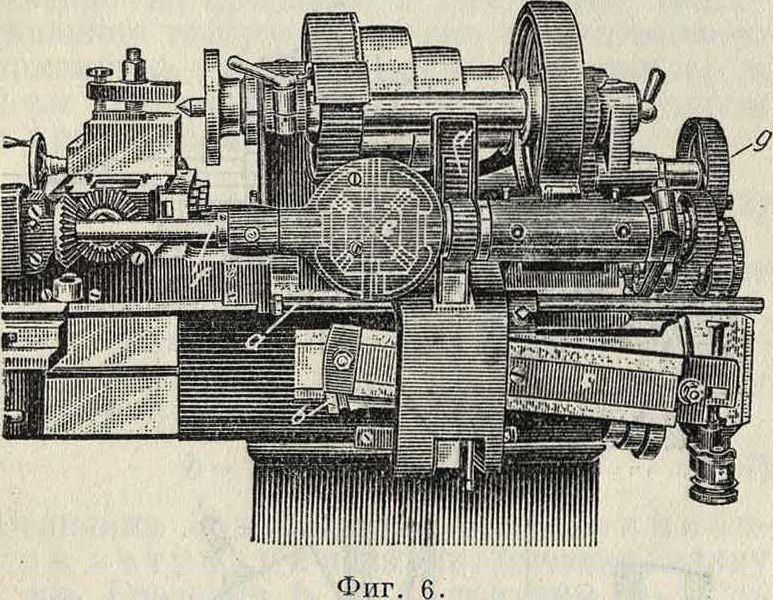
линейке с точно устанавливаемой на данный угол спирали фрезера, скользит ползун зубчатой рейки d, которая вследствие передвижения салазок b и линейки с совершает вертикальное движение и т. о. приводит через особую шестерню во вращение коробку дифференциальной передачи е. Передача от шпинделя к кулачку, сообщающему переменно-возвратное движение поперечным салазкам супорта, совершается посредством шестерен д, через дифференциал е и валик /. Вращением коробки дифференциала е валику f сообщается добавочное вращение, чем и достигается необходимое опережение или отставание затылочного движения.
3. с. делятся на простые и универсальные: первые не имеют продольного самохода и допускают лишь заточку затылков фигурных фрезеров с прямыми канавками; вторые же, снабженные ходовыми винтом и валом, приспособлены для задней заточки всевозможных фрезеров с прямыми и спиральными канавками, а также м. б. использованы в качестве точных токарно-винторезных станков. Простые 3. с. изготовляются с высотой центров от 145 до 210 миллиметров и допускают заточку фрезеров диам. от 70 до 275 миллиметров; расстояние между центрами колеблется в пределах от 145 до 350 миллиметров, потребная мощность l-y-12,5 №. Универсальные 3. с. имеют высоту центров 2004-325 миллиметров и допускают обработку фрезеров диам_. до 360 миллиметров,; расстояние между центрами колеблется от 500 до 1 000 миллиметров, потребная мощность 14-3,5 №.
3. с. дают возможность быстро и с необходимой точностью производить спиральную заточку фрезеров. Т. к. при задней заточке фрезеров, особенно с большим числом зубьев, число ходов супорта взад и вперед за определенный промежуток времени весьма значительно, то двигающиеся массы заставляют станок испытывать резкие частые удары и тем самым могут производить дрожание станка, вредно отражающееся на качестве продукции. Поэтому 3. с. строят весьма солидно, и заменять их обыкновенными токарными станками нецелесообразно как в отношении производительности станка и срока его службы, так и в отношении точности производимой работы.
Лит.: Гавриленко А. II., Механик, тех нология, ч. 4, вып. 1—3, М., 1925—26; Зайдель И., Токарное дело, М.—Л., 1926; Гюлле Ф. В., Станки, пер. с нем., т. 1.М., 1927; Hutte (производственный), вып. 3, М., 1926; «Новости станкостроения в Германии», М., 1927; Сборник «Новейшее машиностроение», вып. 1, Берлин, 1926; II и 11 e F. W., Die Werkzeugmaschinen, 4 Auflage, В., 1923; Machinery’s Encyclopedia, v. 5, N. Y., 1925. С. Ананьин.