 > Техника, страница 47 > Зеркало
> Техника, страница 47 > Зеркало
Зеркало
Зеркало, гладкая поверхность тела, отражающая падающие на нее лучи света по определенным направлениям; промышл. значение 3. получили в виде отполирован, стеклянных пластинок различных размеров, покрытых с одной стороны тонким отражающим слоем металла. В настоящее время при изготовлении З.в качестве отражающего слоя преимущественно применяется серебро и в редких случаях—золото и платина. Производство 3."распадается на две главные операции: 1) производство зеркального стекла и 2) покрытие этого стекла слоем металла.
Производство зеркального стекла. Шихта для зеркального стекла состоит из песка, соды, извести и обесцвечивающих веществ— а и селена. Все материалы, идущие на варку стекла, должен быть сухими и по возможности не содержать солей железа,придающих стеклу нежелательную зеленоватую окраску. Необходимым условием для получения хорошего стекла является тщательное измельчение и перемешивание между собой составных частей шихты. Хорошие зеркальные стекла по анализу имеют след, соотношение окислов: кремнезема 72,1%, окиси натрия 12,2%, окиси кальция 15,7%, окиси железа и алюминия—следы. Состав, соответствующий такому содержанию окислов, следующий (в вес. частях): песка белого 100, соды 32, извести 38. а 0,4 и селена 0,007.
Тщательно изготовленная из доброкачественных материалов шихта засыпается в стеклоплавильную печь, где и
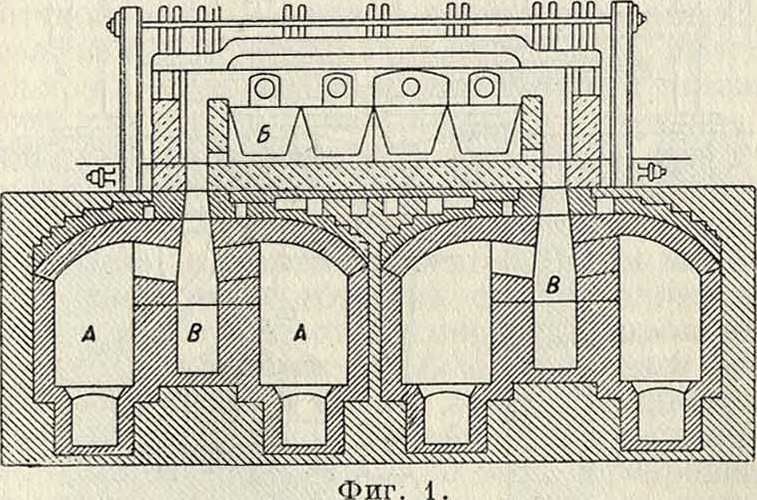
превращается под влиянием высоких Г в жидкую стекольную массу. Для изготовления небольших тонких 3. применяется способ выдувания стекла, как и при изготовлении оконного стекла. Для получения 3. больших размеров и из толстого стекла (толщиной от 5 до 12 миллиметров после обработки) выдувной способ заменен прокаткой стекла. В виду того, что от зеркального стекла требуется весьма высокая степень чистоты и отсутствие каких бы то ни было пороков (свили, камней, пузырей и «мошки»—мелких пузырьков, заполненных газами и воздухом), плавка зеркального стекла в настоящее время производится почти исключительно в горшковых печах.
Такая печь показана на фигуре 1, где А—регенераторы, заполненные насадками из шамотных кирпичей; Б—горшки, В—камеры для спуска стекла в случаях разрыва горшка. Горшки применяются самых больших размеров, вместимостью до 1 500 килограмм. После окончания варки стекла к печи подводят литейный стол, при помощи подъемного крана вынимают из печи горшок и выливают содержимое его на стол; из небольших горшков стекло вычерпывается особыми ложками.
Прокатка стекла может производиться двумя основными способами, из которых каждый имеет несколько вариантов. По первому способу, стекло на литейном столе прокатывается по длине его при помощи катка, причем литейный стол может быть подвижным или неподвижным; в первом случае каток, раскатывающий стекло на столе, совершает лишь вращательное, во втором— вращательное и поступательное движения. По второму способу, стекло прокатывается в лист между двумя парами вальцов. Здесь опять - таки могут быть два варианта: а) вальцы делают передвижными, и готовый лист ложится на неподвижный приемный стол; б) вальцы только вращаются, стол же продвигается по мере того, как на него ложится лист. Применяемый при первом способе чугунный или стальной литейный стол составляется из 10—12 продольных гладких строганых частей. Длина его 9 м, ширина—5 м, вес—70 тонн С двух боков стола прикрепляются планки, соответствующие той толщине, к-рую должен иметь лист; в то же время эти планки служат направляющим! для катка. В других устройствах каток снабжается двумя ребордами, являющимися ограничителями ширины и толщины листа. Первое устройство лучше, т. к. стекло подвергается только вертикальному давлению, во втором же — стекло получает еще и боковой сдвиг, к-рый при прокатке толстого стекла нередко нарушает правильную поверхность листа. Преимущество же второй конструкции состоит в том, что лист после прокатки м. б. сдвинут и в сторону, чему в первой конструкции мешают боковые планки. Для изготовления узорчатого стекла стол снабжают соответствующей гравировкой. Нормальная толщина листов, прокатываемых на неподвижном столе, 4-1-8 миллиметров. По окончании прокатки листы с подвижных литейных столов передаются в откальную печь; при неподвижных столах листы необходимо передвигать на промежуточный подвижной стол, с которого они сдвигаются в печь. Необходимость такой перегрузки является недостатком этого способа, особенно при изготовлении тонких листов, которые легко м. б. повреждены, а в узорчатых листах м. б. смят рисунок.
В последнее время типы машин для прокатки стекла между вальцами строятся с подвижным столом и с неподвижным прокатным приспособлением (схема на фигуре 2). Стекло наливается в приемник,установленныйвпере-ди первой пары вальцов 1; прокатанный предварительно между ними лист спускается по
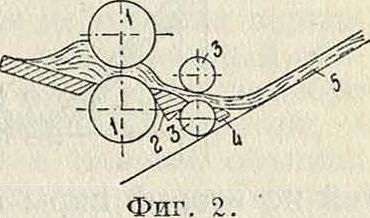
наклонной плоскости 2 ко второй паре вальцов 3 меньшего диаметра, между к-рыми он прокатывается до окончательной толщины, и через вторую наклонную плоскость 4 попадает на подвижной приемный стол 5, на котором по окончании прокатки отвозится к откальнойпечи. Приемный стол покрывается гладко отполированными и хорошо выравненными шамотными плитами. Все части машины, соприкасающиеся с горячим стеклом, снабжаются водяным Охлаждением. Толщина листов регулируется расстоянием между цент-
ний из второй пары валиков. При этом способе рисунок на листе получается сверху и не м. б. смят при передвижении листа.
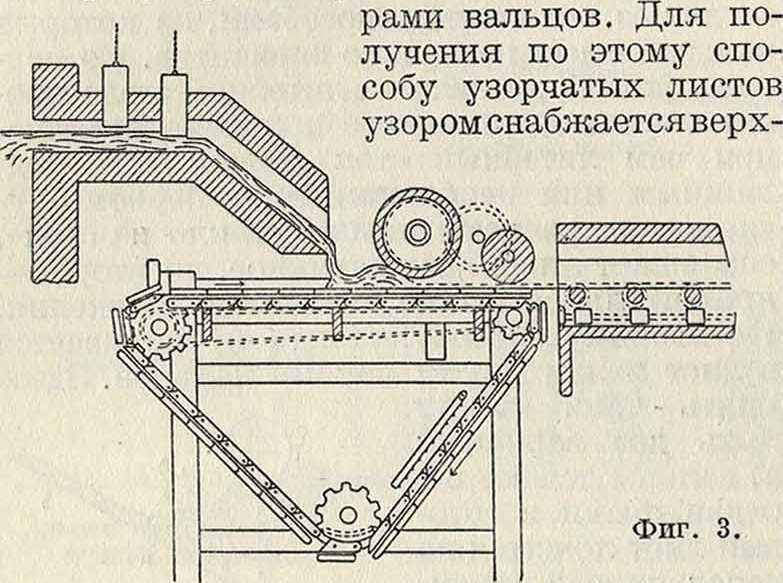
Непрерывная прокатка стекла, протекающего постоянной струей из ванной печи,является проблемой, для разрешения которой проделано много опытов. Бблыиая часть проектов подобных устройств сводится к тому, что стекло непрерывно течет из ванны в ковш, помещающийся в особой, открытой снизу, нагревательной камере. При литье ковш опрокидывается, и его содержимое выливается на стоящий непосредственно под ним подвижной литейный стол, к-рый затем откатывается под вальцы. Удачным разрешением проблемы является установка Форда для производства зеркального стекла для автомобилей (фигура 3): струя стекла, непрерывно вытекающая из жолоба ванны и регулируемая заслонками, прокатывается в ленту и проводится через тоннельн. откальную печь в одну операцию.
О т к а л к а (отжиг) листов зеркального стекла производится с целью устранения вредных напряжений в толще и на поверхности листа, получающихся при быстром охлаждении стекла во время его прокатки. Неотож-женное стекло чрезвычайно хрупко и негодно к употреблению. Откальные печи устраиваются двух типов. Печи более старой конструкции представляют собою камеры до 8 метров длины и 4 метров ширины. Топку делают боковую или со стороны, противоположной входному отверстью печи. Под печи выстилается шамотными полированными плитами, образующими ровную горизонтальную поверхность. Когда листы уложены в печь, ее закрывают и замазывают. Охлаждение листов зеркального стекла производится в течение 4—6 дней, Современные откальные печи строятся по типу тоннельных с охладительным каналом, доходящим до 100 метров длины при ширине от 4 до 6 метров.
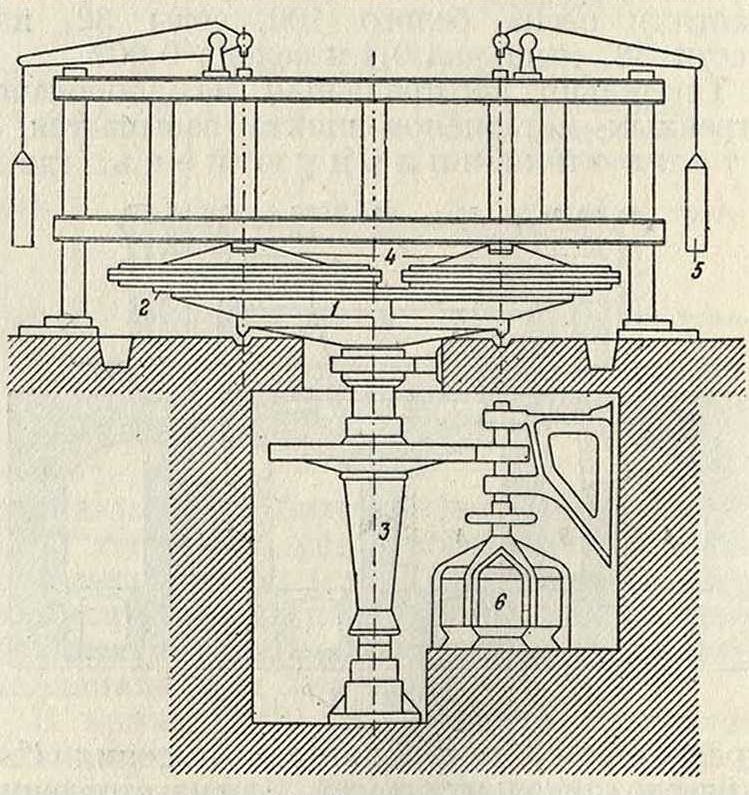
Для получения правильного отражения зеркальное стекло должно иметь совершенно плоские и строго параллельные друг другу поверхности. Это достигается в результате трех операций. Первая операция—г рубая шлифовка на шлифовальном станке (схематич. чертеж на фигуре 4) при помощи крупного песка и воды. Шлифуемый лист 2 укладывается на круглый чугунный или железный стол 1 диам. до 10 м, предварительно залитый тонким слоем гипса. После этого стол по рельсовому пути вдвигается под станок, соединяется с валом 3 и поднимается с рельсов вверх вместе с валом при помощи гидравлич. подъемника до соприкосновения с шлифовочными стальными полосами, прикрепленными к вращающимся кругам 4. Нажатие кругов регулируется противовесом 5. Стол приводится в движение электромотором 6. Шлифовочные круги приводятся во вращение трением между листом и шлифовочными полосами; иногда для вращения кругов применяют особую систему зубчатых колес. После обработки поверхность стекла под микроскопом представляется покрытой сетью довольно глубоких царапин и полос. Вторая операция—т о н к а я ш л и ф о в к а на тех же машинах, но при помощи мельчайшего песка или наждачного порошка. После этой обработки поверхность стекла делается равномерно матовой. Третья операция—п о л и р о в-к а, которая восстанавливает прозрачность и блеск стекла. Полировка производится на полировочном станке войлочными кругами при помощи мелкого порошка пемзы и мумии. Полировочный станок в общем сходен по
Фигура 4.
устройству с шлифовальным станком. Для шлифовки кромок зеркального листа служат особые фацетные станки с шлифовальными кругами или цилиндрами из специальных. камней. С. Херсонский.
Покрытие стекла металлом. Для получения доброкачественного 3. необходимо, чтобы слой металла, покрывающий стекло, был достаточно плотным и непрозрачным. Серебряный покровный слой испытывается следующим образом: если направить на 3. лучи солнца или другого яркого источника света,
то покровный слой должен просвечивать с синеватым оттенком. Следует отметить, что ультрафиолетовые лучи солнца проходят через зеркало.
Процесс серебрения 3. состоит в том, что из раствора азотнокислого серебра восстановлением получают металлич. серебро, которое в виде мельчайших частиц осаждается на стекле. При увеличении в 300 раз заметно кристаллич. строение этих частиц. Минимальная толщина слоя, покрывающего стекло, равна 5,1-10~8 миллиметров (по И. Естерману и С. Стерну). В качестве восстановителей применяют виноградный сахар, винную к-ту и ее соли, ацетон, формальдегид. Чем быстрее желательно провести процесс серебрения, тем тщательнее должен быть произведена подготовка стекла, то есть его очистка и удаление жирных пятен. Применяемые для серебрения материалы должен быть химически чистыми. Аммиак и едкое кали должен быть совершенно свободны от углекислоты и хлора. Применяемая вода должен быть дестиллированной и также свободной от углекислоты. При серебрении больших дорогих зеркал процесс проводят при подогревании, применяя в качестве восстановителя калиевую соль винной кислоты.
Раствор для серебрения приготовляется следующим образом. Азотнокислое серебро растворяют при нагревании в 15—25%-ном растворе аммиака (уд. в 0,940). Затем приготовляют раствор виннокислого калия в воде и добавляют его к первому раствору до тех пор, пока не получат белый осадок виннокислого серебра. Этот осадок растворяют, добавляя аммиак; полученный раствор фильтруют, и после двухдневного хранения его в темноте и на холоду он готов для работы. Стекло до серебрения предварительно (для удаления жирных пятен) промывают концентрированным раствором едкого кали и раствором хлористого олова и обмывают обычной водой, а затем дестиллированной. Стол, на к-ром производят серебрение, имеет ряд труб, но которым проводится нар, а также стоки для отвода использованного раствора. При помощи резиновых прокладок стекло на таком столе укладывают горизонтально. Чтобы удержать жидкость на стекле, его по краям обкладывают воском. Затем выливают раствор серебра на стекло слоем в 3 миллиметров и включают отопление; пар, проходя по трубам в течение 10 мин., нагревает поверхность стола и стекло до 50°. Жидкость начинает дымиться и приобретает красновато-бурый оттенок. Через 20 мин. серебрение заканчивается. Оставшуюся жидкость с поверхности стекла удаляют при помощи резиновых губок и поверхность ополаскивают водой. В некоторых случаях процесс серебрения производят повторно. В помещении, где происходит серебрение, следует поддерживать равномерную температуру ок. 30°. Слой серебра покрывают сначала защитным слоем лака, состоящего из сирийского асфальта, растворенного в бензине, а затем— обычным масляным лаком. Описанный выше способ изготовления зеркал требует небольшого количества раствора серебра и дает очень мало ила (грязи). Получаемые отходы собираются и могут быть снова использованы для переработки.
Другой метод серебрения 3. открыт д-ром Боте и практически осуществлен проф. Веттером. В качестве восстановителя применяется виннокислое серебро. Восстановитель готовят следующим образом: 7,5 г азотнокислого серебра растворяют в 60 г дестиллированной воды, затем растворяют 6 з се-гнетовой соли (виннокислого калия-натрия) в 3 л воды и при кипячении к раствору добавляют понемногу, все время помешивая, азотнокислое серебро. Кипячение длится 10 мин. Полученный раствор фильтруют; он содержит виннокислое серебро. Затем 7,5 г азотнокислого серебра растворяют в 60 з дестиллированной воды. К раствору приливают нашатырный до появления коричневого осадка окиси серебра, к-рый растворяется новыми порциями нашатырного а. Добавляют 720 г дестиллированной воды и раствор фильтруют. Для серебрения берут равные части обоих растворов; смесь наливают на стекло слоем в 12 миллиметров. Через 10 мин. серебрение заканчивается. Этот метод не требует подогрева стекла.
Массовое изготовление небольших зеркал производится след, обр.: в деревянный обитый резиной ящик устанавливается на ребро большое количество сдвоенных стекол; в ящик наливают взятые в равных объёмах растворы; а) 40 з едкого кали (свободного от углекислоты и хлора) в 1 л воды; б) 40 г азотнокислого серебра в 1 л воды; в) 70 см·1 аммиака в 1 л воды; г) 25 з сахара в 750 з воды и 50 см3 голя. Через 10—15 минут серебрение заканчивается.
Применение сахарного раствора в качестве восстановителя было предложено Либи-гом. Раствор для серебрения но этому способу приготовляется следующим образом: берут 100 об. ч. раствора азотнокислого аммония (25%-ной крепости,уд.в. 1,115), 140 об.ч. раствора азотнокислого серебра (10%-ного), 750об.ч. раствора едкого натра (3,5%-ного, уд.в. 1,050), получают 990 об. ч. раствора «А». Этому раствору дают 3 дня отстояться. Для изготовления восстановителя растворяют 50 з сахара в воде и кипятят в течение часа с 3,1 з винной кислоты. Все это разбавляют 500 см3 воды (раствор «а»). Затем 2,857 г виннокислой окиси меди растворяют в воде и добавляют едкого натра; этот раствор также разбавляют 500 см3 воды (раствор «Ь»); затем 100 об. ч. раствора «а», 100 об. ч. раствора «Ь» и 800 об. ч. воды дают 1 000 об. ч. восстановительной жидкости «В». Для серебрения берут: 50 об. ч. раствора «А», 250— 300 об. ч. дестиллированной воды (20—28°) и 10 об. ч. восстановительной жидкости «В». При таком методе на 1 ж2 3. расходуется лишь 3—3,5 з серебра.
В СССР серебрение производится следующим образом. Сперва очищают стекло мелом или мумией, начисто его вытирают и кладут на подводочный стол. До начала серебрения обливают поверхность стекла 10%-ным раствором хлористого олова и морской губкой вытирают досуха. Для серебрения применяется раствор азотнокислого серебра, едкого натра и аммиака и в качестве восстановителя раствор обычного сахара (100 г на 1 л воды) с прибавлением 10 г химически чистой серной кислоты на 1 л воды. К первому
16
Т. Э. т. VIII.
составу добавляют 7—8% восстановительного раствора и смесь выливают на поверхность стекла слоем в 2—3 миллиметров. В помещении поддерживается темп-pa в 20—25°. Через
2—3 мин. серебро осаждается; остаток раствора сливается, грязь смывается водой, и стекло сушится. Для большей белизны 3. процесс серебрения повторяют. Слой серебра покрывают защитным слоем, состоящим из смеси свинцового сурика и сикатива в
СКИПИДаре. И. Китайгородсний.
Золочение стекла производится по преимуществу сухим путем посредством обжига в муфельных печах или же по способу Бетгера. В последнем случае растворяют 1 г чистого золота ь царской водке на водяной бане, выпаривают раствор досуха, чтобы освободить его от избытка к-ты, и затем растворяют в воде до получения объёма в 120 см3. Отдельно от золотого раствора приготовляют щелочный раствор (6 г едкого натра на 100 см3 дестиллированной воды). Восстановителем служит раствор 2 г крахмального сахара в 24 см3 дестиллированной воды, разбавленный 24 см3 голя и таким же количеством альдегида уд. в 0,87. Восстанавливающая жидкость каждый раз перед употреблением должен быть заново приготовлена. Предварительная обработка стекла—такая же, как и при серебрении. Раствор для золочения составляется из 64 об. ч. золотого раствора, 16 об.ч. раствора NaOH и 1 об. ч. восстановителя. По прошествии 5 минут золото начинает осаждаться в виде блестящего слоя, который так же, как и серебряный, покрывают впоследствии слоем предохранительной краски и сурика.
Лит.: Шур И. С., Стеклотсхника, Харьков, 1927;
S t a Ii 1 E. ,Т., Dekorative Glasmalerei, Lpz., 1915;
С г e m e г F., Die Fabrikation d. Silbcr- u. Queck-silberspiegel, 3 Aufl., Wien—Lpz., 1922; Hesse K., Die Glasveredelung, Lpz., 1928; «Diamant» (Glasindu-strie-ztg), Lpz. с. Херсонский.,