 > Техника, страница 96 > Измерительный инструмент
> Техника, страница 96 > Измерительный инструмент
Измерительный инструмент
Измерительный инструмент в машиностроении, инструмент и приспособления, применяемые в машиностроении для измерения линейных и угловых размеров, проверки формы обрабатываемых деталей и контроля тех же элементов готовой продукции. Все И. и. можно разделить на два больших класса: бес-шкальные и шкальные И.и. Бе.с шкальные И. и. не имеют собственной шкалы и могут т. о. служить либо для переноса размеров с инструментов, снабженных шкалой, на измеряемый предмет или обрятно, либо для сличения размеров или формы изделия с И. и. Ш к а л ь н ы е И. и. снабжены в той или иной форме шкалой и дают возможность определять абсолютные размеры измеряемых величин. По способу увеличения точности отсчета можно различать механические и оптические И. и.: у первых отсчет производится невооруженным глазом, у вторых применяются различные оптич. методы уточнения отсчетов.
Теория измерений. Все измерения в машиностроении сводятся в конечном счете к сравнению линейных размеров, углов и форм (контуров, взаимного расположения элементов формы) изделия с соответственными элементами нек-рого образца, принимаемого при данном измерении за эталон. В этом расширенном смысле слова эталонами будут как простая масштабная линейка с делениями, так и калибр, как плитки Иогансена, так и длина световой волны определенной частоты колебаний. Как видно из этого перечисления, эталон м. б. представлен как физич. телом, ограниченным мерными поверхностями или снабженным на своей поверхности отметками (обычно штрихами), так и условным физич. представлением (длиной световой волны). Наши внешние чувства, применяемые при измерениях (гл. образом зрение, во вторую очередь мускульное чувство и осязание), позволяют с б. или м. удовлетворительной степенью точности установить лишь факт равенства, совпадения двух измеряемых величин или явлений. Каждый раз, когда появляется необходимость суждения о численной величине отклонения измеряемой величины от эталона, точность измерения резко падает; поэтому все точные И. и. основаны на процессе уравнивания тем или иным способом измеряемой величины с эталоном, а определение величины отклонения вводится лишь как вспомогательное средство для повышения точности за пределом непосредственного отсчета. Рассматриваемое под этим углом зрения например измерение микрометром сводится к двум операциям:
1) уравнивание длины измеряемого предмета с мерной длиной микрометра — расстоянием между мерными плоскостями шпинделя и наковальни — путем ввинчивания шпинделя и 2) определение совпадения штрихов на гильзе с отметкой на хвостовике корпуса. Глазомерное определение сводится в данном случае к определению несовпадения штрихов в долях наименьшего деления гильзы. В случае проверки например диам. вала по нормальному кольцу отклонения размеров определяются мускульным чувством по сравнительной легкости движения эталона (кольца) по валу; поэтому этот способ является значительно менее точным, чем измерение при помощи предельных калибров, где необходимость суждения о величине отклонения заменяется простым констатированием прохождения или задерживания изделия соответственным калибром.
Границы точности определения совпадения размеров изделия с данным эталоном обусловливаются в конечном счете остротой восприятия упомянутых выше трех внешних чувств. Наименее поддается численному определению острота мускульного чувства, к-рое к тому же наиболее сильно зависит от упражнения. Точность определения совпадения размеров возрастает в этом случае с уменьшением величины зазора между поверхностями и зависит от их состояния (степень гладкости и смазка); наибольшая точность м. б. достигнута при проверке равенства кольца и вала, обработанных до равенства в пределах ±0,25 μ, с высоко полированными поверхностями и без всякой смазки. В этом случае можно обнаружить легко отклонения в-диам. на 0,5— 0,8 μ. Присутствие смазки сильно понижает тонкость восприятия и искажает результаты, которые зависят в этом случае не только от величины зазора, но и от свойств смазочного слоя. Присутствие смазки позволяет например ввести пробку с диам. до 5 μ большим диам. кольца в последнее, причем тугость посадки уменьшается с увеличением диаметра кольца лишь сравнительно медленно. Наощупь наибольшей точностью отличается определение уступа, образуемого острым краем полированной плоскости. Уступ в 20 μ легко различается сравнительно грубым осязанием: при хорошо развитом осязании возможно заметить уступ высотой в 5 μ и менее. Существенным фактором являются чистота и степень полировки поверхности и острота края уступа. Определение наощупь абсолютной или даже сравнительной высоты уступа весьма мало точно. Наибольшим применением пользуется при измерениях зрение. Физиологические свойства нашего глаза таковы, что присутствие света на темном фоне им определяется со значительно большей остротой, чем его отсутствие на светлой поверхности. Объясняется это тем, что наименьшим элементом ретины, воспринимающим свет, являются колбочки, имеющие поперечник порядка 2,5 μ, что при фокусном расстоянии глаза в 35 миллиметров дает минимальный угол зрения в=0,0000715, или 15,6". Под раины:,i или большим углом зрения должен быть видима темная черта на светлом фоне с тем, чтобы ее изображение на ретине закрыло целый ряд колбочек и дало отчетливую и резкую картину черты. Принимая нормальное расстояние ясного зрения в 250 миллиметров, получаем минимальную толщину черты шкалы, равной 0,0000715 · 250 ^ 0,03 миллиметров. Светящаяся точка или черта на темном фоне будет обнаружена глазом в противоположность этому при любой величине угла зрения, т. к. раздражение зрительных нервов производит не темнота, то есть отсутствие света, а самый свет. Поэтому достаточно, чтобы хотя ничтожная часть колбочки была освещена достаточно сильным источником света, чтобы вызвать раздражение соответственного нерва и дать картину светлого пятна величиной с колбочку. В силу этого свой ства ретины мы только и в состоянии например видеть звезды, т. к. их угловая величина практически равна 0. Несовпадение двух штрихов может однако быть обнаружено уже в том случае, когда угловое смещение их на ретине равно половине наименьшего угла зрения, то есть около 0,015 миллиметров, так как вследствие шного расположения колбочек при этом картины штрихов будут восприниматься двумя смещениями на полтолщины колбочек рядами их.
Всякий И. и. представляет собой т. о. компаратор, сравнивающий размеры измеряемого предмета с употребляемым при данном измерении эталоном. Поэтому теория измерений основывается гл. образом на теории компаратора, которая и будет вкратце изложена ниже. По способу перемещения сравниваемых величин можно различать трансверсальные, или п о-перечные, и лонгитудинальные, или продольные, компараторы: в первых эталон и измеряемый предмет лежат рядом друг с другом, а во вторых они располагаются последовательно один за другим.
Трансверсальный компаратор состоит в основном из салазок а (фигура 1), на которых лежат оба сравниваемых масштаба Мг и Мъ, и визирного
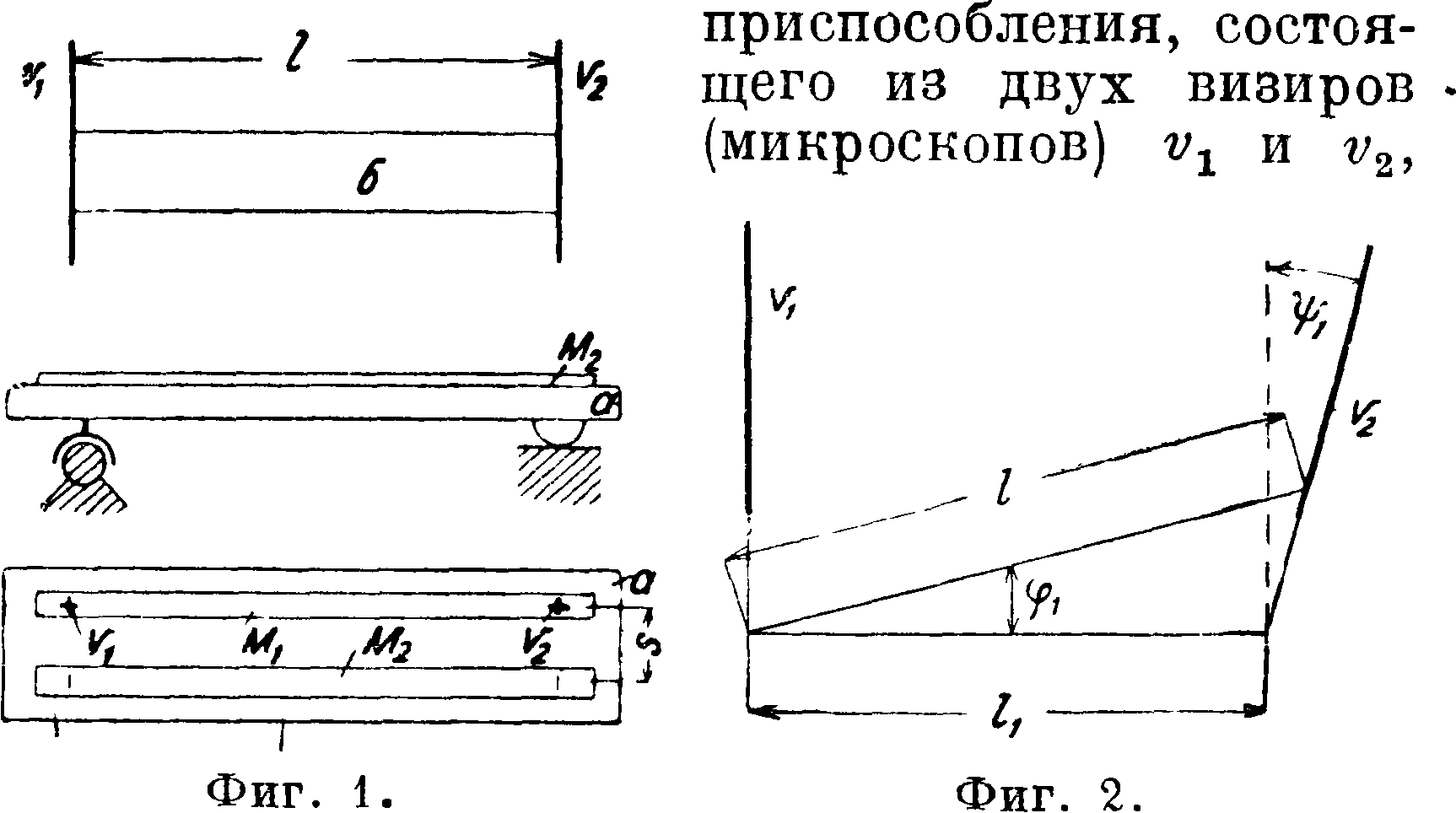
удерживаемых на постоянном расстоянии I бй б. Для производства измерения приходится сдвигать либо салазки а либо балку б с визирами на величину s расстояния между осями’ обоих масштабов. Предположим, что линии визиров υχ и ν2 (фигура 2) наклонены друг к другу на угол ψχ, а ось масштаба составляет с нормалью к v1 угол φ ; ошибка измерения /х=I — 1г по закону синусов
I = _li___
sin(90 + y»i) sin (90 — va — Ψΐ) *
т. e.
— [i _ CQS (vi + ffi)1.
0 I cosva J ’
разлагая оба cos в ряд и сохраняя по два первых члена, имеем
h=Ф - [* - 4- (Ψι + <Ы2] · (i + 4 Vi)};
отбрасывая при перемножении члены с степенями углов большими 2-й, имеем окончательно
Λ =×№ + 2Wi)> (!)
то есть возникающие при этом ошибки суть второго порядка малости относительно углов срг и %рг при Φι=0, /1=0 независимо от при ψχ—0, fi — γ ψΙ· Для сравнения двух эталонов можно передвигать как визиры, так и измеряемые бруски. Получающиеся при этом ошибки зависят гл. обр. от непараллельного перемещения соответственных частей компаратора. Рассмотрим
12
Т. Э. Доп. т. сначала перемещение точки А (фигура 3), находящейся на салазках на расстоянии а от оси направляющей; конечное положение салазок определяется независимо от формы пути длиной нормали s и углом <р, составляемым нормалью в конечном положении с первоначальным. Сдвиг fA точки A в направлении измеряемой величины равен
fA=а — ВС=а — BA cos <р,
а т. к.
В А=а — DB=а — s tg ф, тс
Ь=« (1 — cos ф) + s tg ф cos ф;
разлагая совф в ряд и отбрасывая все члены за исключением первых двух и полагая tg φ cos φ==sin φ=φ, получаем
1α=^Ψ2
scp.
(2)
Λ=(τ - τ)=Τ
Τ. к. ошибка измерения /2 равна разности ошибок для точек г и ν2, находящихся на расстояниях а и b от направляющих, получаем
<Р, (3)
то есть /2 является ошибкой второго порядка малости. Однако сдвиг каждой отдельной точки,
т. e. fA, уже представляет собой ошибку первого порядка. Величина угла ф зависит как от кривизны направляющих в целом, так и от местных неровностей. Обозначая отклонения поверхностей направляющих от геометрической оси АВ (фигура 4) через и, получим (считая поверхность салазок идеальной плоскостью)
tg φ =
где и и п относятся к крайним точкам опоры салазок. В том случае, когда сами салазки имеют свои выпуклости ^„
U2—U1
и вогнутости, максимальное значение угла Ф наступит тогда, ко-гда в одной крайней фиг 4_
точке выпуклость и5
салазок придется на выпуклость их направляющих, а в другой — выпуклость и3 салазок на вогнутость и4 направляющих, тогда
Щ + U2 — (и3 — щ) ^ 2и
tg?>=
(4)
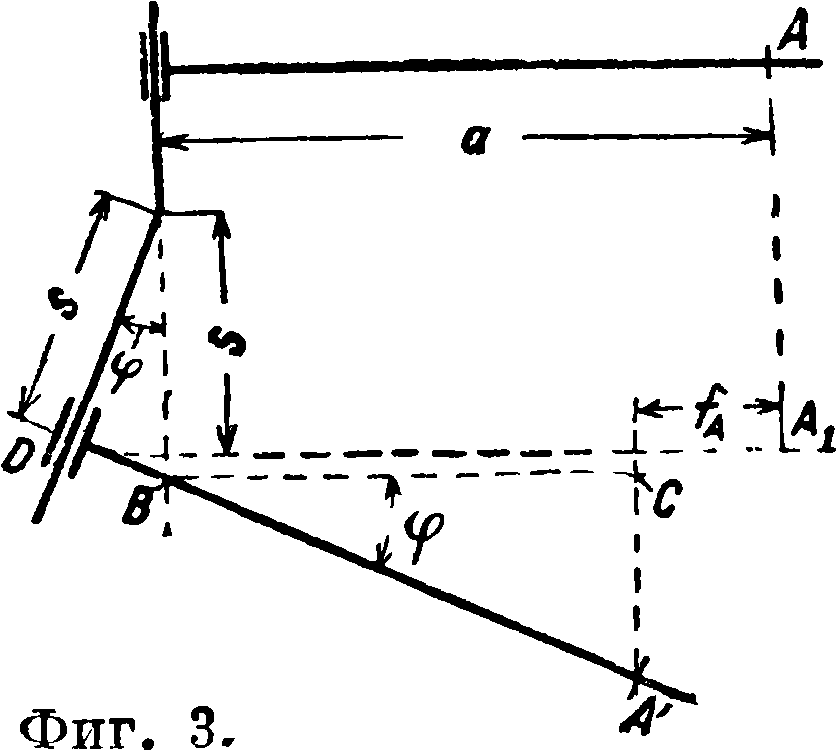
где и — средняя величина выпуклости, а п — длина салазок. До сих пор мы предполагали, что перекос имеет место только в горизонтальной плоскости. Рассмотрим перекос в вертикальной плоскости; он вызовет перемещение визируемой точки А в А (фигура б), равное и определяемое из ур-ия
fA=А В + В А!=к tg ψ + fA + а ^1 —,
где к — высота оси балки над измеряемыми мас-
1
штабами; полагая tg ψ=ф, разлагая в ряд и подставляя значение fA из ф-лы (2), получаем
/л=+ βΨ +×(<Р2 — Ψ2).
откуда ошибка измерения при вертикальном перекосе /3, равная разности ошибок обоих визи-ров, определяется из выражения
ί3=-γ(ψ2 — У2)· (5)
Из последнего выражения видно, что влияние обоих перекосов диаметрально противоположно, но ограничивается ошибками второго порядка малости. Влияние изгиба балки, несущей ‘визирные приборы в горизонтальной плоскости, весьма незначительно и выражается ф-лой
/4=4- Х2> (С)
где χ — угол между касательной к упругой линии балки в местах прикрепления визиров. Влияние скручивания балки при сохранении прямолинейности оси ее выражается ф-лой
U=- г; I2. V)
где ξ — угол поворота обоих сечений балки, содержащих визирные приборы, а к, как и раньше,—высота нейтральной линии над плоскостью измерения. Изгиб балки в вертикальной плоскости влечет за собой появление ошибки /6, определяемой ур-ием
==* (“, + 4 + .)^**!. (8)
то есть в этом случае уже появляется ошибка первого порядка малости, которая, вообще говоря, не м. б. приравнена нулю. При^ перемещении тележки, содержащей сравниваемые меры, все ошибки, вызываемые деформацией последней и неправильностью направляющих, сводятся к перекосам в обоих направлениях и выражаются ф-лой
/7=4-(?,2 + ψ2)’ <9>
где ф и ψ — углы перекоса измеряемой длины в горизонтальной и вертикальной плоскостях под суммарным воздействием неправильностей направляющих и деформаций тележки. Изгиб балки, несущей визирные приборы, обусловливается помимо неправильностей в направляющих, вызывающих появление в ней изгибающих усилий, гл. обр. неравномерностью распределения t° лагая линейное распределение f по высоте балки и называя Δ г — разность t° обоих крайних волокон, h—высоту балки, I — мерную длину ее, а—коэф. расширения материала, получаем угол поворота двух крайних сечений
по высоте балки. Предпо-
I · аМ %1 — h
т
Для того чтобы составить себе представление о допустимых величинах факторов, влияющих на ошибки измерения, положим 1=1 000 миллиметров, =
.=1 μ, к=400 миллиметров, h=200 миллиметров, а — 11,5 * 10 ~6 (сталь), длина салазок п=400 миллиметров, тогда из ур-ия (1), полагая φ1=грг, имеем у)г=Φι<3/; из ур-ия (3) ф<5, для чего достаточно, чтобы неровности и неправильности направляющих от средней линии не превышали 0,3 миллиметров, — условие, как видим, легко выполнимое; из ур-ия (5) ψ <5;
из (6) χ<1из (7) |<12; из (8) χ<0,0087<0,52"— условие, уже трудно выполнимое, т. к. в этом елучае по высоте балки t° должна сохраняться постоянной в пределах до 0,045°; наконец из (9) при φ — ψ получаем φ < 3,5, каковое условие легко выполнимо, т. к. оно требует сохранения правильности рабочих поверхностей направляющих и салазок в наиневыгоднейшем случае с точностью до ±0,2 миллиметров. Трансверсальный компаратор непригоден для сравнения штриховых мер с малыми расстояниями между делениями, а следовательно для сравнения между собой употребляемых в технике масштабов. Для этой цели существуют продольные (лонгитудинальные) компараторы, основным признаком которых является перемещение визирных линий вдоль масштабов, причем каждая визирная линия
| *1Уг
i_1— |
Μ,Μζ | l·
J- |
1·
_ fM, |
| i гг“- | 1
—*-ni |
,—X--£- | ___1 |
| —Л·-nf | к ,м, | ||
| f |
Фигура 6. Фигура 7.
направлена на деления одного масштаба. По способу расположения сравниваемых мер различают компараторы с рядом расположенными мерами Мг, М2 (фигура б) и с мерами, лежащими друг за другом (фигура 7). Подробное исследование показывает, что при первом расположении, при перемещении визирных приспособлений vl9 ν2из всех источников появления ошибок имеются три первого порядка, из которых две ошибки пропорциональны высоте к направляющих визирного аппарата над плоскостью измерений, а одна пропорциональна расстоянию s между масштабами, остальные ошибки — второго порядка малости. При перемещении тележки с масштабами имеется один лишь источник ошибки первого порядка, пропорциональной s. При продольном компараторе с последовательным расположением сравниваемых мер при передвижении визирных приборов может возникнуть одна ошибка первого порядка, пропорциональная /г, тогда как при перемещении тележки с масштабами все ошибки лежат в пределах второго порядка малости. Пз приведенной выше краткой теории компараторов м. б. сделаны следующие весьма важные для теории И. и. выводы. 1) Во всех вообще случаях измерения выгоднее перемещать не визирные линии (или вообще линии или плоскости, определяющие данный размер), но сравниваемые величины, (масштаб и измеряемый предмет); 2) в случае необходимости перемещения визирных линий следует стремиться к возможному уменьшению как расстояния от направляющей плоскости перемещения визиров до плоскости измерений, так и расстояния между сравниваемыми длинами; 3) при применении принципа продольного компаратора, то есть во всех тех случаях, когда необходимо сравнивать измеряемую длину с эталоном с мелкими масштабными делениями (громадное большинство всех измерений в машиностроении), необходимо устанавливать обе сравниваемых длины по одной линии, Параллельной оси перемещения их (т. н. принцип Аббе). Уменьшение расстояний к и s м. б. достигнуто не только физич. способом, например при измерении размеров кольцевого калибра набором мерных плиток с двумя шариками или цилиндрами (фигура 8), но и чисто оптически, напримерсовмещением изображения измеряемого предмета в фокусе микроскопа с изображением штриха микрометрии, окуляра. При точных измерениях большое значение имеет величина давления между измеряемыми предметами и мерными поверхностями. Это усилие Р вызывает: 1) общее укорочение М длины измеряемого предмета и частей И. и., подверженных сжимающим усилиям а по закону Гука:
(И)
Фигура 8.
где 2? — модуль упругости, F — плсщадь поперечного сечения соответствующей детали И. и.;
2) деформации изгиба и кручения как всего И. и. в целом, так и отдельных его деталей;
3) местные деформации в точках соприкосновения мерных поверхностей И. и. и измеряемого предмета. Влияние первого фактора вообще ничтожно; при давлениях порядка 1—2 килограмма, принятых в измерительной практике, и при сечении измеряемого объекта например в 5 см2 относительное укорочение составляет для стального эталона
0,95 · 10-7 — 1,9 · 10‘7, то есть на 1 метров длины всего 0,1—0,2μ. Влияние деформации самого И. и. трудно поддается учету, величина же вызываемой этим фактором ошибки м. б. весьма велика; для ее исключения необходимо стремиться сохранять давление при всех измерениях постоянным и величину его уменьшить до предела, обеспечивающего неизменно плотное прилегание мерных поверхностей. Тарировка шкал И. и. и сличение с эталоном должно производиться под тем же давлением. Влияние третьего факта в случае определенной формы мерных поверхностей легко поддается учету по ф-лам Герца. Называя /8 ошибку в μ на одной поверхности соприкосновения, имеем: 1) В случае со прикосновения шаровой поверхности с плоскостью (фигура 9)
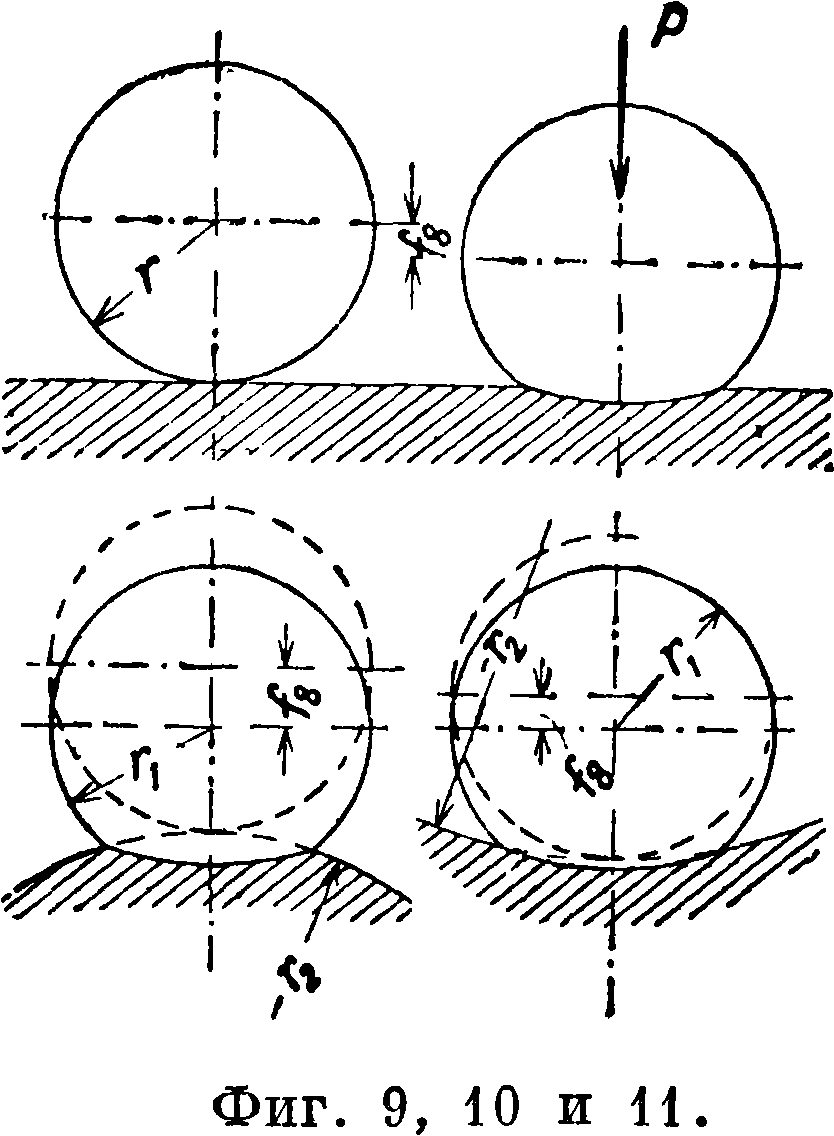
h=V
9 (1 — m2)2 Р2
4г£2 ;
ί 0,76
V4-
(12)
где г — радиус кривизны шара в см, Р — сила в килограммах, т — коэф. Пуассона (0,3), Е—модуль Юнга (для стали 2100 000 килограмм/см2). В том случае, когда материалы соприкасающихся тел обладают различными модулями упругости ЕгиЕ2У в формулу (12)
на место Е подставляют величину E=~ЕlE*~.
2) В случае соприкосновения двух шаровых поверхностей с радиусами гг и г2 (фигура 10) имеем
/8-0,76 (Т +-1-), (13)
ф-ла (13) справедлива для касания двух выпуклых шаровых поверхностей. В случае соприкосновения выпуклой поверхности радиуса глс вогнутой радиуса г2 (фигура 11) знак у г2 меняется.
3) Для случая соприкосновения шара с цилиндрич. поверхностью
/в=1,5у (1 - и“) ^ (14)
где а — большая полуось эллипса касания, равная для обеих выпуклых поверхностей (г—радиус шара, R — радиус цилиндра), з _
^.1 /"з (1 — m2) PRr. мк
β=ίΚ л+75“· (15>
для соприкосновения шара с вогнутой цилиндрич. поверхностью формула (15) принимает вид
*лГ3(1 —m2)PRr. р.кл
в = *К E (2К — г) ’ (15
коэф-ты ψ и ς в ур-иях (14), (15) и (15) находятся по табл. 1 в функции фиктивного угла
Таблица 1.—Значения I и у> в ф-и и угла &.
0.. 9(Г 8(Г 7QP 60° 50° 40° ЗСР 20° ИР 0°
£.. I 1,128 1,284 1,486 1,754 2,136 2,731 3,778 6,612 оо
ψ.. 1 1,12 1,25 1,39 1,55 1,74 1,98 2,30 2,80 оо который в случае обеих выпуклых поверхностей определяется иэ ур-ия
cos $ =
г
2 R + r
а для шара по вогнутой цилиндрич. поверхности
cos ϋ —
г
2R — г
Для стали (Е=2 100 000 килограмм /см2) ошибка в μ (при Лиг в см) обращается для обеих выпуклых поверхностей в
/8 = о,6^]/"Е1Щ±5, (16)
а для шара по вогнутой цилиндрич. поверхности в
/α= 0,6 тК—"I— · <16)
4) Для случая цилиндрич. поверхности, опирающейся на плоскость, величина /8 не м. б. найдена по Герцу теоретич. путем. Г. Бохманом опытным путем для этого случая выведена для стальных поверхностей (Е=2 150 000 килограмм /см2) зависимость вида
3 _
U=°-017 tV т > (Ч)
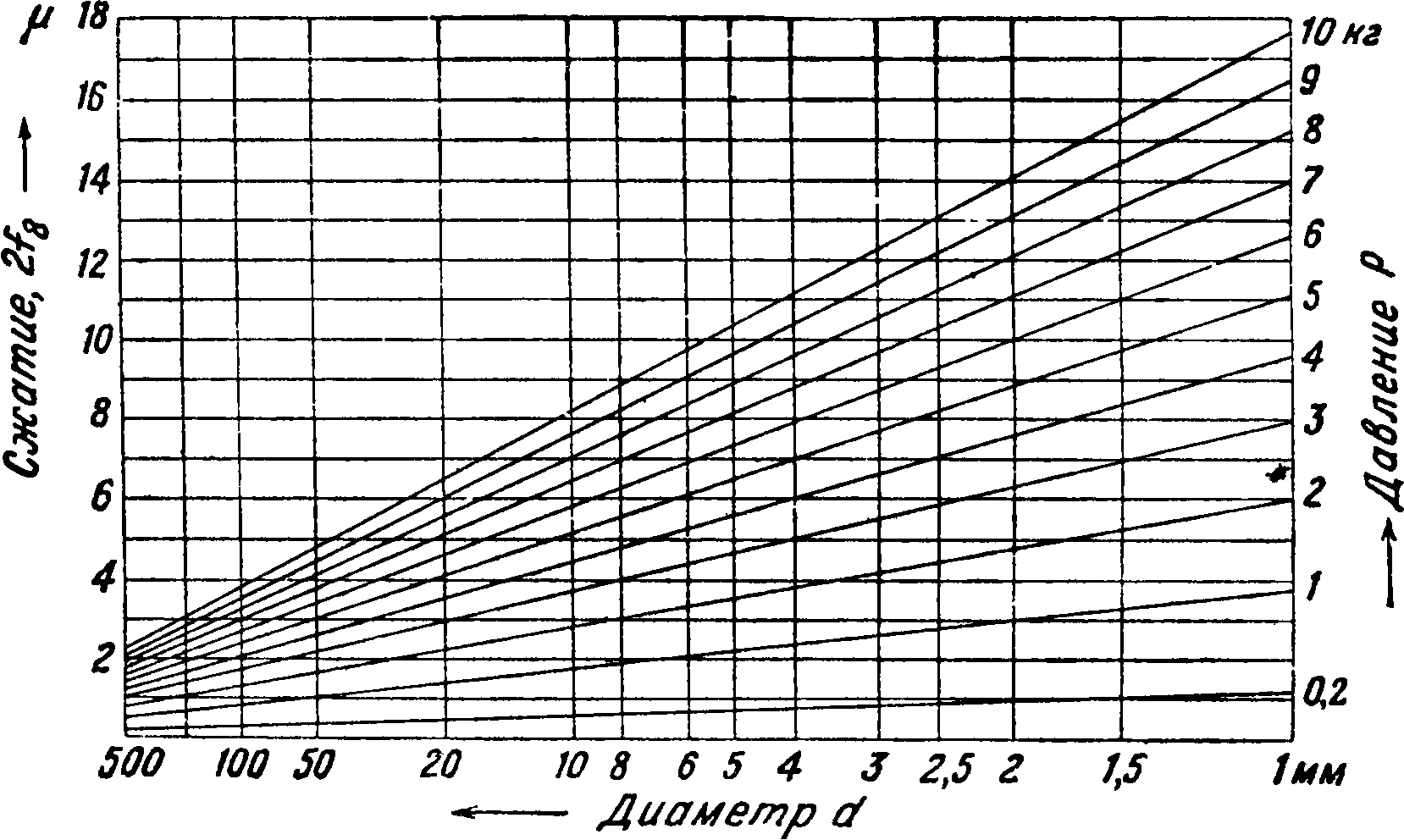
где L — длина в сантиметров соприкасающейся образующей цилиндрич. мерной поверхности. Величина полного укорочения эталона с шаровыми или цилиндрич. мерными поверхностями при сжатии между двумя плоскостями равна 2 /8. Величины 2 /8 в ф-ии давления Р кг или удельного давления р кг)мм длины образующей и диам. d шаровых или цилиндрич. поверхностей даны в виде графиков на фигуре 12 для стальных эталонов с двумя шаровыми поверхностями, сжимаемыми между стальными плоскостями, а на фигуре 13 для цилиндрич. эталонов. Влияние t° на точность измерений длин настолько значительно, что не м. б. оставлено при б. или м. точных работах без внимания. Наиболее благоприятным является тот случай, когда эталон и измеряемый предмет сделаны из материала с одинаковым коэф-том расширения. Тогда для достижения точности измерений достаточно, чтобы их Z° были равны (например для стали при требуемой точности 1 · 10“5 достаточно равенства Z° в пределах ± 0,9°). Для достижения равенства t° необходимо в случае точных измерений (например порядка 1 · 10~6) выдерживать эталоны и измеряемые предметы в течение нескольких часов на металлич. подставке в помещении с незначительным суточным колебанием z° и кроме того во время самих измерений принимать ряд мер для уменьшения влияния на них f тела лица, производящего измерения. С этой последней целью для захватывания измеряемых объектов применяют деревянные щипцы, экранированные рукоятки из теплоизоляционной массы,
Фигура 12.
теплоизолированные перчатки, ставят перед И. и. экраны из специальных сортов стекла, не пропускающих тепловых лучей (например робоновое стекло). Гораздо сильнее сказывается влияние t° при измерениях изделий, материал которых отличается по своему коэф-ту расширения от эталона. В этом случае помимо равенства z°
р25
23
2.1
I 17 15 1.3 11 £ 09 й 0.7 05 0.3 0.1
«SJ
I
2.0 18 16
1413
| VV | у | У_^ | уу | |||||||||||
| /7 | УУУ | ту | у. У | |||||||||||
| У | ,у | ту | У У | уУ | г У | |||||||||
| Уу | У | Уу | /у | У | Уу | |||||||||
| ту у | V | У | уу. | ^ У | у | |||||||||
| У | ту, | У | У | УУ1 | IУ, | У^У | ||||||||
| V | У, | т J | V | V | v У | |||||||||
| /- | tv | 7 | У | V | У - | |||||||||
| 7У | у | У | у | |||||||||||
| Ту | У | V | V, | /У у | ^ ^— | |||||||||
| У, | У | V | У V | V | у | У^ | ||||||||
| 77 | 7? | У | у | У | ||||||||||
| 77, | у | У ^ | ||||||||||||
| У | У У | V | V | V ^ | ||||||||||
| у | у | У | V | у | ||||||||||
| /А | V | у | У | У | у | |||||||||
| у | У | |||||||||||||
| У | у | У | V | ^у | ||||||||||
| 77- | * | У | ||||||||||||
| W | У/.· | у- | у | |||||||||||
| Щ | У; | |||||||||||||
| рр | ||||||||||||||
| £Ξ |
5020 106 43 2 1,5 1 0,75 0,50,4 0,3 -«-Диаметр of
Фигура 13.
0,2 0,15
кг/мм
1,2
Ы
1
0,9 ~ 0,8 Ч
0,7 % 0,6 $
0,4 ^
0,3
0,2
0,1
— О 0.1мм
1,3 7 * I
необходимо либо производить измерения при нормальной z°, при которой выверены эталоны, либо вводить в результаты измерений поправку на г°, равную
U=[К — “г) (t — У — а2ДгП> (18)
где аг и а2 — линейные коэфициенты расширения материалов эталона и измеряемого объекта, t — средняя темп-pa измерения, tn — нормальная темп-pa, Δ t — разница темп-p измеряемого предмета и эталона (Δζ>0, если измеряемый предмет теплее). Из ур-ия (15) следует, что даже считая Δζ == 0, при а3 — а2=0,1 · 10-5 (возможная разность коэф-та двух различных образцов углеродистой стали) темп-pa измерений не должна отклоняться для измерения с точностью 1 · 10-6 более чем на 1° от нормальной. За нормальную темп-ру в СССР, США и большинстве европ. стран принято 20°, в Великобритании 16,67°, во Франции обычно 0. Обе последние страны в последнее время примкнули к международной темп-ре 20°, но калибры, изготовленные раньше 1931—32 гг., выверены при указанных выше Z°. Коэф-ты линейного расширения различных тел приведены в таблице 2.
Таблица 2.—Коэфициенты линейного расширения различных тел.
| Наименование материала | a. 105 |
| Сталь углеродистая.. | 1,15-1,20 |
| Сталь мягкая .. | 1,20 |
| Мягкое железо (чистое).. | 0,93 |
| Чугун | 1,04-1,1 |
| Сортовое железо..·. | 1,1-1,15 |
| Никелевая сталь (20% Ni).. | 1,86-1,1 |
| » » (30% Ni).. | 1,06—0,6 |
| » ь (36% Ni—инвар). | 0,1 |
| Никель | 1,28 |
| Кварцевое стекло.. | 0,05 |
| Медь | 1,65—1,7 |
| Латунь | 1,8—1,95 |
| Бронза | 1,70-1,90 |
| Нейзильбер | 1,80-1,90 |
| Алюминий | 2,3-2,4 |
| Платина | 0,98 |
| Платина-иридий (8:2).. | 0,83 |
| Иенское стекло 69 III.. | 0,59-0,6 |
| » » 1565 III .. | 0,35-0,36 |
Механические И. и. А. Бесшкальные механические И. и. по самому роду своего устройства могут служить исключительно для сравнительных измерений. Все бесшкальные механические И. и. можно подразделить на две группы: 1) И. и. с подвижными измерительными частями, служащие исключительно для переноса
Фигура 14.
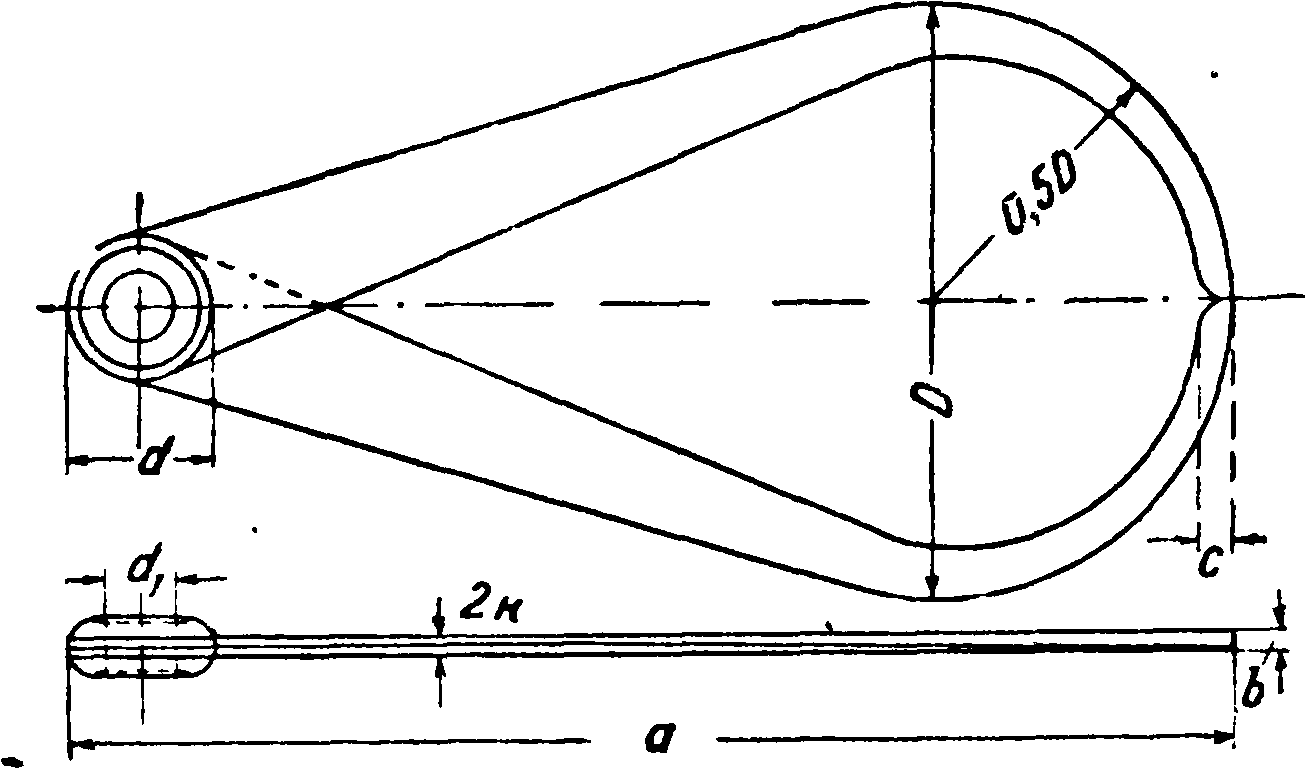
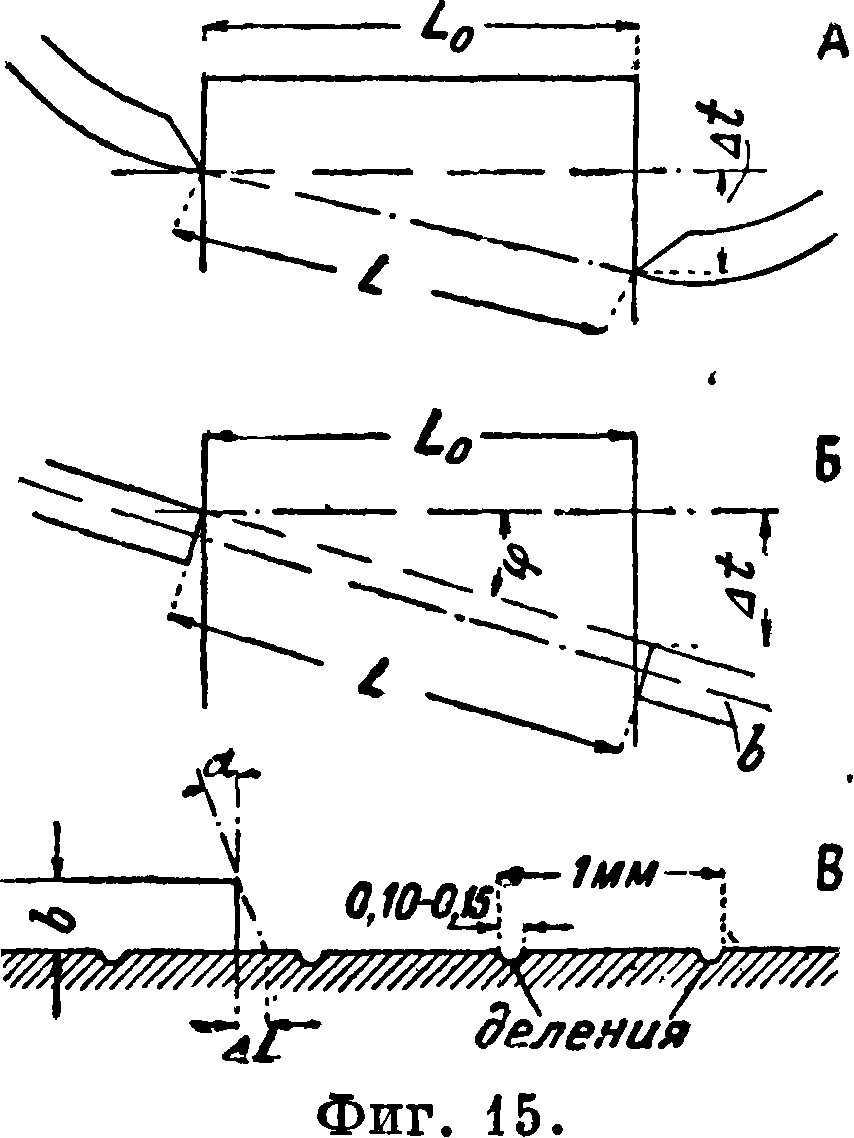
линейных или угловых размеров с изделия на эталон или обратно, 2) И. и. с неподвижными (по крайней мере во время измерения) измерительными частями, служащие для сравнения размеров или формы изделия с теми же элементами самого И. и. К первой группе относятся кронциркули, нутромеры (танцмейстеры), полутанцмейстеры, разметочные циркули, малки, бесшкальные (простые) глубиномеры и т. д. Обыкновенный кронциркуль (фигура 14) состоит из двух изогнутых, плоских, уширяющихся к концам ножек, соединенных зак- лепкой или затяжным винтом. Для плавного и равномерного трения полезно между ножками в шарнире прокладывать тонкую латунную шайбу. Кронциркуль служит для снятия наружных размеров; точность измерений кронциркулем равна ± 0,3—0,5 миллиметров. Главнейшими источниками ошибок являются неправильная установка на измеряемом предмете и неправильный отчет по масштабу снятого размера. Неправильная установка заключается гл. обр. в том, что линия, соединяющая центры измерительных концов ножек, не лежит на измеряемой длине, в частно сти при измерении расстояния между двумя параллельными плоскостями не перпендикулярна к ним. Ошибка установки Δζ (фигура 15) может лежать как в плоскости ножек (фигура 15, А), так и перпендикулярно к ней (фигура 15, Б). В первом случае истинная длина L0 определится из ур-ия
L0=Y L2 — №s*L- £си, (19)
где L — установка кронциркуля; т. о. ошибка измерения ΔΖ,=L0 — L равна"
Δ t
Принимая величину перекоса η-=0,1, получаем
AZj
j-=— 0,005,. то есть ошибка достигает 0,5%. При перекосе в направлении, перпендикулярном ножкам, ошибка увеличивается вследствие влияния ширины ножек b (фигура 15,Б), длина L0 м. б, определена из ур-ия
L0=L cos φ — b sin φ; sin φ=—; cos φ=|/"l ("ΐτ)2=1 ’
= (τ + ή·> ^=-τ(τ + ή· <20>
Принимая, как выше, величину перекоса Δζ —=0,1 I/, а b=0,2 X, получаем ^=0,025, то есть ошибка от неправильной установки возросла до 2,5%. Ошибка при отсчете на масштабе проистекает как от неправильности в оценке десятых долей миллиметров (субъективная ошибка порядка ± 0,1 —
0,2 миллиметров), так и от параллакса. Последняя ошибка может быть определена по формуле (фигура 15, В)
AL=&tga, (21)
где а — угол параллакса, при не особенно тщательном отсчете легко достигающий значения 5—6°; в этом случае ошибка ΔΖ, достигает величины 0,1 b. Размеры кронциркулей (по В. вару) приведены в таблице 3 (фигура 14).
Таблица 3.—Р азмеры кронциркулей (в миллиметров)
| Длина а | D | С | b | d | til | 2 h |
| 75 | 39 | 2,0 | 2,0 | 10 | 3,5 | 2,0 |
| 100 | 52 | 2,5 | 2,5 | 12 | 4,0 | 2,5 |
| 125 | 65 | 3,0 | 3,0 | 14 | 5,0 | 3,0 |
| 150 | 78 | 3,5 | 3,5 | 16 | 5,5 | 3,5 |
| 200 | 104 | 4,0 | 4,0 | 18 | 6,0 | 3,5 |
| 250 | 130 | 4,0 | 4,0 | 20 | 7,0 | 4,0 |
| ЗСО | 156 | 4,5 | 4,5 | 25 | 8,5 | 4,5 |
| 400 | 208 | 4,5 | 5,0 | 30 | 10,0 | 4,5 |
| 500 | 260 | 4,5 | 5,0 | 35 | 12,0 | 5,0 |
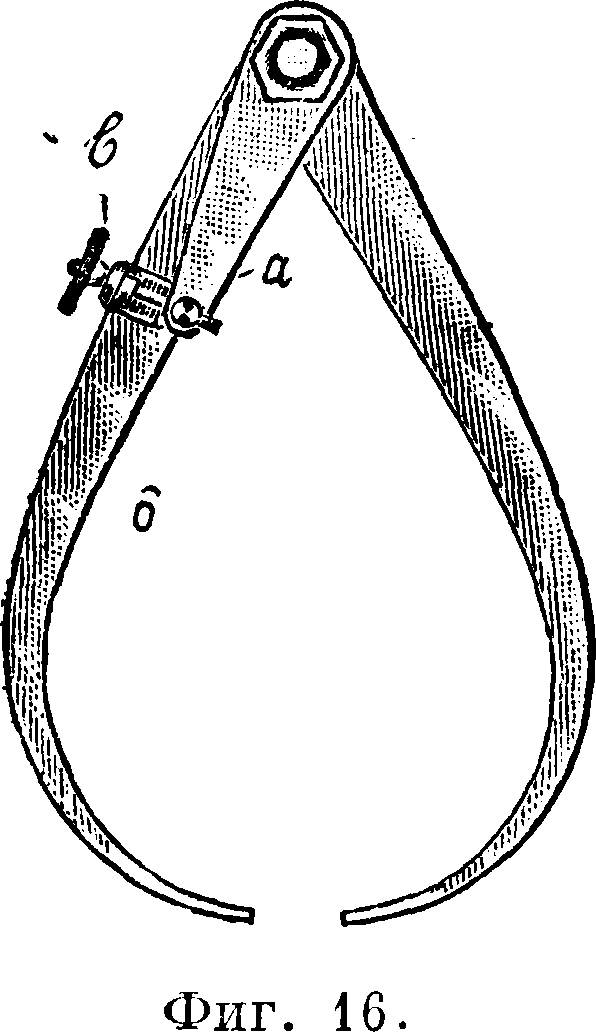
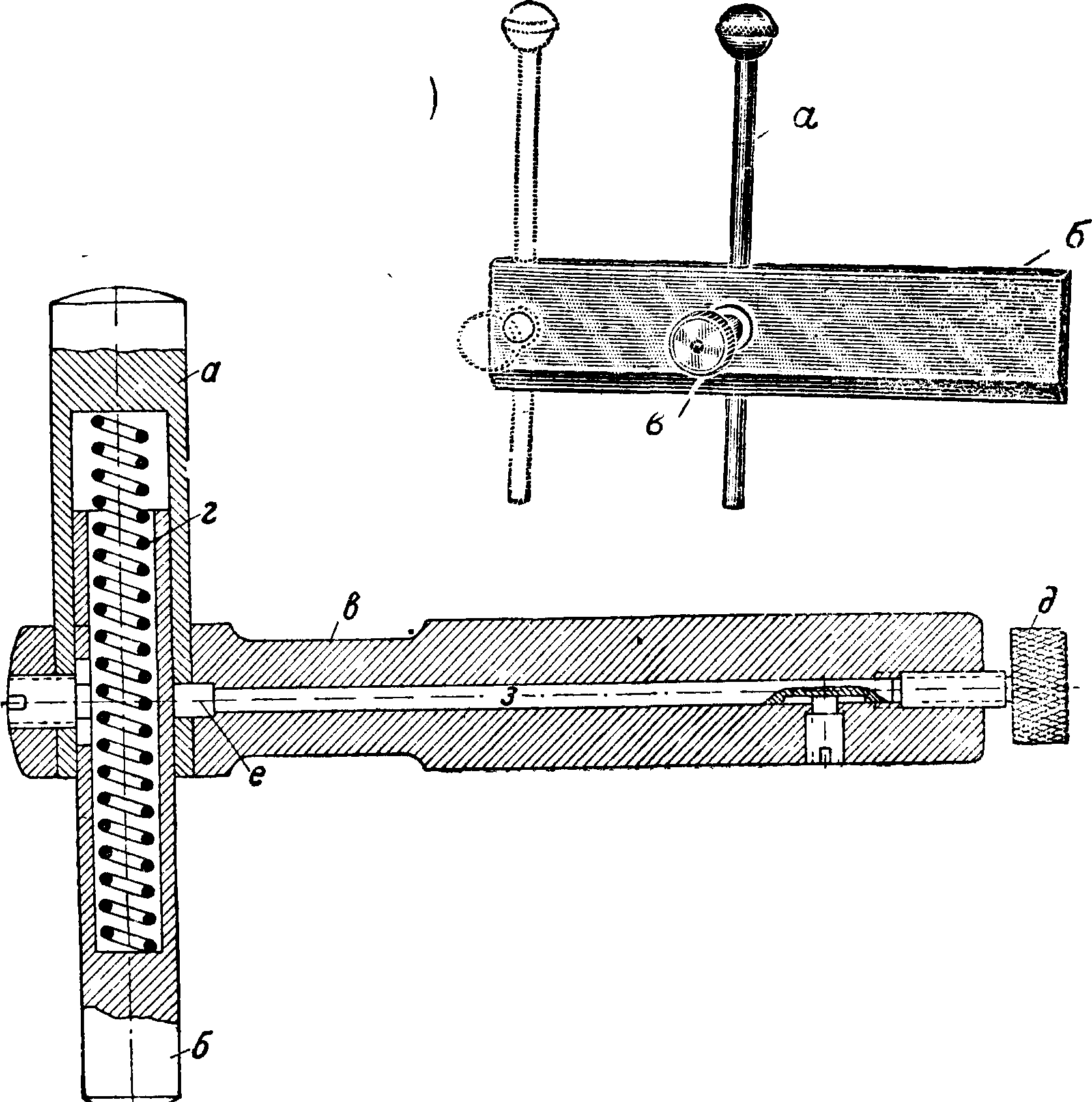
Для возможности более точной установки иногда снабжают кронциркули установочным винтом; в этом случае на общем шарнире кронциркуля сидит добавочная ножка а (фигура 16), вращающаяся с гораздо более сильным трением, чем измерительная ножка б, связанная с первой установочным винтом в Другая система точной
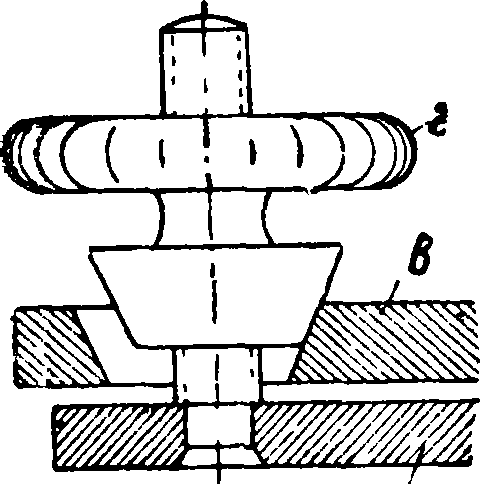
установки ножек кронциркуля изображена на фигуре 17а и 176; здесь также имеется добавочная ножка а, которая м. б. затянута наглухо в шарнире гайкой б; измерительная ножка в отжимается все время кнаружи сильной пружиной, прикрепленной к добавочной ножке. Точная установка достигается вращением гайки г (фигура 176),
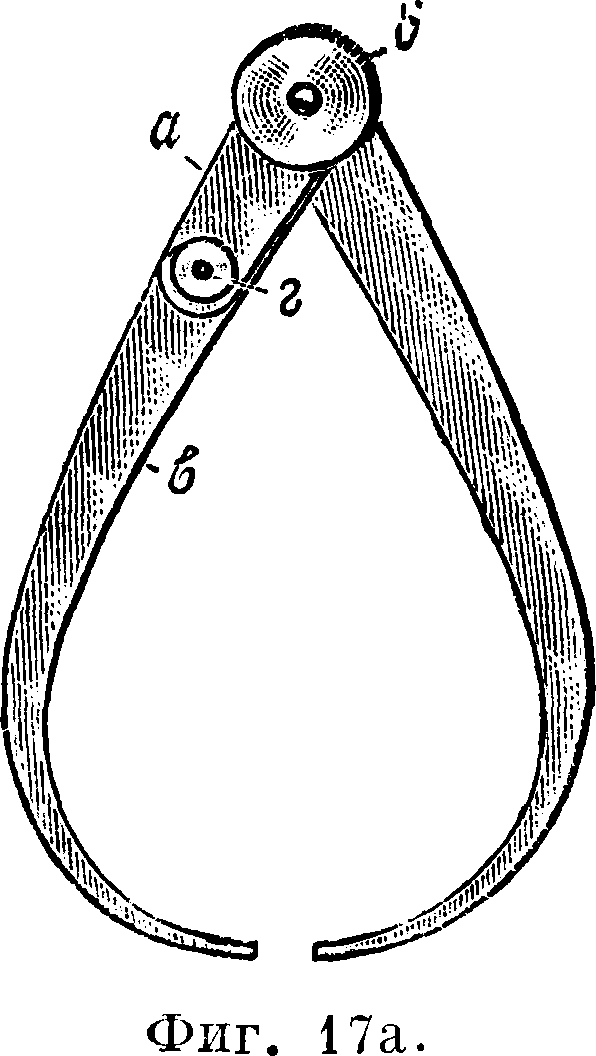
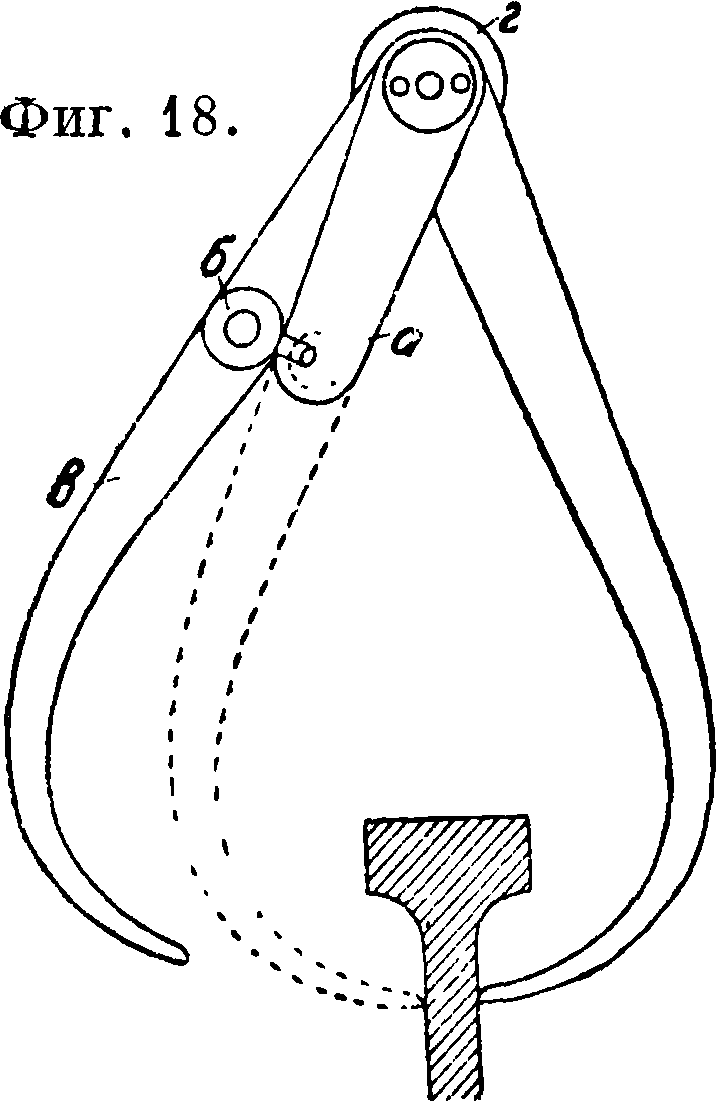
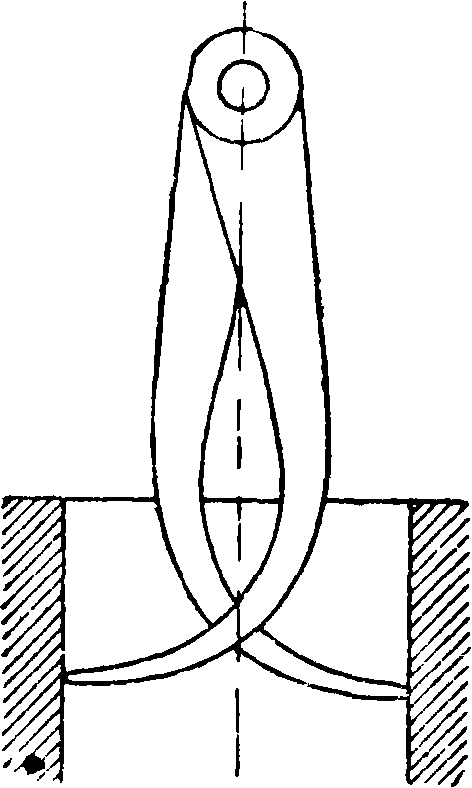
ходящей по винту, укрепленному в добавочной ножке а, и перемещающей своим конусом ножку в Зачастую желательно измерить толщину стенки, снабженной по закраине ребордой, так что вынуть кронциркуль, не растворяя его, невозможно. Для этой цели пользуются специальным кронциркулем (фигура 18), снабженным запираемой в шарнире добавочной ножкой а, с которой скрепляется при. помощи входящего в прорез винта с гайкой б измерительная ножка в После установки ножек барашком г закрепляют добавочную ножку, после чего, отпуская гайку б, отводят ножку в и вынимают кронциркуль; вводя обратно винт в прорез, получаем искомый размер. Весьма удобен пружинный кронциркуль (фигура 19), у которого верхние части обеих измерительных ножек а и б, опирающихся на цилиндрич.
Фигура 176.
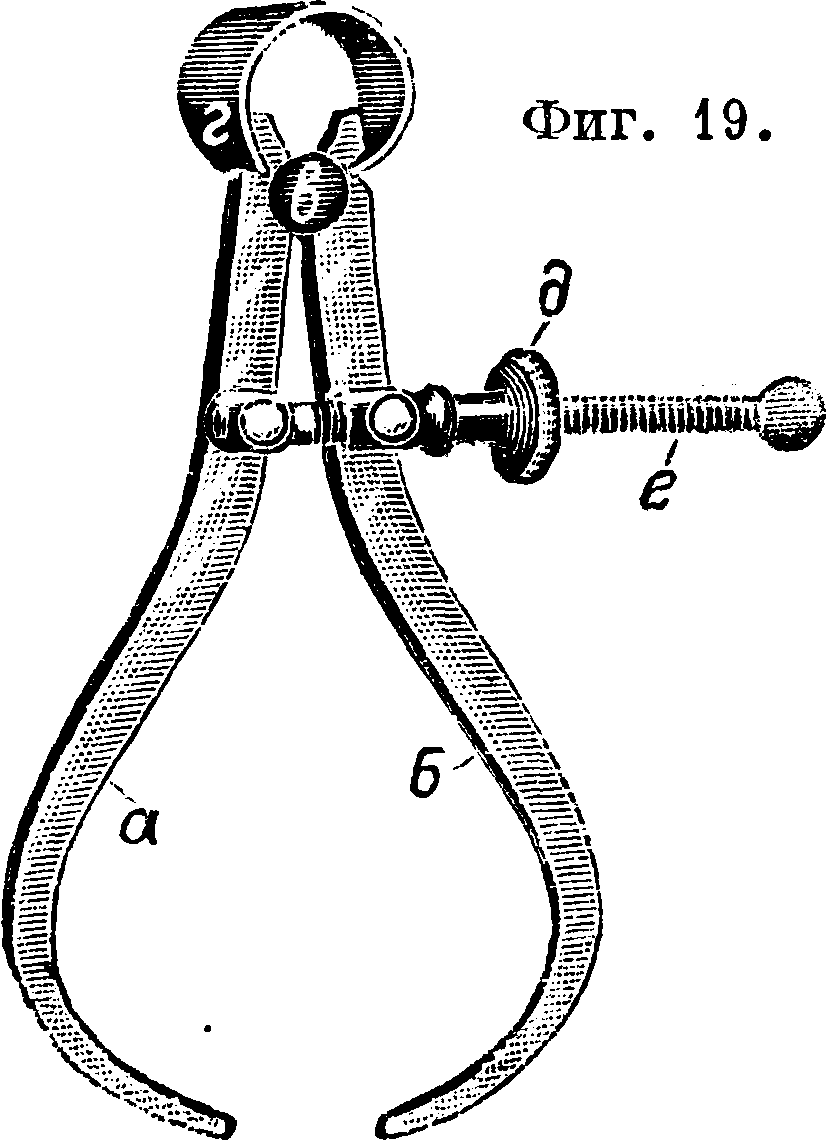
шарнир в, соединены сильной пружиной г, стремящейся развести ножки. Установка на размер производится гайкой д и винтом е, опертыми на стоечки, приклепанные к ножкам. Для быстроты установки гайка делается зачастую раздвижной (фигура 20); в этом случае она состоит из двух половин а и б, снабженных резьбой только на своей нижней части; сверху они соединяются двумя полуцапфами в, вращающимися в выемках кольца г, снабженного на наружной поверхности накаткой и служащего для вращения гайки. Верхние части половин гайки схвачены кольцевой пружиной б, разводящей нижние концы и позволяющей т. обр. свободно передвигать гайку по винту. В рабочем положении гайка входит нижним концом в конич. шайбу е, опирающуюся на прикрепленную к ножке стойку которая под влиянием пружины, разводящей ножки кронциркуля, сжимает нижнюю часть гайки и т. обр. заставляет ее захватить нарезки винта з.
Для кузнечных работ прг меняют кронциркули с длинными ручками, предохраняющими -руку от жара поковки; на фигуре 21 изображен такой двойной кронциркуль для установки двух различных размеров, например чернового и окончательного раз-хмера поковки. Главной областью применения кронциркуля является измерение наружных размеров, однако, заведя его ножки одна за другую (фигура 22), им можно также пользоваться для измерения внутренних раз-
Фигура 20.
меров; при этом, в особенности для малых раз меров, сильно страдает
точность, так как неизбежно получается перекос концов мерительных ножек (фигура 23); при измерении например
J“B2r.
ЗУ Фигура 21.
диам. отверстия истинный диам. D0 определяется из замеренного D и ширины лезвия ножки. b по ф-ле
D* + W^.D+ 2-^ (22)
то есть при измерении диам. в 20 миллиметров ножками в 2 миллиметров толщины получается ошибка в 0,4 миллиметров, или в 2%.
Фигура 22.
Фигура 23.
Для измерения внутренних размеров применяются преимущественно нутромеры, или танцмейстеры (фнг. 24), имеющие прямые, слегка изогнутые на концах ножки. Ошибки измерения внутренних разхмеров при помощи танцмейстера те же, что и при измерении кронциркулем внешних размеров, с той лишь разницей, что для перекосов в обеих плоскостях пригодна формула (16), если принять для второго случая перекоса обозначения фигура 25. При измерении диаметра отверстий перекос в плоскости ножек оказывает то же влияние, что и раньше, а игра At в поперечном направлении (фигура 26) обусловливает неточность, определяемую выражением
D.&yiv+f^D+IS, (23)
то есть значительно меньшую, чем для случая измерения расстояния между параллельными плоскостями. В конструктивном отношении нутромеры совершенно аналогичны кронциркулям;
их так же точно делают пружинными, простыми, с точной установкой и с дополнительной ножкой для
Фигура 24.
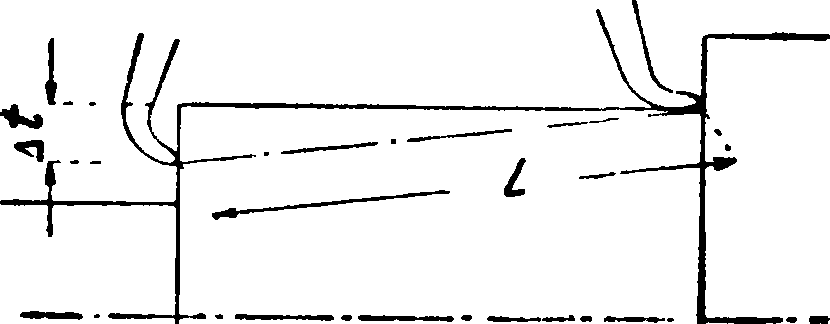
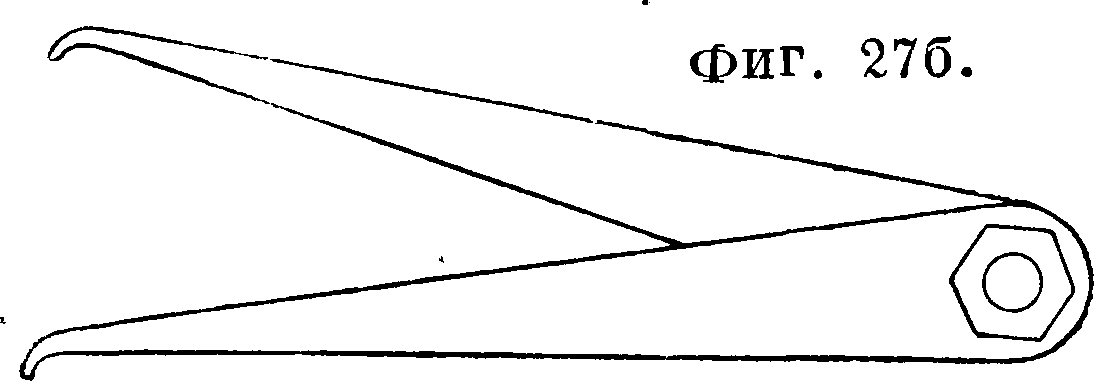
измерения например диаметров отверстий с выточкой. Для измерения расстояний между двумя плоскостями, обращенными в одну сторону (например двумя уступами), применяют полутанцмей-стеры с одной прямой ножкой (переставной или постоянной) и одной искривленной на конце, как у обыкновенного нутромера (фигура 27а), или же с концами обеих ножек, загнутыми в одну сторону (фигура 276). Способ измерения изображен на фигуре 28; ошибка зависит от глубины kt постановки второй ножки и численно равна
Δ*2
2L- (Щ
Фигура 25.
7=ΔΖι =
Для измерения глубин служат глубомеры оесшкалыюго типа,
состоящие из круглого стержня а (фигура 29), перемещающегося в одной из двух канавок линейки б (в средней части или на конце) и закрепляемого в нужном положении винтом в На
Фигура 26. Фигура 27а. фигура 30 изображен бесшкальный раздвижной ш т и х м а с состоящий из плотно входящих друг в друга, стаканов а и б, из которых наружный а укреплен в ручке в, а внутренний может ходить в наружном, причем пружина г постоянно стремится выдвинуть его наружу. Внутренний стакан м. б. закреплен при помощи винта б, нажимающего через стержень з на медный сухарик е. Штнхмас сжимается до размера меньшего, чем испытуемое отверстие, и вводится в последнее, после чего винт д отпускают, и стакан б выдвигается наружу, замеряя в точности диам. отверстия; затем винт д затягивают, штихмас вынимают из отверстия, и полученный размер замеряют каким-либо шкальным И. и. Перенос углевых величин производится различного рода малками, представляющими ссбай две переставляемые под любым углом линейки (фигура 31), скрепляемые винтом. Большей универсальностью обладает двой-
— L-o — Фигура 28.
ная малка (фигура 32), состоящая из двух стальных линеек, соединенных шарнирной планкой.
К беешкальным И. и. для непосредственного измерения размеров путем сличения изделия с инструментом принадлежат калибры (смотрите нормальные и предельные, плитки Ио-гансона (для л иней.
Фигура 29 и 30.
ных и угловых размеров), угольные, синусные линейки, щупы, калибромеры (калиберные доски). Нормальные калибры представляют собой тело требуемой формы с обработанными возможно близко к номинальному размеру мерными поверхностями (вал, отверстие, расстояние между двумя плоскостями). Нормальные калибры применяются обычио лишь для целей контроля или установки других И. и., так как измерение с ихпомощью изделий сопряжено с чисто субъективным суждением (наощупь) о величине отклонений от заданного размера. В зависимости от формы мерительной поверхности нор“ мальные калибры делаются самых различных видов. Пробки, обладающие цилиндрической мерной поверхностью, представляют собой точно обработанный цилиндр, снабженный ручкой; пробки малых размеров делаются заодно с ручкой (фигура 33а и 336), более крупные
Фигура 31 и 32.
Фигура 33а и 336.·
0 40 миллиметров — составные (фигура ЗЗв) для удобства обработки мерной части. Пробки 0 > 80 миллиметров делают для облегчения пустотелыми (фигура ЗЗг). Составная пробка состоит из мерной части а (фигураЗЗв). насаженной на ручку б и закрепленной гайкой в; шпонка г удерживает пробку от вращения. Размеры пробок из одного куска с ручкой даны (по Малыгину) в таблице 4. Для 0 > 20 миллиметров удоб-
Т а б л. 4.—Р азмеры пробок (в миллиметров).
| Рабочий диам.d | а | b | С | 1 | Накатка (число зубцов на 1 дм.) | Форма по фигура | |
| 0,5- | 1,5 | 10 | 5 | 1 | 50 | , | |
| 1,5- | 2,5 | 12 | 5,5 | 1 | 55 | ||
| 2,5- | 3,5 | 12 | 6,5 | 1,5 | 60 | 60 ) | 31а |
| 3,5- | 5,0 | 15 | 8 | 1,5 | 60 | ||
| 5,0- | 7,5 | 15 | 8 | 1,5 | 65 | ) 1 | |
| 7,5- | 10 | 18 | 8 | 1,5 | 68 | ||
| 10 - | 12,5 | 20 | 9,5 | 1,5 | 70 | ||
| 12,5 — | 15 | 25 | 12 | 2 | 75 | ||
| 15 - | -17,5 | 25 | 14 | 2 | 75 | 1 | |
| 17,5- | -20 | 25 | 16 | 2 | 75 | } 50 | 336 |
| 20 - | -22,5 | 25 | 19 | 2 | 75 | ||
| 22,5- | -25 | 25 | 21 | 2 | 75 | I I | |
| 25 - | -30 | 25 | 24 | 2 | 75 | 1 i | |
| 30 - | -40 | 30 | 30 | 2 | 80 | J 1 | |
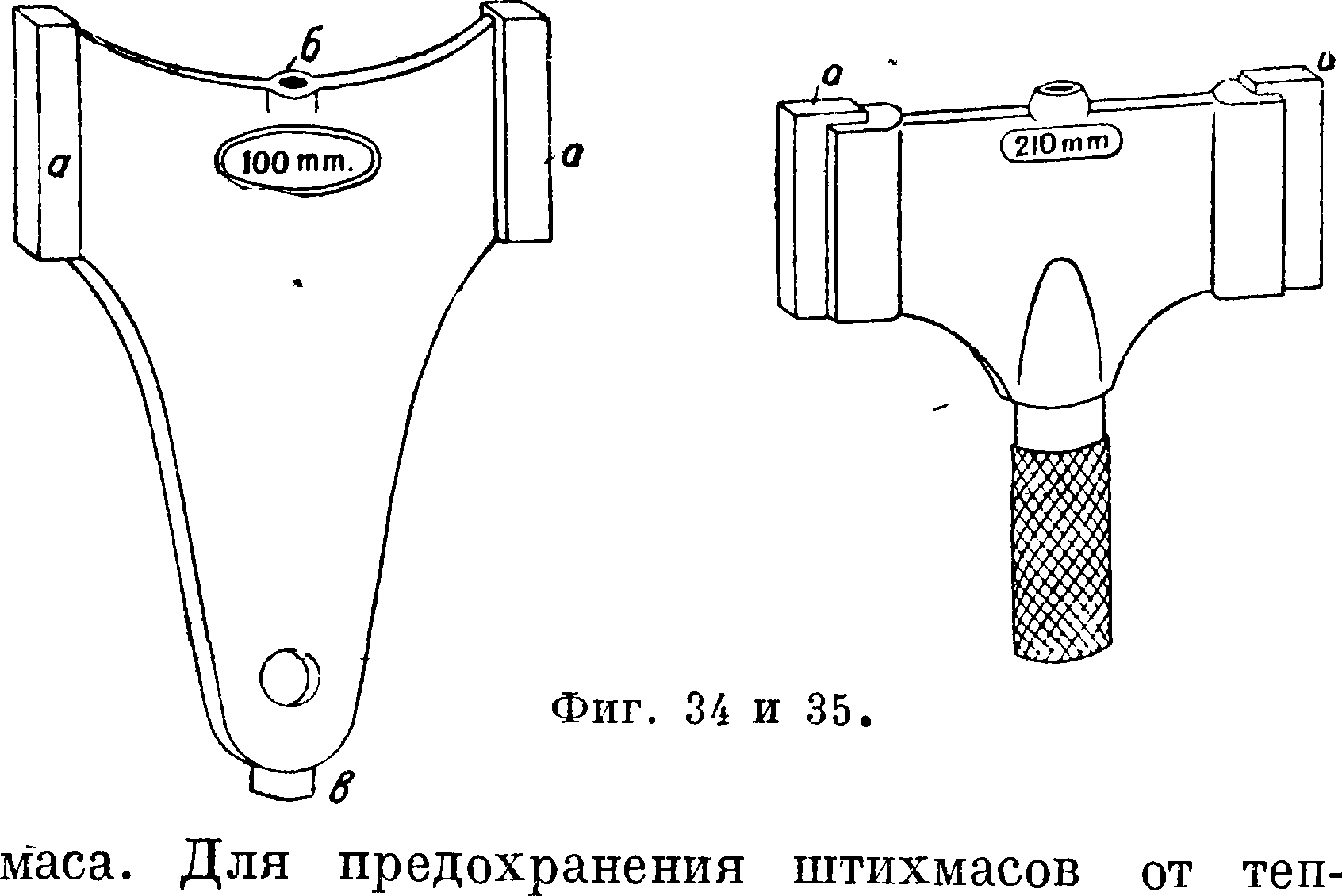
нее вместо пробок применять плоские калибры и штихмасы. Плоский калибр (фигура 34) представляет стальную пластинку, на одном конце которой с обеих сторон имеются две реборды аа, внешние стороны которых обработаны точно по нохминальному диаметру. Для контроля и возможности правки калибр снабжен двумя центровыми отверстиями б и в Для диам. между 100 и 250 миллиметров применяют плоские калибры типа, изображенного на фигуре 35; у этого калибра мерные плоскости а, сделанные из специальной стали, вставлены в корпус из простой Поделочной стали.
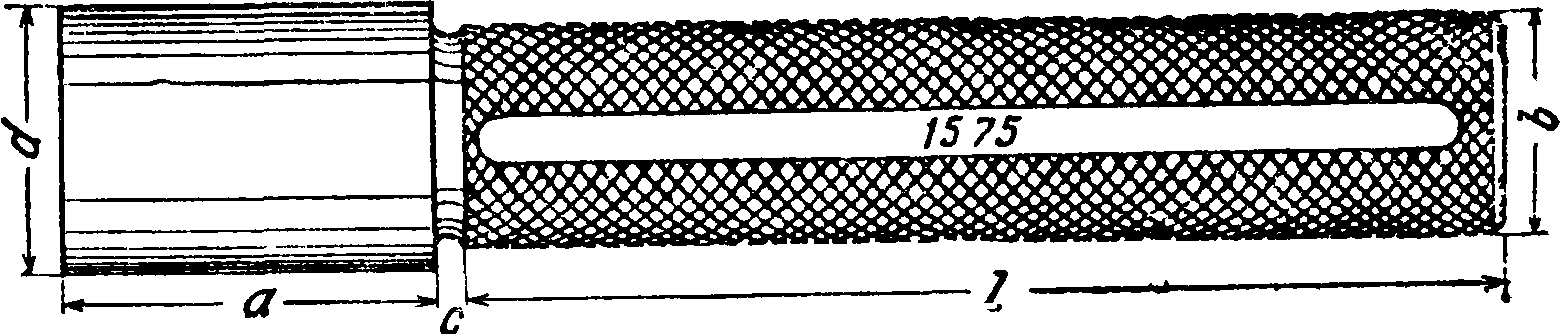
При еще больших диаметрах и плоские калибры оказываются слишком тяжелы чи и неудобными и приходится прибегать к помощи штихмасов — стержней с находящимися на концах мерными поверхностями цилиндрич. (фигура 36) или ша-
Фигура ЗЗв. Фигура 33г. ровой (фигура 37) формы; в обоих случаях центр или ось поверхности лежит на оси штих-
лоты руки их одевают деревянными накладками а (фигура 36), прикрепленными винтам! б, или Снабжают рубашкой из пластмассы или ро говой резины а (фигура 37). Для обработки и последующей проверки цилиндрич. штихмасы снабжают двумя центровыми отверстиями в (фигура 36). Для менее точных измерений на з-дах зачастую собственными силами изготовляют штихмасы из
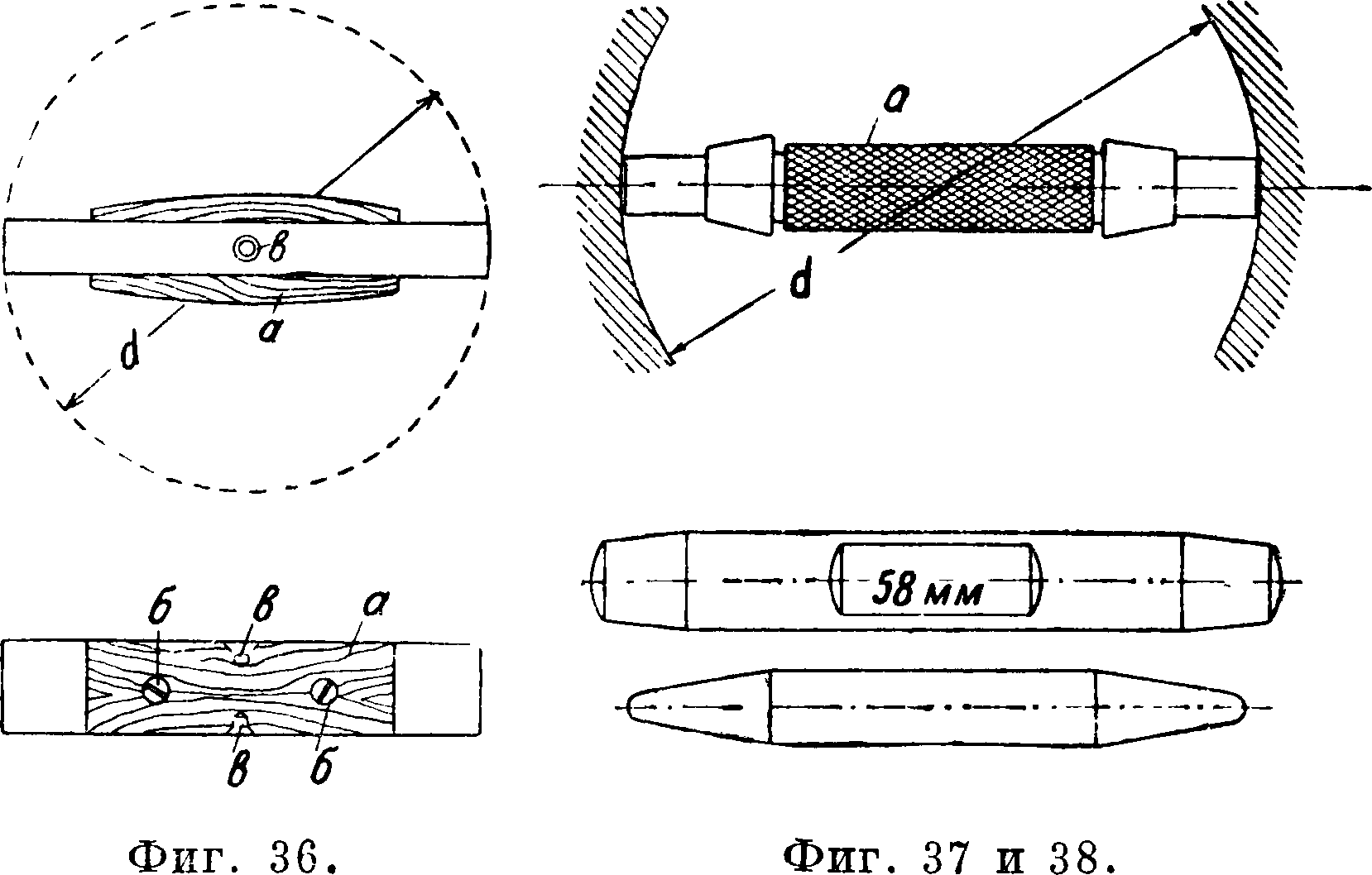
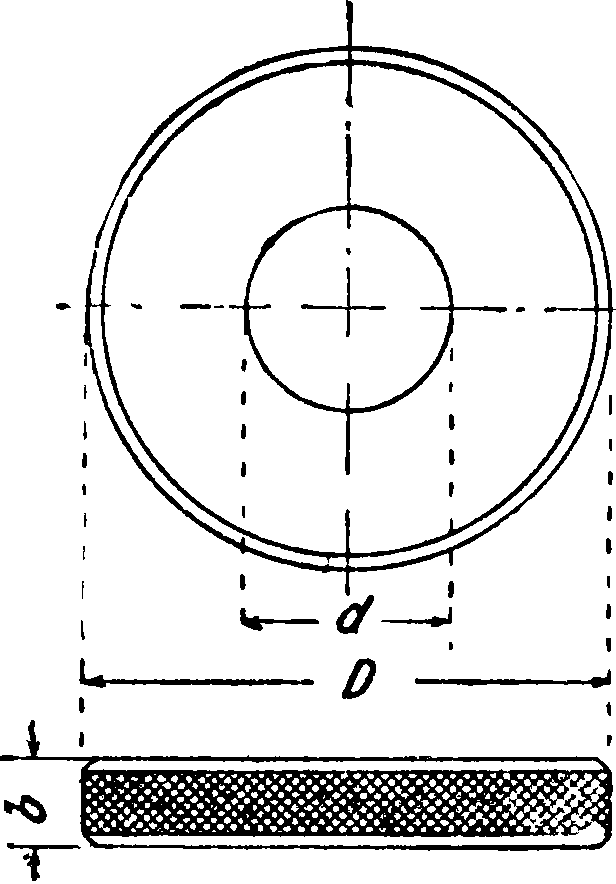
стальных прутков с закаленными концами (фигура 38). Для осуществления внутренних цилиндрич. мерных поверхностей пользуются нормальными кольцами (фигура 39); размеры их указаны (по Малыгину) в таблице 5.
Таблица 5.—Размеры нормальных колец (βμλι).
| Рабочие | диам. d | D | b | Накатка (число зубцов на 1 дм.) |
| До 2 | 25 | 3 | 1 | |
| 2 - | 3 | 28 | 4 | 80 |
| 3 - | 5 | 30 | 4,5 | 1 |
| 5 — | 7,5 | 32 | 5 | |
| 7,5— | 11,5 | 35 | 6 | } 60 |
| 11,5— | 16,5 | 38 | 6,5 | |
| 16,5— | 20,5 | 44 | 8 | СА |
| 20,5— | 25,5 | 50 | 8 | ои |
| 25,5- | 31,5 | 57 | 9,5 | |
| 31,5- | 38 | 64 | 9,5 | |
| 38 - | 44,5 | 71 | 11 | |
| 44,5— | 50 | 77 | 11 | |
| 50 — | 57 | 85 | 11 | |
| 57 - | 62 | 95 | 12 | |
| 62 - | 70 | 100 | 12 | |
| 70 - | 76 | 106 | 12 | 40 |
| 76 — | 82,5 | 112 | 12 | |
| 82,5- | 89 | 120 | 12 | |
| 89 — | 100 | 140 | 12 | |
| Ю0 - | 112,5 | 152 | 12 | |
| 112,5 — | 127 | 165 | 12 | |
| 127 — | 140 | 185 | 12 | |
| 140 — | 152 | 195 | 12
1 |
|
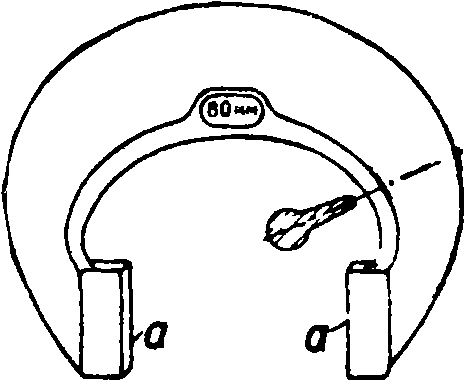
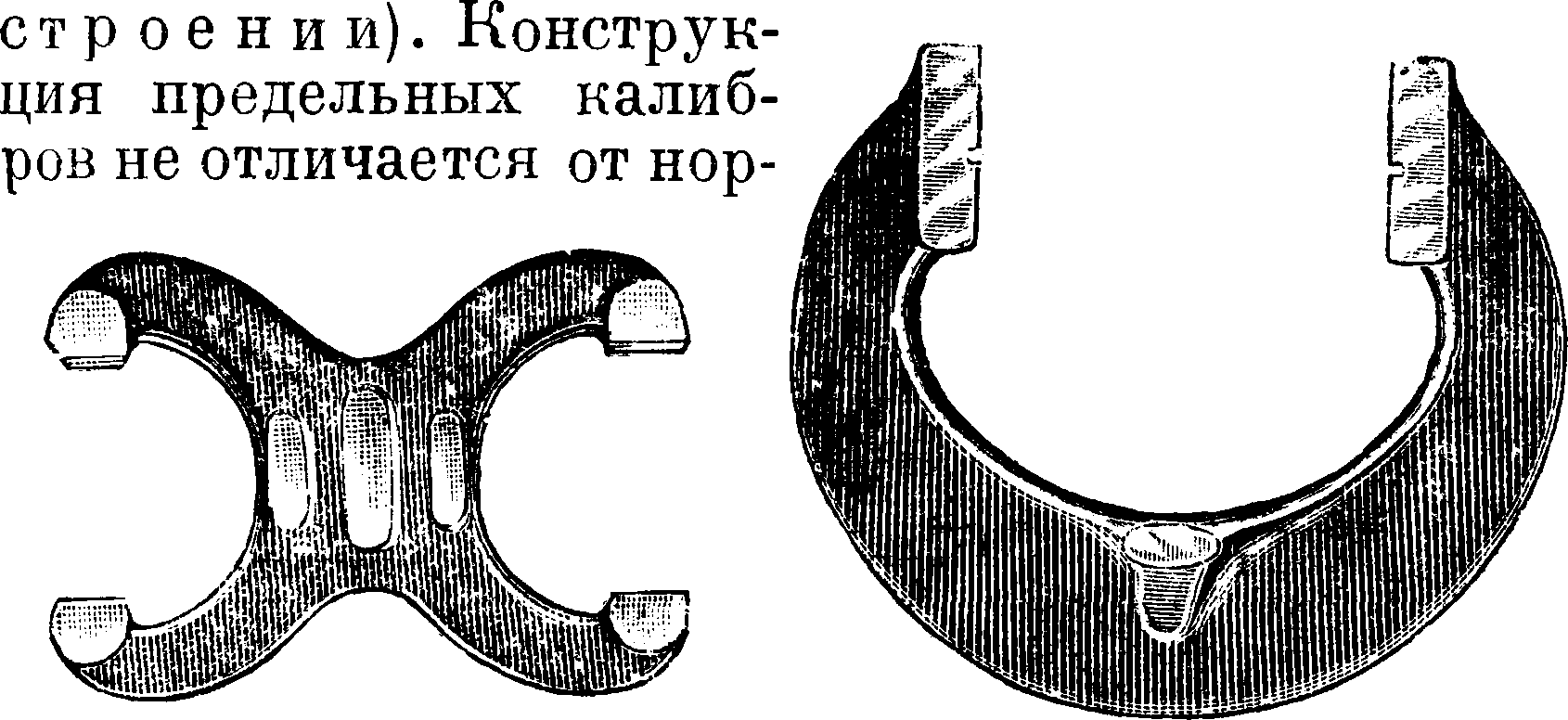
В том случае, когда вес колец оказывается слишком большим (обычно при 0 > 100 миллиметров), пользуются скобами (фигура 40), у которых мерные поверхности представляют собой две плоскости а, находящиеся на требуемом расстоянии друг от друга. Скобы большого размера для удобства обращения
Фигура 39.
Фигура 40.
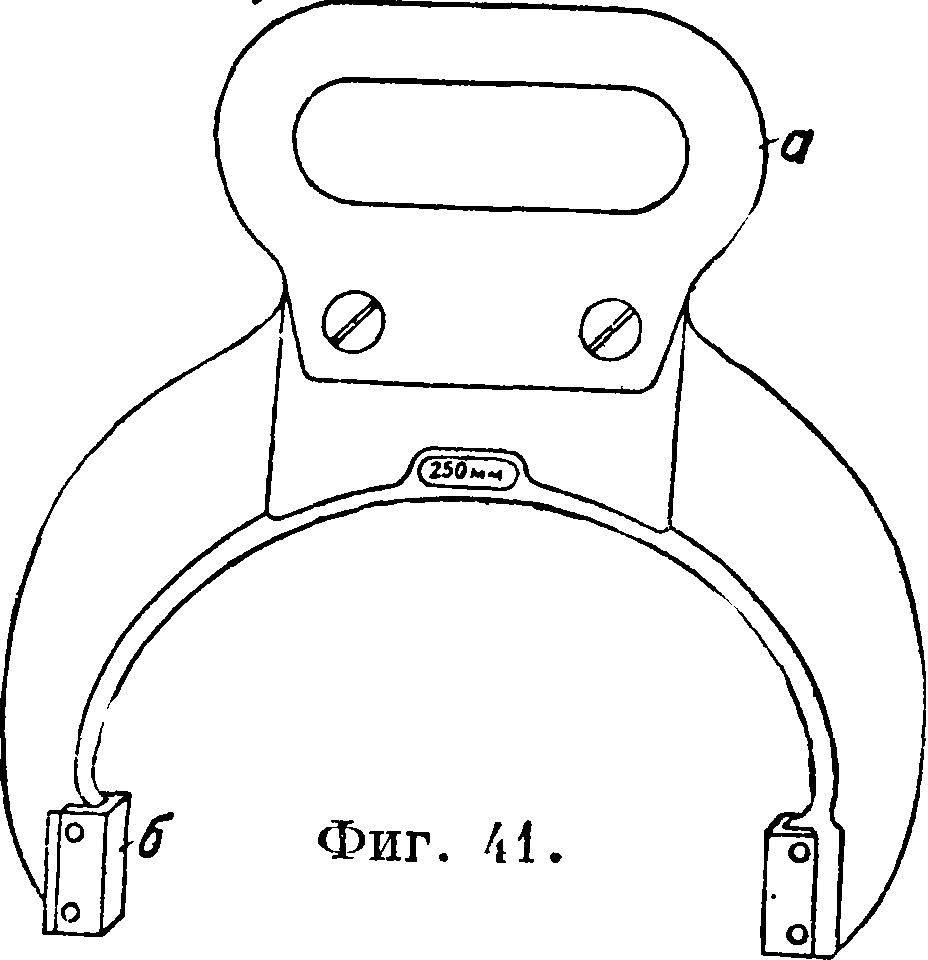
с ними и уменьшения влияния тепла рук снабжают рукоятками а (фигура 41) из теплоизоляционных материалов. Корпус таких скоб часто делают из более дешевого материала (например из стального литья или ковкого чугуна), а мерные плоскости б располагают на съемных колодочках из закаленной инструментальной стали. Точность изготовления нормальных калибров см. ОСТ (по классам точности): 1202 — I; 1203, 1204—II; 1205—III; 1220—IV; 1219—V и табл. 6.
Таблица 6. — Допуск на неточность изготовления нормальных калибров в μ (по DIN 236 и 237).
| Диам., миллиметров | Пробка | Кольцо | Диам, миллиметров | Пробка | Кольцо |
| 1- 3 | ±0,8 | ±1,0 | 36- 42 | ±1,5 | ±2,0 |
| 3- 6 | ±0,8 | ±1,0 | 42- 50 | ±1,5 | ±2,0 |
| 6-10 | ±1,0 | ±1,5 | 50— 60 | ±1 8 | ±2,5 |
| 10-14 | ±1,3 | ±1,8. | 60- 70 | ±1,8 | ±2,5 |
| 14-18 | ±1,3 | ±1,8 | 70- 80 | ±1,8 | ±2,5 |
| 18-24 | ±1,3 | ±1,8 | 80— 90 | ±2,3 | ±3,3 |
| 24-30
30-36 |
±1,3
±1,5 |
±1,8
±2,0 |
90—100 | ±2,3 | ±3,3 |
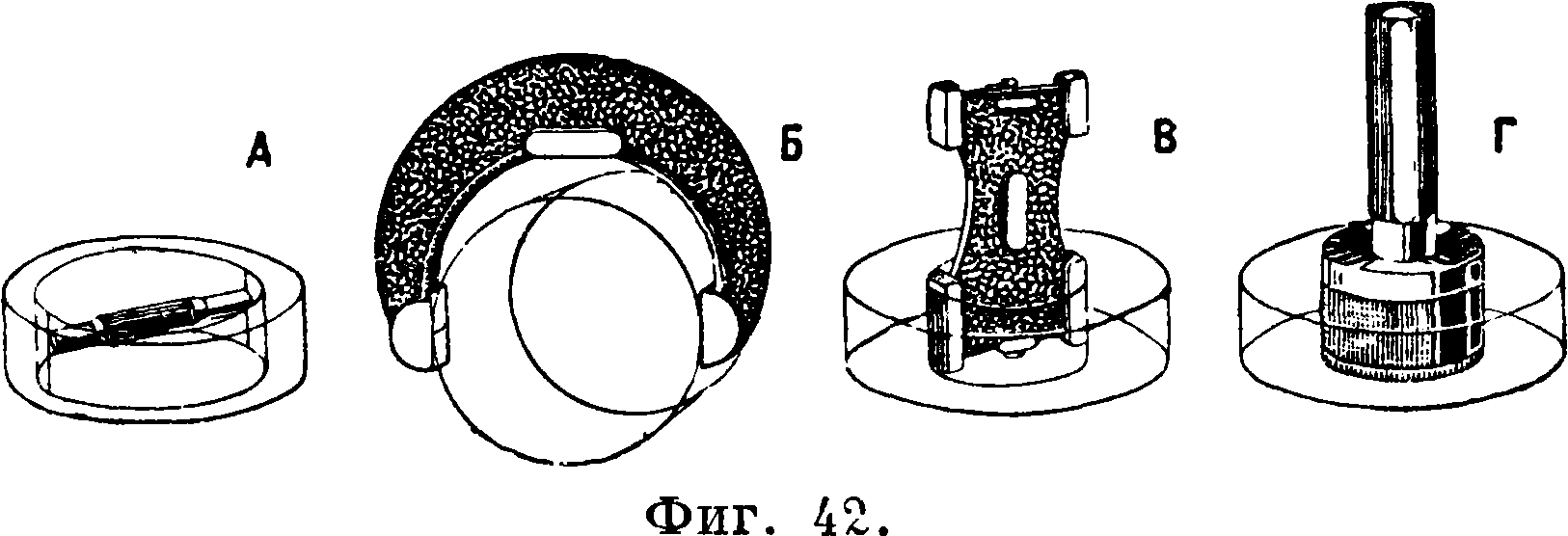
Описанные 4 типа нормальных калибров различаются по роду прилегания мерных поверхностей: тогда как у штихмасов прилегание мерных поверхностей к изделию совершается лишь в двух точках (фигура 42, А), у скоб прилегание совершается по двум образующим, то есть имеет линейный характер (фигура 42, Б), у плоских калибров прилегание имеет место по участку поверхности —поверхностное прилегание (фигура 42, Б), а у пробок и колец по всей поверхности тела, то есть носит объёмный характер (фигура 42,Б). В связи с различными типами прилегания находятся и различные источники ошибок при измерениях. Штих-мас дает лишь расстояние между двумя точками, т. о. хотя, с одной стороны, он позволяет промерять всю поверхность точка за точкой и определить этим путем отклонения от требуемых размеров, с другой стороны, измерения им не дают никакой возможности заключить о пра
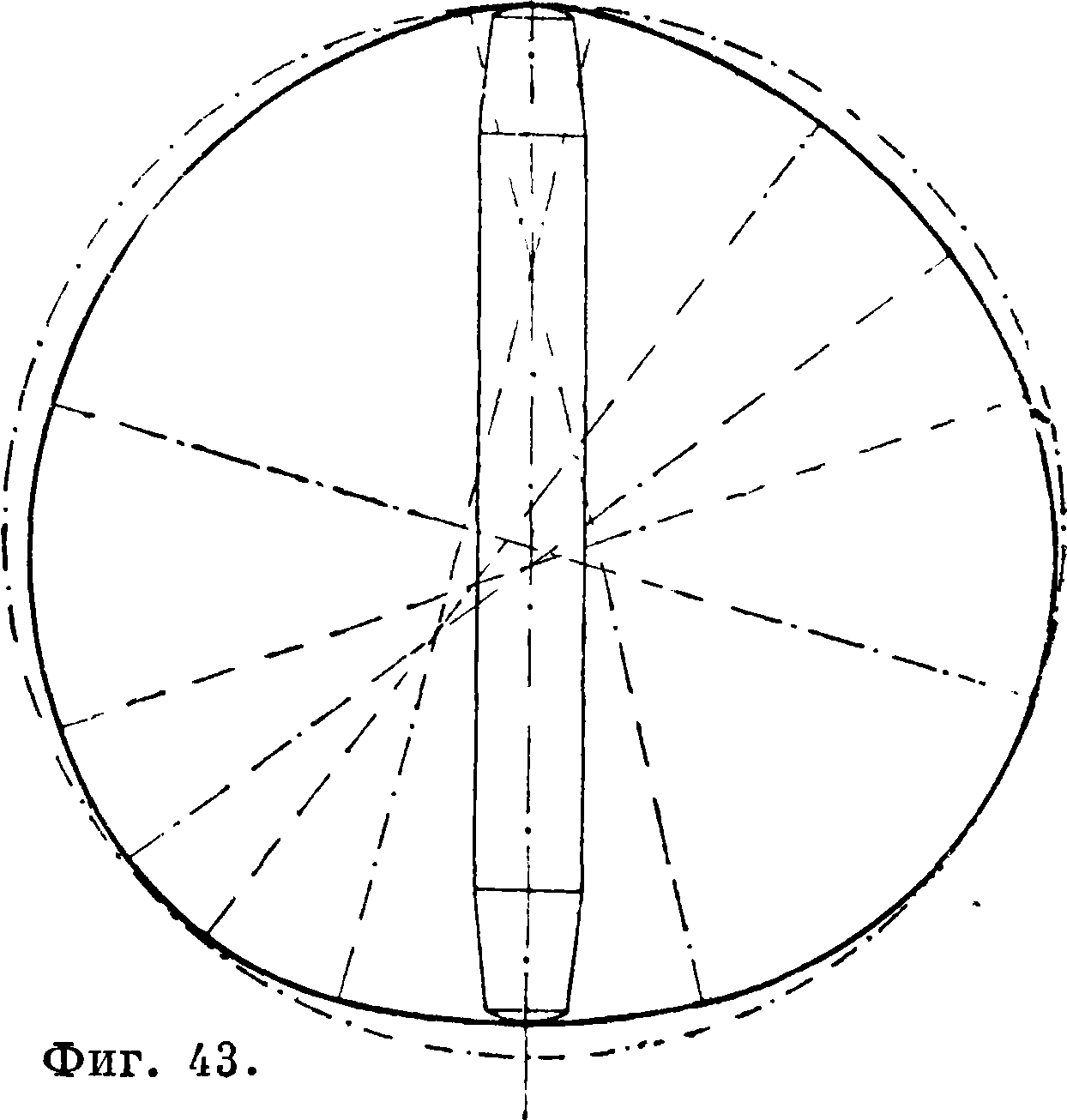
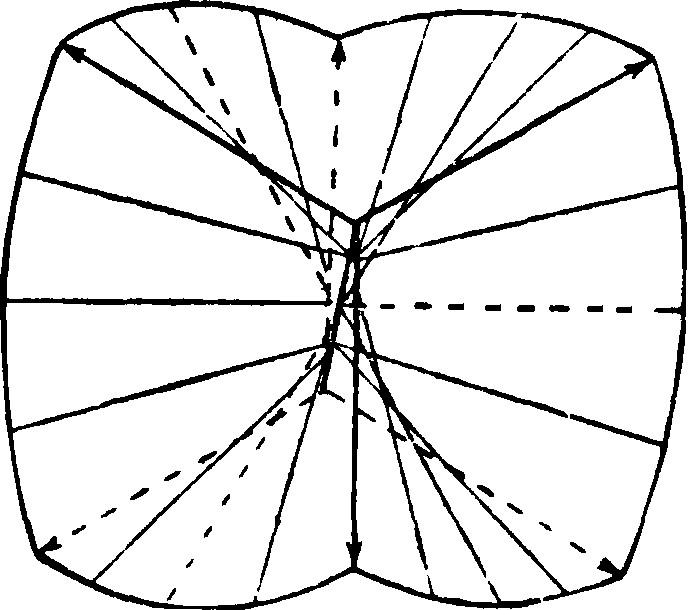
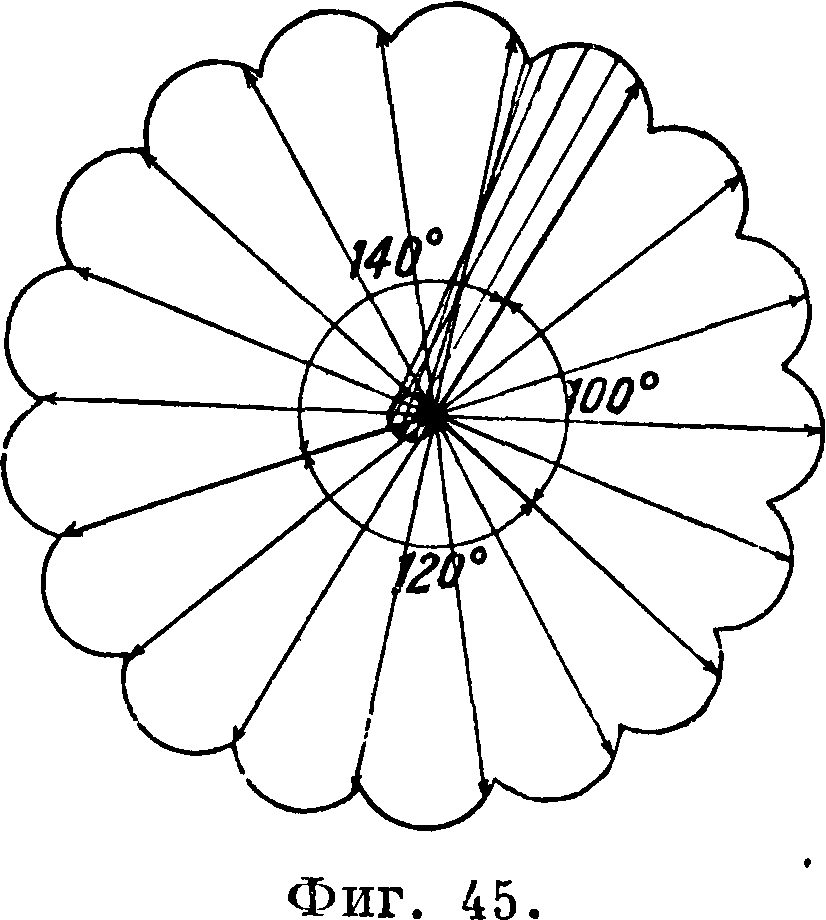
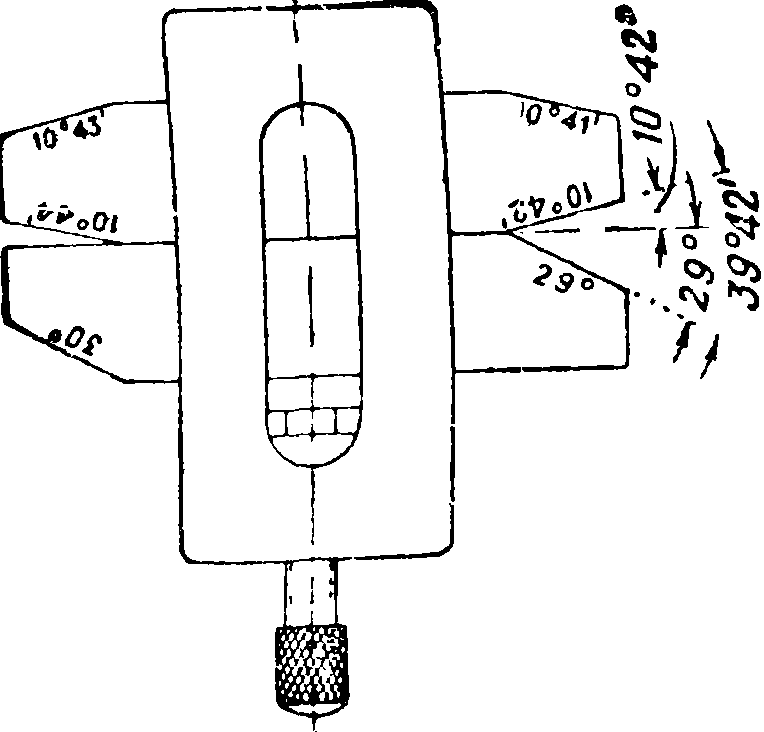
вильности формы исследуемого предмета. Так, некруглая форма отверстия, имеющего очертание, изображенное на фигуре 43, не м. б. обнаружена при помощи штихмаса. Число геометрич. фигур, обладающих этим свойством, бесконечно велико. Точно так же штихмас не дает исходных точек для суждения о правильности отверстия по его оси, так как при эквидистантности противоположных образующих криволинейность их штихмасом обнаружена быть не может. Попытки уничтожить это отрицательное свойство штихмасов путем увеличения количества мерных поверхностей не приводят к цели в том случае, когда мерные площадки расположены под равными углами; на фигуре 44 приведена одна из бесконечного ряда форм (т. н. эквидистантная-фигура), неправильность которой не м. б. обнару жена замером трехконечным штихмасом с равноугольными ветвями. В том случае, если мерные поверхности отстоят друг от друга на неравные углы, для возможности вращения штихмаса эквидистантная фигура должна иметь столько равноотстоящих лопастей, сколько раз содержит
ся в 360° наибольший делитель всех углов; на фигуре 45 изображена эквидистантная фигура для углов 140, 100 и 120°. Ясно, что в этом случае возможность случайного образования при обработке именно такой фигуры исчезающе мала.
Фигура 44.
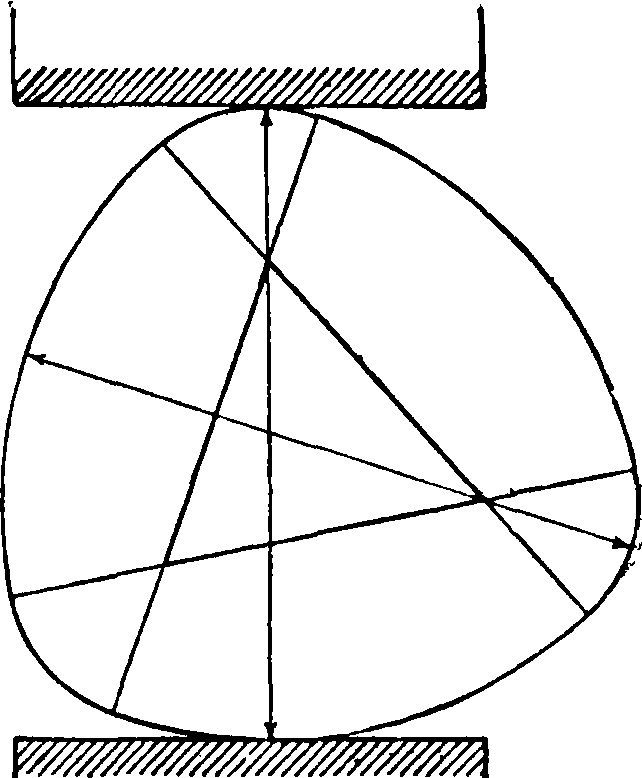
Измерение цилиндрич. объектов скобами с двумя плоско-параллельными мерными поверхностями также не свободно от этих ошибок. На фигуре 46 изображена одна из бесчисленных форм тел равной толщины, отступление которой от круга не м. б. обнаружено замером скобой. Особенно ненадежен промер скобами в том случае, когда самый способ обработки производится между двумя параллельными поверхностями (например обкатка или бесцентровое шлифование) и т. о. способствует образованию тел равной толщины. Положительным качеством скоб является возможность проверить местные отступления в толщине по раз- фИг. 46.
личным диаметрам изделия.
Плоские калибры в зависимости от способа их обработки имеют касание с измеряемым отверстием либо линейного (если радиусы кривизны мерных поверхностей меньше радиуса отверстия) либо плоскостного (в случае равенства радиусов) типа. Линейный тип соприкосновения вызывает возможность возникновения ошибок, свойственных измерениям штихмасами, с той разницей, что
при плоском калибре возможно легче обнаружить -отклонение образующих поверхностей от прямолинейности. При поверхностном соприкосновении возможность этого рода ошибок уменьшается вместе с увеличением дуги соприкосновения, но возникает новый источник ошибок, вызываемый тем, что мерная поверхность может перекрывать случайные впадины в изделии, наличие которых т. о. пройдет при измерении незамеченным. Этот источник ошибок возрастает с увеличением дуги соприкосновения и достигает максимального значения при дуге в 360°, когда поверхностный тип переходит в объёмный. Этот последний тип соприкосновения, осуществляемый мерной пробкой или кольцом, в сущности устанавливает только наличие шести точек, лежащих на окружности требуемого радиуса в двух достаточно удаленных сечениях; отступления остальных точек поверхности от цилиндра при этом не м. б. обнаружены посредством мускульного чувства, на пользовании которым основаны гл. обр. способы измерения неподвижными калибрами. Наиболее верным способом для обнаружения неправильности измеряемой цилиндрич. поверхности является комбинация поверхностного и точечного или линейного способа измерений. Тело, к-рое с одинаковым зазором входит в мерное кольцо и в мерную скобу одинаковых размеров, несомненно представляет собой цилиндр круглого сечения, так как круг представляет собой единственную фигуру, которая удовлетворяет одновременно обоим условиям. Рассмотренные выше источники ошибок — чисто геометрического характера и имеются налицо в случае абсолютно жестких изделий и калибра. Упругость действительно применяемых материалов вводит новые источники ошибок в измерения. При измерении штихмасами ошибка зависит от сминания шаровых поверхностей и вдавливания их в изделие, а также и от сокращения длины штихмаса под влиянием продольных усилий и изгиба. Ошибка от сминания мерных поверхностей, равная 2/8, м. б. определена по формуле Герца (16"); она тем меньше, чем больше радиус кривизны мерной поверхности приближается к радиусу цилиндра. Сйла Р, действующая по оси штихмаса, определяется из усилия Q проталкивания штихмаса через отверстие по ф-ле

где μ—коэф. трения штихмаса об измеряемую поверхность. Как видно из ф-лы (25), уменьшение коэфищшнта трения вредно отражается на точности измерения штихмасом, поэтому для точных измерений необходимо вытирать поверхности досуха. Величина μ колеблется в пределах 0,05—0,33 (смотрите Физика и технология трения, Сухое т р е н и е) и следовательно р=(3^-20 )Q.
Ошибка от уменьшения /10 длины калибра вследствие сжатия силой Р определяется из ф-лы (11):
ho=Ц ’ (26)
а ошибка /п, происходящая от изгиба штихмаса в самом невыгодном случае (точечные мерные поверхности и сила Р, приложенная в середине), м. б. получена из ур-ия
--J?2**- /97
/1JL 1 728E2I2 *
Б случае мерных шаровых поверхностей с радиусом, равным радиусу цилиндра, ошибка /и=0
для всех обычно встречающихся на практике величин Р. Ошибки /10 и /11} вообще говоря, невелики; например для штихмаса длиной 50 сантиметров при ζ) — 1 килограмм и Р=10 килограмм при диам. стержня штихмаса, равном 2 см, /10 — 0,76μ, /1Х=0,64 μ при уменьшении диам. стержня до 1 сантиметров ошибки возрастают до /10 — 3,04/г, /Х1=0,146μ. Упругие деформации скоб в виду сложности их форм труднее поддаются математик, учету. Предполагая нейтральную ось скобы в форме дуги 180° круга радиуса г и форму сечения ее, изменяющейся по закону тела равного сопротивления прямоугольного сечения с наибольшей высотой h и толщиной о, имеем.величину /12 расхождения концов под действием силы Р, приложенной у концов дуги, -
^12 = iEhb — Р ’ (28)
где ξ=1 — γ In » значения для нек-рых отношений, встречающихся в И. и., приведены ниже:
| г: h | 1 | Г : h | £ |
| 1,0 | 0,09861 | 2,5 | 0,01368 |
| 1,25 | 0,03734 | 3,0 | 0,009 42 |
| 1,50 | 0,03972 | 4,0 | 0,005 25 |
| 2,0 | 0,02164 | 5,0 | 0,003 38 |
Величина Р определяется, как и выше, по формуле (25), где Q — вес скобы, сложенный с усилием проталкивания (при подводе скобы сверху); /1апри встречающихся на практике условиях может достигать довольно значительных размеров. Так, при г=20 см, h — 5 см, b ~ 1,2 см, Q=4 килограмма, Р — 25 килограмм, для чугунной скобы [Е — 1 000 000 килограмм /см2) ошибка достигает значения 0,317 миллиметров, то есть величины, которой при сколько-нибудь точных измерениях пренебрегать никоим образом нельзя. Из этого следует недопустимость проверки крупных мерительных скоб плитками Иогансона, так как при этом Р весьма мало и следовательно показания скобы в работе будут сильно отличаться от ее контрольного размера. Отсюда также ясно, какое крупное значение имеет постоянство Р, то есть, иными словами, силы Q и коэф-та μ поэтому необходимо при точных промерах следить, чтобы скоба проходила только под влиянием своего собственного веса, а измеряемые поверхности были насколько возможно сухими. Идеальным поверочным калибром для скоб был бы диск слегка овальной формы, разные диаметры которого с достаточной точностью были бы замерены на мерительной машине и отмечены на его периферии. Поворачивая постепенно диск и замечая то место, где скоба проходит под влиянием собственной тяжести, можно определить, чему будет равен диаметр замеряемого при тех же условиях вала. Упругие деформации нормальных калибров с касанием поверхностного и объёмного“ типа еще труднее поддаются учету. Во всяком случае относительно нормальных пробок и колец доказано, что кольцо м. б. до 5 μ меньше соответствующей пробки, и тем не менее в присутствии смазки и при непрерывном движении возможно ввести их один в другой. Если их оставить на некоторое время в покое, то слой смазки будет выдавлен и пробку заест в кольце. Т. о. предписываемый большинством фирм, изготовляющих калибры, способ проверки посадки нормальной пробки и соответствующего кольца в присутствии жидкой смазки и при непрерывном движении неправилен, так как не позволяет выявить неравенства размеров. Если пробку довести притиркой до такого состояния, что она в сухом состоянии вводится плотно в кольцо, то можно быть уверенным, что размеры их одинаковы в пределах ±0,25μ; увеличение размера кольца на 0,5—0,8μ вызывает заметное облегчение посадки.
Предельные калибры представляют собой для каждого размера пару калибров, из которых один соответствует наименьшему, а другой наибольшему допустимому для данного изделия размеру (смотрите Калибры и Допуски в машино-
Фигура 47а. Фигура 476.
мальных с той разницей, что они соответственно способу применения часто соединяются попарно в один калибр. При этом обе мерные поверхности могут лежать либо на противоположных концах (фигура 47а) либо последовательно одна за другой (фигура 476). Тогда как нормальные калибры всегда делаются с неподвижными мерными поверхностями, предельные ка-
Фигура 48.
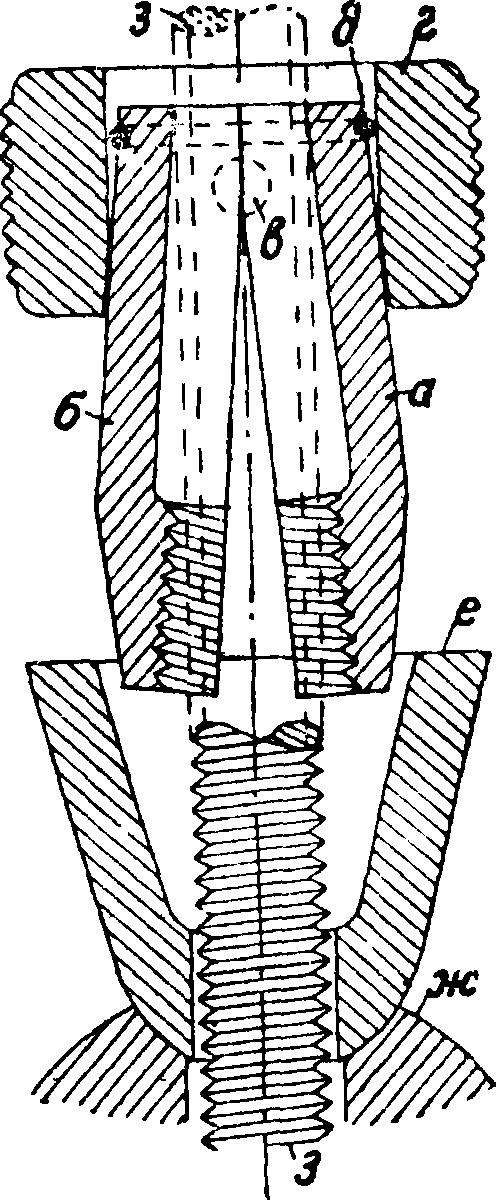
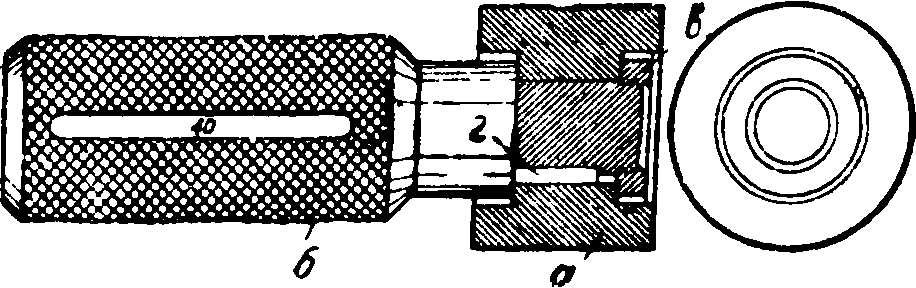
либры, значительно более сильно подверженные износу, снабжают часто переставными мерными поверхностями, что позволяет как уничтожать действие износа, так и подгонять калибр под размер, соответствующий требуемой посадке. На фигуре 48 изображен переставной штих-мас системы Педерсена. Мерными поверхностями служат два стальных закаленных шарика а, укрепленных во втулочках б винтами в после установки втулочек на требуемое расстояние они застопориваются винтом г с конусом д. На фигуре 49 представлен переставной калибр Иогансона типа штихмаса; мерные стальные болты а, ходящие без игры в чугунном корпусе б, устанавливаются конусом в, перемещаемым винтом г, и застопориваются винтами д. Корпус и рукоят-
Фигура 49.
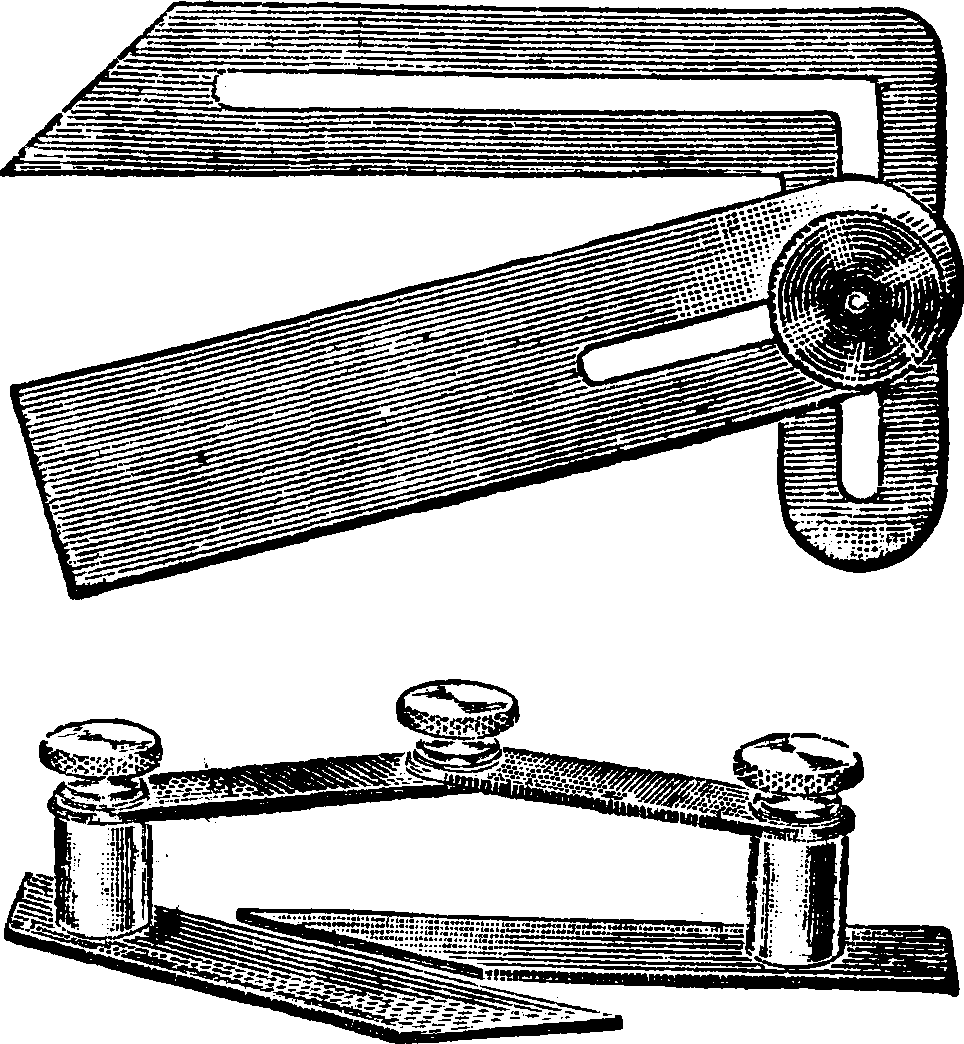
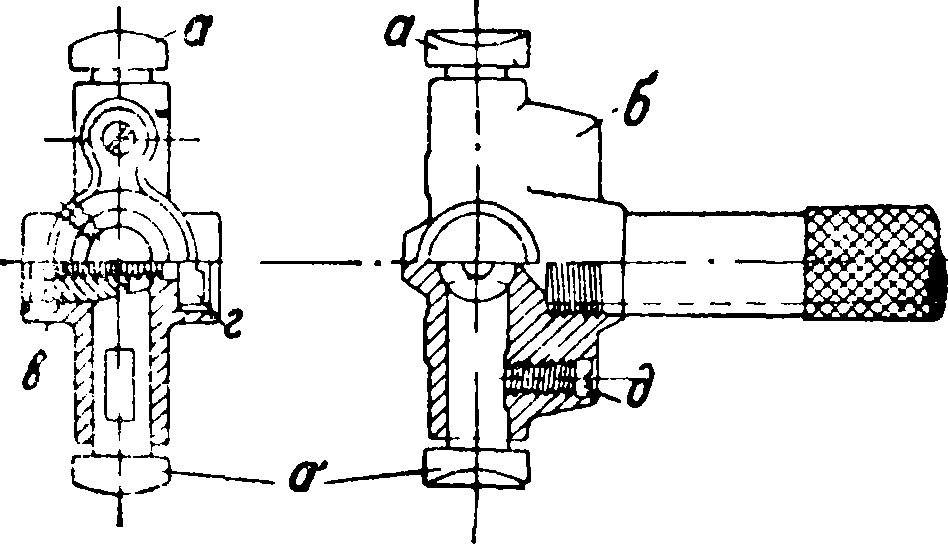
ка снабжены центровочными отверстиями, позволяющими установить калибр на центрах для целей измерения и последующей доводки. Скоба с переставными мерными поверхностями сист. Гоммельверке изображена на фигуре 50. Мерные болты а перестанавливаются в продольном направлении винтами б и застопориваются каждый двумя винтами вв, сжимающими стальную разрезную втулочку г, в которой ходит болт а. В случае отклонения мерных поверхностей болтов от параллелизма можно, приведя предварительно вращением болтов а мерные поверхности к параллельности в плоскости скобы, выправить непараллельность в перпендикулярной плоскости перемещением заднего конца болта а, которое сделано возможным путем среза втулочки г,
по А-Б
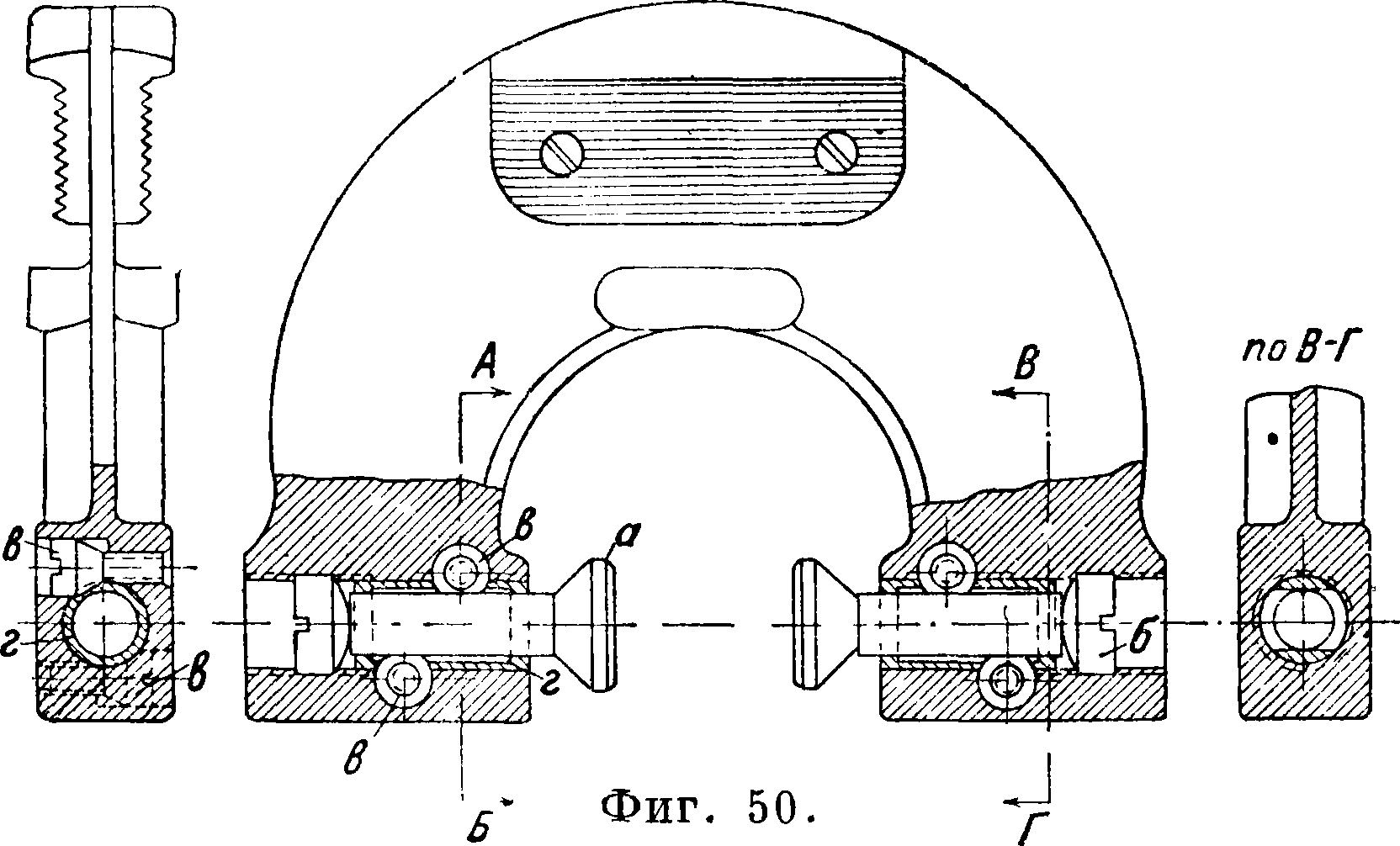
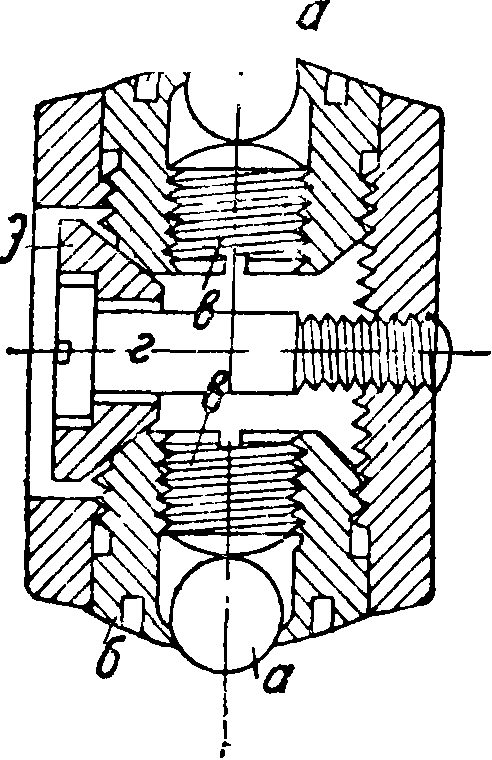
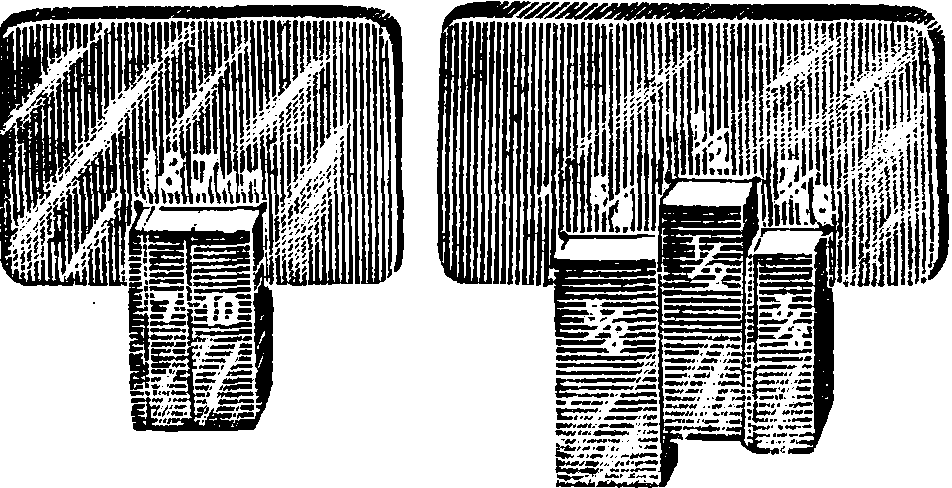
как показано на разрезе, по В—Г. Весьма удобная система скобы со сменными мерными поверхностями изображена на фигуре 51; опорные плоскости аа скобы б обработаны плоско-параллельно, на них опираются стальные закаленные и отшлифованные мерные гайки-колпачки в, удерживаемые на месте винтами г. Для изменения расстояний между мерными поверхностями применяют сменные прокладки д, которые изготовляются различной калиброванной толщины наборами из 40 штук, позволяющими установить требуемый размер с точностью до 0,0025 миллиметров. Цена мерных гаек настолько невысока, что в случае их износа выгоднее сменить их, чем перешлифовывать калибр. Идеальное с точки зрения теории измерений решение вопроса о предельном калибре для отверстий предложено SKF (фигура 52).
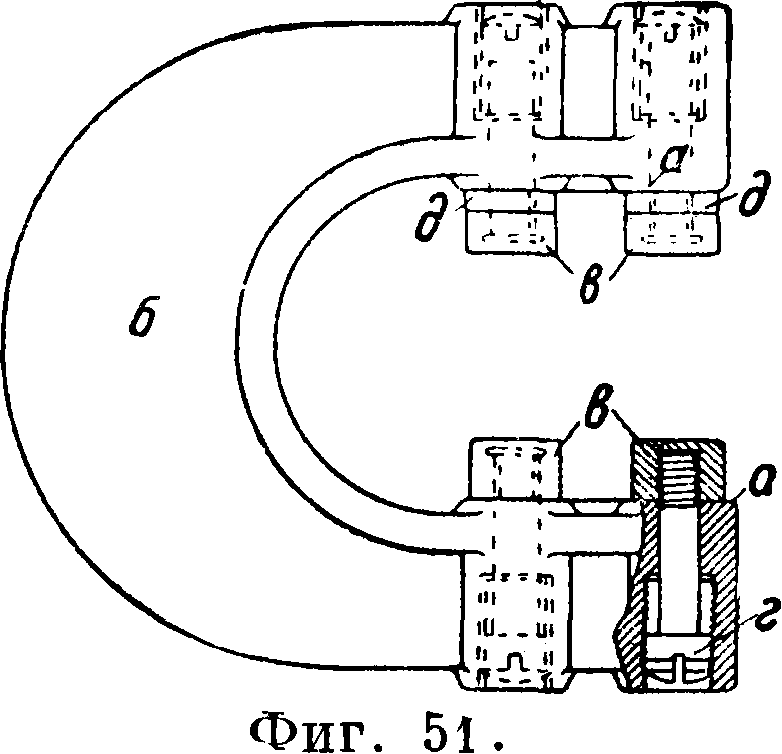
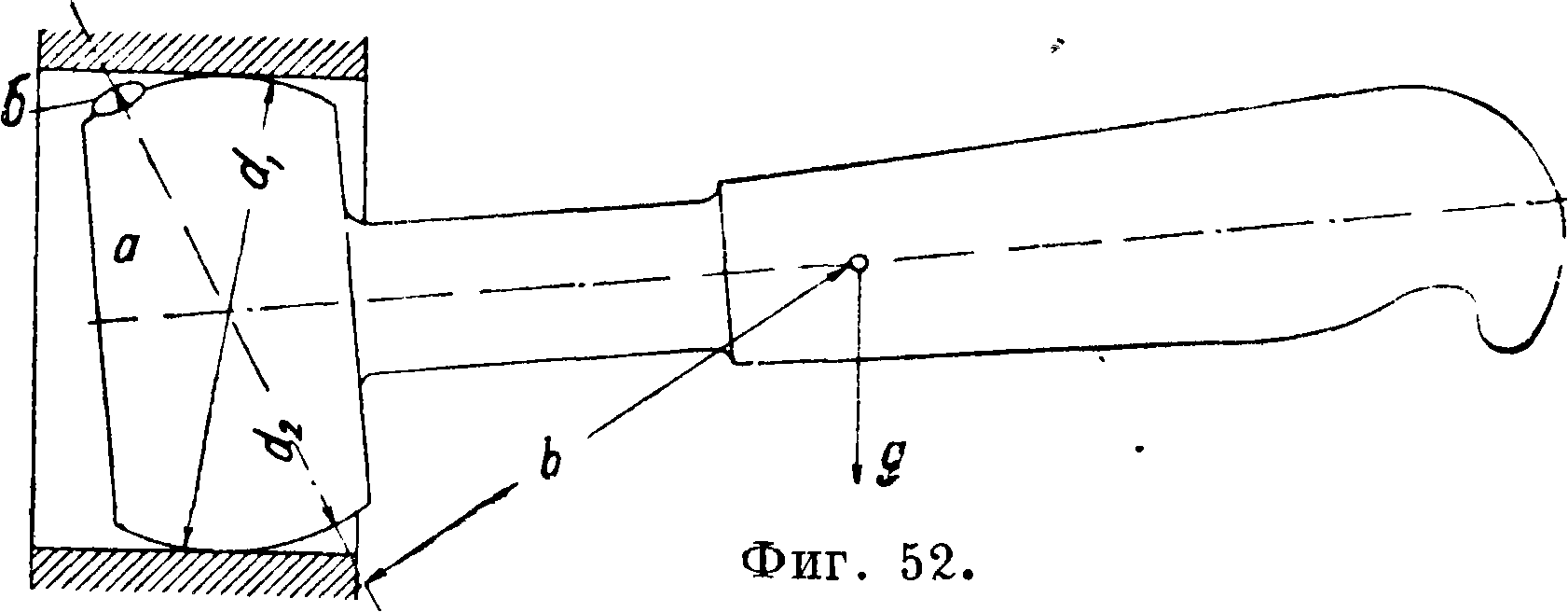
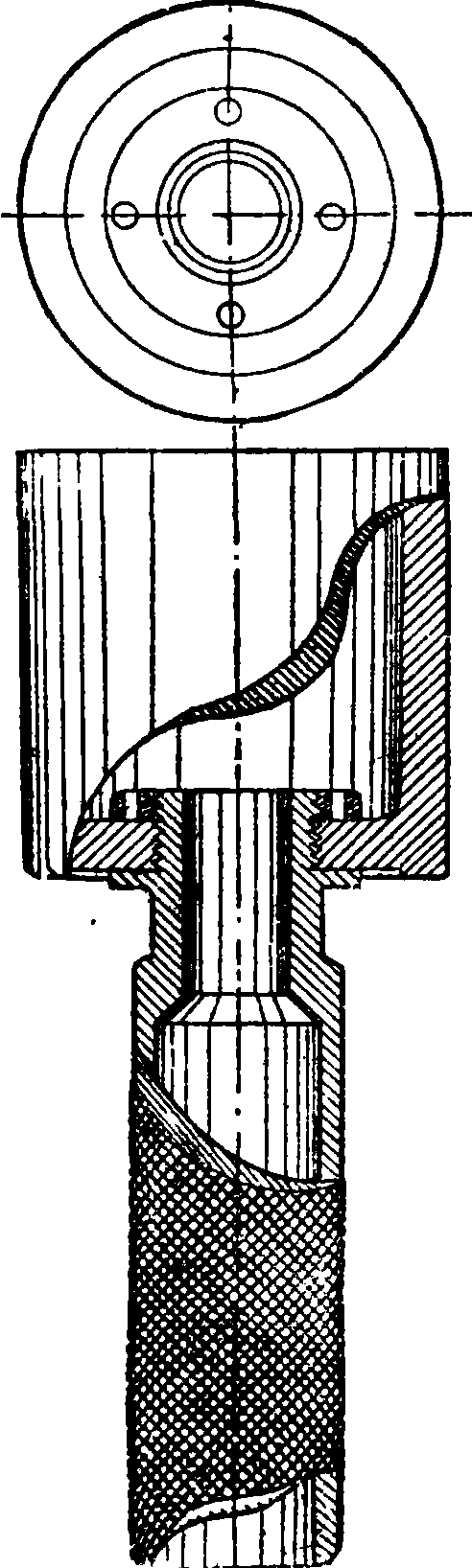
Калибр состоит из сферич. проходной части а диам. dlt равного наименьшему допустимому размеру отверстия, на которой оставлена сферич. пуговка б диам. d2, равного наибольшему диаметру. Пуговка ориентирована определенным образом относительно рукоятки, имеющей поэтому несимметричную форму, приспособленную для захвата рукой. Ясно, что если калибр м. б. введен в отверстие, но при отпускании ручки задерживается пуговкой от поворачивания под действием веса ручки, то диам. отверстия в испытуемой точке лежит в пределах допуска, и в тех же пределах лежит некруглость отверстия. Измерение, повторенное в различных точках отверстия, даст полную картину его точности. Поворачивание калибра происходит под влиянием исключительно. его веса, то есть с постоянным моментом, равным дb, что также конечно способствует точности измерений. К классу бесшкаль-ного И. и. относятся также измерительные плитки (мерные плитки, плк-тки Иогансона), представляющие собой металлич. пластинки или брусочки. призматич. или цилиндрического сечения с двумя плоскопараллельно отшлифованными мерными поверхностями, находящимися на точно определенном расстоянии друг от друга. Главнейшей особенностью измерительных плиток является их способность взаимной притирки, то есть прилипания двух плиток, сдвинутых вместе по мерным плоскостям. Сила прилипания, обусловленная повидимому молекулярными силами тончайшей пленки воды между обеими поверхно-
входящие в набор плитки, можно составить любую длину с точностью, определяемой как точностью производства самих плиток, так и наиболее тонкой из имеющихся в наборе градаций. Полный набор плиток Иогансона состоит из 103 плиток: 49 пт 1,01—1,49 миллиметров через 0,01 миллиметров, 49 шт. 0,50—24,50 миллиметров через 0,50 миллиметров, 4 шт. 25— 100 миллиметров через 25 миллиметров и 1 шт. в 1,005 миллиметров. При помощи этого набора можно составить любую длину в пределах 1—2 миллиметров через 0,01 миллиметров и 2—500 миллиметров через 0,005 миллиметров. До настоящего времени непревзойденными по точности являются измерительные плитки Иогансона. Величины гарантированных максимальных отклонений (в μ) плиток различных фирм от номинального размера указаны в таблице 7.
| т | а б л. 7.— | Г а р а н г и | р о в а н н ы | е н а | ибольшие откло | нения плито | I к. | |||||||||
| I | Р | а з м | еры | п л | и т о | к, миллиметров | ||||||||||
| Фирма | Класс точности | о | 4.0
(М 1 |
о со
1 |
о
1 |
о ю
I |
ю
1> 1 |
о о | ю
(М 7 |
о ю
7 |
ю
t·» 7 |
о о
<м I |
о ю
1 |
О
8 1 |
8 I
«* 1 I |
§
ю 1 |
| еч | О | о со | 3 | о | 1 | о | ю | о | 1
ю |
8 | о | о | ||||
| ! | V | !>· | •ч | тН | (М - | N | о со 1 | 3 | ||||||||
| I ( | АА | 0,045 | 0,05 | 0,055 | 0,065 | 0,08 | 0,12 | 0,16 | 0,2 | 0,24 | 0,28 | 1 0,32 | 0,4 | 0,48 | 0,64 | 0,8 |
| Иогансон < | А | 0,08 | 0,09 | 0,1 | 0,12 | 0,15 | 0,22 | 0,3 | 0,37 | 0,45 | 0,52 | 0,6 | 0,75 | 0,9 | 1,2 | 1,5 |
| В | 0,15 | 0,15 | 0,2 | 0,2 | 0,25 | 0,4 | 0,55 | 0,65 | 0,8 | 0,95 | 1,1 | 1,4 | 1,7 | 2,2 | 2,7 | |
| 1 | С | 0,2 | 0,2 | 0,3 | 0,3 | 0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | 2,6 | 2,0 | 2,4 | 3,2 | 4,0 |
| Е00 | 0,12 | 0,12 | 0,13 | 0,14 | 0,15 | 0,17 | 0,20 | 0,22 | 0,25 | 0,28 | 0,30 | 0,35 | 0,40 | 0,50 | 0,60 | |
| Е0 | 0,24 | 0,25 | 0,26 | 0,28 | 0,3 | 0,35 | 0,40 | 0,45 | 0,5 | 0,55 | 0,60 | 0,70 | 0,8 | 1,0 | 1,2 | |
| ί Гоммельверке | Е1 | 0,6 | 0,6 | 0,65 | 0,7 | 0,75 | 0,85 | 1,0 | 1,1 | 1,3 | 1,4 | 1,5 | 1,7 | 2,0 | 2,5 | 3,0 |
| E2 | 1,2 | 1,2 | 1,3 | 1,4 | 1,5 | 1,7 | 2,0 | 2,2 | 2,5 | 2,8 | 3,0 | 8,5 | 4,0 | 5,0 | 6,0 | |
| ЕЗ | 2,4 | 2,5 | 2,6 | 2,8 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 | 7 | 8 | 10 | 12 | |
| Е4 | 6,0 | 6,2 | 6,5 | 7,0 | 7,5 | 8,5 | 10 | 11 | 13 | 14 | 15 | 17 | 20 | 25 | 30 | |
| Цейсс | 0,25 | 0,3 | 0,30 | 0,35 | 0,40 | 0,15 | 0,7 | 0,7 | 0,8 | 1,0 | 1Д | 1,2 | 1,5 | 1,7 | 2,4 | |
| К. Мар ί (по DIN) | I | 0,25 | 0,3 | 0,30 | 0,35 | 0,4 | 0,45 | 0,65 | 0,7 | 0,8 | 0,9 | 1,1 | 1,2 | 1,5 | 1,7 | 2,4 |
| II
III |
0,6
1,2 |
0,7
1,4 |
0,75
1,5 |
0,8
1,6 |
0,9
1,8 |
1,1
2,2 |
1,4
2,8 |
1,5 | 1,8 | 2,0 | 2,2 | 2,5 | 3,0 | 3,5 | 5,0 | |
| Питтер J | Эталонные | 0,11 | 0,12 | 0,14 | 0,16 | 0,18 | 0,25 | 0,31 | 0,38 | 0,43 | 0,5 | 0,55 | 0,68 | 0,8 | 0,45 | 1,3 |
| Рабочие | 0,22 | 0,24 | 0,27 | 0,32 | 0,37 | 0,50 | 0,62 | С,75 | 0,85 | 1,0 | 1,80 | 1,35 | 1,6 | 2,10 | 2,6 | |
стями, зависит от степени полировки и точности соприкосновения поверхностей, достигая 30 килограмм /см2, нормально однако следует считать ее равной
6—7 килограмм/см2, что соответствует приблизительно найденному Диксоном и Джолли сопротивлению воды на разрыв, равному 7,3 килограмма/см2. Способность Притирки является хорошим критерием плоскости соприкасающихся поверхностей: при зазоре 0,3—0,5 μ притирка становится невозможной. Сила прилипания зависит от качества жидкости, образующей пленку, максимальное значение получается при водяной пленке, которая всегда образуется самостоятельно конденсацией влаги, находящейся в воздухе; при смазке поверхностей маслом сила сцепления уменьшается до 3—4 килограмма /см2. Совершенно сухие и обезжиренные поверхности почти не прилипают друг к другу. Толщина получающейся при притирке пленки весьма мала и почти не зависит от состава жидкости. Очень точные повторные измерения, произведенные по этому вопросу в Национальной физической лаборатории в Лондоне, показали, что толщина пленки при тщательной притирке равна 0,008—0,005μ. Пераром получены данные, указывающие на то, что длина нескольких притертых калибров меньше суммы длин отдельных калибров, то есть что жидкая пленка имеет как бы отрицательную толщину —0,06 μ; эти данные однако не подтверждаются другими исследователями и повидимому должны быть отнесены на счет необычной отделки мерных плоскостей. Постоянство и малая толщина притирочной пленки позволяют соединять путем притирки несколько плиток в один эталон, обладающий более чем достаточной для практич. целей точностью. Комбинируя т. о. различные
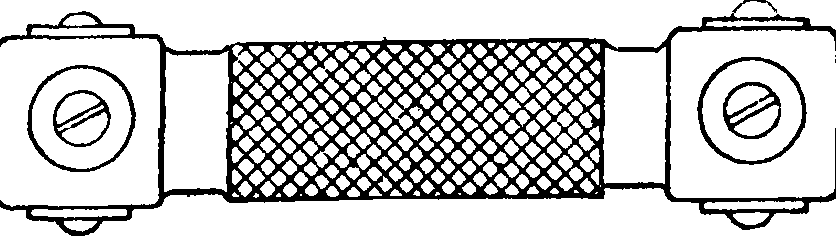
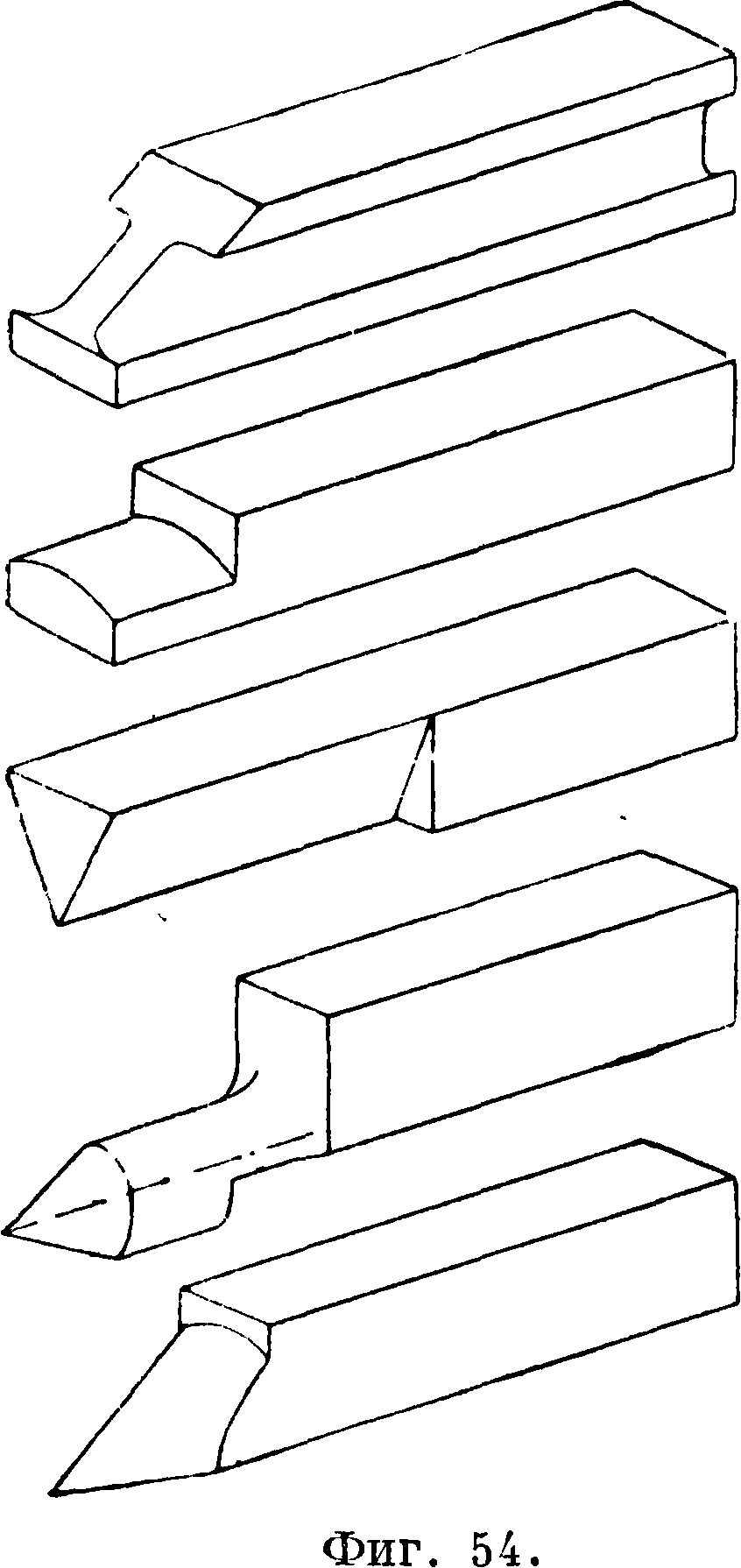
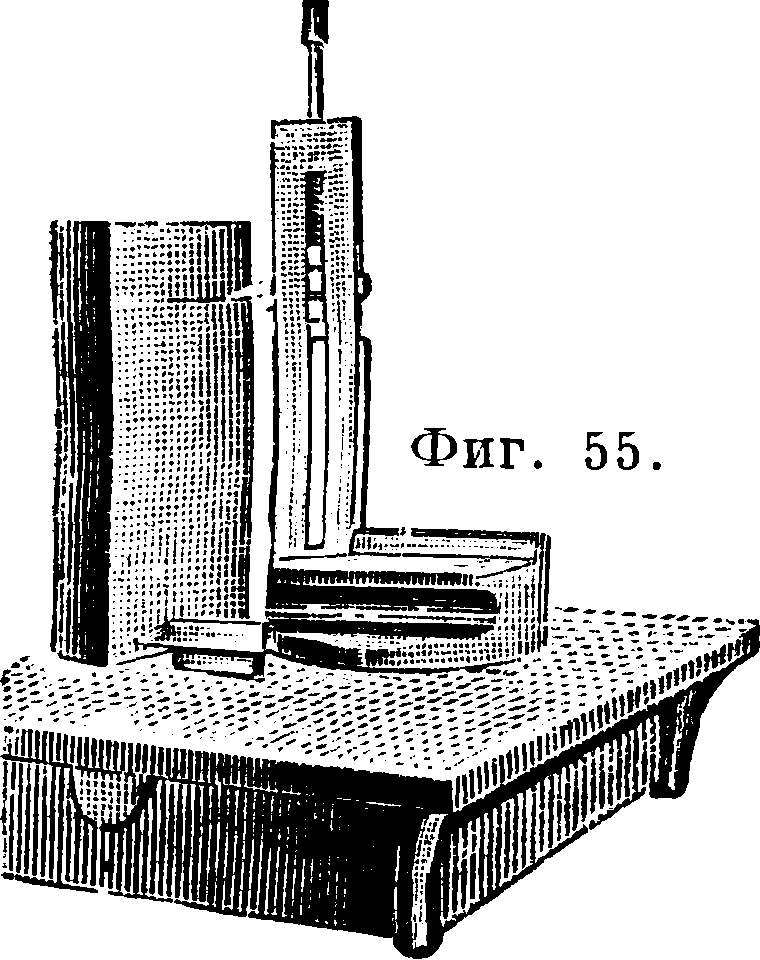
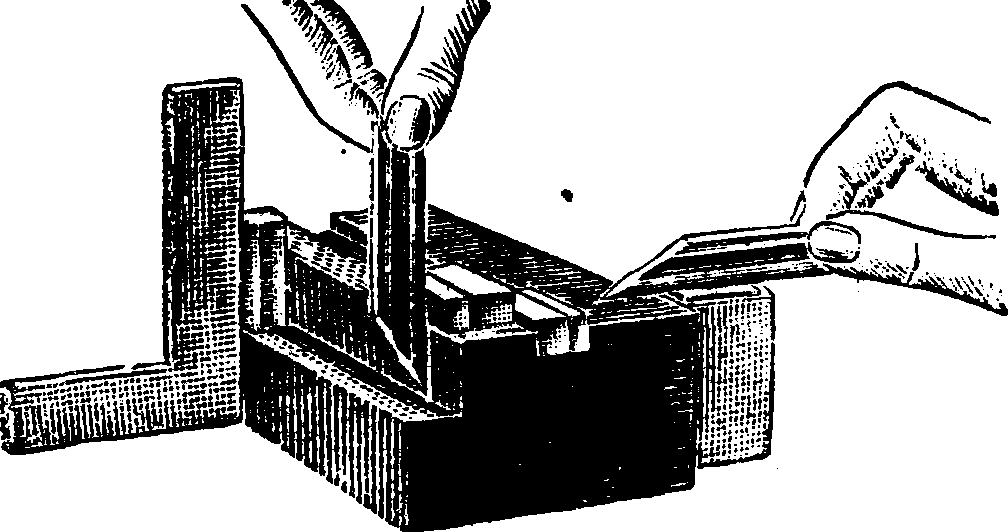
Теоретически максимальная ошибка набора из нек-рого числа плиток равна сумме возможных ошибок отдельных плиток, но практически она бывает меньше, т. к. ошибки всегда частично компенсируются. Применяя специальный набор плиток с градацией 1,001—1,009 миллиметров через 0,001 миллиметров, возможно при плитках высшего класса точности составлять размеры с точностью до 0,001 миллиметров. Для удержания наборов плиток во время работы применяют особые струбциночки, вроде изображенной на фигуре 53, которые делают длиной 40—2 000 миллиметров. Применение измерительных плиток при контроле других И. и. непосредственно для измерения изделий весьма разнообразно. Притирая к концам набора приставные боковинки различных форм (фигура 54), можно получить подобие штангенциркуля для наружных (боковинка фигура 54, А) или внутренних (фигура 54, Б) измерений; применяя боковинки (фигура 54, В), можно производить измерения внутреннего диаметра нарезок и выточек; боковинка фигура 54, Г служит для центровки, а фигура 54,Д — в качестве чертилки. Для последней цели набор притирают к ножке, имеющей строго определенную высоту, и получают рейсмус с точной высотой острия чертилки от поверхности размерочной плиты (фигура 55). Нек-рые примеры применения измерительных плиток даны на фигуре 56: для проверки шаблонов (фигура 56а), для проверки фасонных обработанных поверхностей (фигура 566), для измерения наружного диаметра нарезки

{фигура 56в), для проверки штихмаса (фиг, 56г). Измерительные плитки более грубого типа весьма удобны для применения непосредственно в мастерских, гл. обр. при разметке и при наладке различных станков. Примитивным типом точных измерительных плиток являются т. н. щ у п ы, представляющие собой набор из тонких стальных пластинок, отшлифованных до определенной толщины, складываемых обычно в форме перочинного ножика (фигура 57); пластинки щупов делают обычно 0,05—1,00 миллиметров через 0,05 миллиметров (первые пять иногда через 0,01 миллиметров) или в дюймовой мере 0,0015—0,025 дм. через 0,001 дм. Они служат для проверки зазоров, причем тонкие размеры в виду их гибкости пригодны для замера зазоров между циликдрич. поверхностями.
Наиболее известным угломерным бес-шкальным И. и. является угольник (фигура 58), состоящий из более толстого прямоугольного бруска (пятка) а, в к-рый заделана более тонкая линейка б, имеющая строго перпендикулярные к нижней и верхней поверхностям пятки края. Т. к. проверка угольником производится на просвет, то для точных измерений необходимо, чтобы край линейки был скошен; только в этом случае луч света сможет пройти через мельчайшие зазоры. Установлено, что щель в 3μ легко обнаруживается при испытании на просвет; при особенно благоприятных условиях эта граница м. б. уменьшена до 1μ, причем столь узкие щели кажутся окрашенными вследствие явления интерференции. То же явление мешает различить щели <0,6 μ, так как они кажутся черными. Т. о. точность δ в угловых ск. измерения прямых углов угольником достигает приблизительно δ ^, где I —
длина линейки в см. Для выверки угольников часто пользуются точно выверенным цилиндром (фигура 59), т. к. при условии точности самой ци-линдрич. поверхности и наличии правильной контрольной плиты факт со- Фиг· 56а·
впадения ребра линейки угольника, приставленного с противоположных сторон цилиндра, с образующими последнего служит доказательством
Фигура 566.
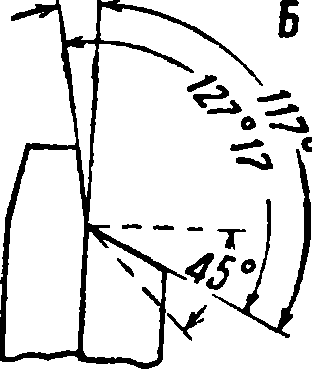
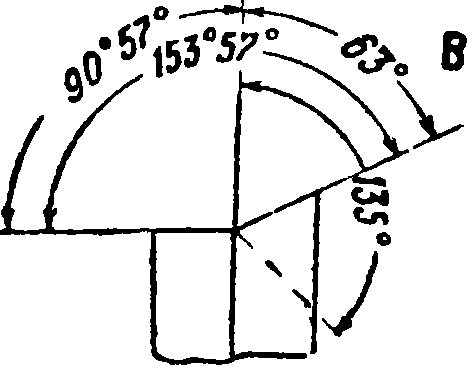
как правильности угольника, так и перпендикулярности основания цилиндра к его образующим. Для измерения часто встречающихся на практике углов в 60,
45, 135, 120° применяют постоянные малки (фигура
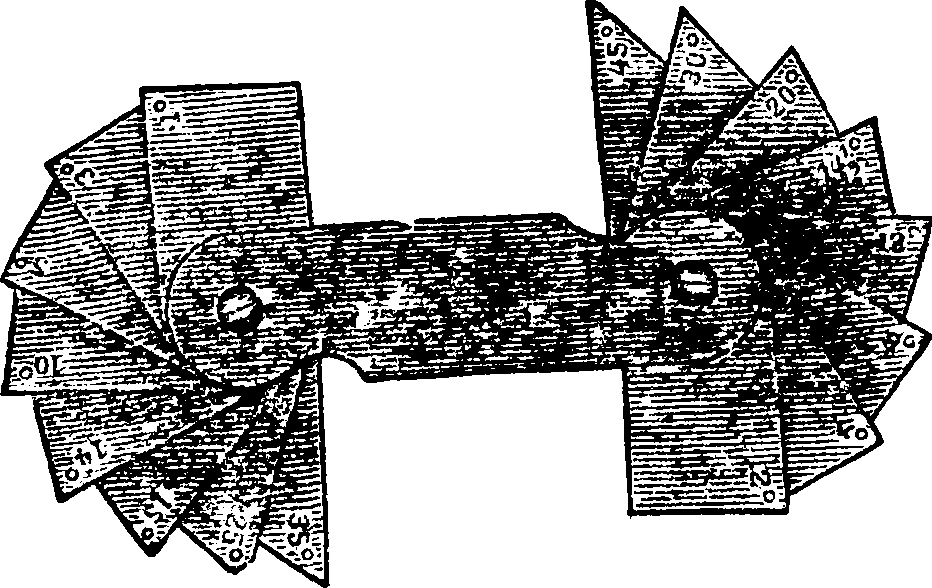
60) .* Для точного построения углов через 1 Иогансон делает по типу измерительных плиток наборы угломерных плиток (фигура 61а), представляющих собой прямоугольные, притирающиеся боковыми сторонами брусочки, у которых два или четыре угла скошены под точно известным углом. Комбинируя различные углы путем притирки плиток попарно, можно получить все углы 10—226° через 1 с большой точностью. Набор состоит из 85 плиток: 15 с четырьмя скосами под углами 10—11° через 1, 40 (из которых 1 прямоугольная плитка, 6 с четырьмя скосами и 33 с двумя скосами) с углами 1—90° через 1° и наконец 30 с двумя скосами 89—90° через 1.‘Углы в пределах 10— -101ύ составляются из одной градусной и одной
Фигура 56в.

Фигура 56г. минутной 10°-ной плитки (фигура 61а), от 100 до 146°—из тех же плиток, только градусная плитка
притирается противоположной стороной (фигура 616), а 89—226° при помощи одной градусной плитки и одной минутной 89°-ной (фигура
61в). Несмотря на большую достижимую этими плитками точность они мало привились на практике, гл. обр. в виду необходимости визуального контроля, не всегда удобного,
Фигура 58.
и по причине малой дли ны мерных поверхностей, особенно нежела-
тельной при угломерных измерениях. Упрощенный тип угломерных шаблонов изображен на фигура 62. Очень точный способ измерения углов и конусов дает комби-I нированное применение точных цилиндров и измерительных плиток. Основой этого способа является синусная линей-
Фигура 6С.
ка, принципиальная схема которой изображена на фигуре 63; из схемы ясно, что угол φ определяется из ур-ия
Sin φ = - hi) + (di. - di) >
к-рое в случае обычного равенства dx т d2щается в
7?i — h2
Sin φ=—.
Ошибка Δφ угла равна
Ahi -f- Ah2 -f- Adi + Ad2 (fa — h2) AL L COS φ
T. о., принимая Mi=Ad
обра-
(29)
άφ =
(30) ΔΖ =
Фигура 61а.
L2COS φ
0,001 миллиметров.
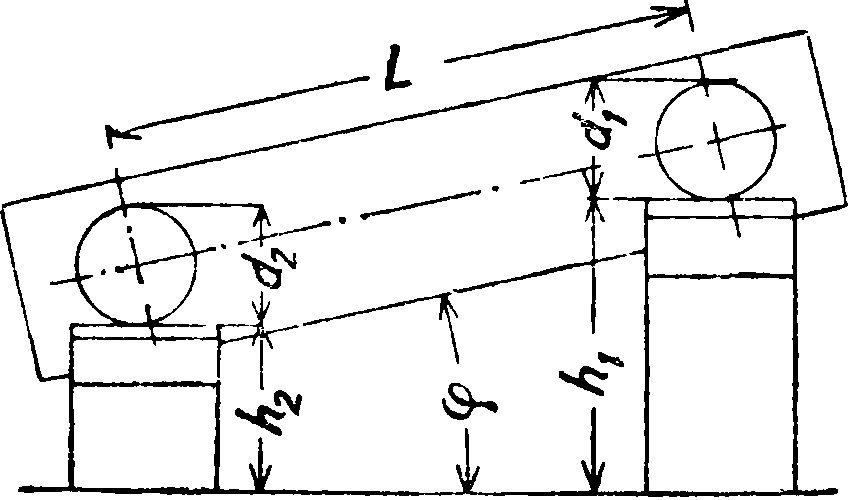
— 0,005 миллиметров, L — 100 миллиметров, получим при угле 5° ошибку в 4,4 · 10~5 или ок. 9", а при угле в 45° приблизительно в 21". Ошибка Δφ сильно возрастает с приближением угла φ к 90°, т. ч. применять синусную линейку выгодно лишь до углов, не превышающих 75°. Способ этот, как видим, при легко достижимых степенях точности составляющих И. и. элементов дает очень высокую точность измерения. Синусная линей-ка сист. Иоган-сона изображена на фигуре 64; оба цилиндра удерживаются винтами, ввернутыми под 45° в тело линейки; отверстия в теле линейки помимо облегчения ее служат для ее закрепления после установки на вертикальном угольнике. Мерная длина равна
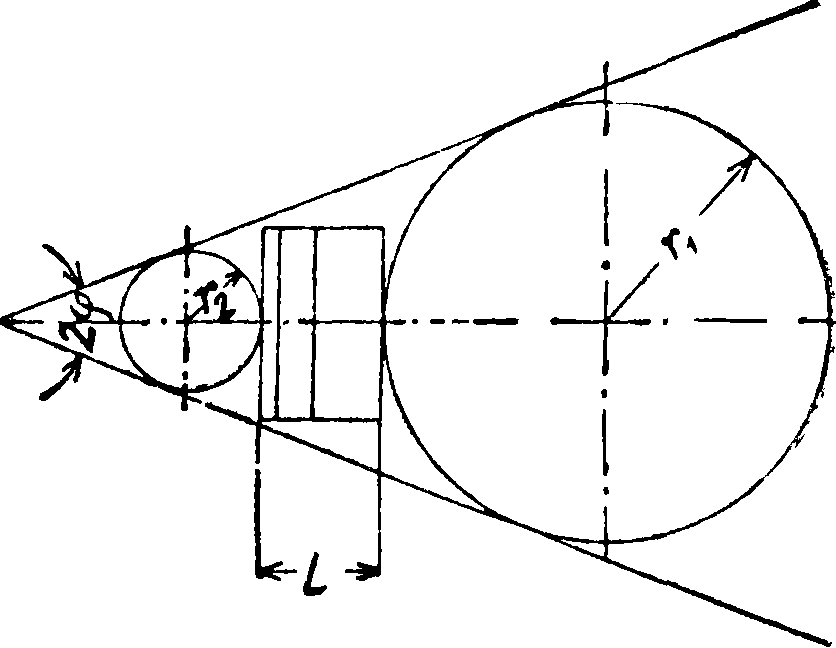
100 миллиметров. Другим методом построения углов является комбинация из двух цилиндров различных радиусов гг и г2(фигура 65), разделенных концевой мерой определенной длины L. Обозначая угол между цилиндрам через 2φ,
Фигура 616 и 61в.
Фигура 62.
касательными имеем
sin φ
по обоим
- Г 2
di — d2
П + r2 + L di + d2 + 2L
(1 — sin φ) di — (1 -f- sin y) d2
2 sin φ
(31)
Фигура 63.
Ошибка Δφ угла равна
А _ (Adi + Ad2) (1 + Sin φ) + AL2 sin ^ /o9v ψ~ (di + d2 + 2L) cos φ · }
Напр. для d±=50 миллиметров, d2 — 25 миллиметров, L — 25 миллиметров, sin φ=0,20, cos φ=0,98, при Δά±= Δά2— ΔΣ —=0,002 миллиметров ошибка Δφ — 4,6 · 10~5 ^ 9". На практике этот метод применяется например для наладки линеек проверочного шаблона для конусов, изображенного на фигуре
66; действие прибора ясно из фигура 66.
К бес шкальным И. и. следует отнести также все инструменты, служащие для проверки формы изделий: линейки для выверки прямолинейности граней, плиты для выверки плоскостей и всевозможные лекала (см ) и шаблоны для проверки сложных профилей и контуров. Л и-нейки представляют собой обычно стальной закаленный брусок призматич. сечения, у которого все четыре продольные грани или по крайней мере две узкие точно обработаны. Линейки такого типа мало точны вследствие значительного прогиба их под влиянием собственного веса.
В случае линейки, подпертой на концах, прогиб F в середине определяется в сантиметров из ф-лы Г! V 5Ϊ4
F=где Р—вес
п. см, равный Ь · h · 0,0078 килограмм (Ь — толщина, h— высота линейки в см),
I — длина в см, Е =
= 2 100 000 килограмм/см2 (для стали) и I — ^ сж4. Подставляя, получаем в более удобном виде
Фигура 64.
Фигура 65.
L 4
ю“ (33)
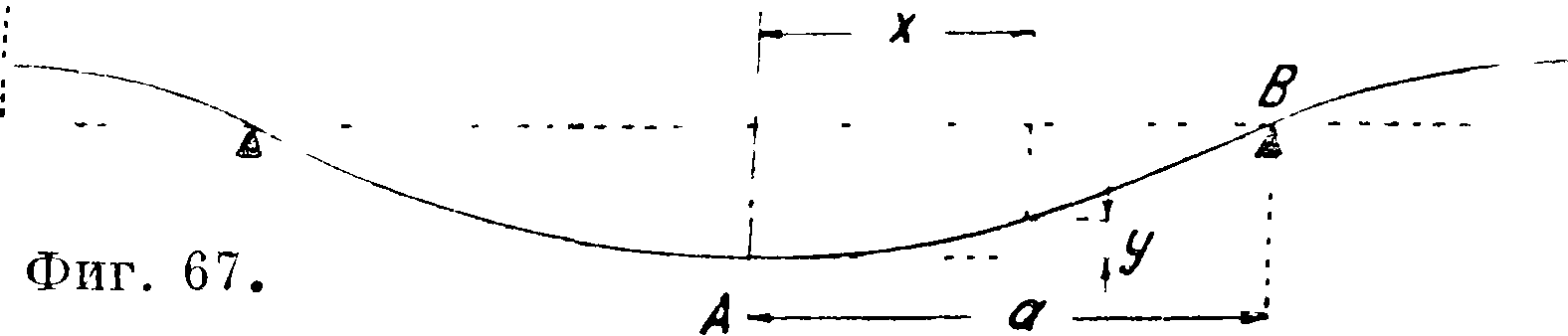
где 1з в μ, L в м и h в см. Т. о. при линейке длиной в 1м, сечением 60 х 12 миллиметров прогиб будет равен 16μ. Ур-ие упругой линии стержня длиной 21 постоянного сечения, лежащего на двух горизонтальных опорах, расположенных симметрично на расстоянии а от середины стержня (фигура 67), на участке АВ имеет вид а на участке ВС
У=· [4la3 — l* + Ых (l2 — За2) -f (I — я)4]. (35)
Исследование уравнения (35) показывает, что наименьший прогиб будет иметь место при α==0,55371, в каковом случае
0,10429р/.4
(31)
У max
3841?
/13 — 12,1
L4
(36)
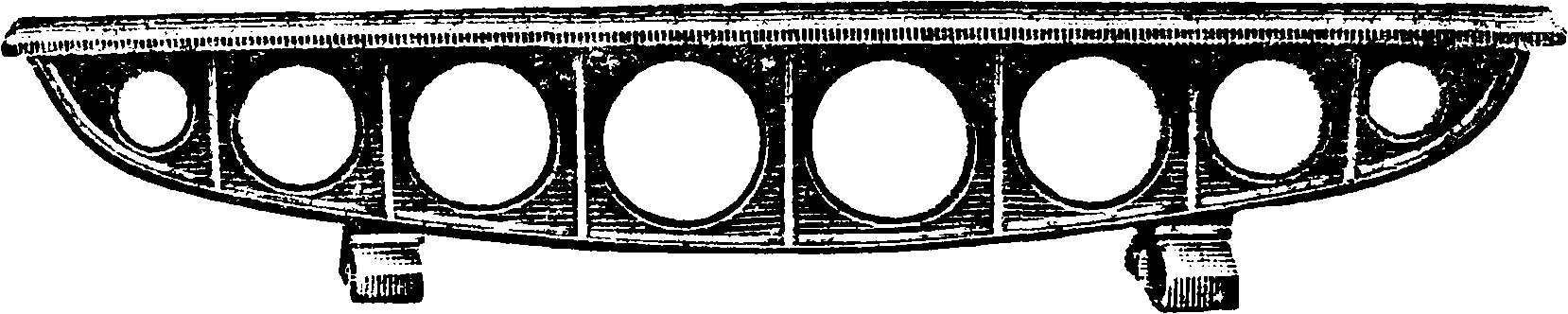
где /13 в μ, a L и h, как и раньше, в ж и см; в этом случае прогиб упомянутого выше метра равен всего 0,33 μ, то есть не может влиять на точность визуальных наблюдений. Точным линейкам небольших размеров (до 150 миллиметров) придают ножеобразную форму, изображенную на фигуре 68. Наблюдением световой щели можно уловить отклонения до 3 μ, а при особо благоприятных условиях даже до 1 μ. Еще меньшие отклонения (до 0,1 μ) можно обнаружить, проводя линейкой в направлении лезвия ее по испытуемой плоскости и рассматривая след, оставленный линейкой. Линейки крупных размеров целесообразно делать в форме балки равного сопротивления, подпертой в таких точках, чтобы обеспечить наименьшую и постоянную деформацию линейки (фигура 69). Для выверки плоскостей применяют контрольные плиты: для более грубых работ —
чугунные шабреные плиты, ошибка изготовления которых при безукоризненной работе при размере .1,0x0,60 метров может достигать 1,5—2 μ от идеальной плоскости, обычно же бывает значительно больше. Для очень точных работ из-
L
готовляют стальные закаленные и зеркально отполированные контрольные плиты небольших размеров обычно диам. 150—190 миллиметров с точностью до 0,25 μ эти плиты обладают способностью притирки и применяются преимущественно для работ с измерительными плитками. Еще

А
Фигура 68.
большей точностью (до 0,1 μ) при диаметре 60 миллиметров отличаются стеклянные контрольные плитки, изготовляемые оптич. фирмами и служащие преимущественно для контроля плоскостей путем наблюдения интерференционных полос. Этот способ дает возможность заметить отклонения
Фигура 69.
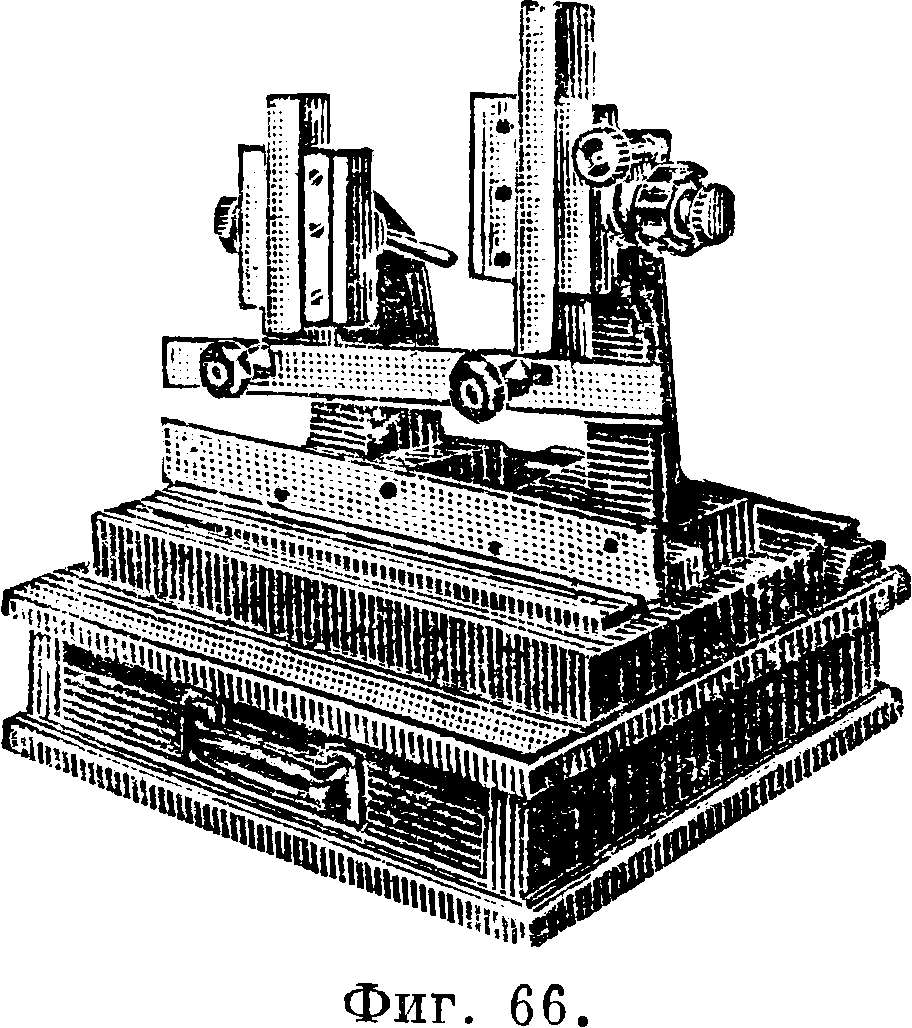
от плоскости порядка-0,3 μ. Чугунные контрольные плиты должны обладать возможно большей жесткостью и постоянством формы. Первое достигается путем снабжения плиты достаточным количеством рационально расположенные высоких ребер (фигура 70); второго стремятся достигнуть искусственным старением материала плиты и расположением плиты на статически определимых опорах с тем, чтобы распределение веса на отдельные опоры, а следовательно и деформа ции оставались постоянными при изменении положения опор. У плит малого и среднего размера это достигается постановкой их на три ножкиграсположенные приблизительно в точках опор для наименьших деформаций. Нижняя часть большой круглой прецизионной плиты, стати-
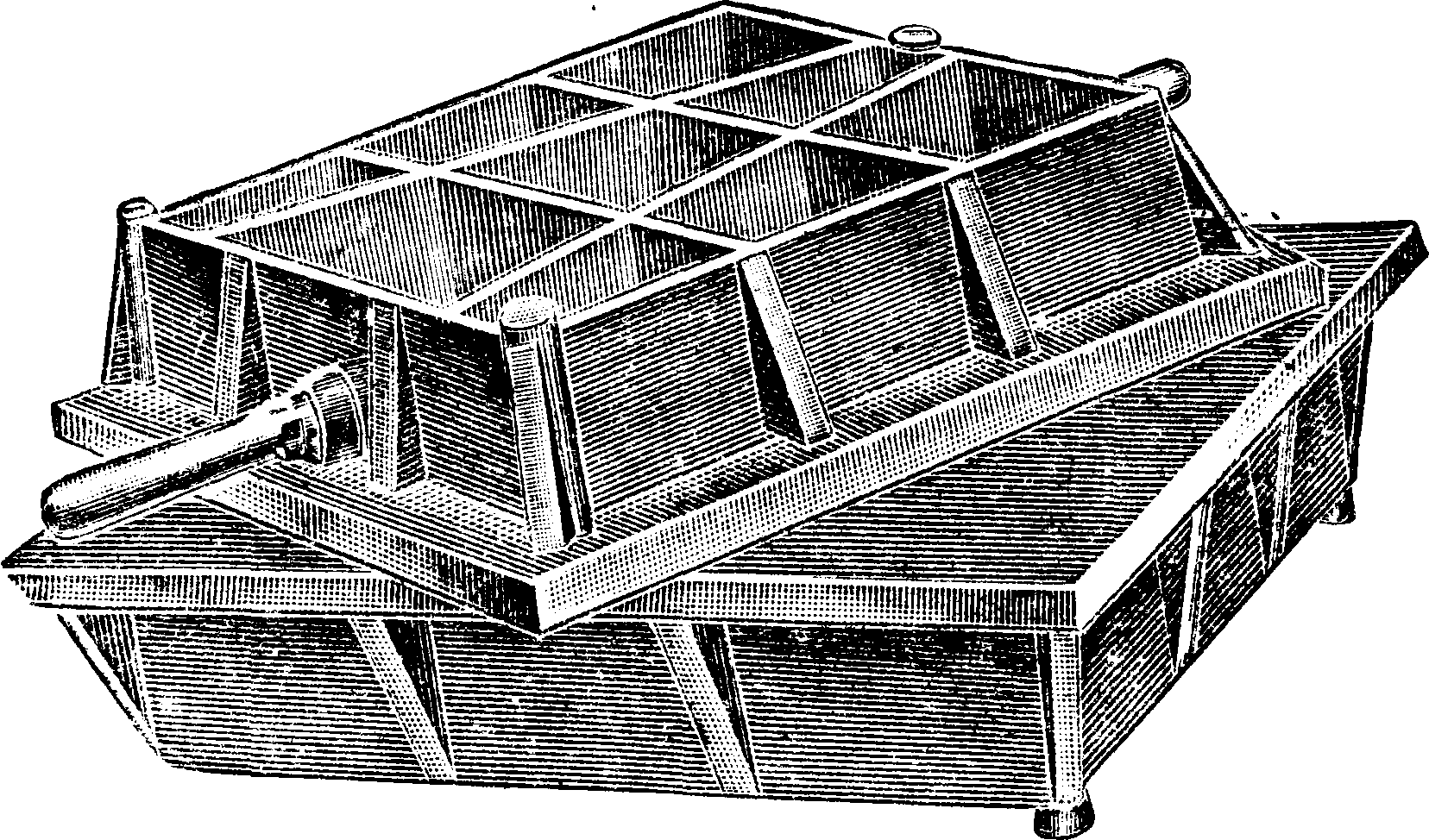
Фигура 70.
чески определимо опертой в девяти точках, изображена на фигуре 71; каждая из трех шаровых опор а, на которых лежит плита, расположена на треугольной плите б, которая в свою очередь передает статически определимо свою долю опорной реакции трем шарикам, катающимся в трех схо
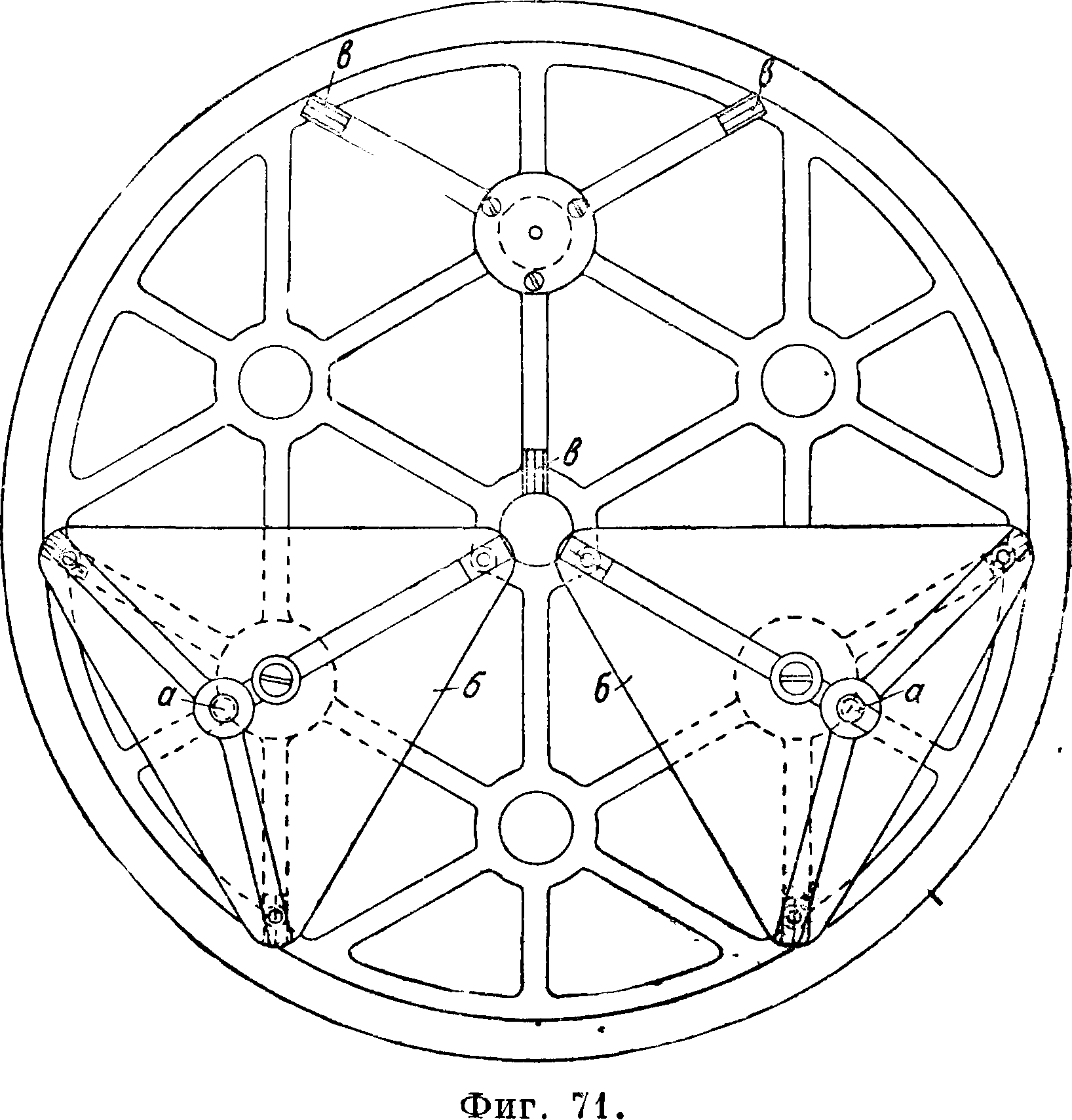
дящихся в одной точке V-образных канавках в Для поверки плоскостей и выверки прямолинейности направляющих кроме сличения с контрольными плитами и линейками м. б. применены следующие методы. 1) Проверка уровнем (смотрите); применяя чувствительный уровень, смонтированный
Фигура 72.
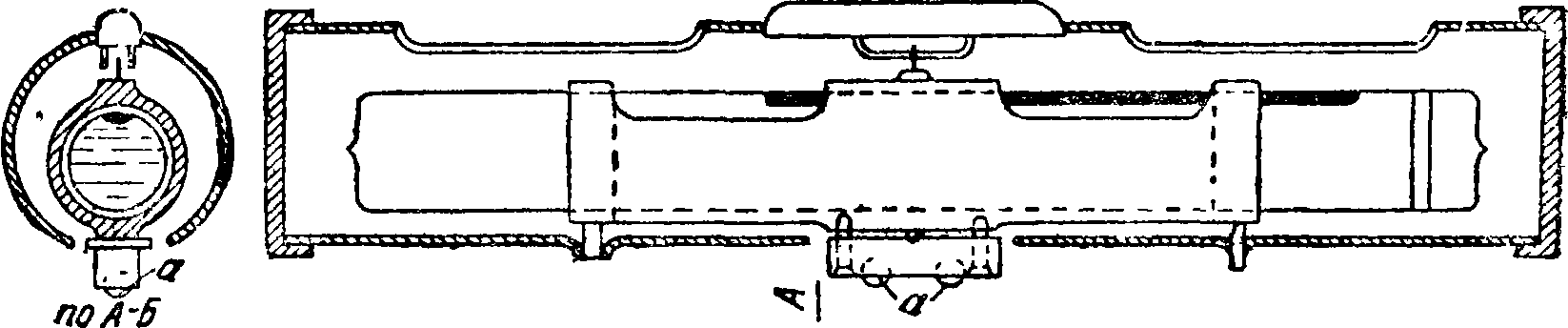
в оправе с короткой базой, можно замерить отклонения от прямолинейности порядка 0,1 μ. Уровни применяются с радиусом R=60 ~ 150 ж, а расстояние I между точками опоры базы, образованное двумя или тремя шариками а (фигура 72)^ делают порядка 10—20 миллиметров. Тогда наименьшая ошибка δ в μ, вызывающая отклонение пузырька на 1 деление, равное п миллиметров (обычно 2—2,5 миллиметров), определяется по ф-ле
<5=± (37)
где п и I в миллиметров, a R в м. Произведя промеры по всей длине исследуемой линии, передвигая уровень каждый раз на длину базы, можно определить, вычертив график ошибок, наибольшее отклонение /. 2) При поверке методом автоколлимации вместо уровня на испытуемую линейку, станину или плиту ставят небольшие салазки а {фигура 73) с короткой базой I миллиметров, на которых укреп
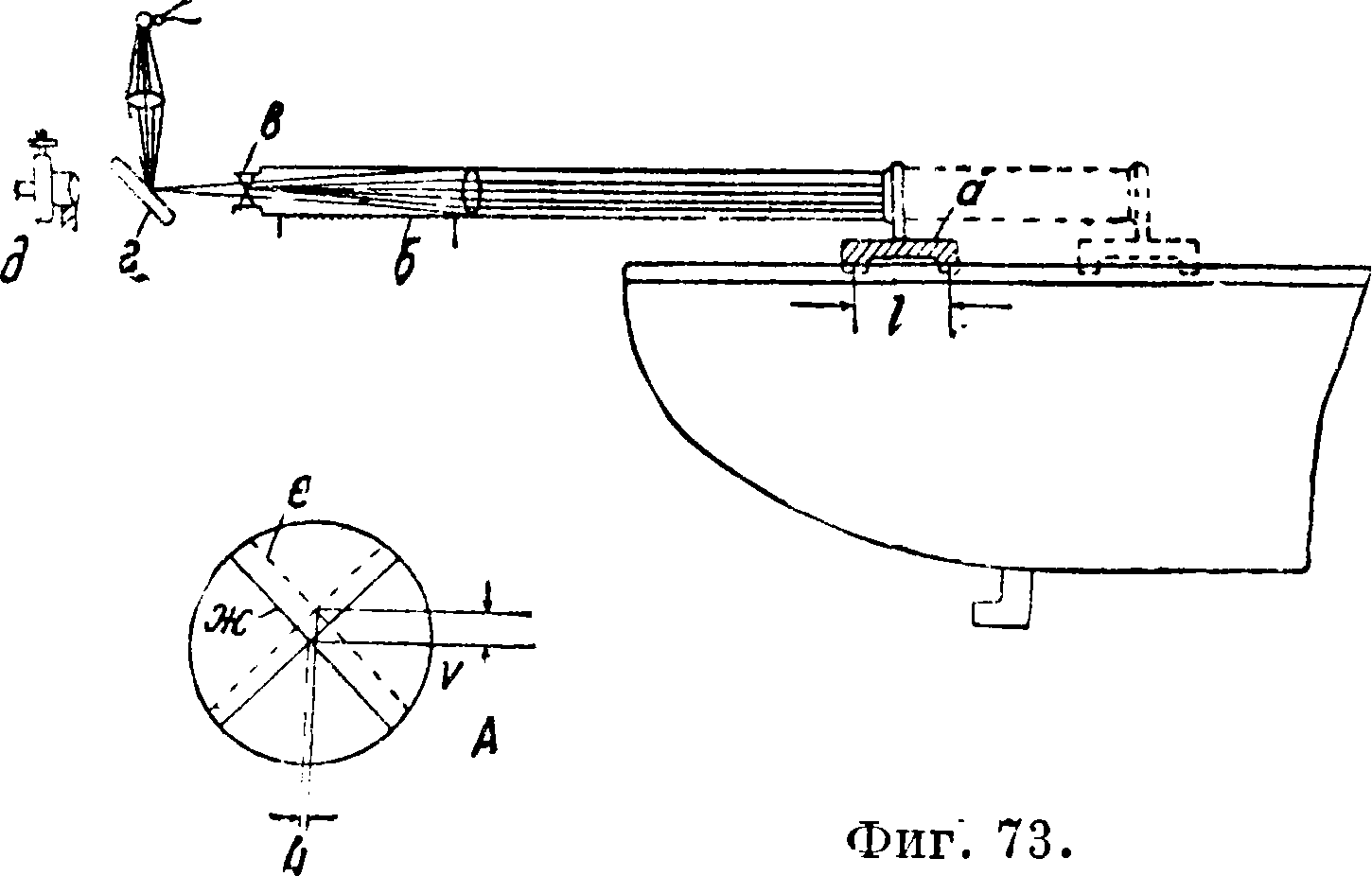
лено плоское зеркальце, отбрасывающее обратно лучи света, посылаемые коллиматором б с фокусным расстоянием F. В окуляре будут видны два изображения креста нитей в, расположенного в трубе коллиматора: одно, менее отчетливое, е (фигура 73, А), отраженное от зеркальца на салазках а лучом света, отбрасываемым стеклянной пластинкой г, а другое, более резкое, даваемое тем же пучком света на обратном ходу после его отражения от зеркальца на салазках. В случае перпендикулярности зеркальца к оси коллиматора оба изображения нитей перекрывают друг друга; всякое смещение их в горизонтальном h или вертикальном v направлениях м. б. измерено в миллиметров микрометрии, окуляром д с точностью vmin‘ Величина отклонения в μ направляющих от прямолинейности на длине мерных салазок I в горизонтальном 6h или вертикальном δνнаправлениях м. б. получена из ф-л
= ± <5д=|р. (38)
где v, h и I в миллиметров, a F в м. Наименьшая замеченная ошибка, например при длине фокуса 0,5 м, I=50 миллиметров, vmtn=0,02 миллиметров, получается порядка 1μ. Для более грубой поверки поверхности плит можно с успехом применять гидростатич. уровень с ртутью (фигура 74^, причем отклонения от горизонталь
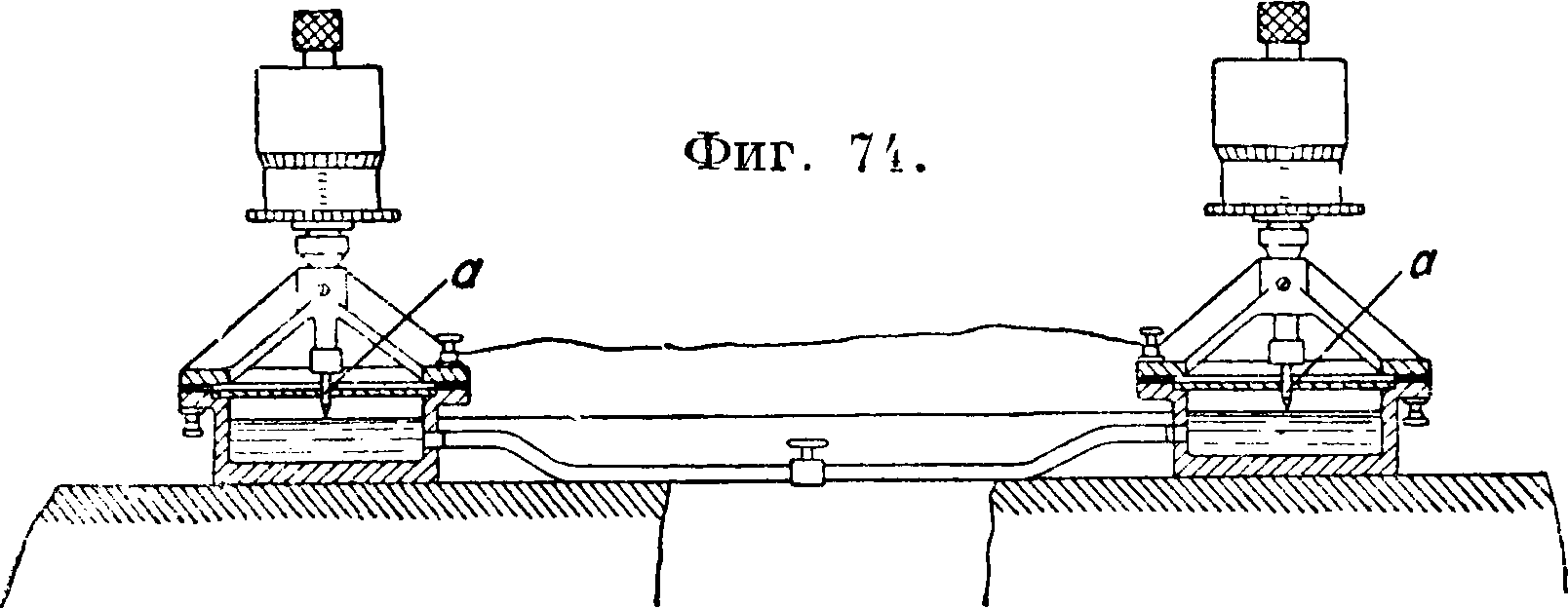
ности определяются перемещением микрометрии, шпинделей а до момента соприкосновения их острия с поверхностью ртути. Самый контакт определяется лучше всего при помощи замыкания олектрич. цепи, образованной сухой батареей, гальванометром, станиной машины, ртутью в чашке и отизолированным от последней микрометрии. винтом. Этот метод дает возможность заметить отклонения порядка 3—5 μ. Проверка сложных профилей производится лекалами и шаблонами (смотрите Лекала). К этому же роду измерений сводится в основе проверка правильности винтовых нарезок и зубчатых колес. Однако в виду специфичности применяемых при этом методов эти И. и. рассматриваются ниже отдельно; методы и И. и. для проверки зубчатых колес см. Зубчатые колеса.
Б. Шкальные, или штриховые, механические И. и. характеризуются, с одной стороны, наличием шкалы, показывающей непосредственно в числах измеряемую величину, а с другой — применением исключительно механич. приспособлений для увеличения точности отсчета. Простейшими типами шкальных И. и. являются для измерения длин масштабы и масштабные линейки, для углов — транспортиры. Масштаб состоит из стальной закаленной линейки (фигура 75),
| 7l 8! 91 1 ll< | пгТтГЭТ5 ^ | ||
| tasfeaisfs | ililildililililililililililili_ |
Фигура 75.
на которой нанесены деления, обычно с одной стороны в миллиметров, с другой — в англ. дм. (надпись «London»). Размеры их (в миллиметров):
Мерная длина. 100 150 200 250 300 400 500 10С0
Ширина. 18 18 22 22 28 30 30 40
Толщина. 0,5 0,5 0,7 0,7 2,0 1,0 1,5 2,0
Толщина штрихов у масштабов, предназначенных для службы в цехах, равна 0,10—0,15 миллиметров т. о. точность отсчета равняется 0,3—0,5 миллиметров. Для более точных измерений применяют масштабные линейки, изготовленные из стальных полированных брусков, на которых нанесены деления (обычно только одно: или в миллиметров или в дм.). Размеры их в миллиметров приведены ниже:
Мерная длина. 600 1 0С0 1 500 2 000 3 000 4-0С0
Ширина. 30 40 45 50 55 60
Толщина. 6 8 9 10 11 12
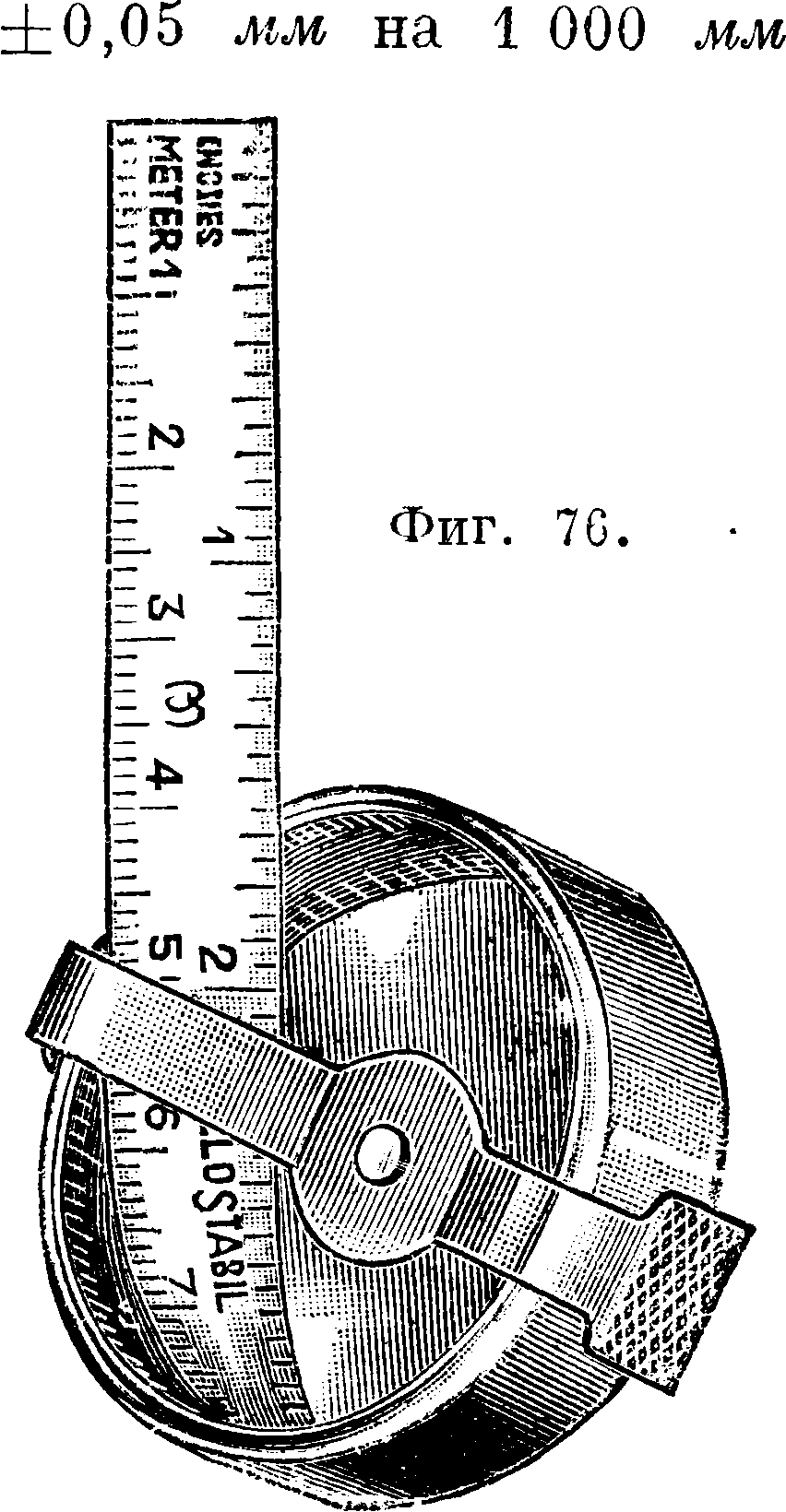
Точность делений для контрольных масштабных линеек равняется длины, для цеховых масштабов достаточна пониженная точность порядка ±0,15 миллиметров на 1 000 миллиметров. Толщина штрихов контрольных линеек равна 0,05—0,08 миллиметров. Очень удобны так называемые масштабы Роллостабиль (фигура 76), состоящие из тонкой стальной ленты, слегка согнутой в поперечном сечении, что придает ей достаточную жесткость для того, чтобы сохранять прямолинейную форму до длины в 2 метров одновременно она обладает способностью легко изгибаться в продольном направлении и объединяет т. обр. в себе преимущества ленточных и жестких масштабов. Для непосредственного измерения углов применяются
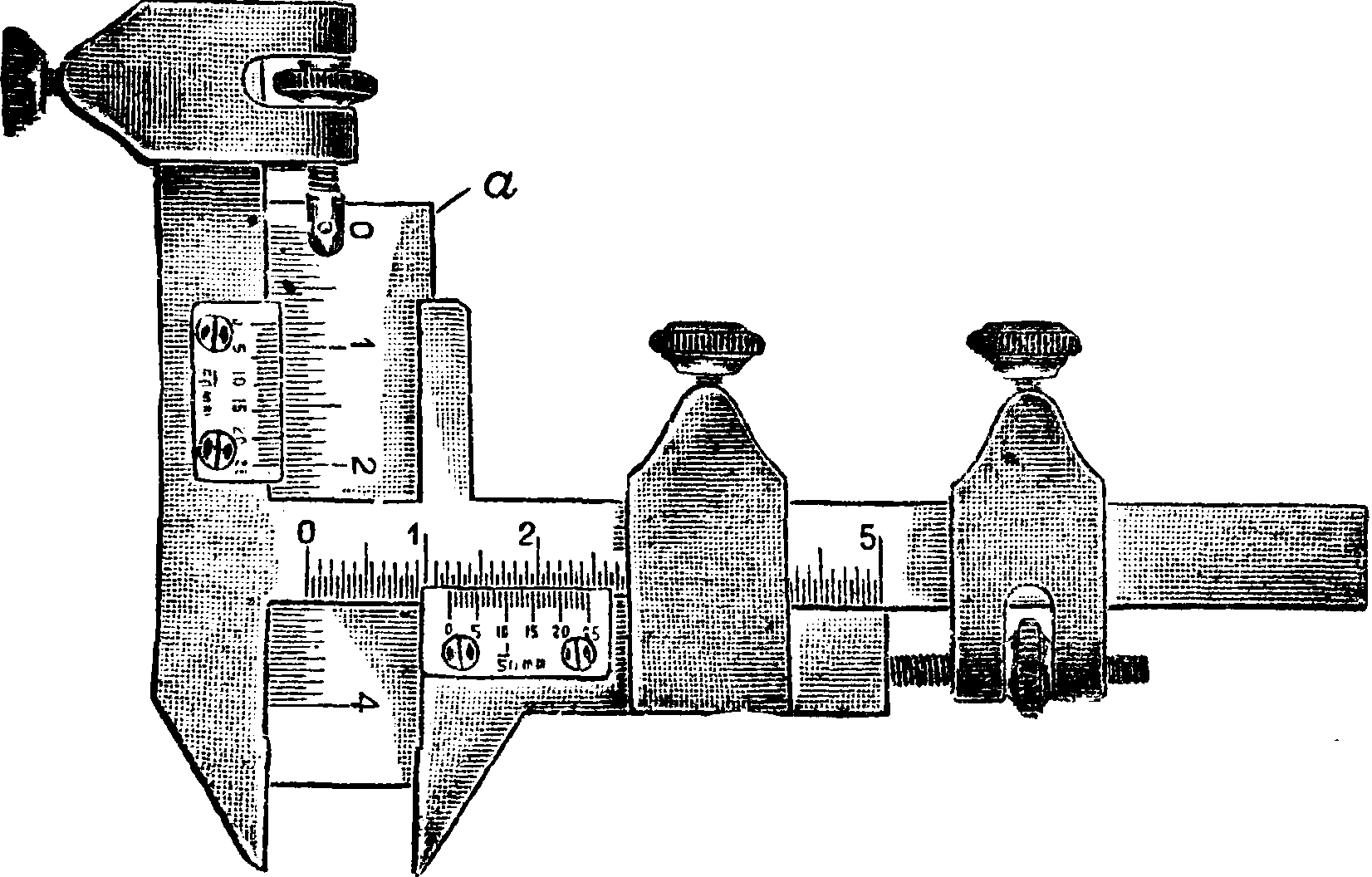
транспортиры (смотрите), получившие однако вследствие малой точности и гл. обр. неудобства отсчетов весьма малое применение в машиностроении. Следующая группа шкальных И. и. обнимает собой инструменты, у которых измерение производится Перемещением движка, причем результат измерения отсчитывается непосредственно на шкале. Основным инструментом этого класса является штангенциркуль, или ш т а н г е н (штангель), состоящий из линейки а с делениями (фигура 77), снабженной поперечиной
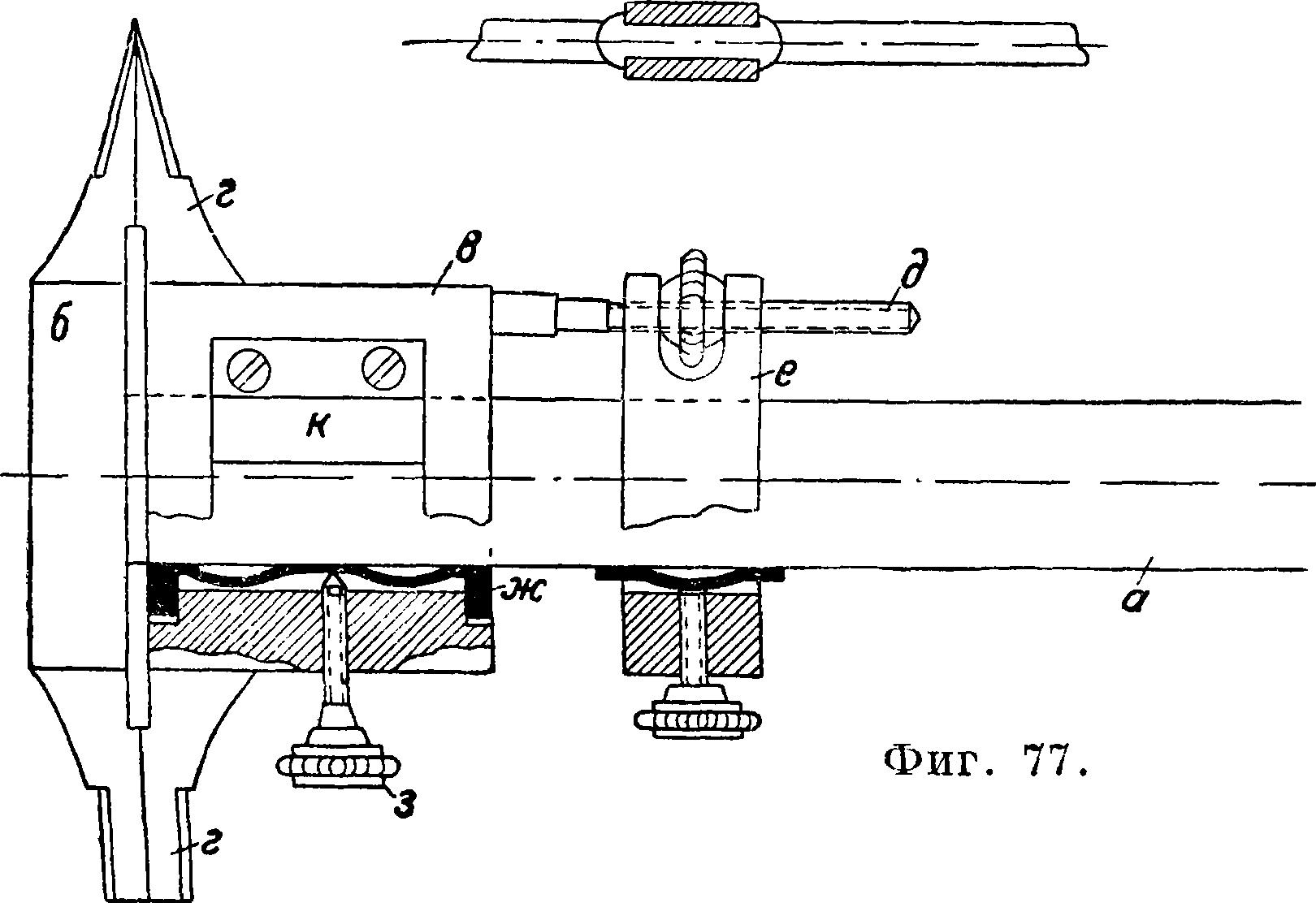
б, образующей неподвижную ножку, и из р а м-f и, или движка, с двигающейся по линейке и несущей подвижные ножки г. Для тонкого перемещения движка последний снабжен винтом д, гайка которого вращается в прорезе обоймы е, закрепляемой на линейке винтом; движок снабжен пружиной ж, удерживающей его от перекоса при движении и препятствующей сдвигу его по линейке при закреплении движка винтом з. Отсчет расстояния между мерными поверхностями ножек производится по шкале, нанесенной на линейке а, с помощью нониуса к (смотрите Верньер). У прецизионных штангенов нониус делается для отсчета 0,02 миллиметров при г/2-мм делении шкалы, у обыкновенных — деление 1 -мм и нониус для 0,1 миллиметров. Ошибки штангенов согласно приказу ВСНХ № 1350 от 11 /V 1930 г. не должны превы-
| шать след. | величин | (в миллиметров): | ||
| Точных штангенов до | 500 миллиметров.. | 0,02 | ||
| » | » » | 1 000 | ».. | , 0,04 |
| Технич. | » с нониусом 0,1 | до 1 000 миллиметров.. | 0,1 | |
| » | » » | » 0,05 | до 500 ». ., | 0,05 |
| » | » | до 1 000 ». ., | 0,10 | |
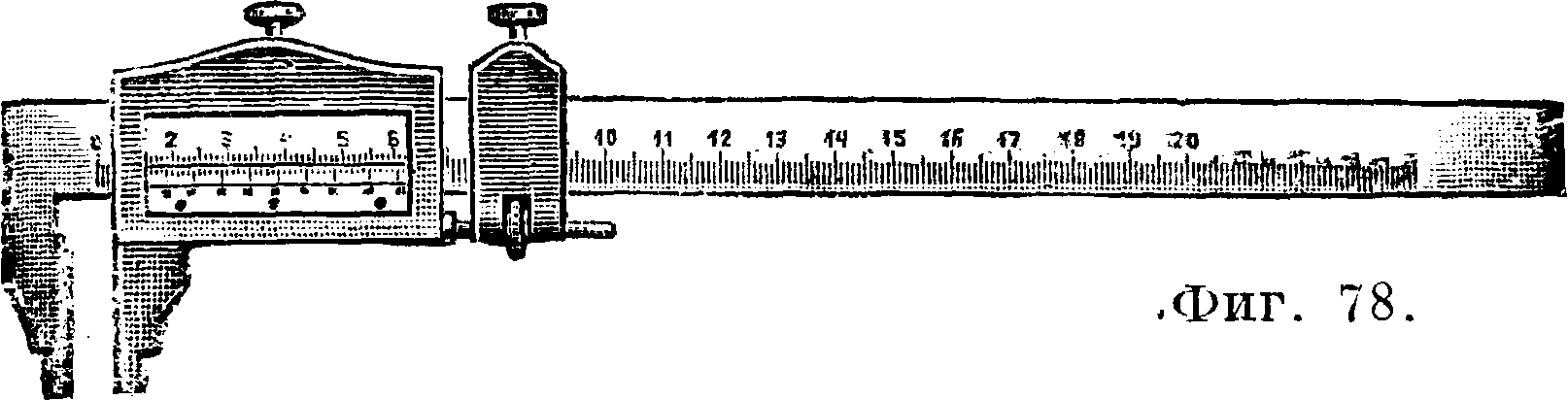
Изображенный на фигуре 78 штангец с нониусом на 0.02 миллиметров имеет 1 -мм деления, обусловливающие более длинный нониус, отсчет по которому однако облегчен в виду более крупных делений. Для внутренних измерений служат концы ножек, обделанные уступами; внешние цилиндрич. поверхности их имеют в сумме определенную толщину, обычно 5 или 10 миллиметров, которая должен быть прибавлена при измерении внутренних размеров к показанию нониуса. Технический штанген типа
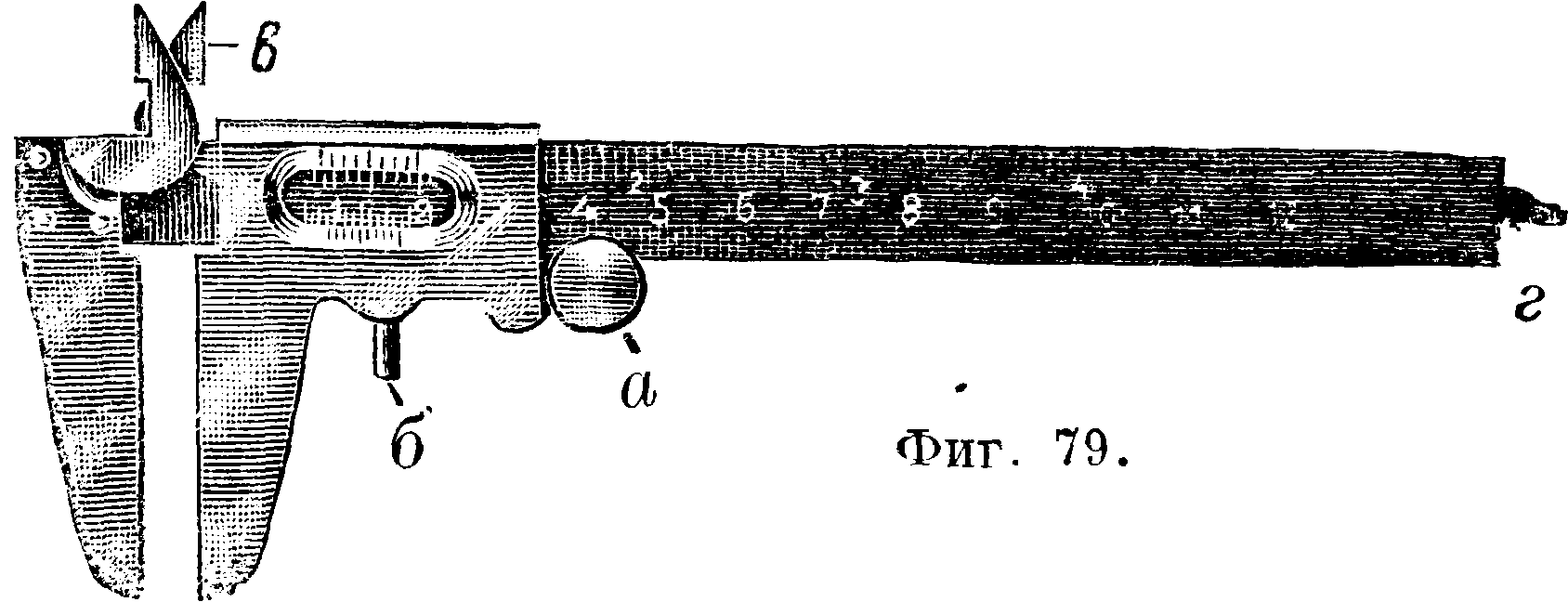
«Колумбус» изображен на фигуре 79, передвижение движка совершается колесиком а, вращаемым большим пальцем руки, а закрепление—рычажком б, ножевидные ножки в служат для внутренних измерений; с движком связан пруток г,
ходящий в канавке линейки и служащий глубомером. Ошибка штангенов от давления м. б. определена как сумма ошибок от изгиба линейки
и обеих ножек, считаемых для простоты телами равного сопротивления изгибу. Суммарная ошибка (фигура 80):
in=к=2 tg-=- + 2
где г — длина ножки, # — угол поворота крайних сечений линейки на мерной длине 1Х, — стрела прогиба ножки под действием силы Р.
h
Q
Prh.
Eh ’
Г
8 Pi* Eb2hl ’
jl· г О
где 1г — γ~ — момент инерции линейки шириной hx и толщиной bх, bг и h2 — толщина и ширина ножки у основания. Окончательно имеем
, 4Ρτ2Γ3Ζι, 4г Ί
fl3~ Е к/.? + ад!]· {щ
Каков порядок малости ошибки, видно из того, что у прецизионного штангена, имеющего следующие размеры: г — 6,0 см, bг=b2=0,25 см, й1 = 2,4 см, &3=2,0 см, при Ζ х=100 миллиметров и Р =
= 1 килограмм, ошибка /18 =
== 21μ, то есть лежит в пределах точности отсчета, которая является т. о. иллюзорной. Вообще штангены при тщательном выполнении и умелом пользовании могут давать Фиг 80
измерения самое большее с точностью до 0,03—0,05 миллиметров. Малая длина ножек штангена не позволяет непосредственно измерять диаметры, превышающие удвоенную длину ножек. В этом случае можно измерять расстояние АВ=а (фигура 81) при
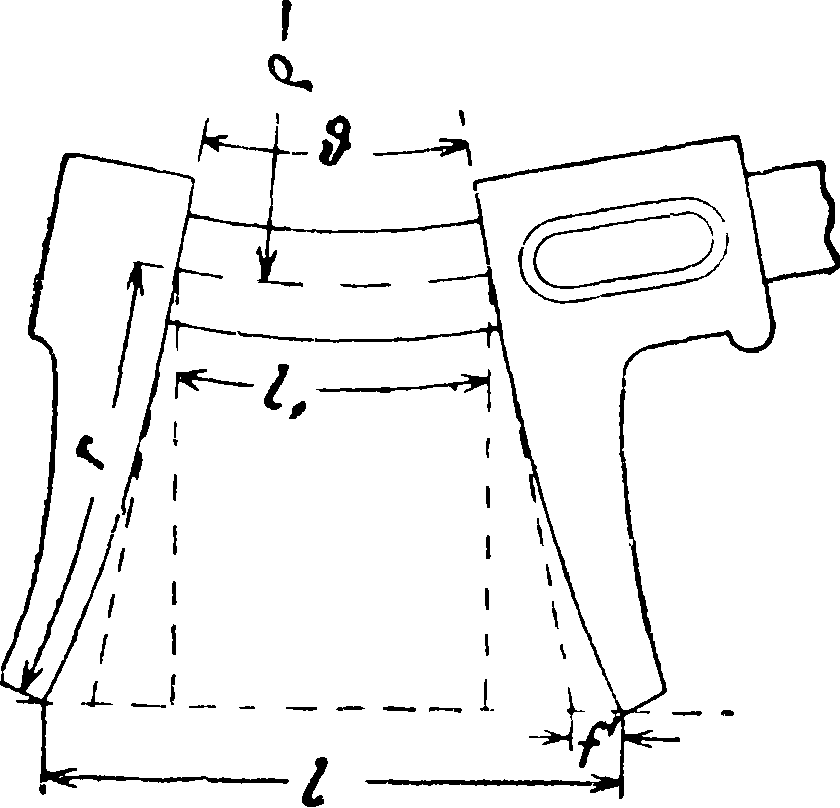
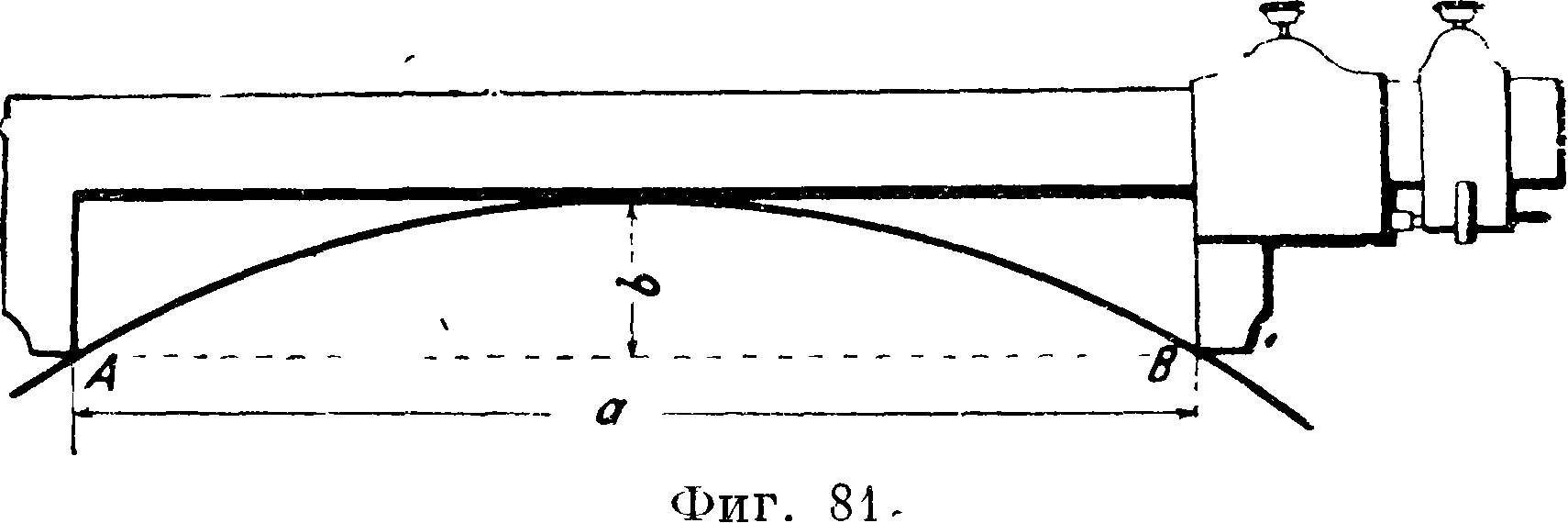
условии одновременного касания окружностью ребра линейки. Зная длину ножек можно определить диам. D изделия по ф-ле
D=% + b. (40)
Существуют штангены, предназначенные для измерения шкивов, у которых шкала градуирована по формуле (40) непосредственно в диаметрах. На фигуре 82 изображен двойной штанген, заменяющий предельные калибры и применяющийся при
13
Т. Э. Дbп. т. работах по грубым допускам, когда точность, даваемая штангеном, бывает достаточной. Между неподвижной ножкой а и основной подвижной б устанавливают по нониусу в наибольший
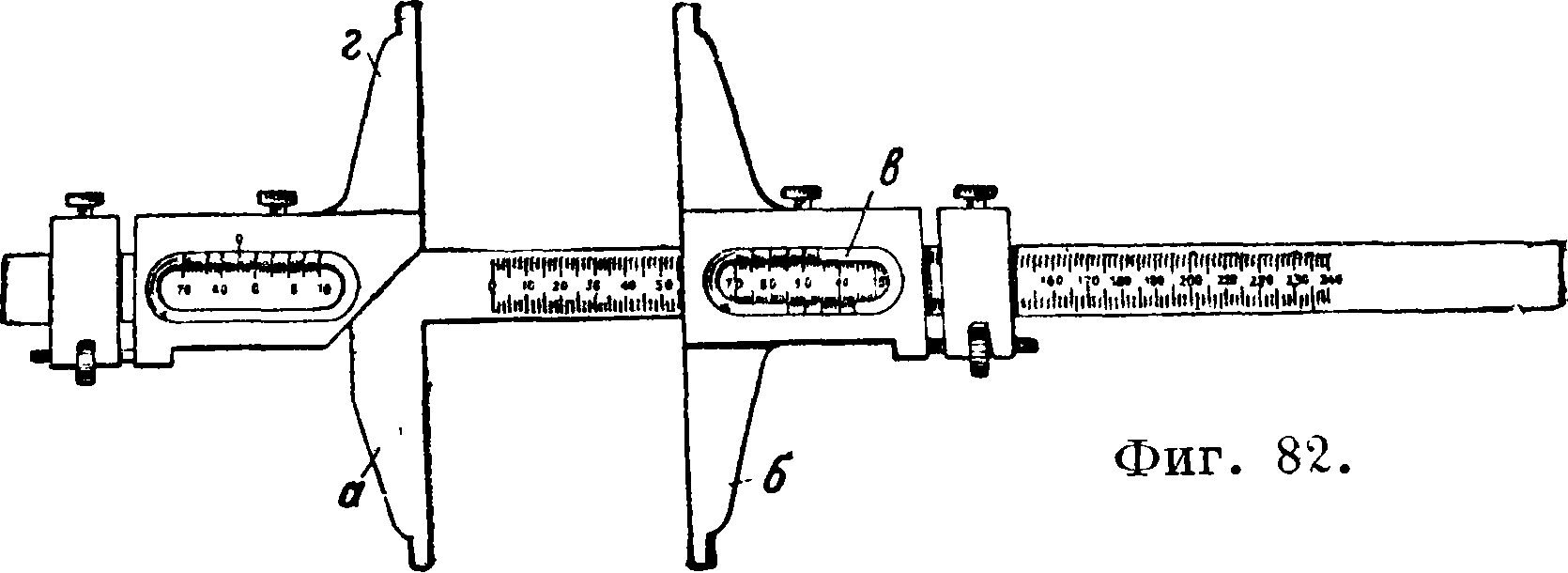
допустимый размер изделия; сдвигая вспомогательную ножку г на величину допуска, получают с другой стороны штангена браковочный размер. Для измерения углублений служит штанге н-г л у б о м е р (фигура 83), отличие которого от нормального штангенциркуля состоит в том, что неподвижная ножка отсутствует, а подвижная заменена поперечиной. Для воз
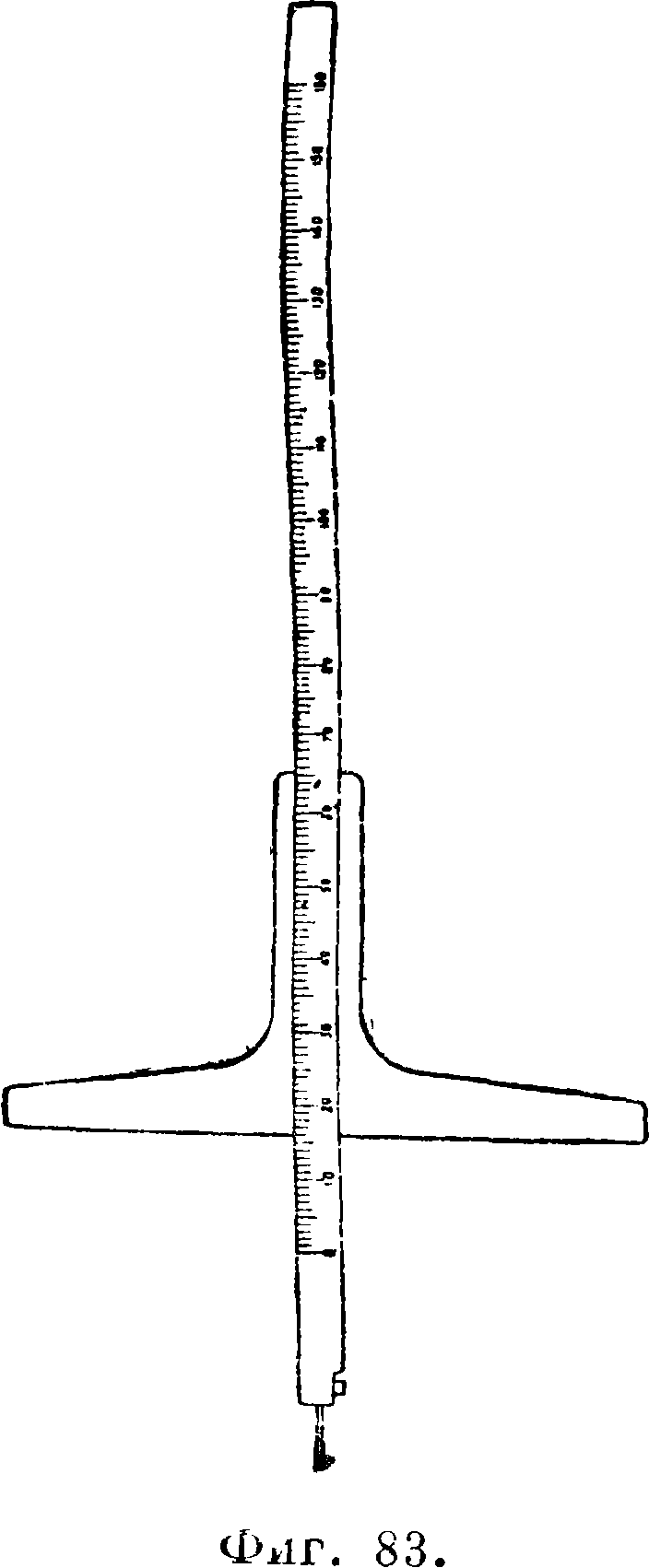
можности измерения положения внутренних уступов в отверстиях с меняющимися диаметрами име
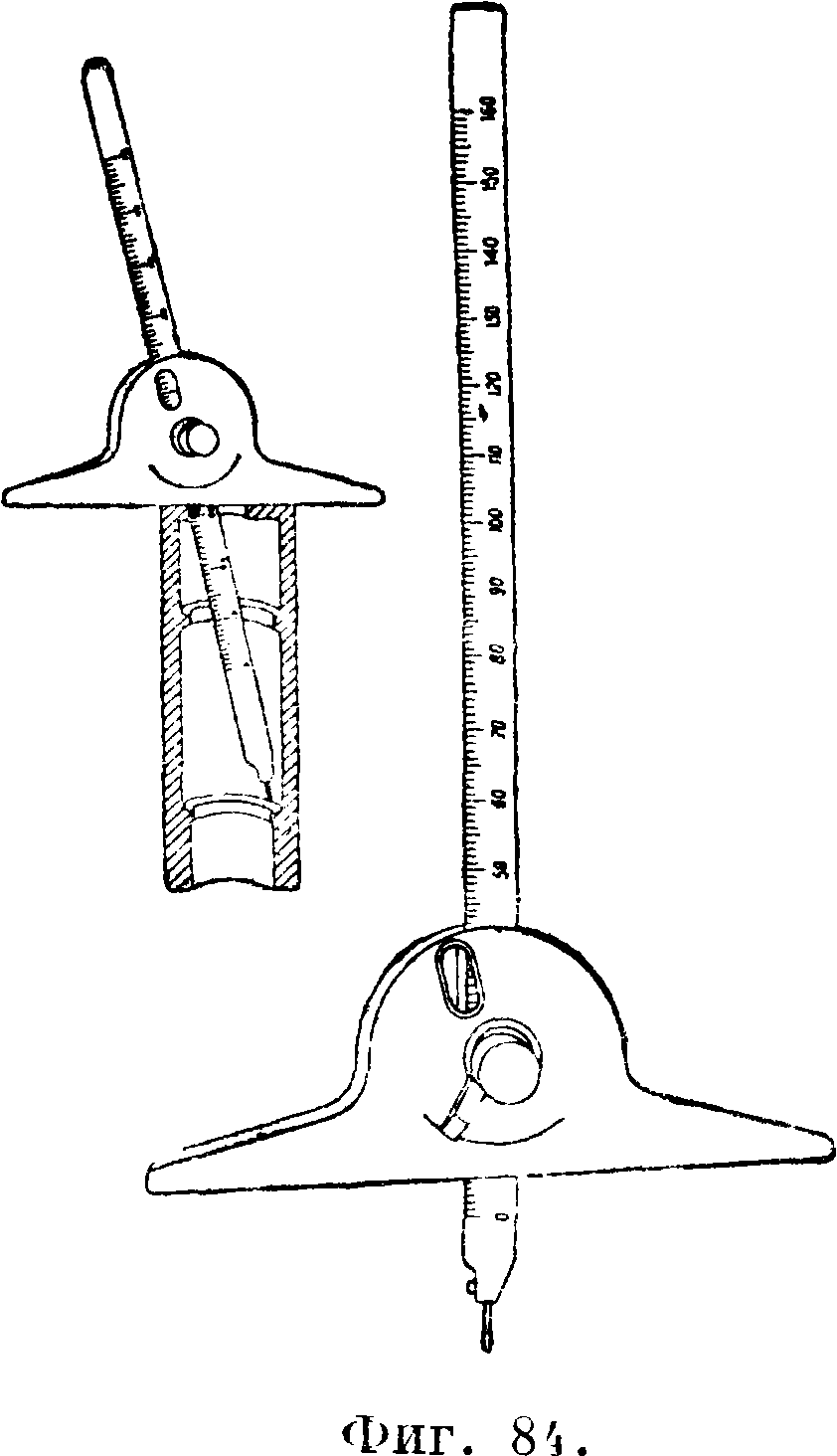
ются наклонные глубомеры, у которые деления увеличены пропорционально, где φ — угол наклона линейки к вертикали. Изображенный на фигуре 84 наклонный глубомер может принимать три разных положения: вертикальное и два наклонных; для каждого имеется своя шкала,
Фигура 85.
причем окошечко для отсчета в рамке устроено так, что допускает отсчет только по той шкале, которая соответствует установленному наклону.
Для измерения толщины му диаметру применяется штанген-зубом е р (фигура 85), который состоит из нормального штангена с добавлением перемещающейся параллельно мерным поверхностям ножек линейки а, посредством которой устанавливается глубина измерения от головки зубца. Зная диаметр начальной окружности d0 (фигура 86) и определив измерением наружный диаметр колеса duполучаем при числе зубцов колеса, равном г, величину установки а для измерения толщины зубца на начальной окружности:
α=Ύ -т толщина b зуба по хорде, выраженная в толщине tx по начальной окружности, равна
b=d0 sin — ^ ιχ — 2^-2 + pgQj4 — ··· ); (42)
приближенная формула для b дана в предположении толщины зуба, равной ~ шага, окружная толщина tx равна
h== d0arc sin g*
= b l1 24z2 + 6ΐθζ4 “21 504*6 + ···)· (Щ
Для угловых измерений применяются протракторы, или угломеры (фигура 87), состоящие из линейки а, вращающейся вокруг центра и снабженной хвостом с несущим установоч-
Фигура 87.
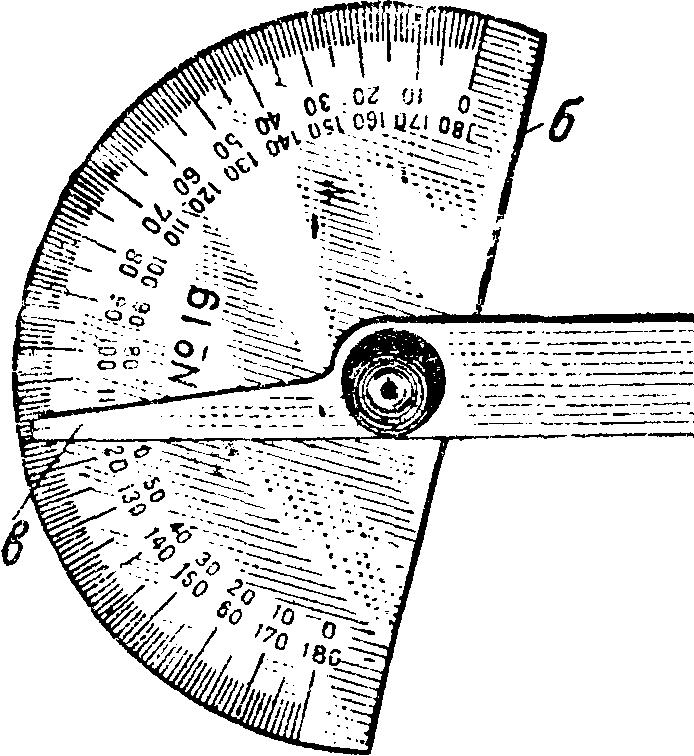
зубцов по желаемо-
--ь
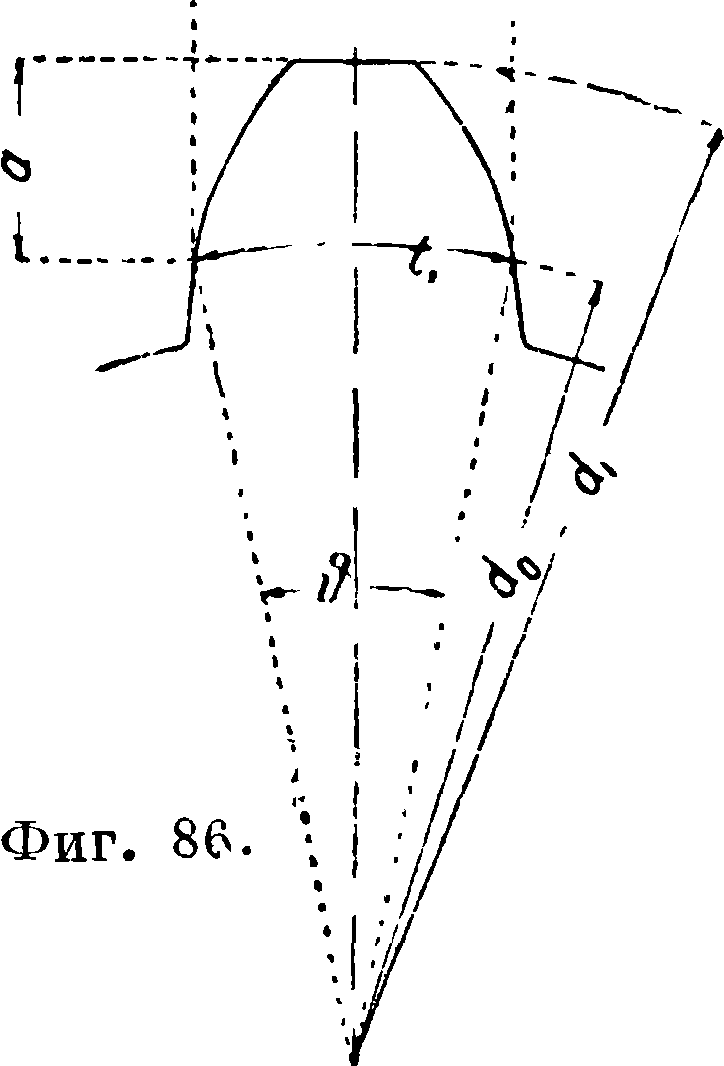
ную черту, и разделенной на градусы дуги б. Точность отсчетов равна ±0,5°. Для более точных измерений применяют угломеры типа, изображенного на фигуре 88. Снабженная продольным
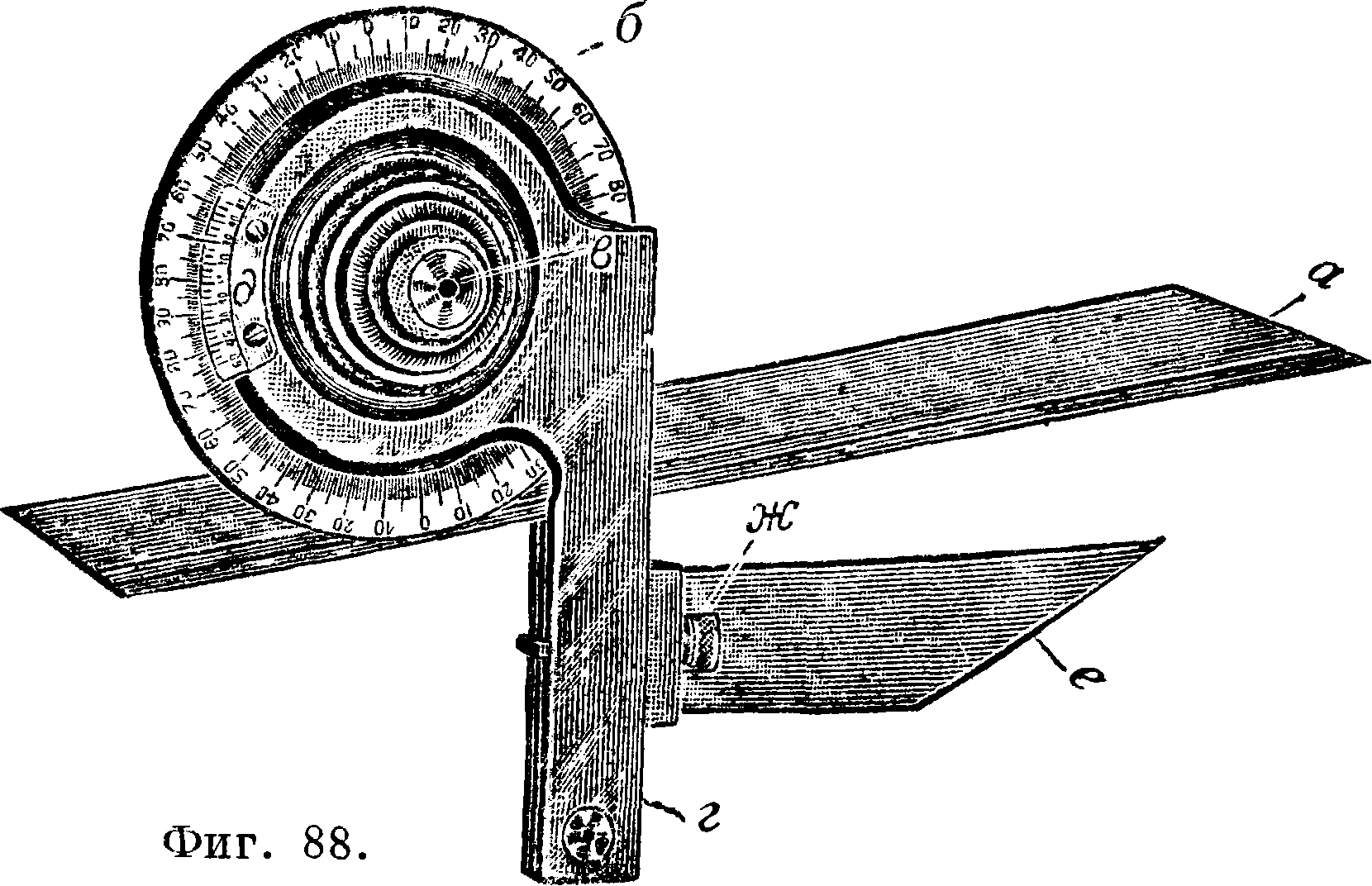
пазом линейка а имеет продольное перемещение в соответственном пазу лимба б и закрепляется в любом положении верхней кнопкой в Подвижная линейка г, снабженная нониусом д для от-
счетов с точностью 5, закрепляется в требуемом положении нижней из трех кнопок в; средняя кнопка служит для точной установки. Съемная поперечная линейка е, образующая прямой угол с подвижной линейкой г, служит для измерения острых углов; она закрепляется винтом ж и м. б. при ненадобности снята.
В следующем классе шкальных И. и. для увеличения точности измерений применяются различные механические приспособления, основанные на использовании свойств клина, винта, рычагов, зубчатых колес и • х жидкостных индикаторов.
Λ.Т 4 Клиновой И. и. ис--L----1—пользует свойство кли новых поверхностей (при Фигура 89. достаточно малом угле клина) совершать значительные продольные перемещения при малом изменении толщины. Толщина b клина в расстоянии х (фигура 89) от тонкого конца, с толщиной b0i равна
Ь — б0 + х tg a; db=tg a dx,
то есть при постоянном“угле а перемещение пропорционально приращению толщины. В простей-

Фигура 90.
шей форме клин используется для клиновых щупов (фигура 90) и клиновых ды ромеров (фигура 91). И. и. вставляется в измеряемое отверстие или щель с легким давлением, и отметка, приходящаяся против обреза отверстия или щели, указывает диаметр или толщину их.
Геометрически точность отсчета может быть увеличена до беспредельности путем уменьшения угла а; однако при уменьшении этого угла возникает два источника ошибок, вскоре уничтожающих всю выгоду применения малых углов. Первая причина — уве-
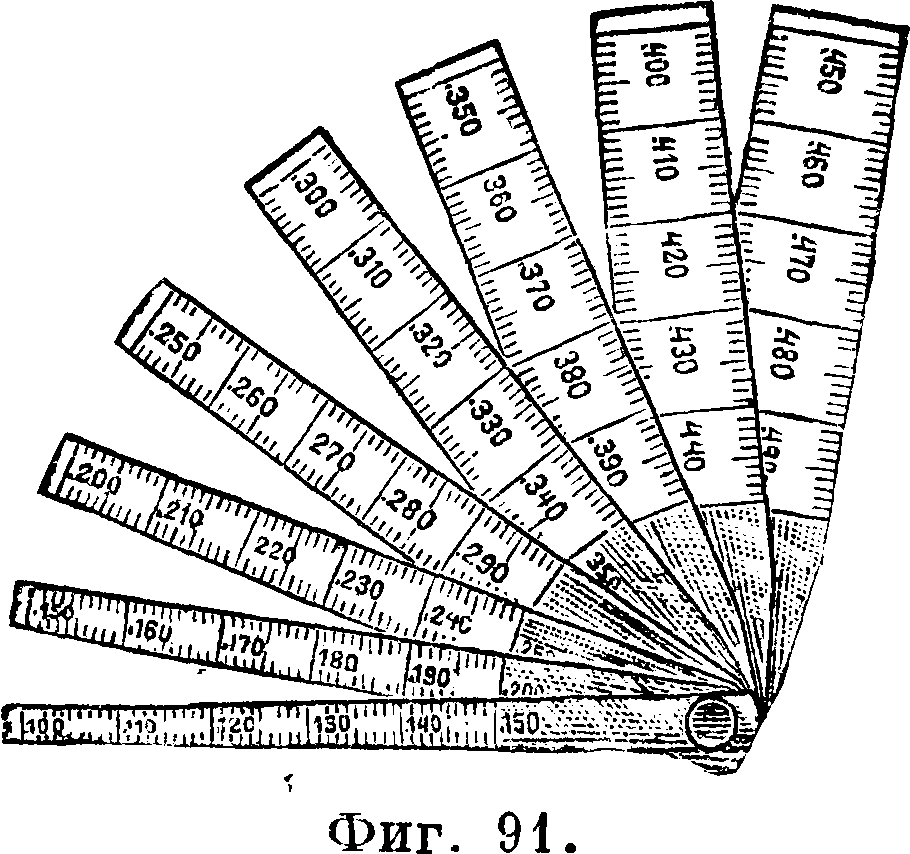
края,
зание личение распора клина при уменьшении угла, вызывающая в виду точечного или линейного прикасания мерных поверхностей сильно меняющееся в зависимости от материала, качества обработки и искусства измерителя |Ц сминание поверхностей со-^ прикосновения. Второй источник ошибок заключается в том, что обычно концы от-• верстий не бывают строго цилиндрическими до самого а слегка расширяются; в этом случае пока-dx (фигура 92) И. и. ошибочно на величину
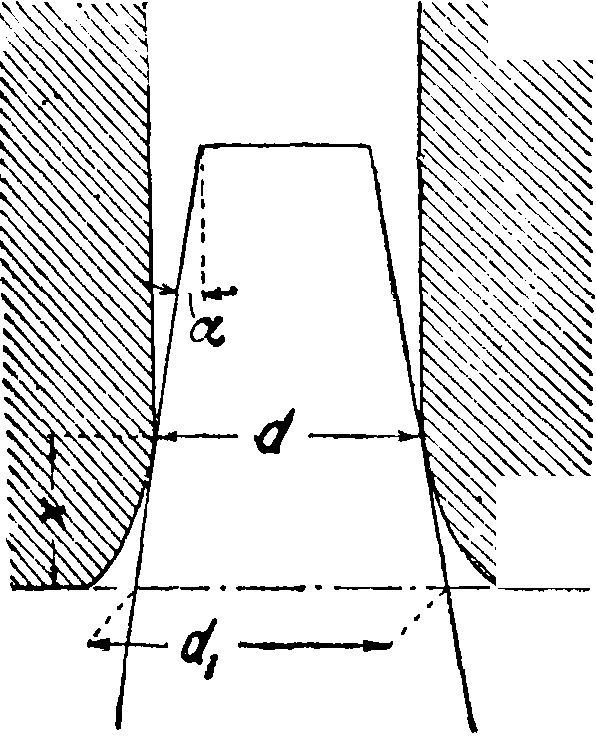
Фигура 92.
£kd=dx—d=х tg α,
где х—длина скоса от обреза отверстия. Несмотря на эти недостатки клин в форме конуса является единственным И. и. для измерения очень тонких отверстий. И г л о в о и ды ромер изображен на фигуре 93; для постоянства давления при измерениях нажим иглы совершается заключенной в кожухе а пружиной, отсчет перемещения иглы б совершатся по нониусу с пределы из-
а

Фигура 93.
мерений 0,1—3,0 миллиметров через 0,01 миллиметров. Другой тип клинового дыромера, свободный от ошибки, обусловленной расширенными краями отверстий, изображен на фигуре 94; мерные поверхности двух

Фигура 94.
пожек а, стягиваемых пружиной, раздвигаются клином б; перемещения последнего отсчитываются по нониусу и дают диаметр с точностью отсчета до ± 0,01 миллиметров; реальная точность измерения этим инструментом конечно ниже.
Винтовые И. и., в которых измерение длин производится отсчетом углов поворота винта, в виду ряда преимуществ получили широкое распространение. Из теории винта известно, что осевое перемещение его х равно х — nh=nQh -j-
360
h
ошибка равна
/14 — Δα; — η0Δ& ,-f- -f-
360
360
Δ/г:
360
Δα,
(44)
(45)
где η—число оборотов винта, h—шаг, п0—число целых оборотов и а — угол дополнительного (дробного) поворота винта. Из“ ф-лы (44) видно, что при уменьшении шага винта h для данного перемещения х требуется больше оборотов тг, то есть точность отсчета при этом увеличивается. Однако трудность изготовления винтов с очень мелким шагом, их легкий износ и большая нежность ограничивают уменьшение h пределом 0,5 миллиметров, к-рый и является наряду с шагами 1,0 миллиметров и 1/40 дм. (0,635 миллиметров) наибо лее употребительным в микрометрии. винтах. Ошибка измерения /14 зависит при большой величине перемещения х в значительной мере, как видно из ф-лы (45), от ошибки хода Мг и в меньшей степени от ошибки измерения угла а. При очень малых перемещениях, наоборот, ошибка шага отступает на задний план по сравнению с ошибкой Δα.
Наиболее широко распространенным винтовым И. и. является микрометр, или п а л ь м е р, общий вид которого изображен на фигуре 95, а продольный разрез — на фигуре 96. Главной частью его служит микрометрический винт а, который имеет с одной стороны точную нарезку, а с другой представляет собой гладкую скалку б, снабженную плоской и перпендикулярной к оси ме-
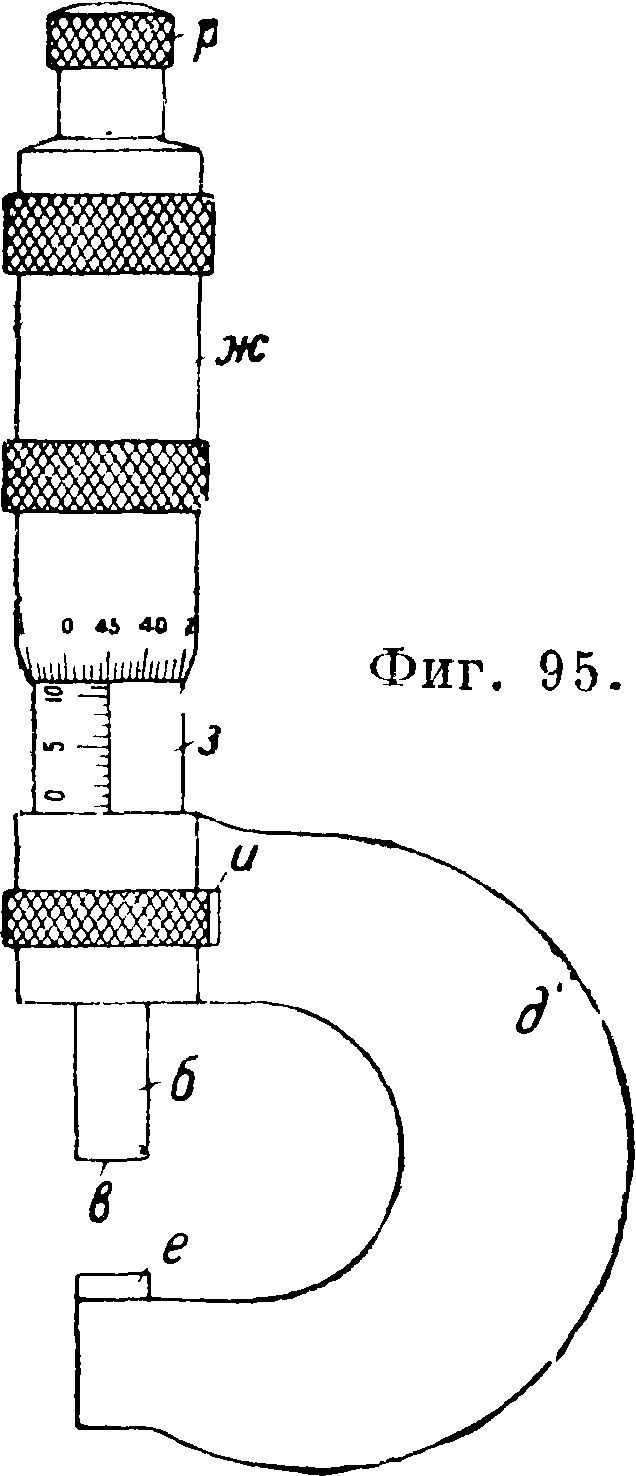
рительной поверхностью в Винт ходит в гайке г, являющейся частью дугообразной рамки, или д у г и, д; на свободном конце последней укреплена пятка с передняя мерная плоскость которой должен быть параллельна плоскости в Перемещается винт врарденнем барабана ж целые обороты отсчитываются по переднему урезу барабана на нанесенной на гильзе з полумиллиметровой шкале; части оборотов, дающие непосредственно перемещения в 0,01 миллиметров,— по разделенному на 50 частей скошенному переднему краю барабана и нулевой черте, проведенной на гильзе. Шпиндель винта а м. б. закреплен в приданном ему положении зажимным кольцом и (фигура 96, А); при повороте его вправо цилиндрик
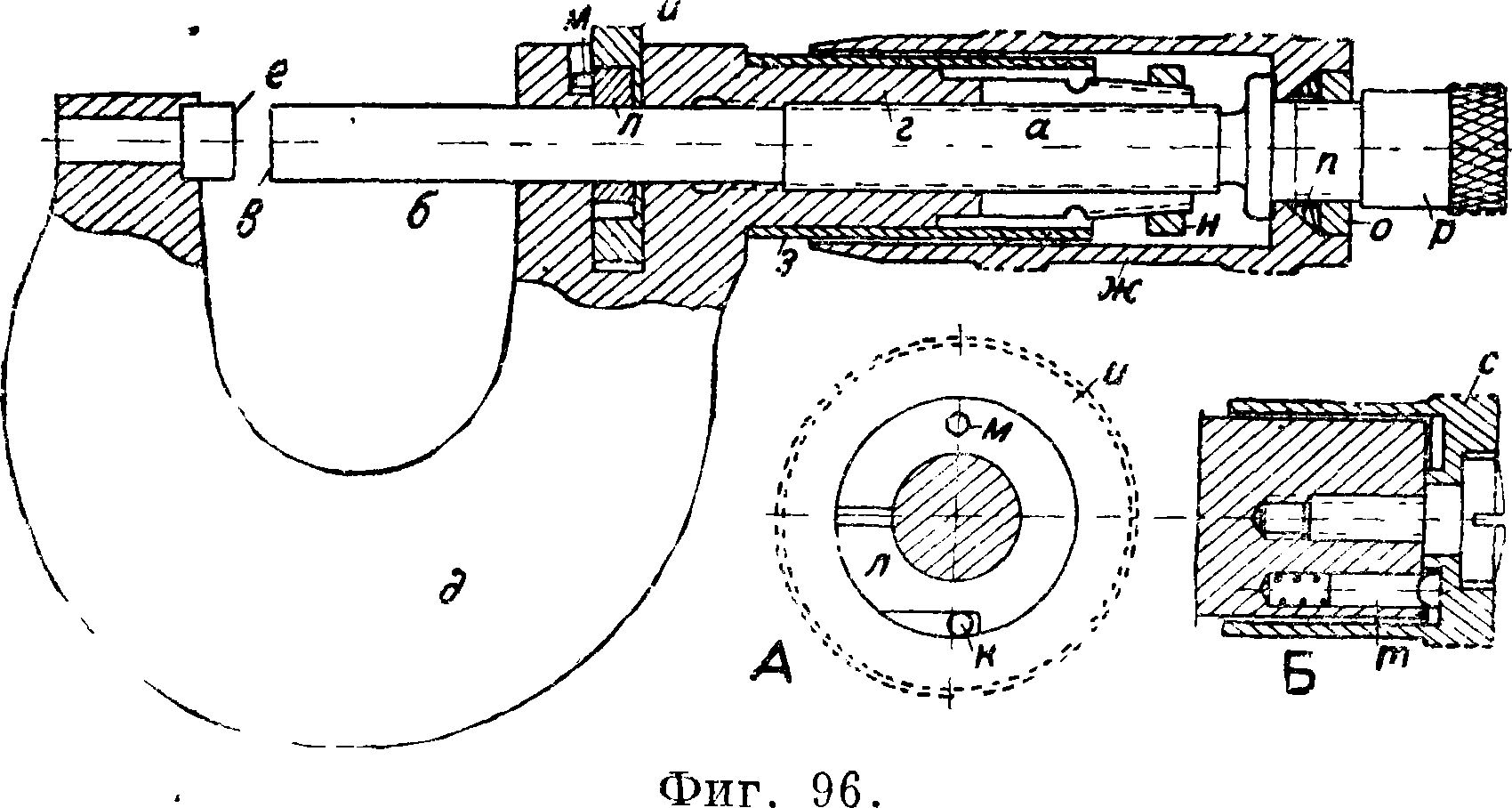
к, перекатываясь в клиновидном вырезе внутреннего разрезного кольца л, сжимает последнее ит. о. затягивает его на скалке винта, а т. к. кольцо л застопорено от вращения шм м, входящим в вырез рамки д, то и микрометрии, винт оказывается закрепленным. В случае износа винта и получения им излишней игры в гайке г последняя м. б. поджата гайкой н, навинчивающейся на конич. нарезку, нарезанную на конце гайки г, разрезанном для облегчения пружинения. Если после регулировки гайки барабан не устанавливается на 0 при соприкасающихся мерных поверхностях, то он м. б. повернут относительно винта а путем ослабления гайки о, навинчивающейся на хвостовик микрометрия, винта и удерживающей посредством конич. шайбы п барабан ж. Постоянство мерного давления обеспечивается т. н. трещеткой р, изображенной отдельно на фигуре 96, Б. Она состоит из храповой муфточки с свободно вращающейся на хвостовике микрометрии, винта а, и пружинной цилин-дрич. собачки га, сидящей в углублении хвостовика; собачка захватывает при вращении муфточки с винт а до тех пор, пока крутящий момент не превзойдет величину, отвечающую. мерному давлению ~ 1 килограмм. При возрастании давления храповичок начнет проскальзывать, показывая этим, что максимальное мерное давление достигнуто. Геометрии, ошибка показаний микрометра вызывается: 1) ошибкой шага винта Ah, 2) ошибкой делений барабана Δα, 3) не-перпендикулярностью мерных поверхностей к оси шпинделя. Ошибки шага и делений при тщательном изготовлении м. б. уменьшены до ± 1 μ (Цейсс). Ошибка /15 при отклонении мерной плоскости от перпендикуляра к оси на угол φ (фигура 97), при соприкасающихся мерных поверхностях (то есть при микрометре на 0), при ходе шпинделя, соответствующем отсчету по микрометру 1г, равна
fu=l-h,
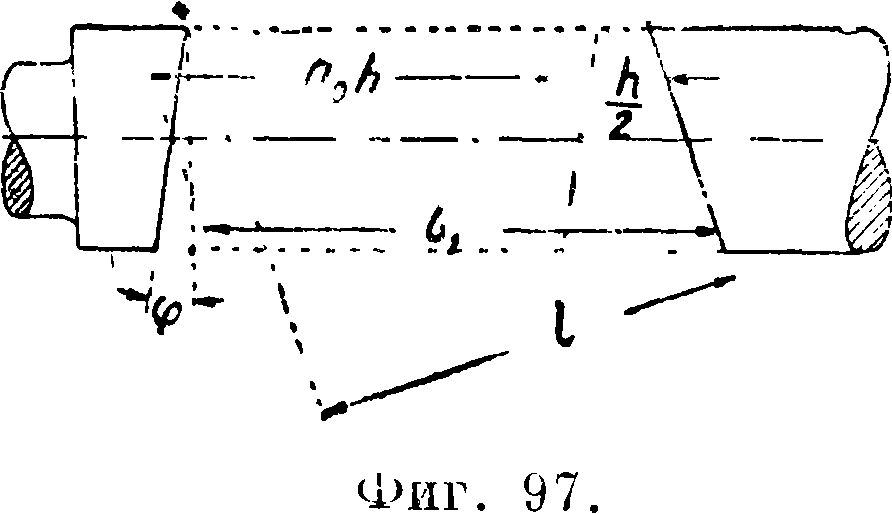
где I — действительная толщина измеряемого объекта. Величина /15 колеблется в зависимости от угла а поворота мерных поверхностей. При α= 2д07т ошибка /15 достигает минимума, равного
/is =/-;,=г-Zcos<pss- ψ; (46)
mm &
при ot=(27г0+ί)π ошибка достигает максимума, равного
in=— d tg φ — I (1 — COS φ) — d<p — (47)
где d — диаметр скалки микрометрического винта. Насколько эта ошибка значительна, видно из того, что при ψ=5, d=6 миллиметров и I=20 миллиметров /15 колеблется между 0,03 μ при α= 2п0п и 10,8 μ при α= (2η0+1)π. Ошибки от прогиба скебы под действием мерного давления м. б. вычислены по формуле (28); на точности измерений отзывается не столько абсолютная величина ошибки, сколько ее непостоянство, вызванное изменением силы Р. Наилучшим способом проверки микрометров является применение предложенных фирмой К. Цейсс плоско-параллельных стеклянных пластинок точно известной толщины. Зажимая такую пластинку между мерными поверхностями микрометра и сравнивая отсчет барабана с известной до 0,3μ толщиной пластинки, определяем общую ошибку измерения, а рассматривая интерференционные фигуры, образовавшиеся на мерных по верхностях, можем судить о степени их плоскости и параллельности друг другу. Для того чтобы иметь возможность проверить взаимную параллельность мерных поверхностей при различных дробных углах поворота шпинделя (то есть перпендикулярность их к оси), пластинки делают набором из 4 шт., причем толщины их отличаются на ~ г/8 миллиметров, а именно 12,000; 12,120; 12,250 и 12,370 миллиметров, т. ч. шпиндель испытывается в четырех положениях через — 90°. У микрометров первого класса при этом число интерференционных полос не должен быть больше 3. Трудность изготовления достаточно точных микрометрических винтов с длиной хода более 25 миллиметров заставляет ограничивать этой величиной диапазон измерений микрометров.Поэтому для измерения размеров, больших 25 миллиметров, необходимо иметь набор микрометров, из которых каждый перекрывает диапазон в 25 миллиметров, то есть микрометр размером 25—50 миллиметров, 50—75 миллиметров и т. д. Для увеличения диапазона микрометры размером > 100 миллиметров часто снабжают сменными а (фигура 98) или передвижными пятками, уменьшающими скачками через 25 миллиметров мерную длину
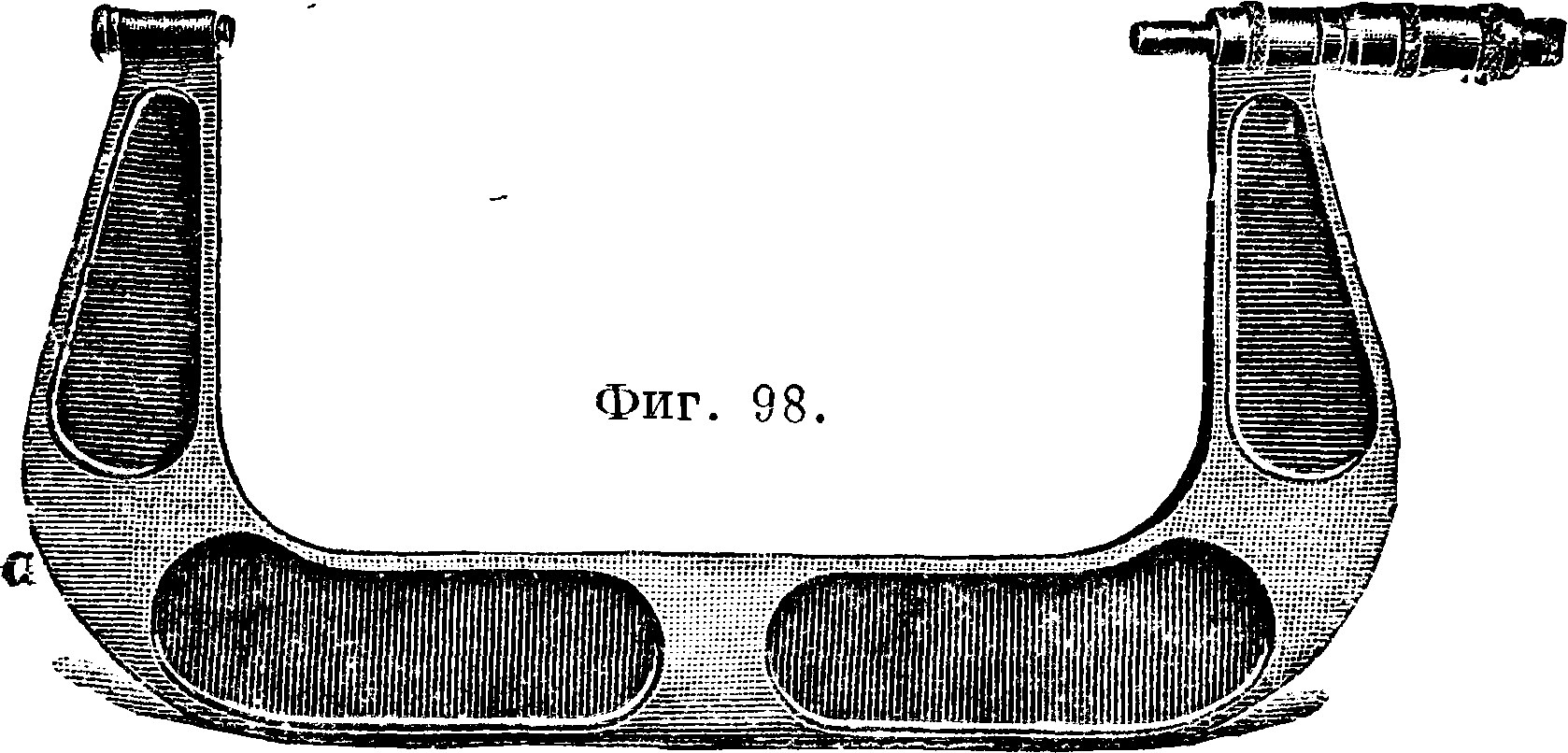
микрометра; установка пятки проверяется каждый раз посредством прилагаемой концевой меры. Для измерения толщины листов на значительном расстоянии от края применяют микрометры с большим вылетом (фигура 99); для определения толщины стенок труб микрометры снабжают цилиндрич. поперечной пяткой (фигура 100). Иногда для измерения значительных длин де-
лают т. н. штанге н-м икрометры (фигура 101), которые должны быть однако признаны нецелесообразными в виду невозможности использовать точность микрометра по причине малой жесткости всей системы [см. ур-ие (39)]. Весьма целесообразной, напротив, является комбинация микрометра с мерным индикатором, изображенная на фигуре 102; Пятка микрометра сделана подвижной и прижимается постоянным усилием ~ 1 килограмм к измеряемому предмету; отклонения пятки от нулевого положения указываются в окошечке индикатора стрелкой на шкале (фигура 102а), разделенной на 0,002 >мм, ка-глаз можно легко отсчитывать μ. После установки барабана микрометра на целый штрих отсчитывают третий десятичный знак
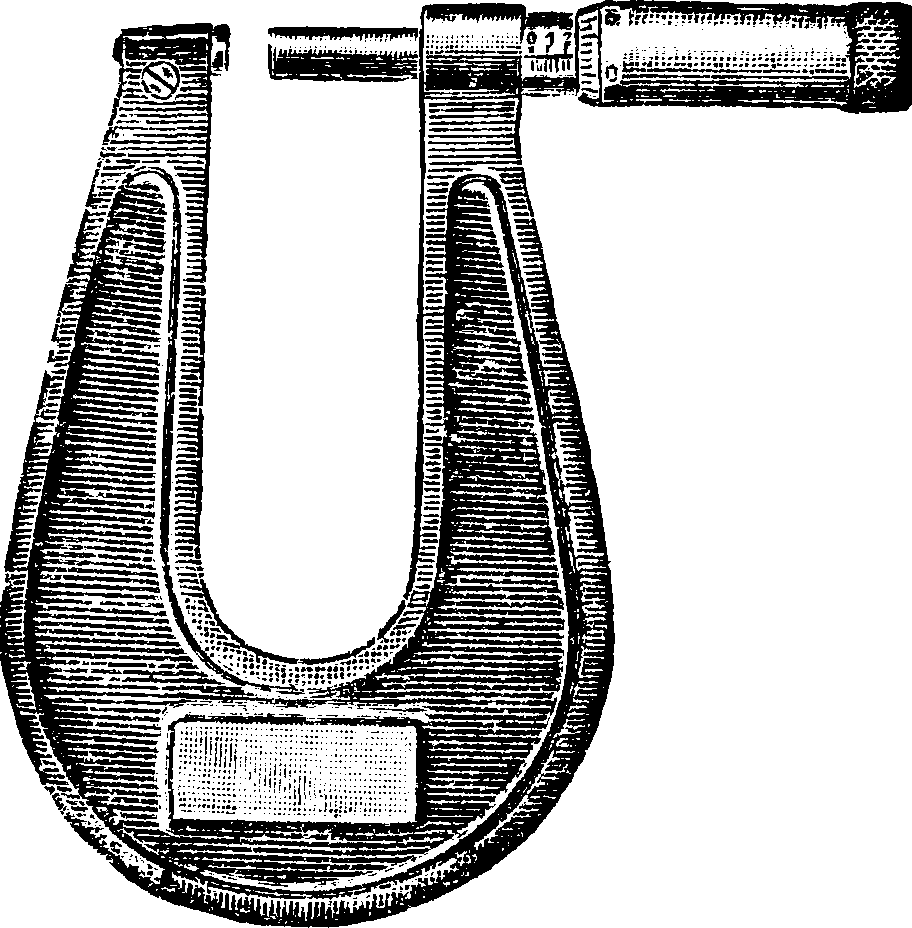
Фигура 99.
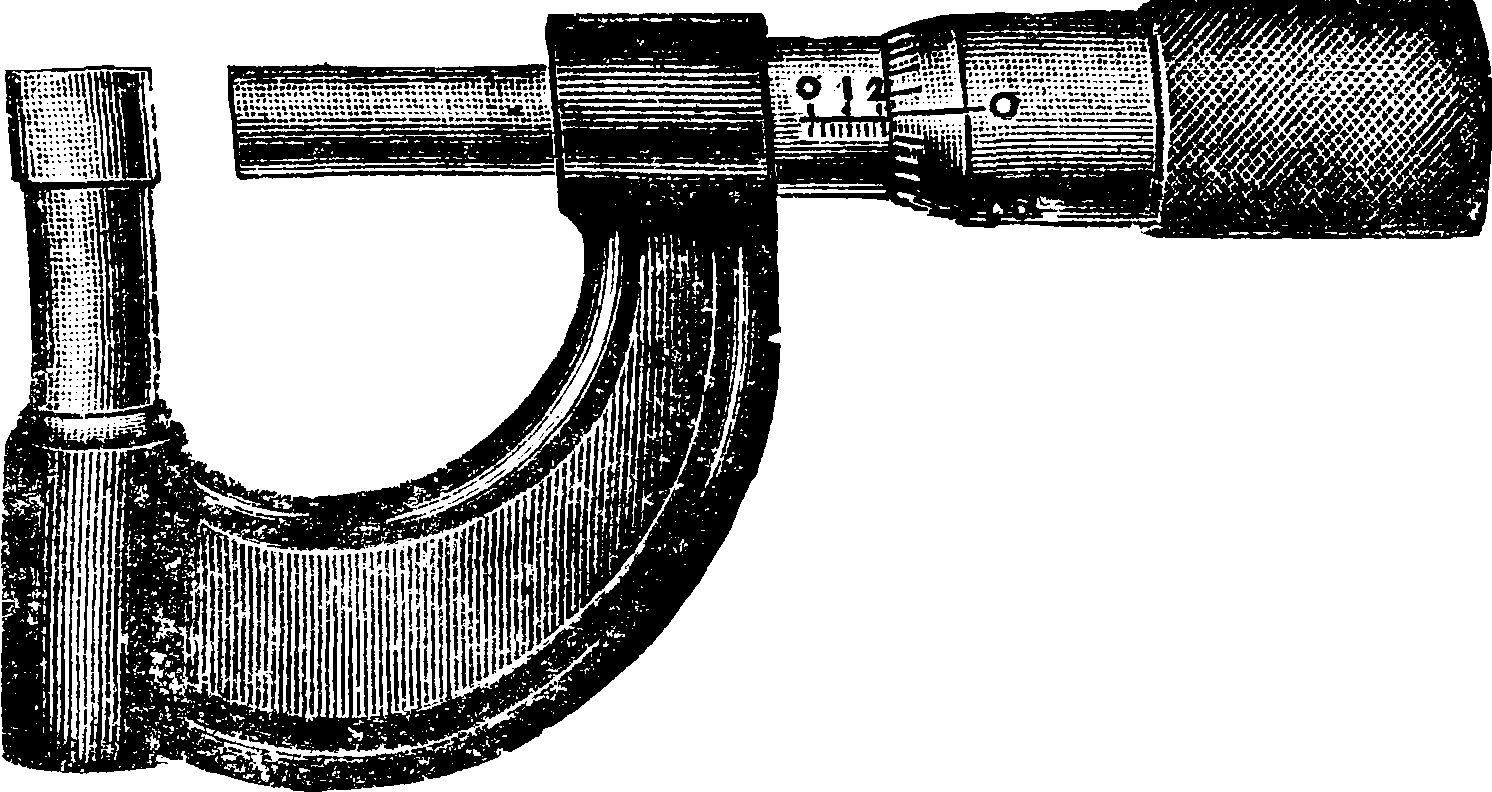
Фигура 100.
По индикатору. Для измерения внутренних размеров применяют штанген-микрометры типа, изображенного на фигуре 103; эта конструк-
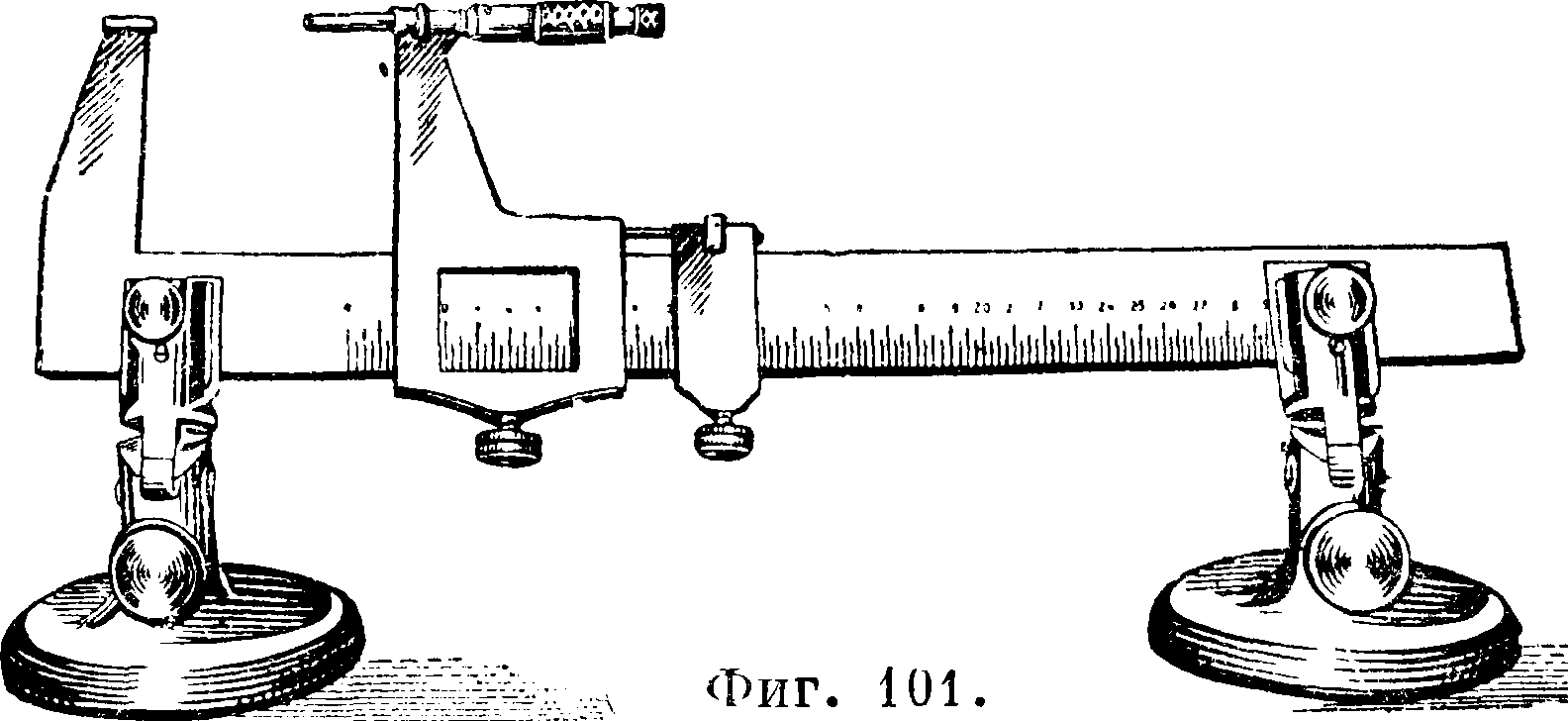
также не-нарушение ция однако должна быть признана удачной (отсутствие жесткости и второго принципа Аббе); микромет р-н у-т р о м е р, или микрометрический штихмас, типа, приведенного на фигуре 104, следует признать, напротив, весьма удачно сконструированным И. и. (выполнен второй принцип Аббе). Он состоит из небольшого винтового штихмаса А, винт которого имеет рабочий ход, в 13 миллиметров и служит для измерения отверстий 0 50—63 миллиметров.
Увеличение диапазона достигается навинчиванием ряда наставок (фигура 104, Б), представляющих собой концевые меры а большой точности, заключенные в футлярах б; вне употребления мерный стержень втягивается пружиной в футляр, и т. обр. мерные поверхности его защищены от повреждений. Степень завинчивания наставки не отражается на точности мерной длины
| 1 __*> | ||
| л | л | |
Фиг. составного штихмаса, т. к. она определяется суммой длин мерных стержней, прижимаемых друг к другу пружинами в, не зависящими от степени затяга втулок. Точность измерения i 0,005 миллиметров.
Микрометрические глубомеры (фигура 105) представляют собой комбинацию глубомера с микрометрия, винтом; для увеличения диапазона применяются сменные мерные болты а; для измерения глубины уступов микрометрия, головку б можно ввинтить в отверстие на конце перекладины в точность измерений в виду не! адежности определения момента касания—порядка 0,01—
0,02 миллиметров. Дальнейшим усовершенствованием микрометра являются мерительные машины, служащие как для сравнения данной меры с каким-либо посторонним эталоном, так и для измерения непосредственно в линейных мерах; в этом последнем случае эталон длины в том или другом виде является частью мерительной машины. Всякая мерительная машина состоит из станины или салазок, на которых укреплена обычно неподвижная микрометрии, бабка, несущая винт, и перемещающаяся индикаторная бабка, указывающая мерное давление. Все разнообразие конструкций мерительных машин сводится гл. обр. к способам выправления ошибок микрометрии. винта и к конструкции индикаторной бабки. На фигуре 106а изображена микрометрии. бабка мерительной машины сист. Нью-олл. Микрометрии, винт а (прямоугольная нарезка 20 ниток на 1 дм.) перемещается в гайке б, неподвижно закрепленной в бабке <?. Для уничтоже-
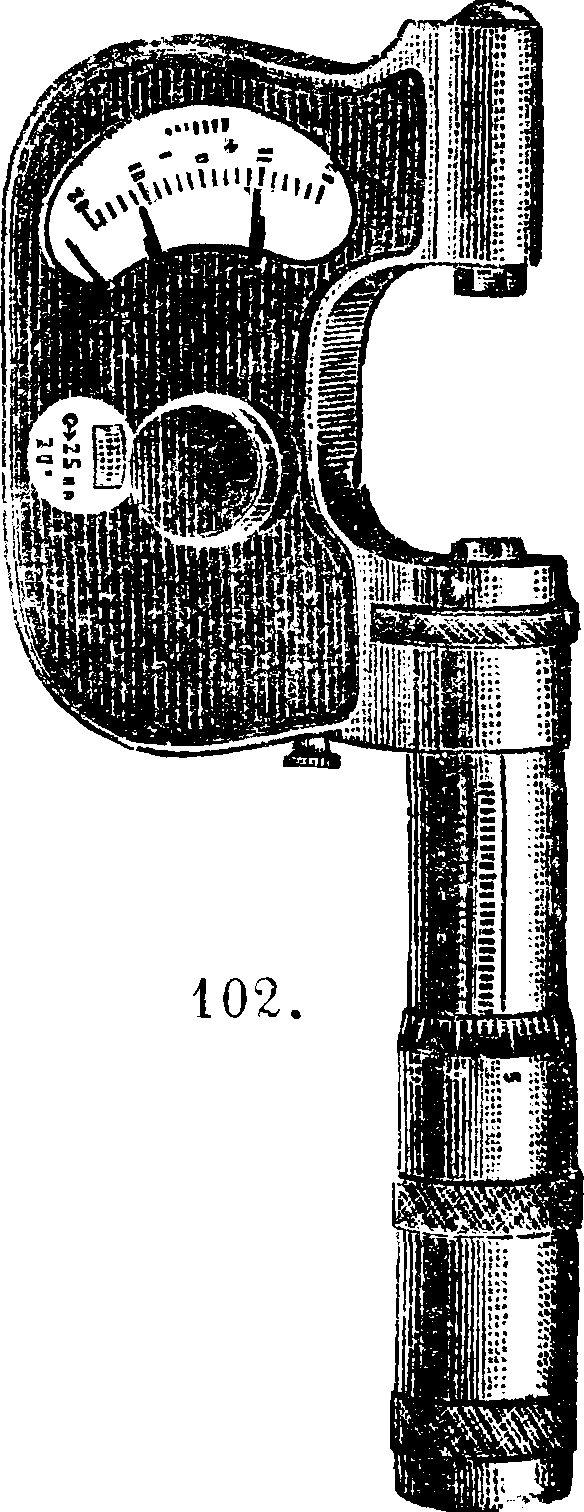
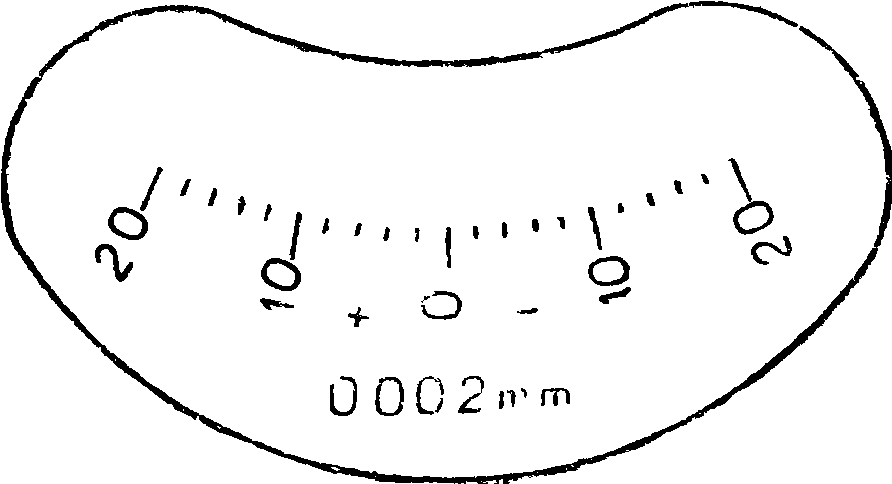
Фигура 102а.
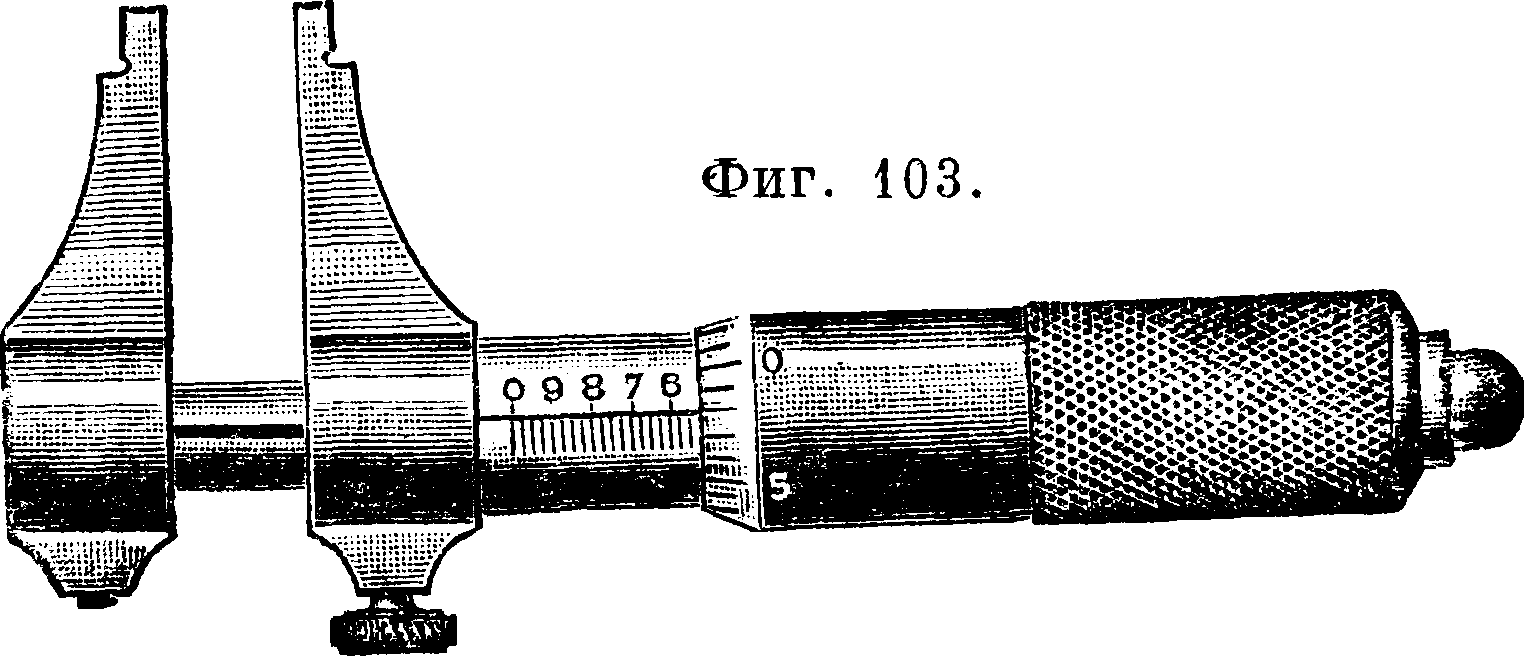
ния мертвого хода винта перед главной гайкой помещена короткая гайка г, прижимаемая к первой пружиной д. Передний конец микрометрии, винта снабжен плоской мерной площадкой с,
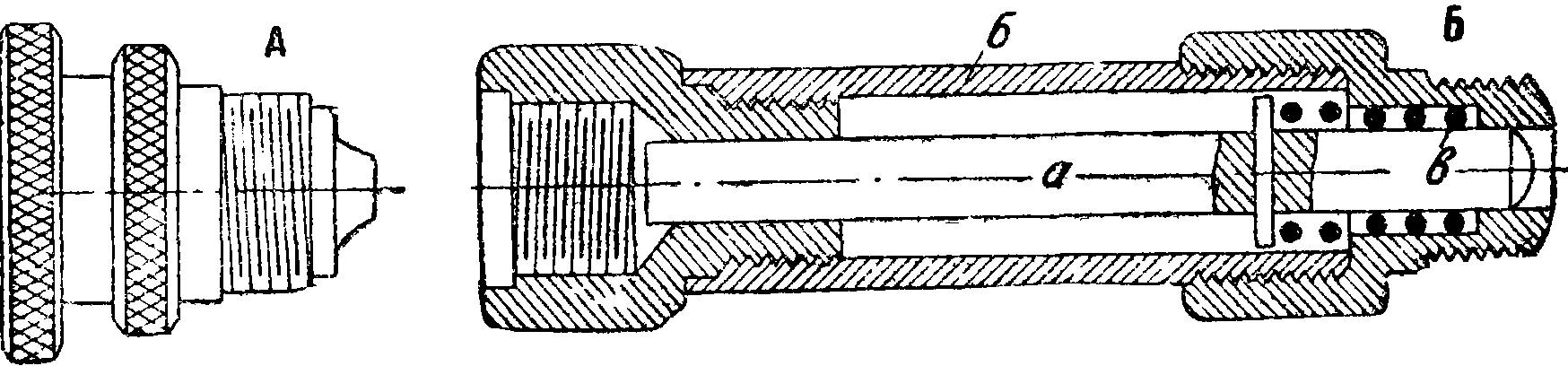
Фигура 104.
а на его задний конец насажен барабан разделенный на 500 частей; т. о. одно деление соответствует перемещению шпинделя на 0,0001 дм.; с помощью нониуса з, перемещающегося вслед за барабаном по линейке я, можно отсчитывать
Фигура 105
0,00001 дм. (0,25 μ). Незначительные повороты барабана производятся винтом л, опирающимся на планку м и ходящим в ручке «, затягиваемой после грубой установки винта на втулке барабана винтом п. Коррекция ошибок винта производится автоматически перемещением стойки о, несущей линейку к нониуса. Перемещение осуществляется поворотом втулки р рычагом с и тягой га, перемещение же самого рычага управляется фасонной поверхностью i/, выработанной на утолщении ц винтового шпинделя; отклонение ее от цилиндрич. поверхности соответствует в каждой точ-ϋ ке ошибке винта при повороте его на данный угол. Т. о. это корректирующее приспособление при надлежащей конструкции исправляет как периодическую, так и прогрессивную ошибку винта. Индикаторная бабка (фигура 1066) состоит из главной бабки а и вспомогательной б, служащей для точной установки первой при помощи микрометрия, винта в Мерный плунжер г находится постоянно под давлением пружины д. и
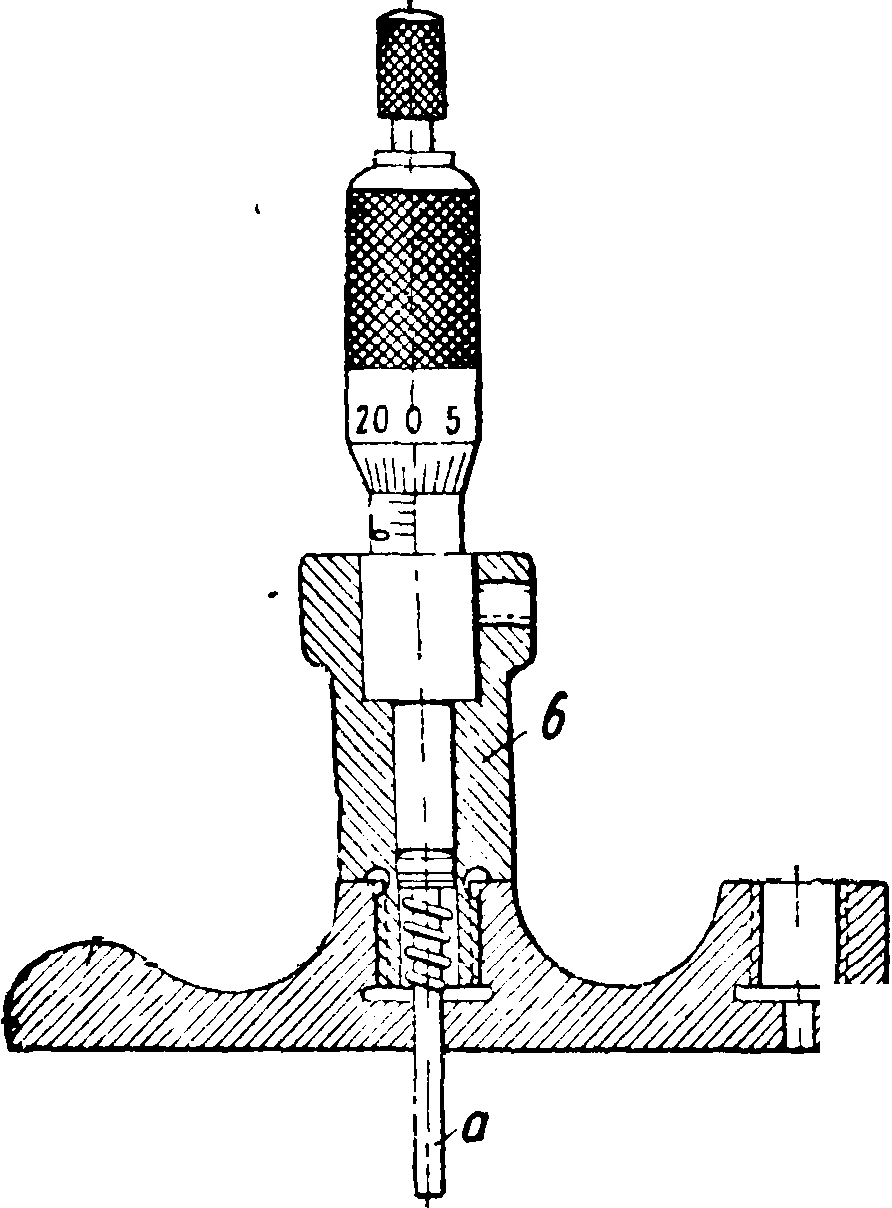
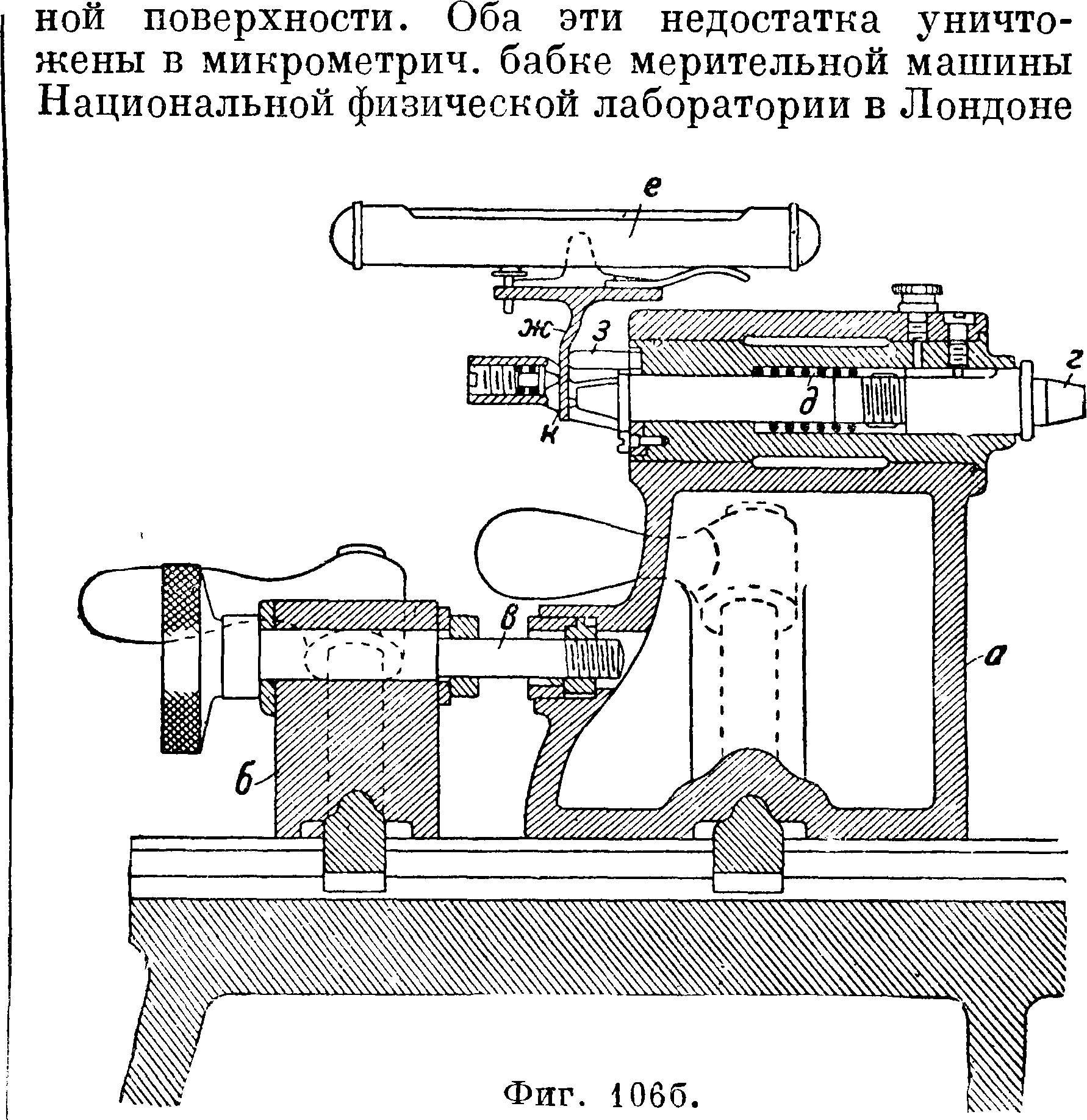
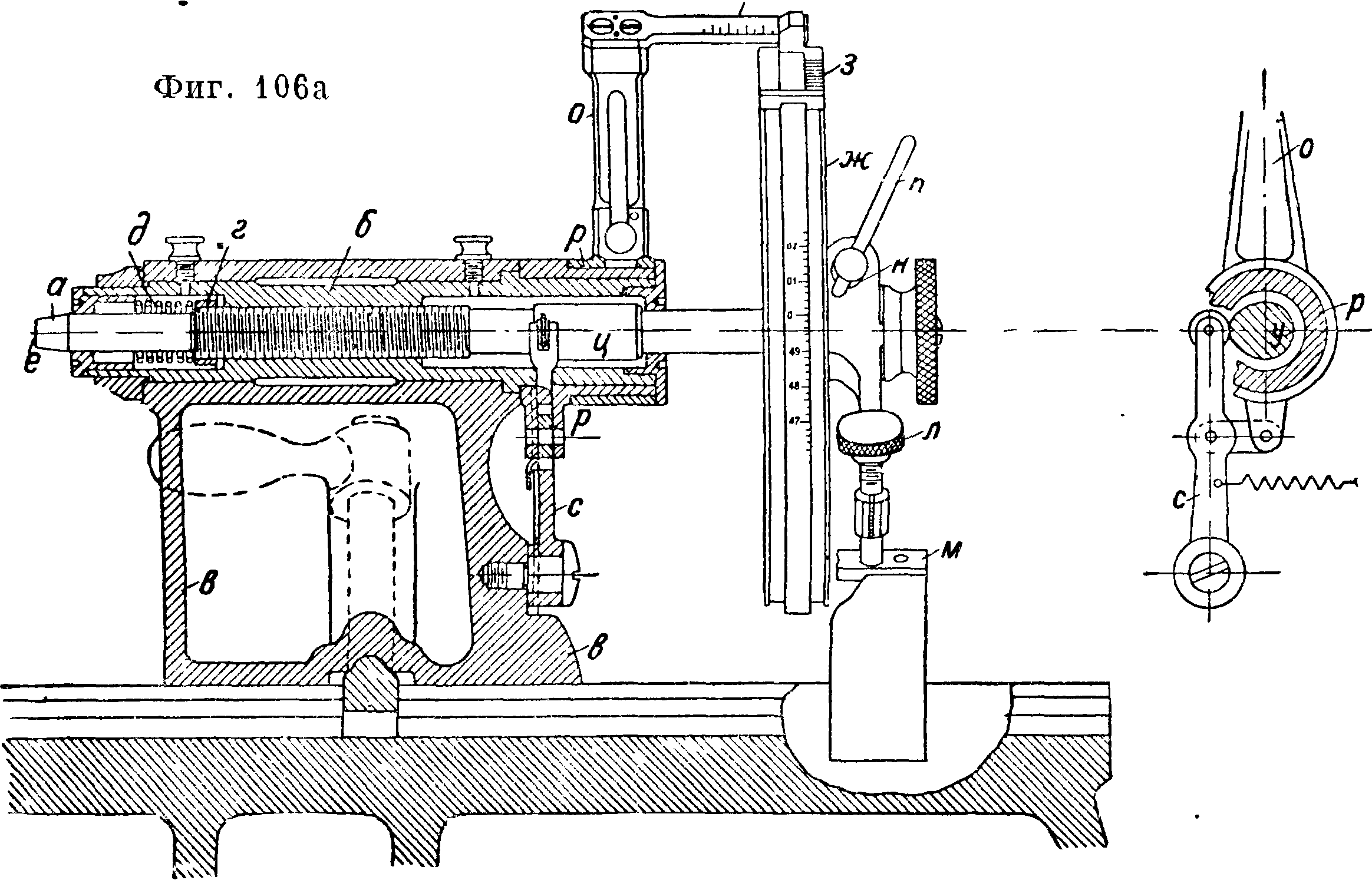
Для того чтобы при всех измерениях Плунжер всегда находился в одном и том же положении, имеется индикатор, состоящий из уровня еу укрепленного в рамке ж, опирающейся своим хвостом на неподвижную опору з и посредством шарика к на конец плунжера г; пружина л прижимает хвост рамки к обеим опорам. Ясно, что если установить однажды плунжер так, чтобы пузырек уровня стоял на 0, то, приводя его при последующих измерениях снова на 0, мы можем быть уверены, что плунжер занял прежнее положение с точностью
/1б=a sina ^ αα,
(48)
где а — расстояние между опорами (0,1 дм.) и a — чувствительность уровня >
/16 колеблется в пределах 0,000025—0,000016 дм. (0,65—0,4 μ). Достоинством этой системы с перемещающимся продольно винтом является простота; недостатком, присущим этой системе вообще, — перемещение барабана и вращение мер-
(фигура 107). Микрометрия, винт а (20 ниток на 1 дм.) опирается заплечиком б на втулку в, привинченную к бабке г. Мерный плунжер д, несущий мерный наконечник е, прижимается к винту практически постоянной силой пружины ж. На задний конец винта а насажен маховичок з и мерный барабан к, имеющий здесь более сложное устройство, чем обыкновенно, так как машина должна служить для измерений как в дюймовой, так и в мет-рич. мере. Первый барабан к разделен с правой стороны на 500 частей, т. о. одно деление соответствует перемещению плунжера на 0,0001 дм. Неподвижный барабан л, укрепленный на втулке бабки, несет рамку м с нониусами (изображена отдельно на фигуре 108); помещающийся с правой стороны в выточке барабана к нониус н позволяет отсчитывать 0,00001 дм. Левая сторона барабана к разделена на 635 частей; т. о. 1 деление соответствует пе
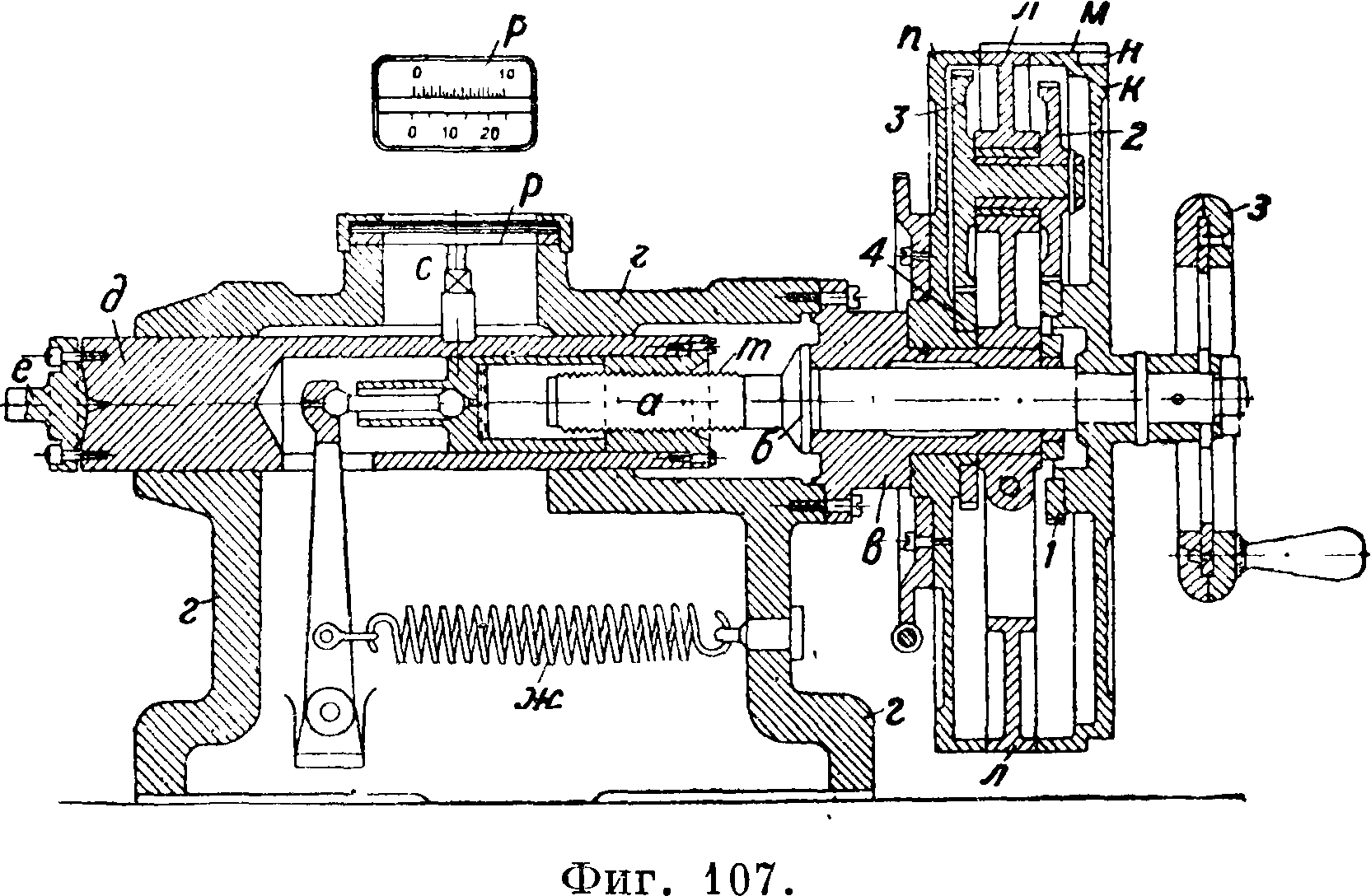
25,4
0,002 миллиметров; нане-
ремещению шпинделя на 20>6о5сенный на барабане л нониус в 20 делений позволяет отсчитывать 0,0001 миллиметров. Описанное устройство, позволяя определять всегда дробные доли 0,002 миллиметров, не дает возможности (в виду сложного отношения дм. к миллиметров) отсчитать три первых десятичных знака числа миллиметров, соответствующего данному положению шпинделя. Для этого устроен третий барабан тг, разделенный на 500 част, (каждое деление соответствует 0,002 миллиметров), приводимый во вращение системой зубчатых колес 1, 2,3
и 4 с передачей Ш. ‘|’=— 1,27; т. о. он совершит за один оборот винта,
соответствующий перемещению=1,27 миллиметров,
как-раз 1,27 оборота; один оборот его соответствует точно перемещению плунжера д на 1 миллиметров. На фигуре 108 отсчет по диску п дает 0,550 миллиметров, по нониусу л 0,0003 миллиметров; т. о. дробная часть составляет 0,5503 миллиметров; целое число миллиметров (41) и двадцатых долей дм. (~=1,6 дм.) определя-
| г
540 |
Θ 0 | 0,0001дм @Л | |
| п - | дм | ||
| 550— | 0 | ||
| —360 —^ | — О | ||
| „ 560— | 5-Ξ ^ — | Ξ i | |
| ^ Ю— | |||
| ^ 570— | & = | —10 | |
| <5>
саг |
§ | sro- | |
| 580~ | го— | н | |
| л | Ξ к "Ξ | ||
| 500— _= | Θ Θ | м | <г> |
Фигура 108.
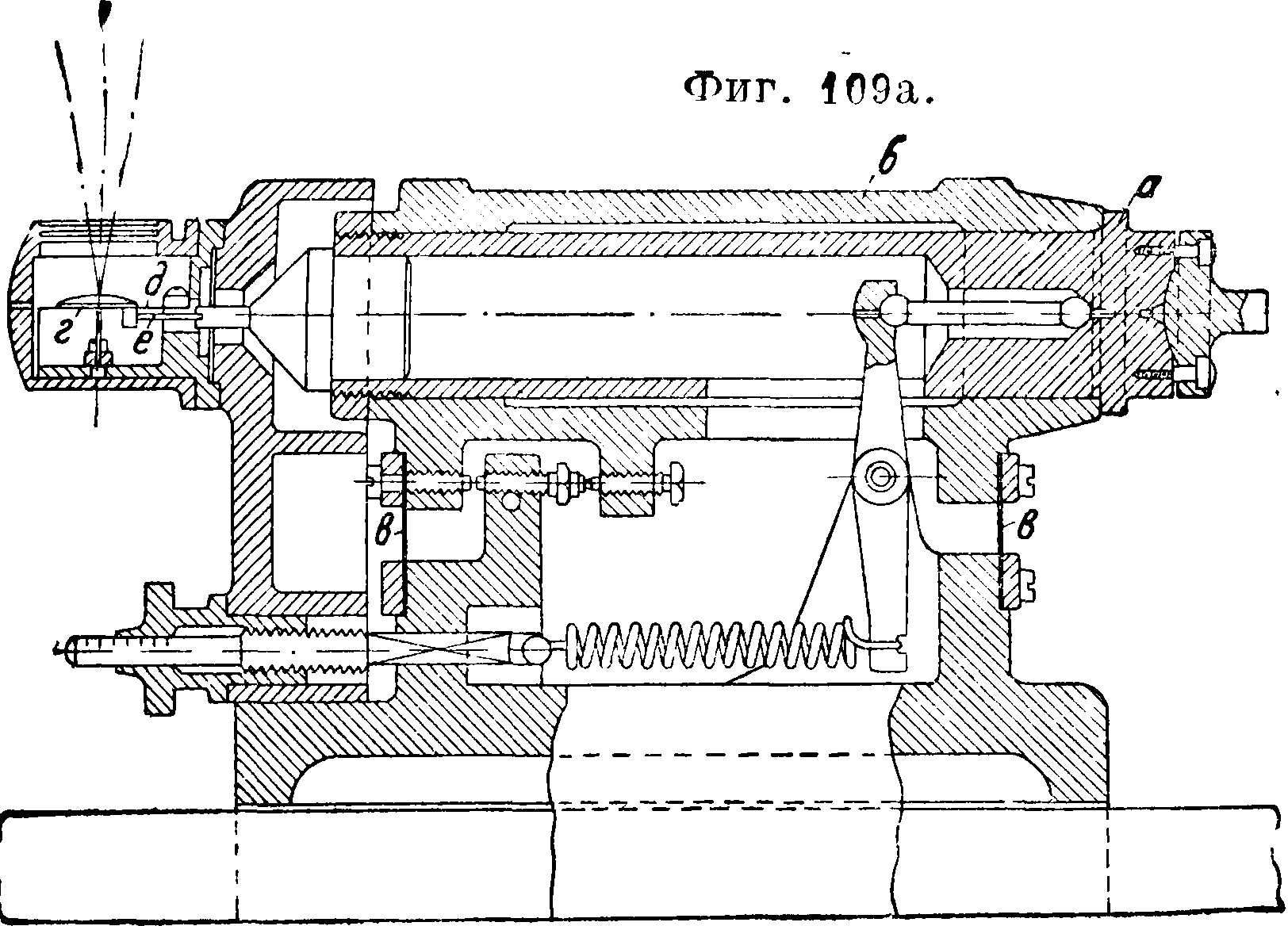
а — вертикальное расстояние между пружинками д и упоркой е. На зеркальце падает луч от лампы ж и после отражения от зеркала з на потолке он дает на неподвижной шкале к изображение натянутой перед объективом лампы нити. Перемещение b этого изображения по шкале равно b=2Ly=2L —, где L — длина пути лу
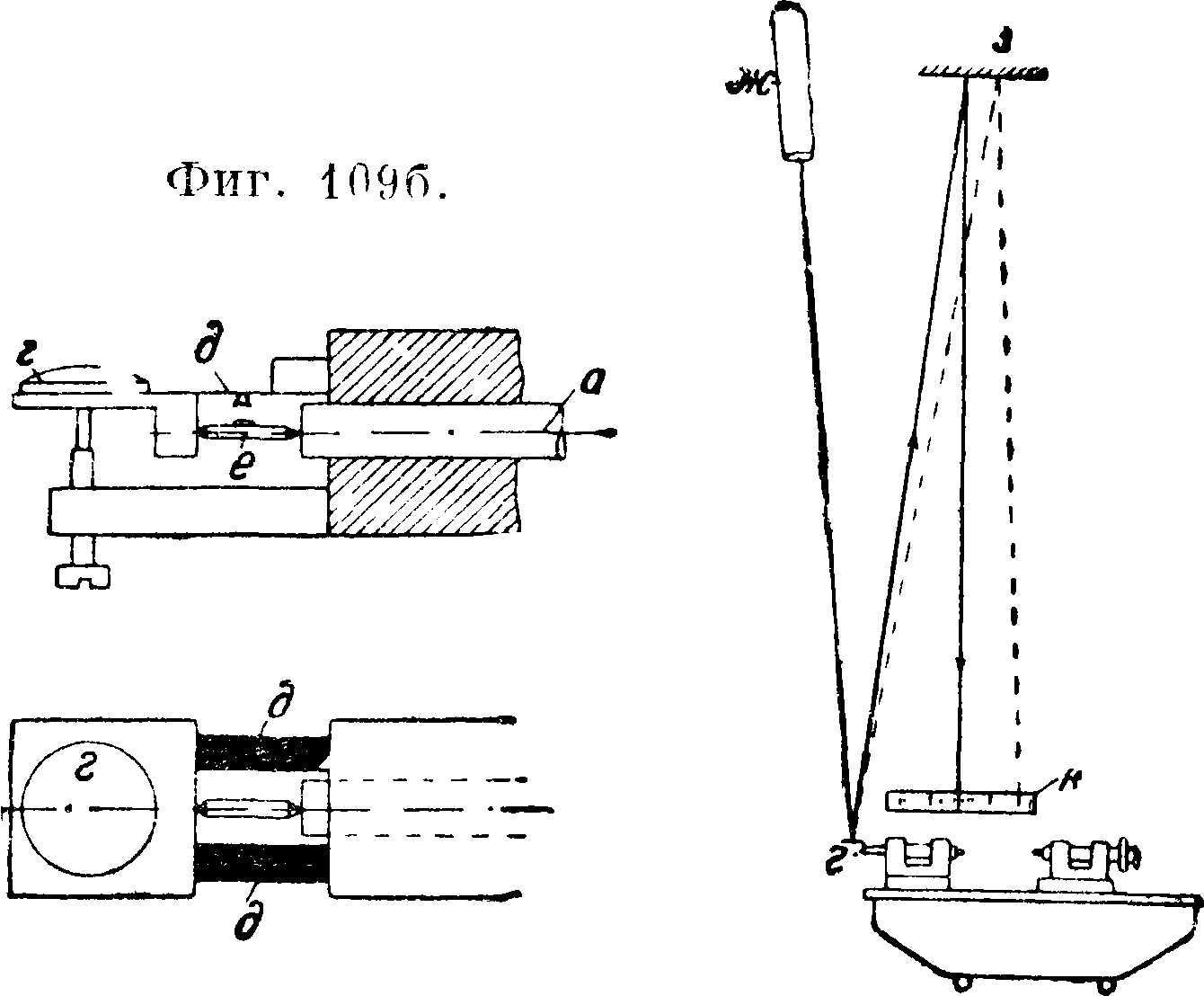
ча от зеркальца г до шкалы к. При расстоянии а — 2,5 миллиметров, L ^ 5 метров отклонение b, соответствующее перемещению плунжера на 1 μ, равно 4 миллиметров. Электрический индикатор мерительной машины сист. Шоу изображен на фигуре 110; на конец мерительного плунжера а насажена стоя по шкале р, по которой двигается скрепленный с плунжером индекс с. Это же устройство применяется для коррекции ошибок микрометрии, винта: прорезу шкалы р придают такую форму, чтобы ходящий в нем палец индекса с поворачивал плунжер д (а следовательно и гайку т микрометрического винта) на необходимый для коррекции угол от среднего положения. Задняя бабка (фигура 109а) этой мерительной машины снабжена оп-тич. индикатором. Плунжер а, плотно вставленный во втулку б, может слегка качаться в продольном направлении за счет деформации двух листовых пружин ев; перемещения его вызывают угловые отклонения зеркальца г, прикрепленного к бабке на двух тонких листовых пружинах д (фигура
1096) и опирающегося своим весом через ножевую упор-ку е на задний конец плунжера а. Угловое отклонение у зеркальца, вызываемое перемещением
А 7 ΔΙ
LI плунжера, определяется ур-ием у=—, где
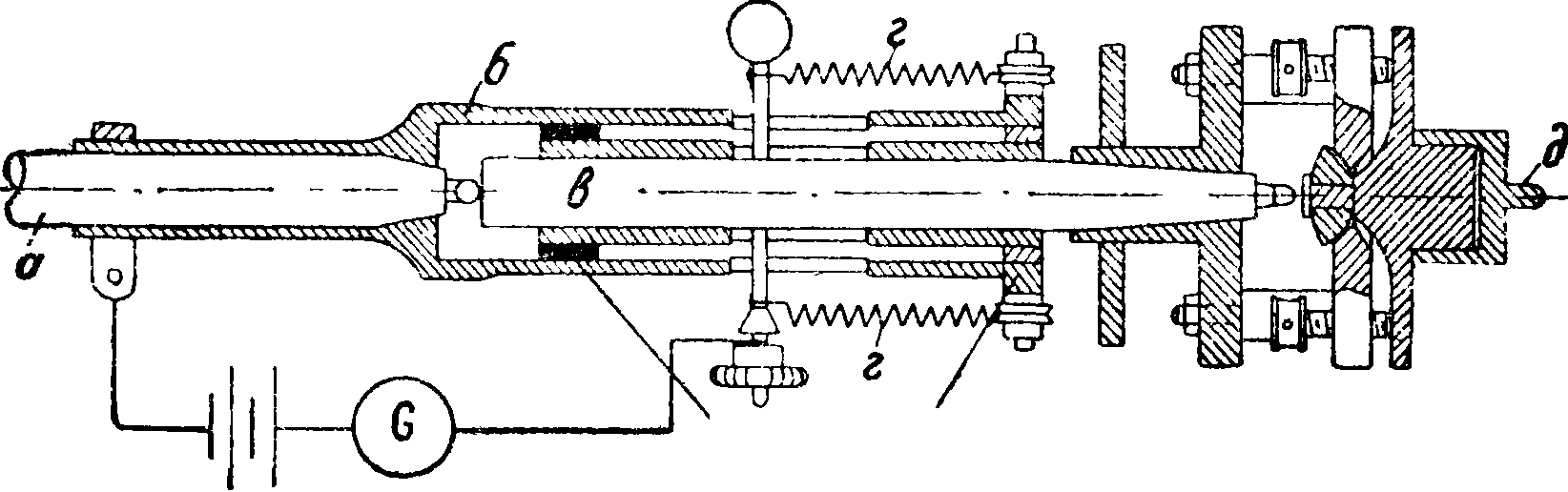
"Изоляция
Фигура 110.
гильза б, в которой перемещается изолированный электрически контактный стержень в, оттягиваемый постоянно от мерной поверхности плунжера а пружинками г. На конце контактного стержня прикреплена мерная плоскость д; когда последняя упрется в измеряемый предмет, дальнейшее продвижение плунжера а вызовет пере
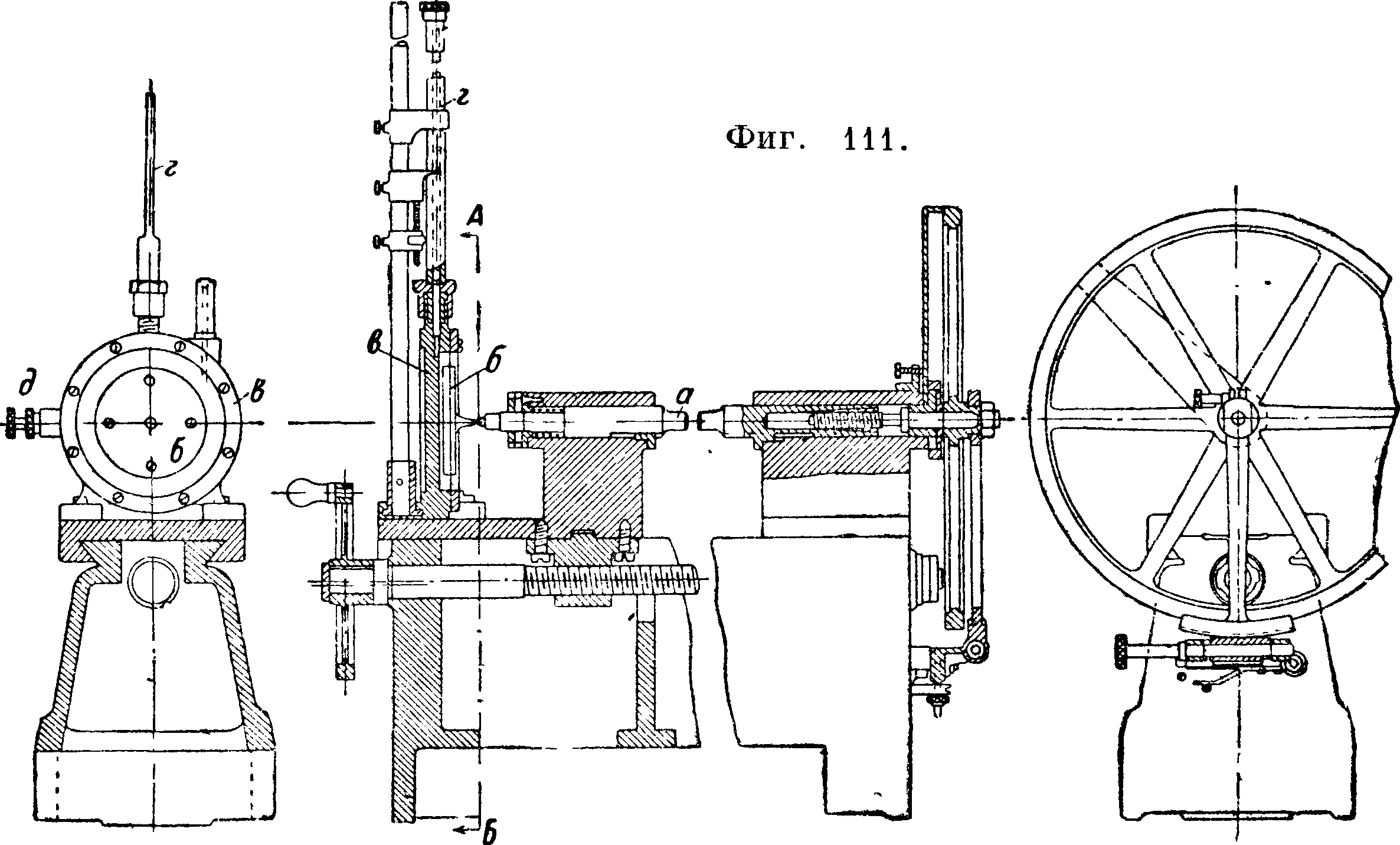
поА-6
мещение стержня е, причем в момент его соприкосновения с поверхностью мерного плунжера а замкнется цепь, состоящая из батареи и гальванометра или телефона. Точность повторных наблюдений при тщательном оберегании контактных поверхностей от пыли равна 0,05 μ. Жидкостный индикатор мерительной машины сист. Рейнекера изображен на фигуре 111; мерный плунжер а опирается своим задним концом на тонкую металлич. мембрану б, укрепленную в передней части бронзовой коробки (месс-дозы) <?, к верхней части которой присоединена капиллярная стеклянная трубка г. Площади сечений трубци и мембраны подобраны т. о., чтобы перемещение плунжера вызывало увеличенное в 10 000 раз перемещение столба жидкости; установка последнего на 0 производится ввинчиваемым в коробку плунжером д.
Следующим классом механич. шкальных И. и. являются инструменты, основанные на применении для увеличения точности принципа рычага. Простейшим И. и. этого типа является толщемер (фигура 112), представляющий собой в основном пропорциональн. циркуль, длинная ножка которого двигается по дуговой шкале, указывающей до 0,1 миллиметров расстояние между7 мерными поверхностями коротких ножек. Наиболее важной областью применения рычажных И. и, являются мерные индикаторы рычажного тина и мерные рычаги. Простейший тип мерного рычага изображен на фигуре 113; он состоит из вращающегося на оси легкого рычажка, имеющего три контактных точки а, б и б, равно отстоящих от оси. Соотношение плеч выбрано т. обр., что каждое деление шкалы г соответствует отклонению точек контакта на 0,02 миллиметров (или 0,001 дм.). Применяется И. и. этого типа г. о. при установке инструментов и изделий на станках. Типичным образцом рычажного индикатора является миниметр
Гирта; принципиальная схема дана на фигуре 114, а конструктивное оформ-~г ление—на фигуре 115. Легкая
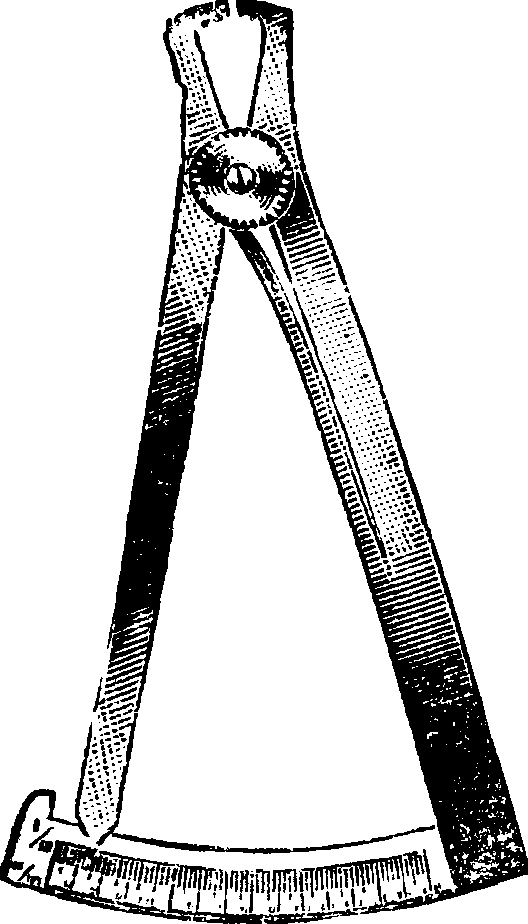
Фигура 112.
Фигура 113.
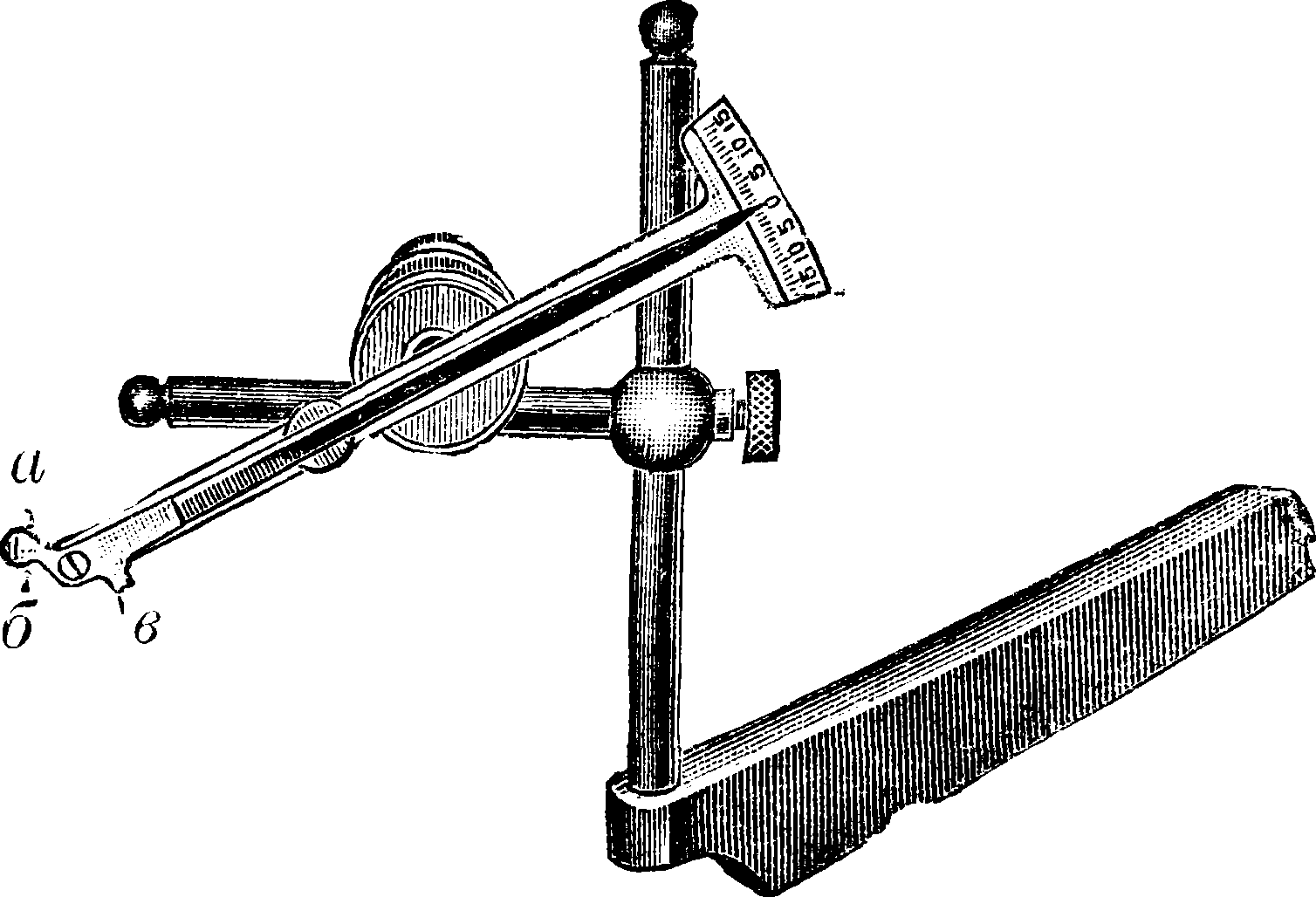
стрелка а прикреплена к колодочке б, опирающейся на неподвижную ножевую опору в и подпираемой мерным плунжером г; пружина д стремится всегда повернуть колодочку влево. Под влиянием подъема плунжера г измеряемым предметом колодочка и стрелка начинают поворачиваться направо, причем величина перемещения конца стрелки δ=Δβ · где Δ$—перемещение мерного плунжера, а I и L — плечо рычага колодочки и длина стрелки. Делая отношение L достаточно большим путем уменьшения Ζ, получают передаточные числа до 1 : 1 000; т. о. перемещению плунжера на 1 μ соответствует отклонение конца стрелки на 1 миллиметров для этого при длине стрелки в 100 миллиметров плечо I должен быть сделано равным 0,1 миллиметров. Достигнуто это разносом опорных точек: подвижная опора е (фигура 115), опирающаяся нижним конич. концом на углубление в мерном плунжере г, верхним ножевым концом опирается на опорную призму ж, зажатую двумя установочными винтами з в средней части колодочки б. Неподвижная ножевая опора в, снабженная посредине вырезом для пропуска призмы ж, опирается в две V-об разные выемки по краям колодочки б. Верхняя опора в помещается в мостике и, прикрепленном к рамке прибора; она может для установки на 0 перемещаться с помощью винта к. Винт л слу
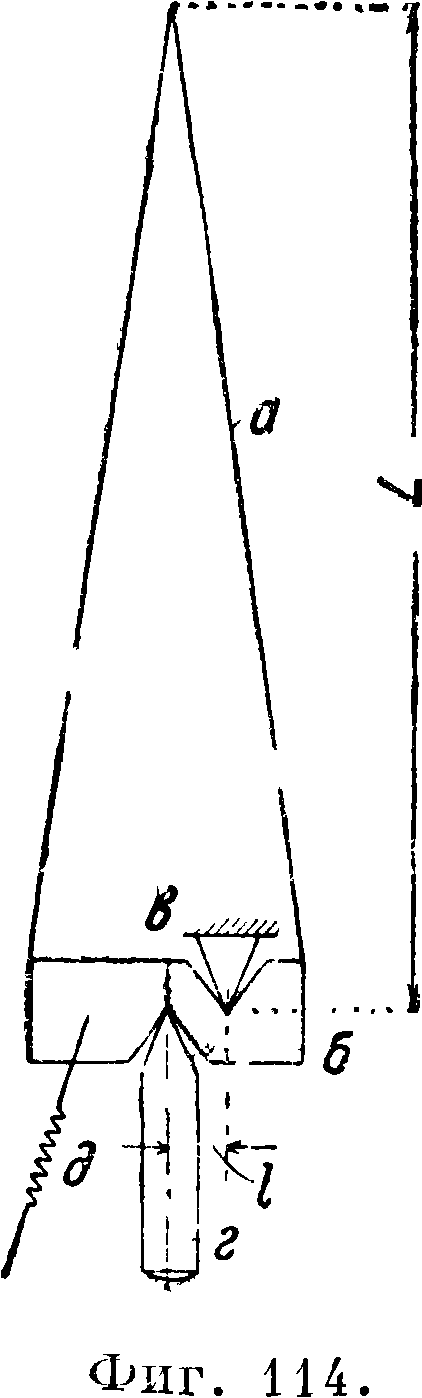
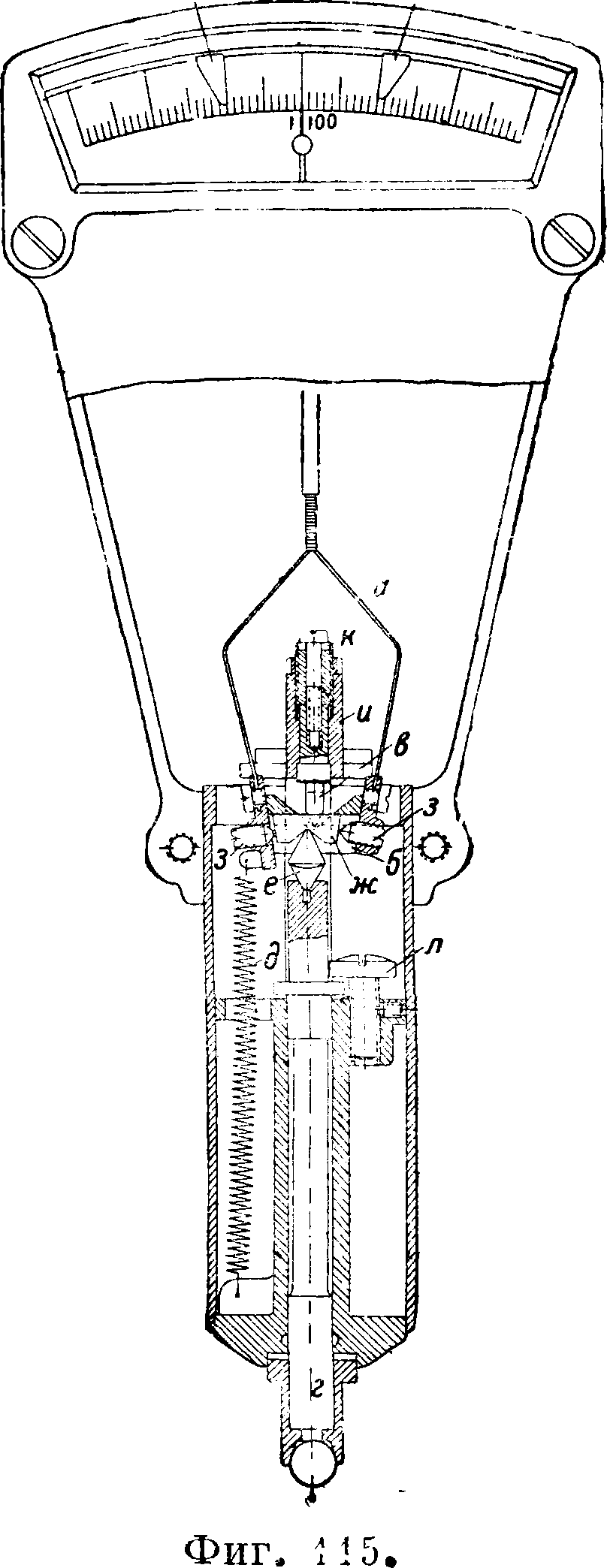
жит для ограничения подъема плунжера, т. к. излишний подъем приведет к неизбежной поломке прибора. Из устройства колодочки видно, что перемещением призмы ж посредством винтов з можно по произволу делать плечо I сколь угодно малым. В рычажном индикаторе системе SIP (Societe Genevoise^ d ’instrument de physique), в принципе совершенно сходном с описанным, обращены лишь функции опор: верхняя а (фигура
116), соединенная рамкой б с мерным плунжером, сделана подвижной, а нижняя в, перемещаемая установочными винтами г, неподвижна. Преимущество — невозможность поломки системы даже при излишне сильном нажиме на мерный плунжер. Мерный индикатор «талимин» основан на применении диферен-циального барабана а (фигура 117) с радиусами В.г и i?2, охватываемого двумя тонкими боковы- ми стальными полосками бб, прикрепленными к корпусу в прибора, и средней полоской г, один конец которой оттягивается пружиной д, а другой прикреплен к мерному плунжеру е. Стрелка ж длиной L прикреплена к барабану. Всякое перемещение s
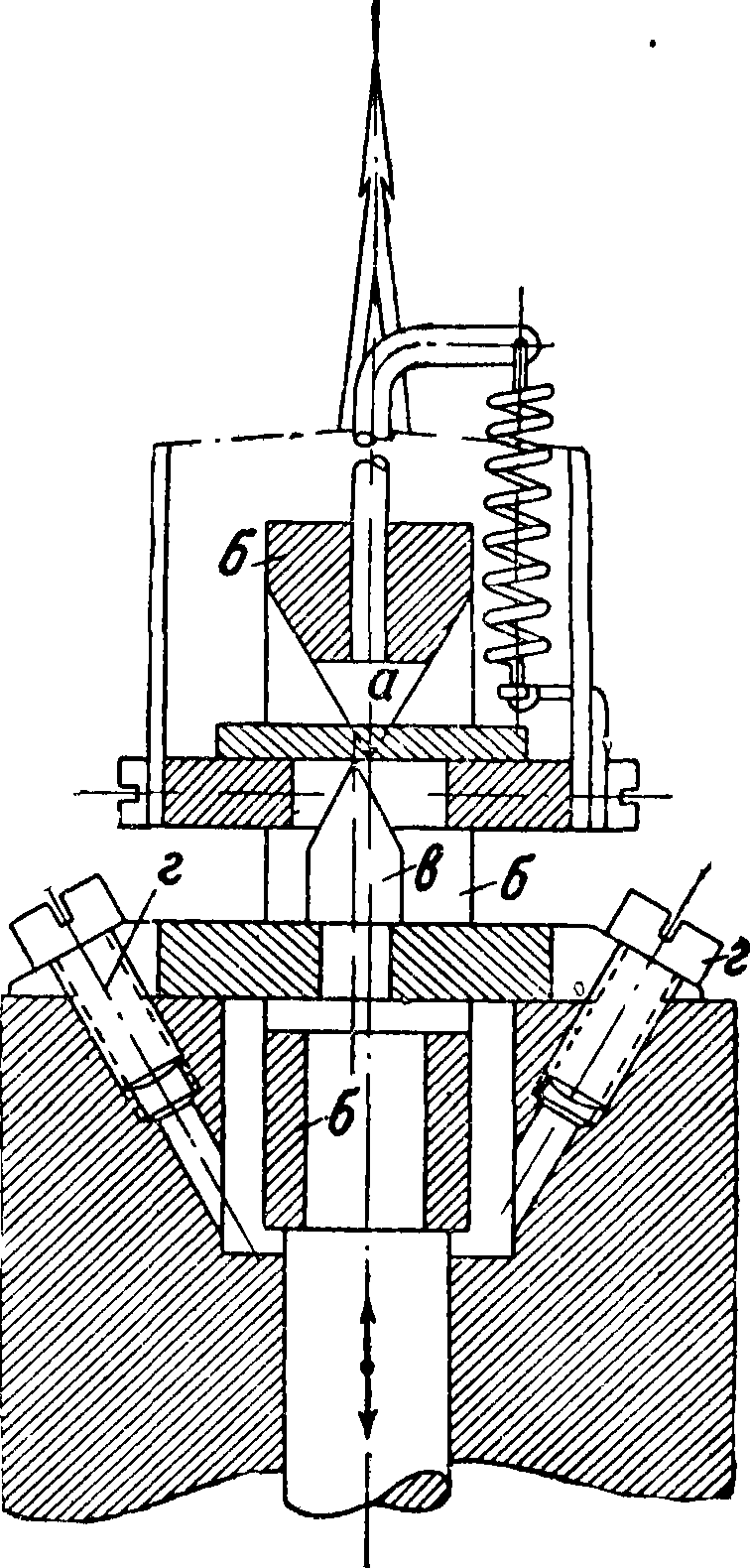
Фигура 116.
плунжера вызовет поворот барабана на угол а и соответственное отклонение стрелки δ, равное
α=ΤϊΓ^Τ· *=ΊΪΡΠΪΓ (49)
Т. о. путем уменьшения разности диаметров ступеней барабана можно, не уменьшая их абсолютных размеров, добиться значительного передаточного числа. Основное назначение мерных индикаторов (как рычажного, так и других описанных ниже типов) — служить компаратором для сравнения незначительных отклонений размеров измеряемого объекта от эталона. Для этого индикатор устанавливают в специальном штативе, состоящем из плоского столика а (фигура 118) с колонкой“ б, по которой перемещается головка в} зажимаемая в требуемом положении Фигура 11т. винтом г. В салаз ках д зажимается индикатор е; тонкая установка последнего по высоте производится микрометрическим винтом з“с, перемещающим салазки. Измеряемый предмет з кладется в соответственным образом выполненную подставку к. После установки индикатора на 0 по эталону он непосредственно показывает в долях миллиметров отступления в ту или другую сторону размеров измеряемого объекта
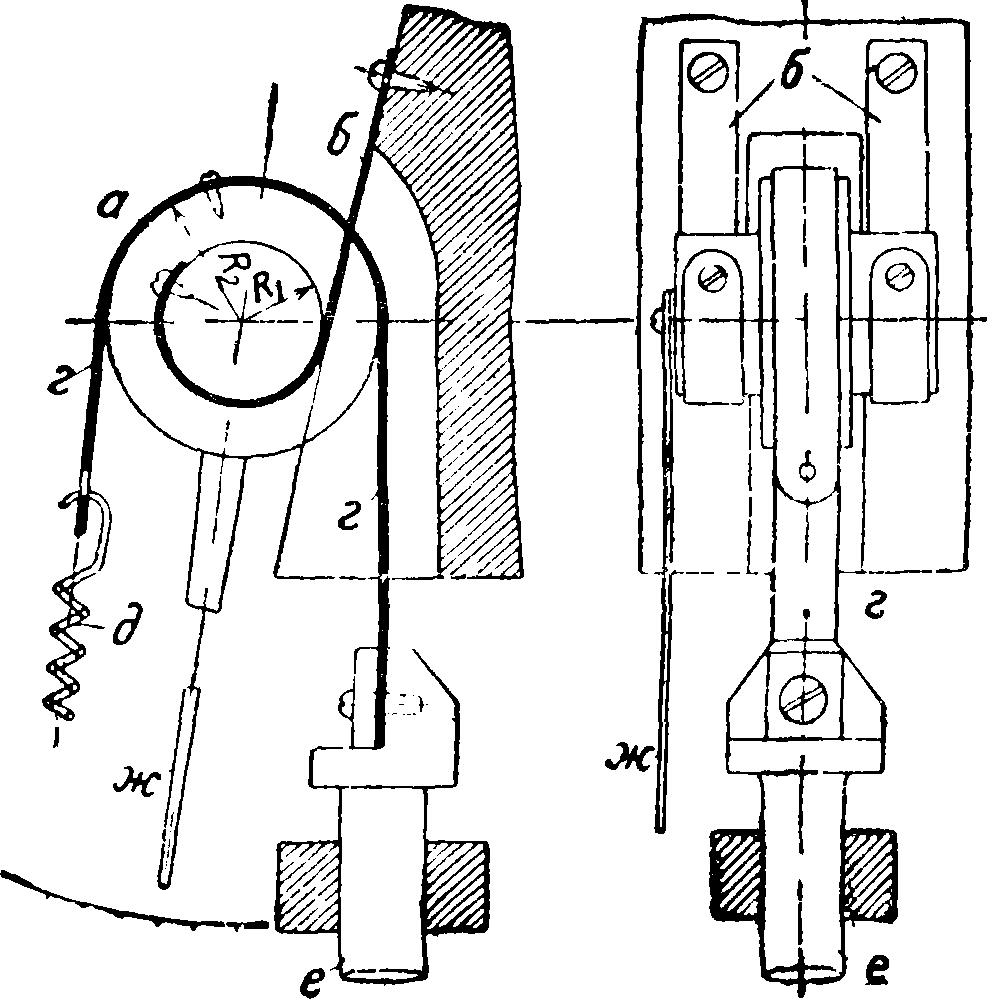
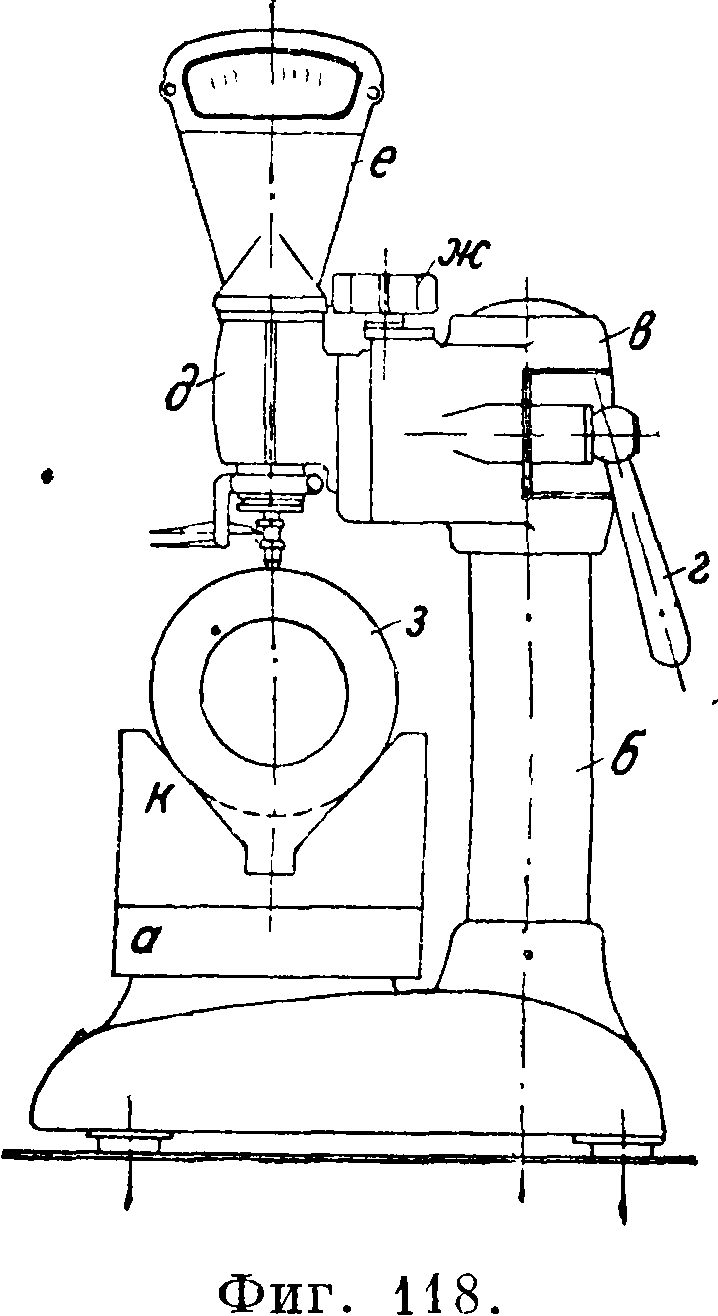
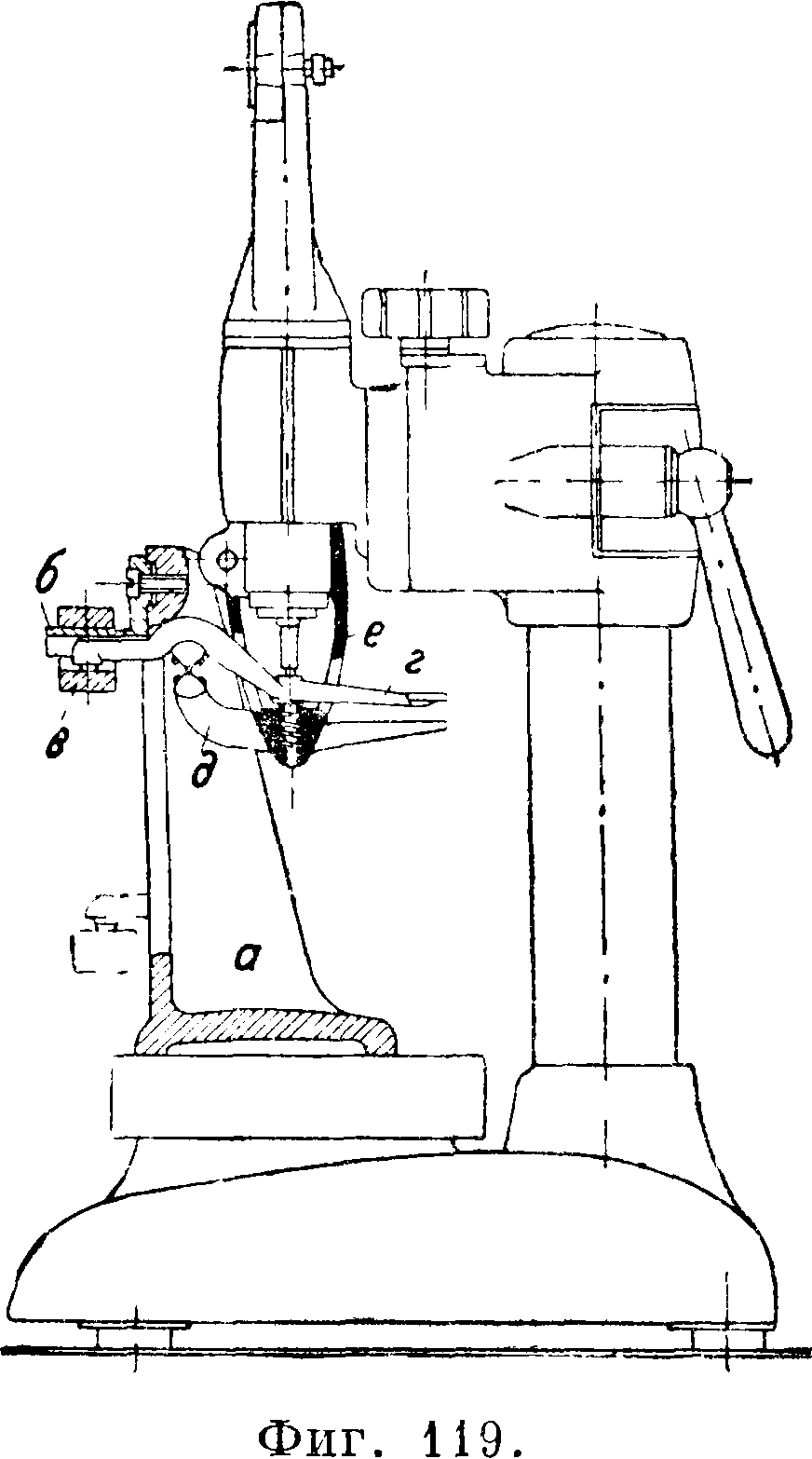
от требуемых. Для работы по допускам индикатор снабжается двумя передвижными индексами м — м (фигура 115), указывающими наибольшее допустимое отклонение стрелки. Для измерения внутренних диаметров колец служит приспособление, изображенное на фигуре 119, состоящее из угловой подставки а, на которой закрепляется сменная упорка 6 для навешивания измеряемых колец е мерный рычаг г, опирающийся на неподвижную опору д, прилитую к надетой на хвостовик индикатора муфте е, прикасается своим свободным концом к мерному плунжеру и т. о. передает последнему отклонения измеряемых размеров. Область применения индикаторов в соединении с соответствующими приспособлениями весьма широка. На фигуре 120а изображено применение индикатора для измерения наружных диаметров валов. Скоба а снабжена двумя мерными плоскостями б, наклоненными под углом 60°, мерный штифт в индикатора указывает непосредственно отклонения радиуса от требуемой величины.
Необходимо отметить, что применяемый в описанном индикаторе метод изменения круглых тел по двум касательным и одной точке является теоретически правильным в отличие от обычно применяемого метода двух касательных плоскостей или трех точек. Оба последних способа не дают возможности отличить эквидистантную фи-гуру от круга, тогда как только один круг является фигурой, обладающей свойством всегда проходить через неподвижную точку, касаясь постоянно двух неподвижных прямых; т. о. этот способ указывает fgjf всякое отклонение рас сматриваемого рззмера ffgf от круговой формы. Обо· значая радиусы двух сравниваемых тел и г2 (фигура 1206), угол между опорными плоскостями Ίφ и перемещение мерного штифта Δ$, получаем перемещение центров
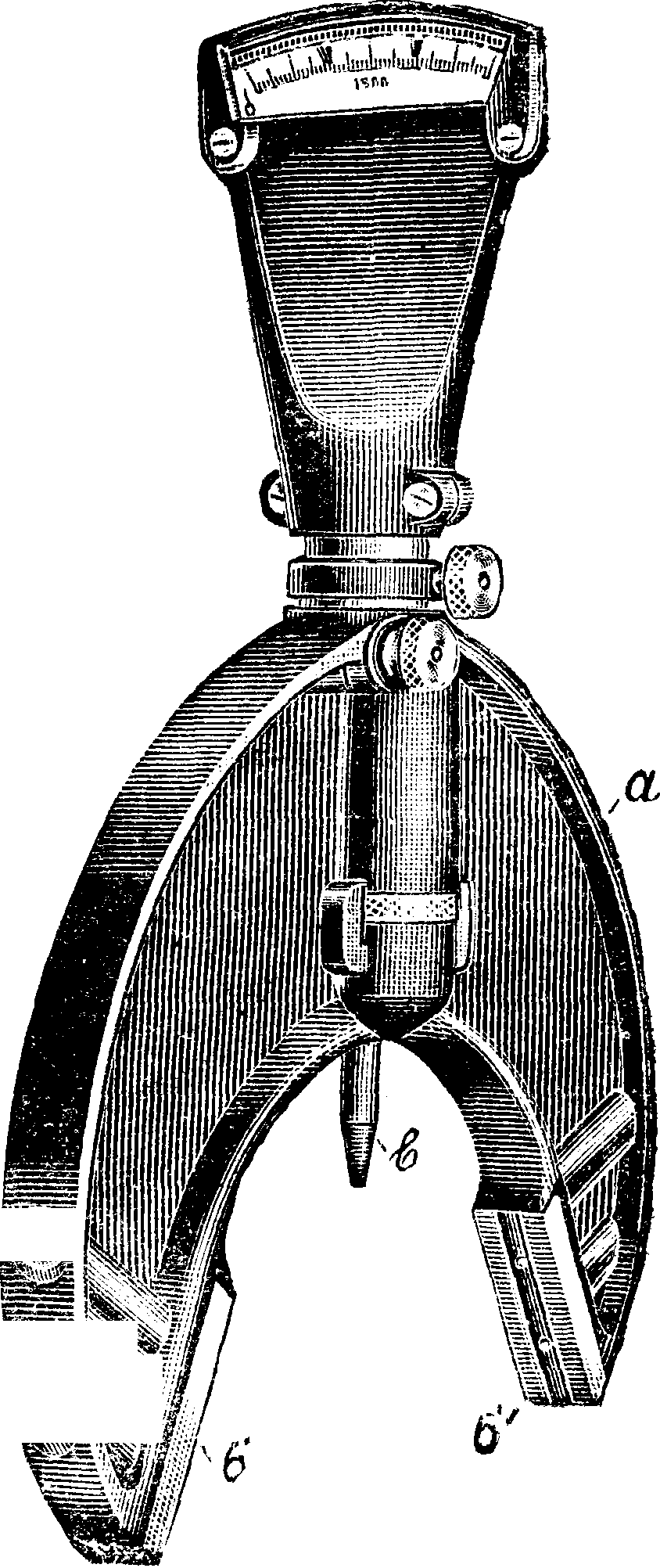
Фигура 120а.
0,0,=(г
Sin φ 9
разность радиусов, равная где Δγ=ι —
0,5 δά — половине разности диаметров сравни ваемых тел,
Δί=Дг_ - Δ,;
Sin φ ’
приравнивая Δ$ к Δά (отклонения мерного штифта непосредственно указывают разницу диам.), получаем
1
2Δ/*
: - ΔΓ,
sm φ
sin φ -
-, 2φ=38°56,5.
При угле 2 9?=60° отклонения мерного штифта равны х/а разности диаметров. Недостатком способа является расклинивающее действие измеряемого предмета на мерные плоскости, в особенности при малых углах φ. Шгатив для измерения проволоки изображен на фигуре 121; измеряемая проволока перекидывается через цилиндрич. наковален-ку а, и отклонения диаметра показываются индикатором б; второй индикатор в служит для установки штатива на требуемую высоту с помощью мерных плиток г. Приспособление для измерения внутренних диаметров цилиндров изображено на фигуре 122;
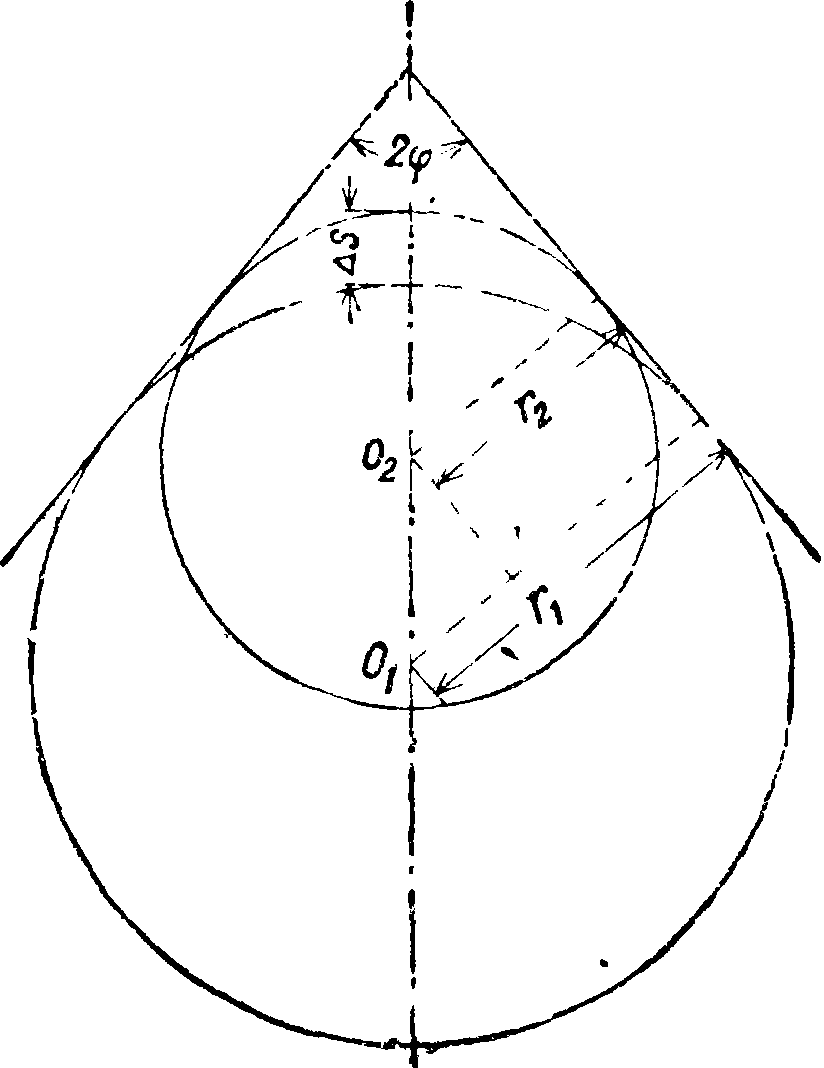
Фигура 1206.
мерная головка опирается неподвижной опорой а на стенку измеряемого отверстия под давлением двух пружинящих шаровых упорок б, при этом подвижной мерный плунжер в через рычаги, заключенные в трубке г, передает плунжеру индикатора д отклонения диаметра отверстия. Упор е служит для фиксирования глубины измерения. Применение индикатора в соединении с точными направляющими для проверки прямолинейности и правильности наклона плоскостей дано на фигуре 123; при измерении углов наклона направляющими пользуются как синусной линейкой. На том же принципе построено приспособление для выверки конусов. Мерительная машина рычажного типа изображена на фигуре 124; она служит для сравнения плоско-параллельных плиток. Для измерения последние вставляются между неподвижной опорой аг и шаровой мерной поверхностью а2 подвижной плиты б, которая прикреплена к неподвижной основной плите в на двух тонких листовых пружинах г. Подвижная плита прижимается к измеряемому предмету с постоянной силой грузом д посредством рычагов е и ж. Относительные перемещения плит бив регистрируются стрелкой з, прикрепленной к обеим плитам тонкими стальными полосками к (фигура
125), находящимися на расстоянии b друг от друга. Смещение s плиты b вызывает изгиб полосок по дугам радиусов q и ρ -f Ь, причем угловое перемещение # стрелки з м. б. определено из соотношения
~ откуда #=соответствующее этому углу отклонение δ конца стрелки длиной L определится из ур-ия:
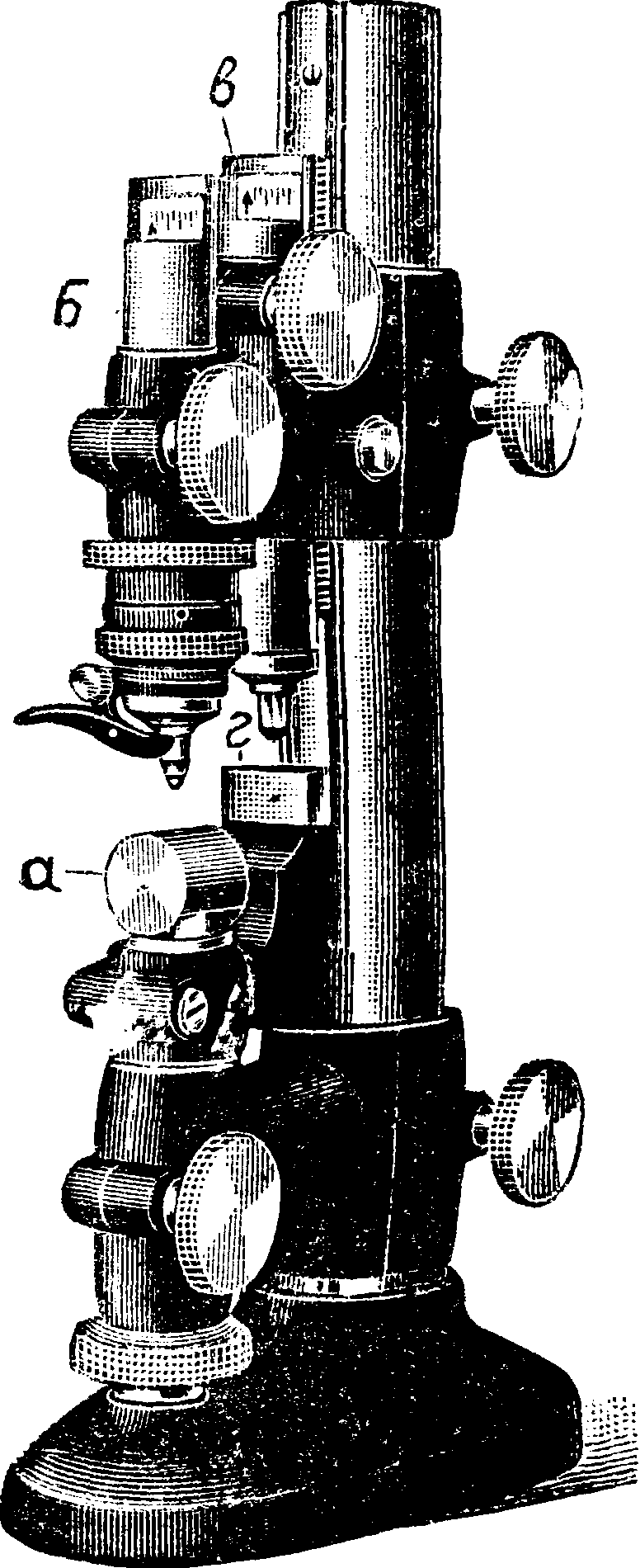
Фигура 121.
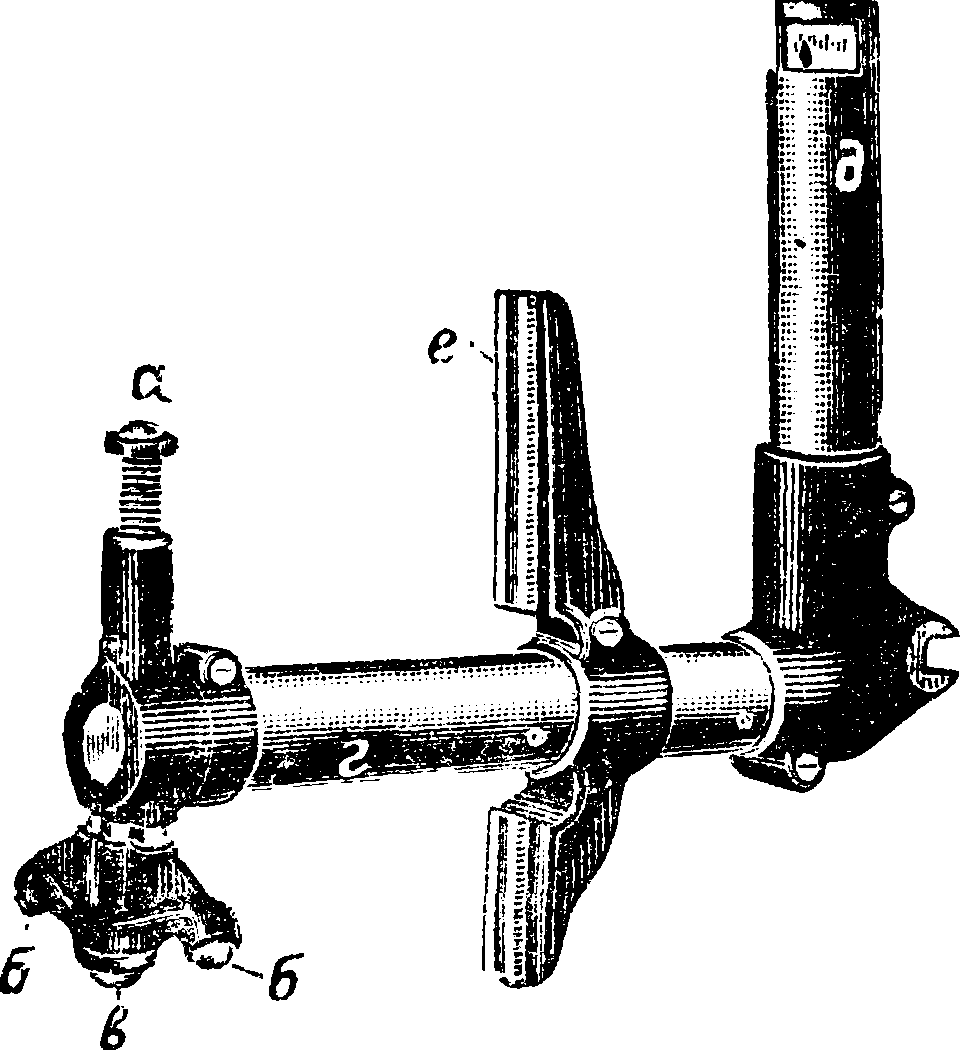
Фигура 122.
δ=&L=S £ · о
(50)
На конце стрелки з помещена рамка л с натянутой нитью, изображение которой с помощью объектива м с фокусным расстоянием проектируется на шкалу и, отстоящую (оптически) на расстоянии F от средней точки объектива; т. о. перемещение Δ изображения нити на шкале н оказывается увеличенным в ζ- раз;
f
Λ=*τ·7· (51)
В мерительной машине Национальной физич. лаборатории (Лондон) общее увеличение было порядка 20 000; т. о. перемещению плиты на 0,1 μ соответствовало отклонение изображения нити в 2 миллиметров. Большими преимуществами всех рычажных И. и. являются: 1) возможность посредством сравнительно несложных мероприятий уничтожить мертвый ход, 2) постоянство раз установленного передаточного числа (при малых углах
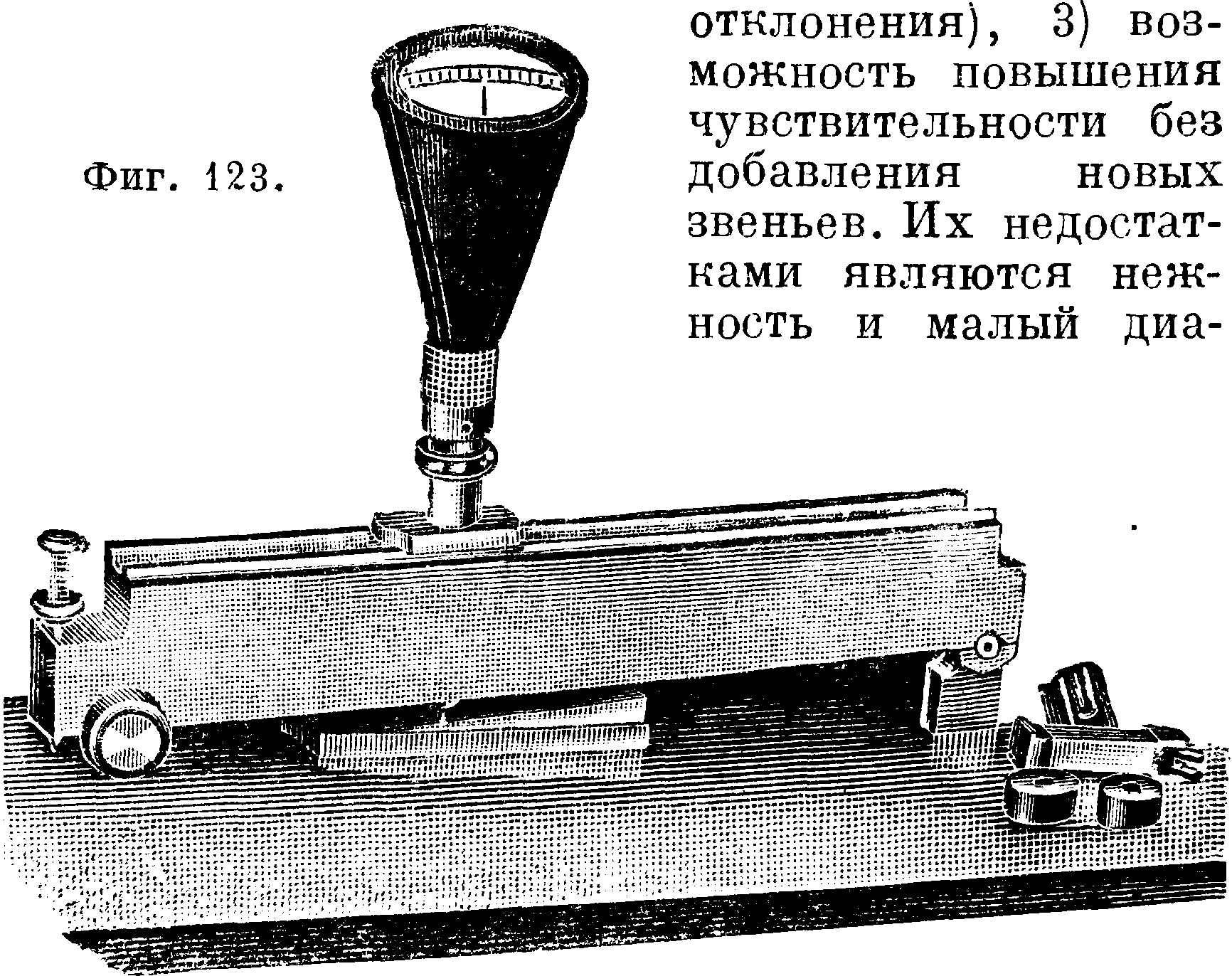
пазон измерений. Эти недостатки вызвали появление индикаторов шестереночного типа,обладающих меньшей точностью, но большим диапазоном измерения.
Индикатор шестереночного типа, называемый часто также мерным индикатором, мерными часами, мессуром, состоит из мерного плунжера а (фигура 126а — внешний вид, фигура 1266 — вид сзади со снятой крышкой), на котором нарезана рейка, зацепляющаяся
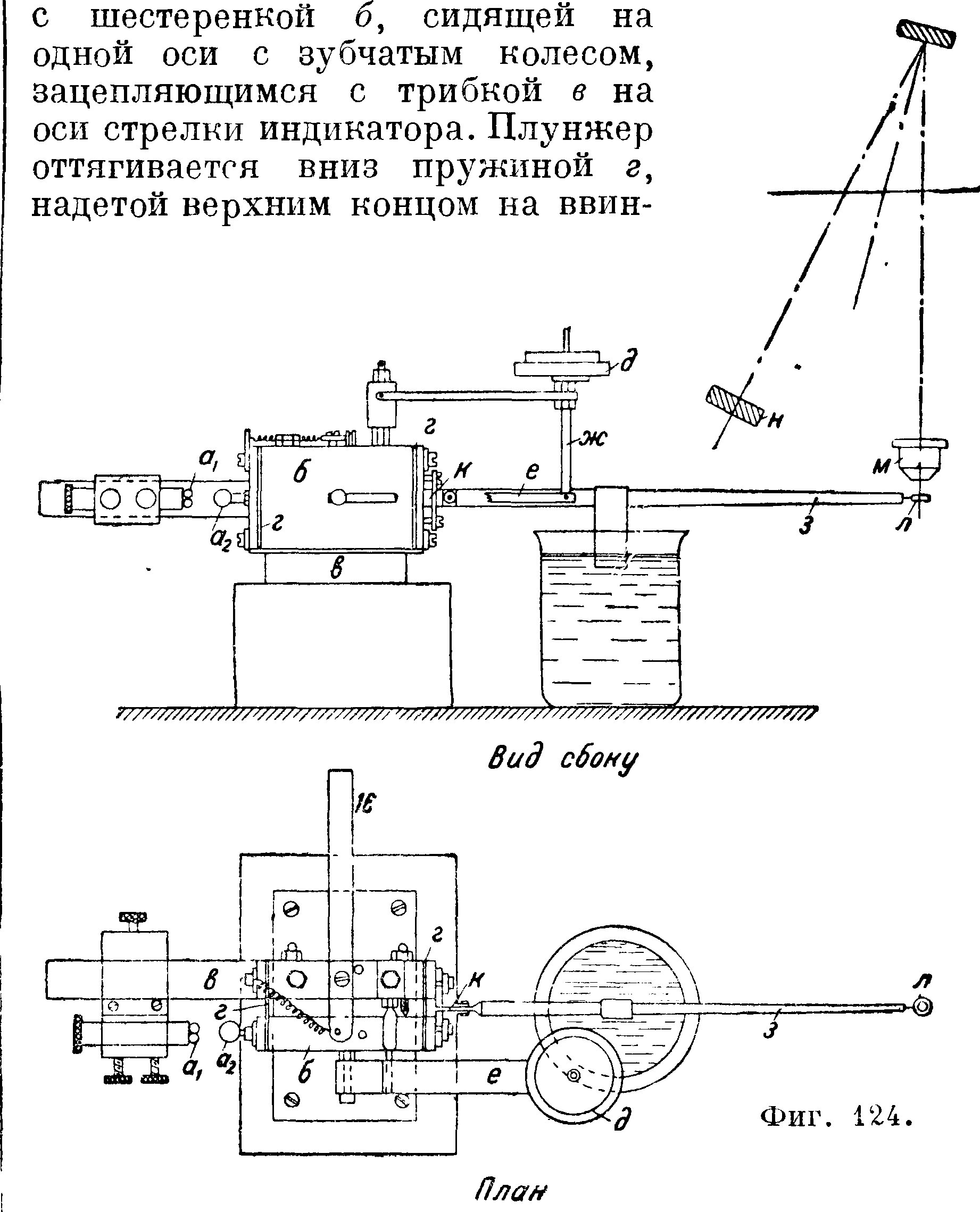
ченную в плунжер шпильку б, свободный конец которой ходит в прорезе стойки е и предохраняет т. о. плунжер от вращения. Для уничтожения мертвого хода шестеренка б прижимается к рейке спиральной пружиной ж. Перемещение s плунжера вызывает отклонение δ конца стрелки длиной L, равное
— · L,
гз
(52)
где гь г2, гз—радиусы шестеренки б, ее зубчатого колеса и стрелочной трибки в Коэф. увеличения индикатора с простой передачей делается порядка 40 — 100; при необходимости получения большего передаточного числа прибавляют еще одну пару зубчаток. Большая стрелка показывает обычно сотые доли миллиметров, целые миллиметров указываются маленькой стрелкой, насаженной на ось первой шестеренки. Посредством ряда приспособлений, аналогичных описанным выше, мерный индикатор м. б. приспособлен для целого ряда специальных работ, в качестве компаратора, при выверке взаимного положения частей машин и станков, для проверки правильности шага резьбы (фигура 127, описание смотрите ниже), для внутренних и наружных измерений, для
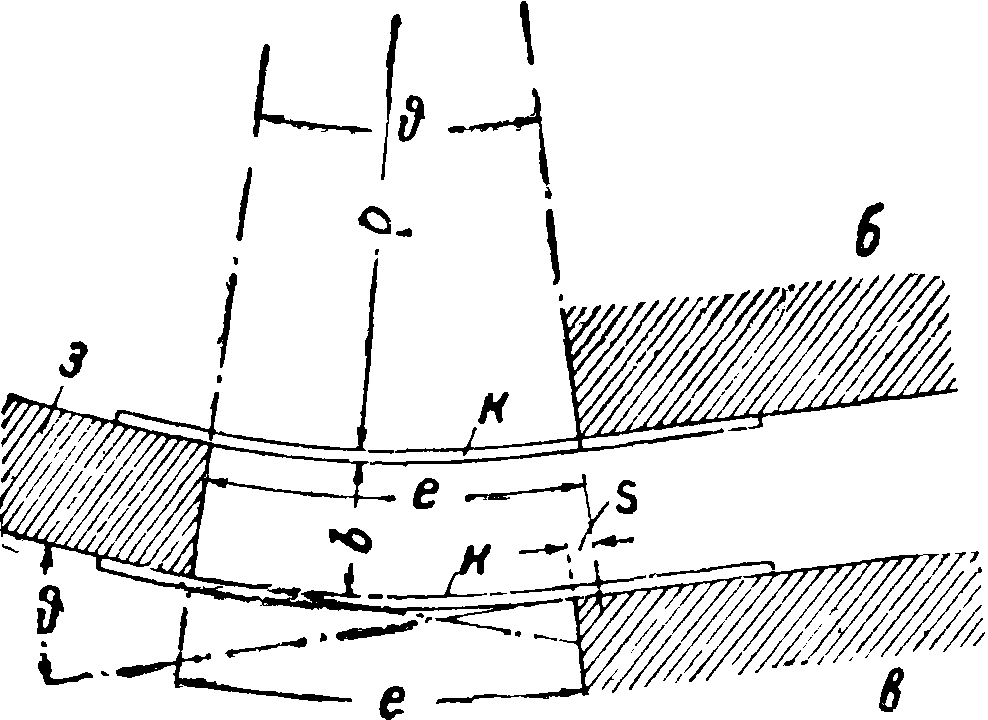
Фигура 125.
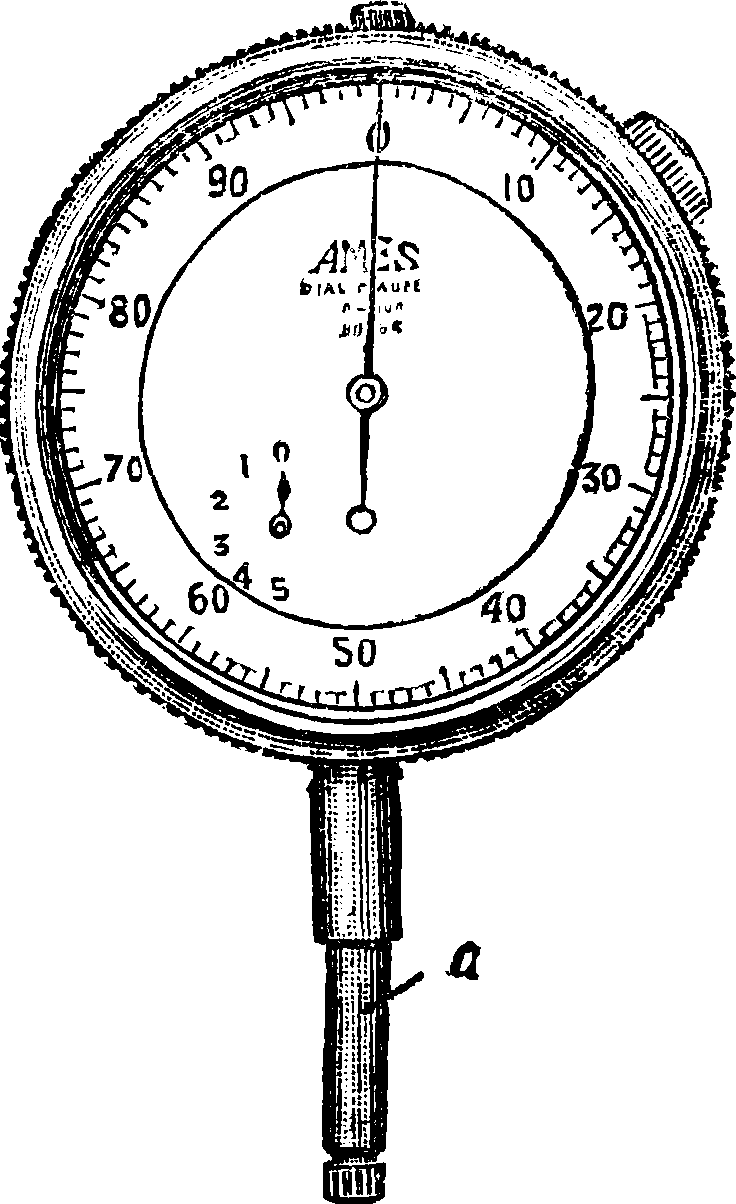
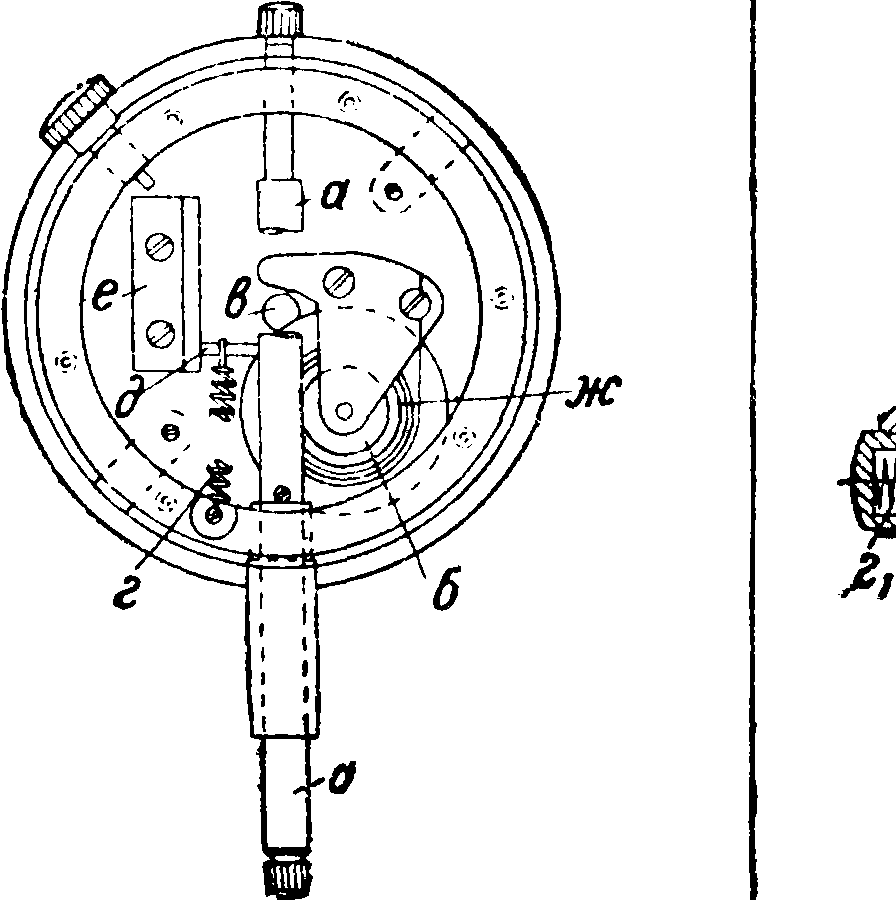
Фигура 126а.
Фигура 1266.
поверки отсутствия биения зубьев фрезера, для поверки параллельности двух плоскостей (фигура 128) и тому подобное. Комбинирование рычага с зубчатой передачей дает возможность увеличить чувствительность индикаторов. На фигуре 129 изображен индикатор сист. Цейсса, у которого передача пе-
| ψ2
L | |
| • -ч-L | -L-40-Λ. |

Фигура 127.
ремещений плунжера а стрелке б совершается посредством поворачиваемого плунжером зубчатого сектора в, зацепляющегося с трибкой г на оси стрелки. На этом же принципе основан т. н. пассаметр Цейсса, служащий для обмера диаметра валов. Он состоит из скобы а (фигура 130), в которой помещаются переставная пятка б и мерительный плунжер в, прижимаемый к измеряемому предмету пружинами гг и г2. Перемещения плунжера передаются зубчатому сектору д, поворачивающему зацепляющуюся с ним трибку е со стрелкой ж. Два индекса,
Фигура 128.
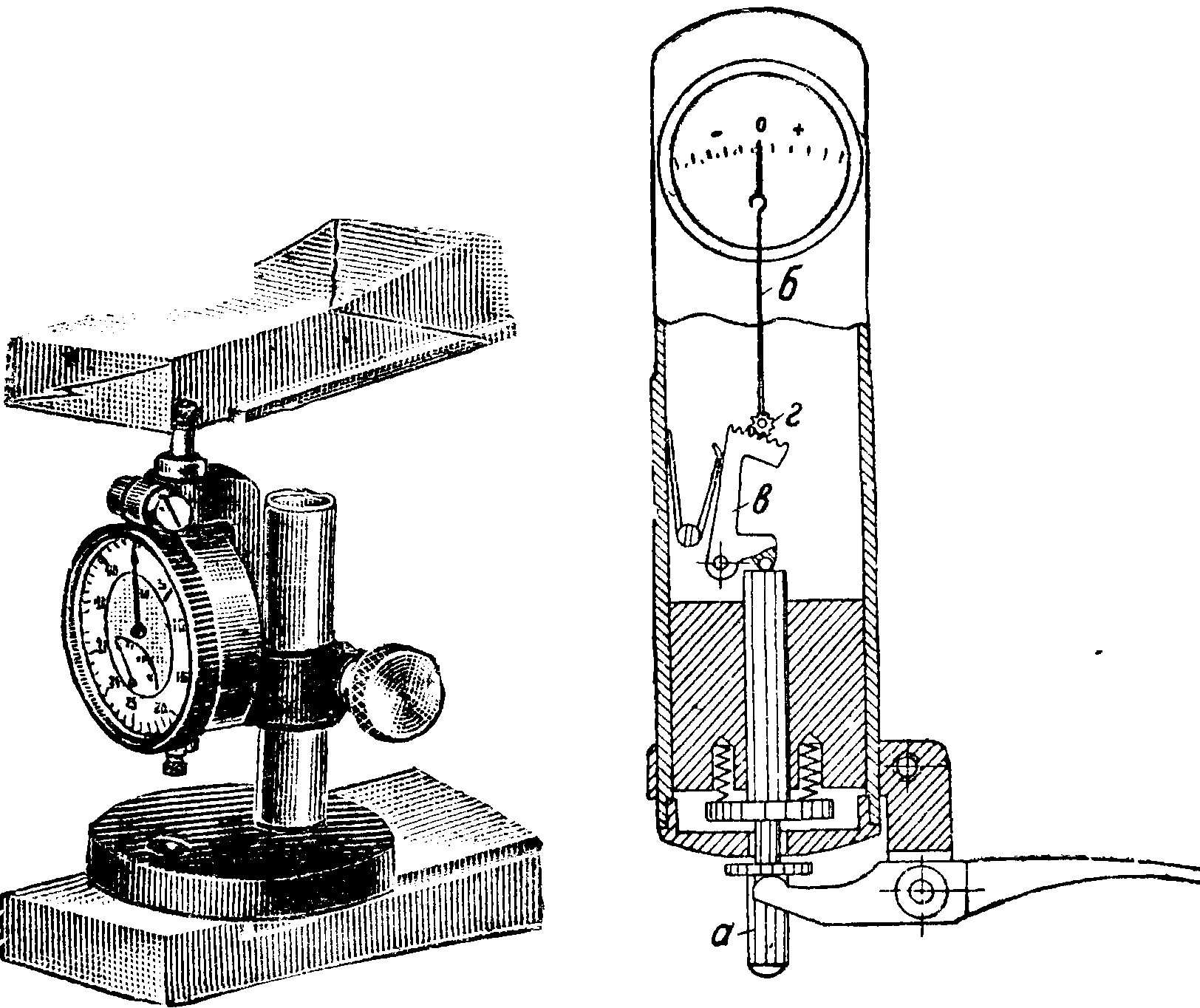
Фигура 129.
устанавливаемых на циферблате, указывают границы допуска данного изделия. Установка пятки грубая, производится от руки, перемещением всей гильзы з, а гонкая—микрометрии, винтом к, перемещающим самую пятку б. Винт л служит для закрепления втулки з, а винт м—пятки б в придан-
Фигура 130.
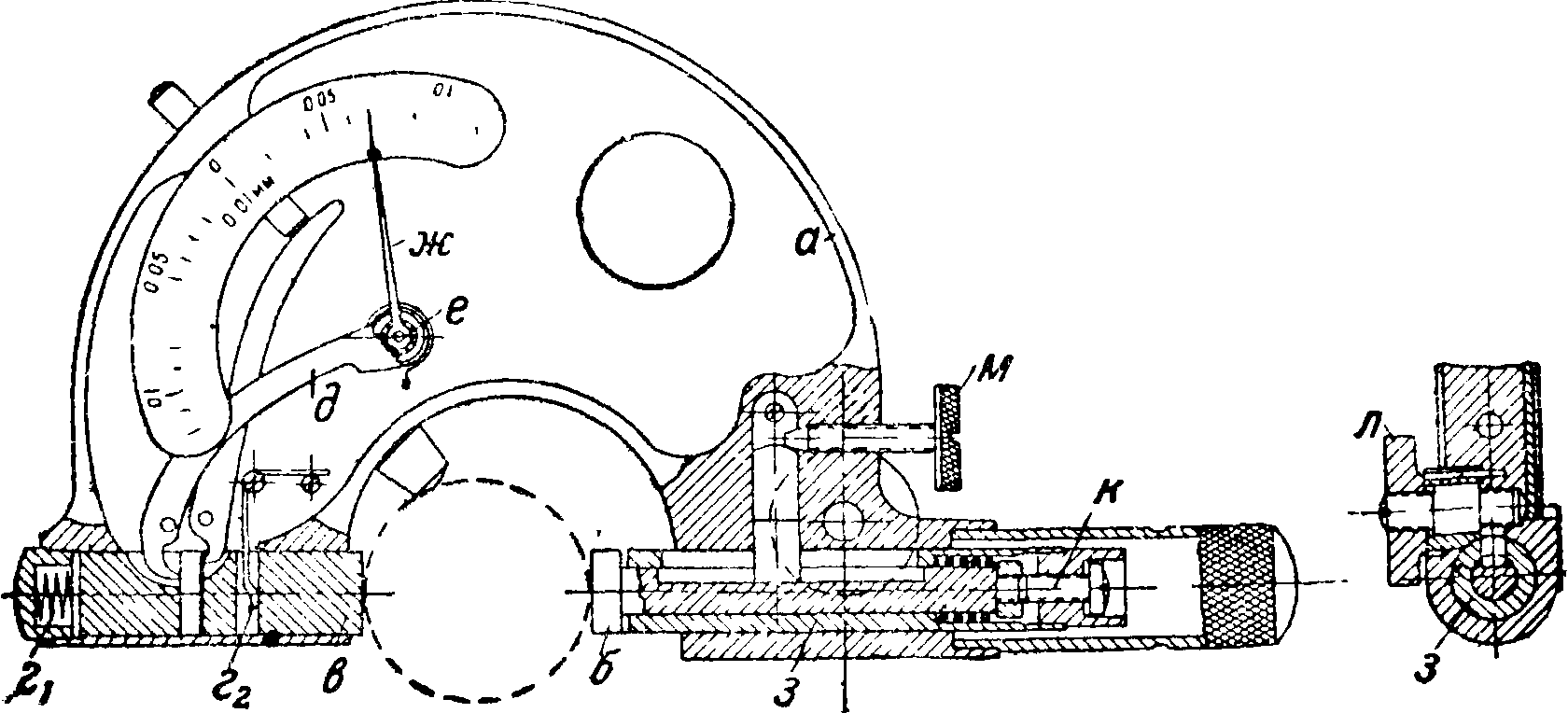
ном им положении. Точность прибора колеблется в зависимости от величины в пределах 2—5 μ. Изображенная на фигуре 131 мерительная машина сист. Мара также основана на комбинации рычага а с мёрным индикатором б, позволяющей отсчитывать на циферблате последнего тысячные доли миллиметров клавиша в служит для отвода назад мерительного плунжера г перед измерением.
| Г | _. d4ti jrr | ^6 | |
| - -fi--- | 1 | ||
| г | л ^ | ||
| ЧР | — | Й
_ш&п | |
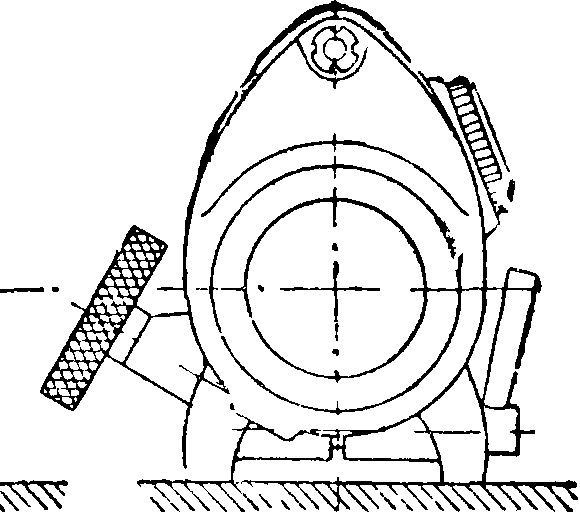
Фигура 131.
Жидкостные компараторы, по идее сходные с устройством индикаторной бабки Рейнекера (смотрите выше), не получили значительного распространения гл. обр. в виду сильного влияния на них t° и быстрого загрязнения стеклянного капилляра, делающего отсчеты затруднительными. Индикатор этого типа «престометр» изображен на фигуре 132. Мессдоза а несет в верхней части капилляр б, перемещение δ мениска в нем равно
<5=(0,5 4-0,35 )~s, (53)
где s — перемещение мерной поверхности мембраны, D и d — диаметры мембраны и капилляра.
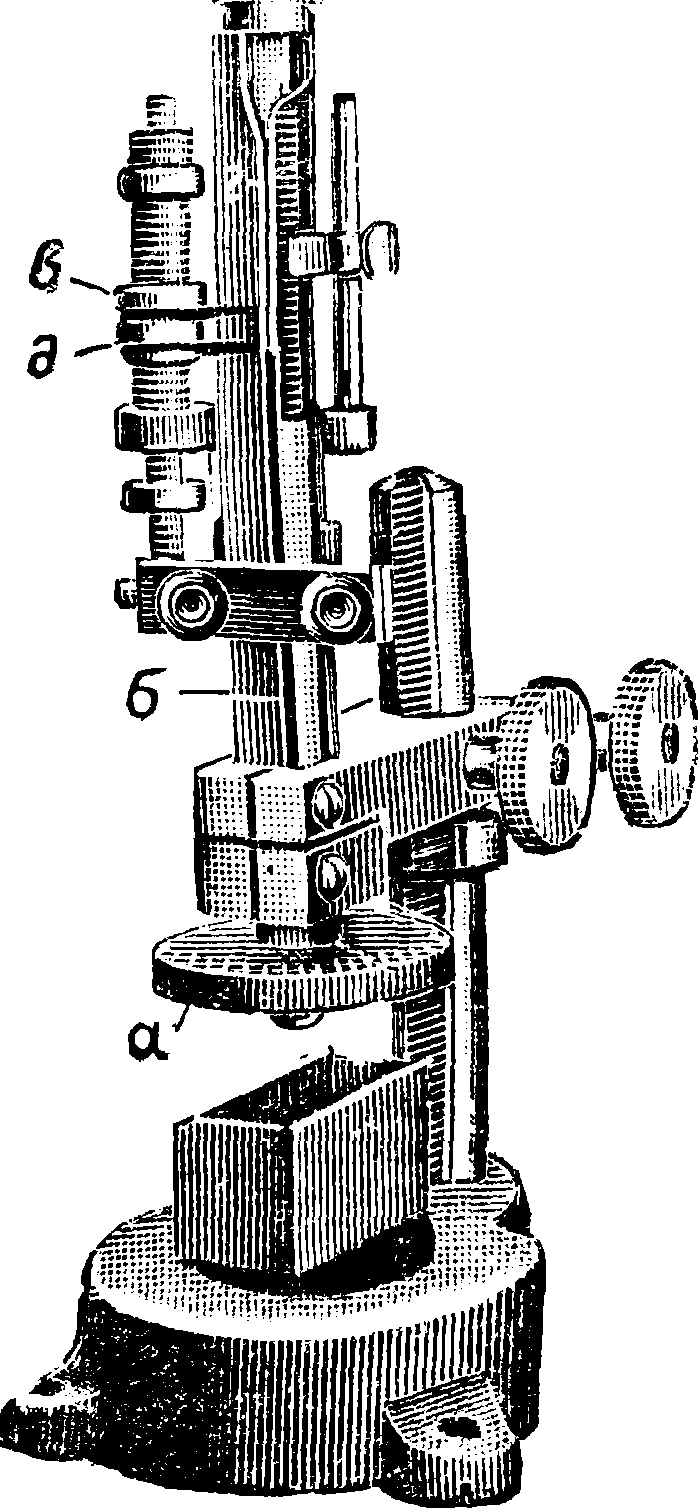
Фигура 132.
Общий коэф. увеличения колеблется в пределах 500—1 200. Передвижные индексы виг служат для указания допуска измеряемого размера. Для исправления высоты стол-jfl ба на С введен третий индекс д, устанавливаемый при тарировке прибора на уровень, занимаемый жидкостью при ненагруженной мессдозе; при колебаниях С достаточно перед опытом установить индекс д, связанный с индексами в и г на поверхность мениска, чтобы исключить влияние t° на показания прибора.
Оптические И. и. представляют собой обширную группу приборов, у которых увеличение точности измерений достигается применением различных оптич. систем.
А. Бесшкальные оптические измерительные инструменты охватывают собой различные приборы, основанные на применении явлений интерференции света (смотрите) к измерительной технике. Простейшим прибором этого рода является плоско-параллельная стеклянная пластина, позволяющая производить с большой степенью точности различные сравнительные измерения, гл. обр. мерных плиток между собой и с другими объектами. Для проверки плоскости мерной плитки а (фигура 133) достаточно накрыть ее плоско-параллельным стеклом б, наклонив последнее под очень малым углом к поверхности плитки. При рассматривании в белом или монохроматич. свете в воздушном клине между а и б возникают интерференционные полосы (фигура 134), дающие представление о степени плоскости исследуемой поверхности. В случае совершенной плоскости все полосы параллельны между собой и идут на равных расстояниях (фигура 134, А); небольшой изгиб на ширине — 1 миллиметров у краев плитки не имеет практич. значения. Если полосы параллельно изогнуты и расстояния между ними равны (фигура 134, Б), то поверхность образует часть цилиндрич. поверхности с образующей, параллельной линии центров кривизны полос; выпуклость или вогнутость поверхности узнается по направлению движения полос при нажиме на стеклянную пластинку: если полосы двигаются в сторону выпуклости, поверхность также выпуклая, если в сторону вогнутости, то и поверхность вогнутая. Если полосы имеют общий центр (фигура 134,Б), то поверхность представляет собой часть шара; в случае выпуклой шаровой поверхности полосы при нажиме полосы двигаются от центра, при вогнутой — к центру. Полосы неправильной формы (фигура 134, Г) позволяют заключить о неправильной поверхности плитки. Наибольшее отклонение от плоскости определяют, накладывая пластинку вплотную на поверхность плитки и считая число интерференционных полос между наиболее высокими и низкими точками поверхности; каждая полоса в белом свете соответствует разности уровней в ~ 0,25 μ. Этот же способ м. б. применен для сравнения длин и поверхностей двух концевых мер приблизительно равной длины, для чего их притирают на плоскую подставку и затем покрывают стеклянной пластинкой; по виду интерференционных полос и их изменению при перемене плиток местами можно вывести заключения о степени параллельности их верхних поверхностей нижним и о разности длин. Для более точного измерения и сравнения концевых мер применяют интерференционные компараторы и специальные интерферометры.
7/т//т/т
Фигура 133.
| IIIIIIIIIII | lllllllllllllllj | III... |
| llllllllll | lllllllllllllllj | |||||||1I||I|I||||||||||| |
| IIIIIIIIIII | lllllllllllllll | ,ΙΙΙΙΙΙΙΙΜΙΠΠΙΙΙΙΙΙΙΙΙ |
| jlflllllll | nilllllllllll | |||Ι|||ΙΙ|ΠΙ!Ι||Ι||||||| |
| 1 iliinilli | 111111111IIU1 |l | „III.. |
| HlllllllllM|| | Ι||Ι,ΐ"ΙΙί!ΐ|,ΐ|ι„Ι||1 | |
| 111! 1111111 |||||1ПШ | 1 r1 | И"1."‘""lilii |
I(П 111 III
, ,ll
1||||ΙΙΙΙΙ|||1ΙΙ""|| |ΐ|(ΙΙΙ..
"nil.""Ill
..„IU*1
Vl
Г i ,ιι
Г,1
η
Фигура 134.
Схема интерференционного компаратора Кестерса (о теории прибора см. Интерферометр) изображена на фигуре 135; свет гелиевой лампочки а проходит через щель б и после коллимации линзой в отражается системой призм г, д. При этом часть лучей, отраженных от поверхностей сравниваемых эталонов ей ж после интерферирования с лучами, отраженными от полупосеребренной поверхности з призмы б, отражается полупосеребренной поверхностью к и направляется в зрительную трубу л. Измеряемые плитки притерты на плоскую подставку мукоторой можно установочными винтами н придавать требующийся для получения достаточно резких полос незначительный наклон. В случае параллельности поверхностей обеих плиток взрительную трубу будет видна картина, изображенная на фигуре 135, Л. При освещении смешанным светом отдельные полосы, получающиеся в результате комбинации интерференционных явле_
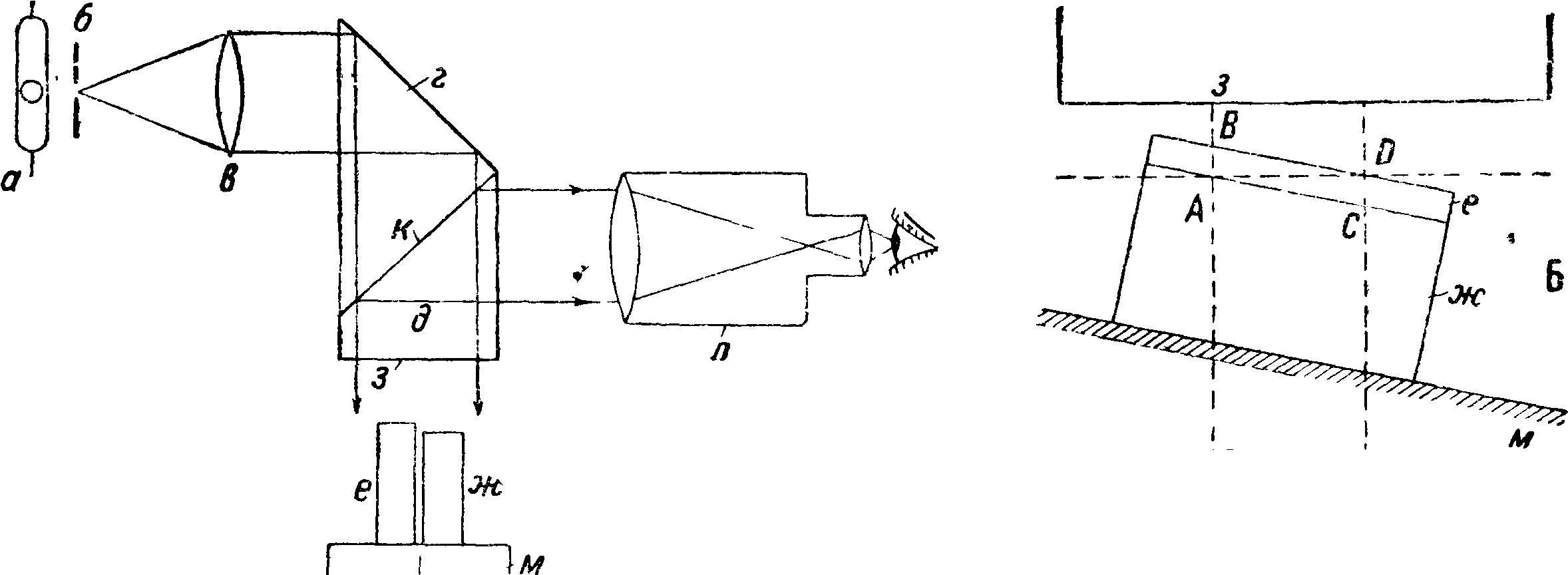
Фигура 135.
| К--л в I ο | ||||
| 1 | 1
__Ι_ |
|||
| J__ | ||||
ний волн разных длин, имеют различные цветовые оттенки, причем отдельные полосы выделяются своей б. или м. яркой и своеобразной окраской. Если такая полоса замечена на эталонах е и ж> причем на первом она занимает положение АВ, а на втором CD, то это показывает, что эти линии находятся на одинаковом расстоянии от поверх ности з (фигура 135, Б). Отмзтив положение этих полос в окуляре зрительной трубы посредством передвижных нитей, переходят на освещение мо-похроматич. светом, поставив соответствующий светофильтр; сосчитав затем число полос между нитями и помножив это число на половину соответствующей длины волн, получаем разность длин эталонов. В монохроматич. свете все полосы одинаково темного цвета; т. о. возможно лишь определить дробную часть числа смещения полос, для определения же целого числа приходится пользоваться смешанным цветом. Описанный метод пригоден лишь для сравнения длин двух эталонов, но с небольшим видоизменением им можно производить и измерения абсолютных длин. Прибором, специально приспособленным для измерений длин эталонов до 250 миллиметров длины, является интерферометр Кестере а, изображенный на фигуре 136. Пучок света от крипто
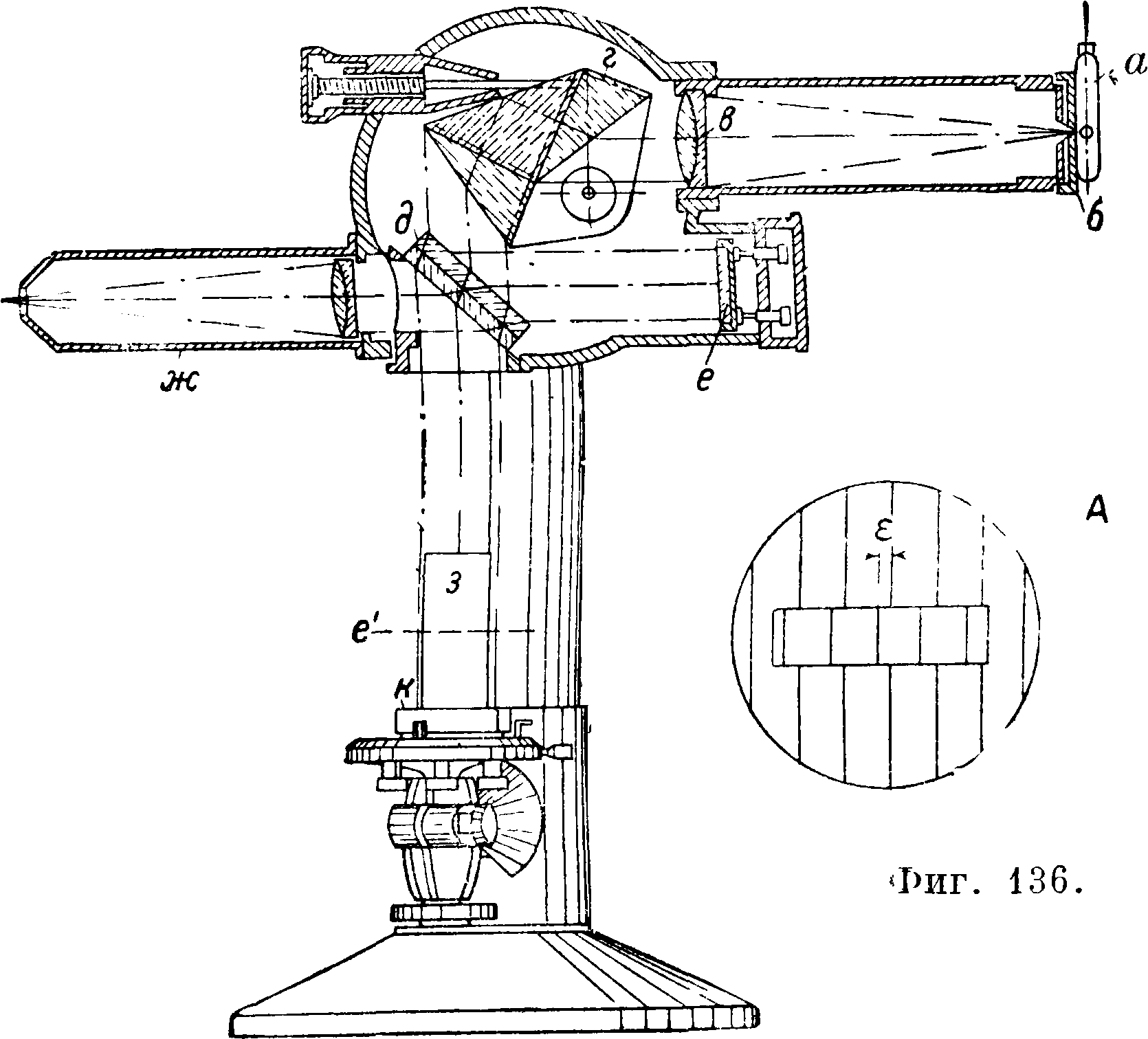
новой лампы а проходит через щель б и линзу в коллиматора, затем отклоняется в вертикальном направлении призмой г, причем он одновременно разлагается на составляющие цвета. Вертккаль-ный параллельный пучок монохроматического света падает на полупосеребренную двойную стеклянную пластинку д, причем часть лучей отражается, падает на зеркальце е, отразившись, снова проходит через пластинку д и собирается в фокусе зрительной трубы ж. Другая часть лучей, прошедшая через пластинку б, отражается от поверхностей эталона з и столика к, и затем, отразившись от полупосеребренной поверхности пластинки д, равным образом собирается в фокусе зрительной трубы. Придавая зеркальцу е небольшой наклон, можно заставить интерферировать оба пучка света, причем в зрительной трубе (при условии полной параллельности поверхностей столика и эталона) будут видны две системы равноотстоящих параллельных полос, пересекающих эталон (фигура136, А) и столик и смещенных на нек-рую дробную часть ε расстояния между ними. Величина ε м. б. измерена микрометрии, окуляром с точностью до двух и даже трех десятичных знаков. Образование интерференционных полос происходит так, как если бы поверхность отражения зеркальца е находилась в е, при этом порядок смещения полос равен сумме порядков при интерференции двух пучков, отраженных от столика и поверхности е и от последней и поверхности эталона; ясно, что т. о. ε соответствует порядку смещения полос, соответствующего пол ной длине эталона. Перенесение отражающей поверхности в плоскость е (которую располагают приблизительно на х/2 длины эталона) представляет ту выгоду, что 1) интенсивность обеих систем полос получается равной и 2) удваивается максимальная длина эталона, при которой вообще возможно получение интерференционных полос, ограниченная расстоянием между поверхностями отражения, равным 100—125 миллиметров. Определив дробные части смещения систем полос ε1, ε11, εΙΠ, er для четырех наиболее ярких линий спектра криптона, имеющих длины волн Аь Я2, А3 и Я4, определяют длину эталона методом совпадения, сущность которого заключается в следующем: истинная длина эталона равна
1=(Ν’ + εη £=(iV” + βΠ) I =
= (ΝΠ1 + e111)=(iV‘v + giv) i“,
где N1, Nu, iVln и NlY— целые числа порядков интерференционных полос. Длина эталона обычно известна до ±0,001-7- 0,002 миллиметров, то есть до
± (5 —10) у; пользуясь этим, принимаем какую-
либо длину волны, например Ях, за основную и определяем приближенное значение N1 как
—=iV-L=N1 ± (5 -f-10). Затем находят 21 точное значение длин, соответствующих порядкам интерференции N1 — 10 + εΐ5 Νχ — 9 4- ε1?. ., ±
4- ε15 iVj ± 1 4- ε^. ., Νι 4- 10 + εχ. и для каждой найденной длины определяют точно порядок интерференции для трех остальных волн, причем целые части не играют роли, а важны лишь их дробные части, которые назовем ε!11, ε2π ,. ., ε21π, ε^11, ε2ΙΠ ,. ., ε21ΙΠ и Τ. Д.
Располагая их сериями, соответствующими
| основному порядку | |||
| Ν, — 10 + Ν_ - 9 + i?! | ε “
ε 11 Ь2 |
P III
P III ε2 |
Р IV
P IV ε2 |
| -Μ + 10 + ε, | F 11 | p III fc2t | p IV ε2 L |
| замечаем, какие значения ным на опыте ε1, ε11 и εΙν | соответствуют найден-; найденный порядок | ||
N1 и будет истинным; находя затем соответствующие целые части N11, N111, N1Y остальных трех порядков и определяя длины эталона, выводим среднюю длину его, к-рую необходимо исправить на г°, на изменение длины волны в зависимости от t° и давления и на толщину пленки притирки. Полученные результаты точны до ± 0,02 μ. Практич. применение этого способа значительно облегчено Кестерсом, издавшим таблицы совпадений для четырех длин волн криптоновой лампы через 0,01 Я2 для N=0 -4- 10. Длины волн особенно ярких линий спектра, применяемых в тех-нич. интерферометрии, приведены в таблице 8.
Б. Шкальные оптические И. и. значительно проще и удобнее в работе, чем интерференционные приборы и поэтому большое число их стало необходимой принадлежностью всякой точной заводской измерительной лаборатории. Эта группа И. и. может быть разбита на 3 класса: 1) И. и., основанные на оптич. увеличении шкал с применением луп и микроскопов, 2) то же, но с применением проекционных приборов и 3) зеркальные И. и. Уже простое пользование лупой позволяет повысить в 3—5 раз точность измерений в пределах, допускаемых ошибкой самого И. и. Прибором, основанным на непосредственном увеличении масштаба, является тол-щемер по Аббе, изображенный на фигуре 137. Измеряемый предмет кладется на наковаленку а,
и на него опускается под действием собственного веса щуп б, в верхней части которого прикреплен
Таблица
-Д лины волн некоторых ярких линий спектра (в μ).
Излучающий элемент
Цвет линии
Длина волны
Исследователь
Криптон.
Кадмий.
Ртуть
Гелий.
Желтая
Зеленая
Фиолетовая
Красная
Зеленая
Синяя
Желтая I » II Зеленая Фиолетовая Красная Желтая Зеленая I » II
0,58709154
0,55702892
0,4319580
0,42739696
0,64384696
0,50858220
0,47999085
0,57906638
0,57695996
0,54607430
0,43583250
0,6678149
0,5875618
0,5047736
0,5015675
Перар
Бюро стандартов То же Бенуа, Фабри и Перо Перар Майкель-сон и Бенуа
Перар
Меррилл
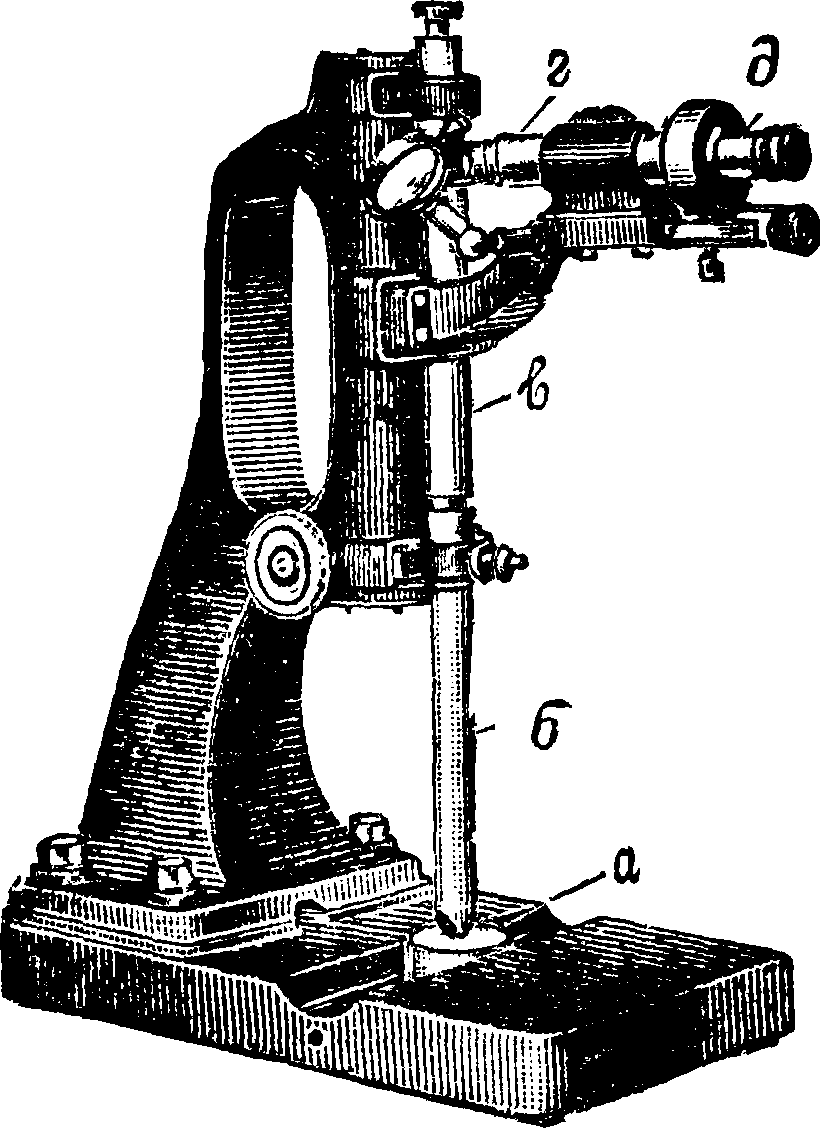
Фигура 137.
разделенный на 0,1 миллиметров масштаб в Отсчет показаний производится микроскопом г с увеличением в 50 раз. Целые и десятые доли миллиметров отсчитываются по масштабу, а определение сотых и тысячных долей производится микрометрическим окуляром д.
Столь высокая точность при простоте конструкции обусловлена тем, что в этом приборе выполнены оба принципа Аббе.
На том же принципе основан оптический зубомер системы Цейсса (фигура
138). Система измерения аналогична описанной выше (фигура 86); перемещения мерной ножки А и ограничителя глубины В измеряются по шкалам, нанесенным на связанных с ними стеклянных пластинках, рассматриваемых в лупу В с 35-кратным увеличением. Точность отсчета равна 0,02 миллиметров, пределы применения—модуль 1,5—18 миллиметров. Оптический угломер сист.
Цейсса изображен на фигуре 139; отсчет установки подвижной линейки а, за-крепляемой рычажком б, производится по делениям, нанесенным на связанном с ней стеклянном диске и рассматриваемым в сильную лупу В. Наименьшее деление составляет 10, точность отсчета — 5. Изображенный на фигуре 140 измерительный микроскоп предназначается для непосредственного измерения длин и углов. Он состоит из крестового предметного столика а, перемещаемого двумя микрометрия, винтами б и в по взаимно перпендикулярным салазкам; в качестве визирного приспособления служит микроскоп г с увеличением в 30 раз, укрепленный на штативе д, на
138. J
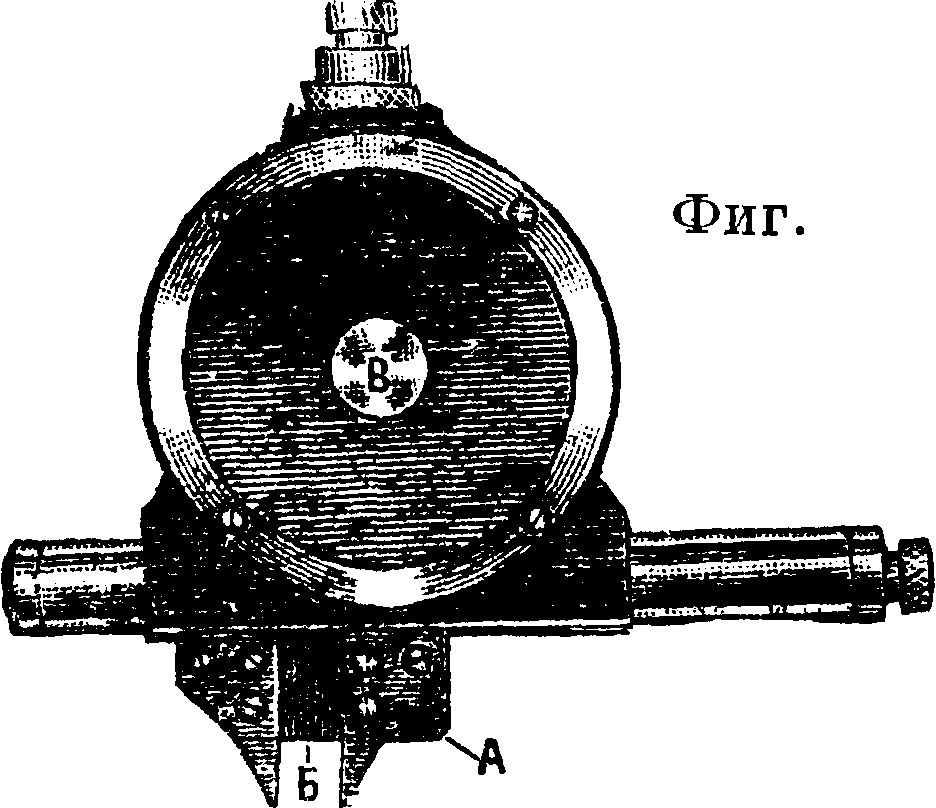
клоняемом на ± 8° от вертикали для удобства измерения винтовых нарезок. Микрометрия, винты имеют ход в 25 миллиметров при точности отсчета^0,005 миллиметров границы перемещения продольных салазок увеличены до 75 миллиметров путем вдвигания мерных плиток длиной 25 и 50 миллиметров между упором е и несущими столик салазками. Микроскоп снабжен угломерным окуляром ж, допускающим измерение углов с точностью до 1. Измерение длин сво
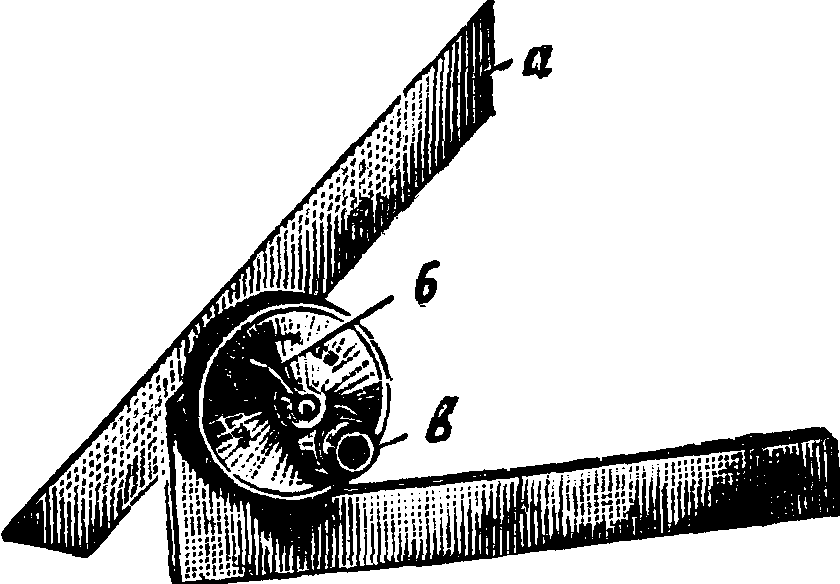
дится к перемещению измеряемого объекта с помощью микрометрия, винтов и сравнению отсчетов на барабанах Фигура 139. после подведения по следовательно концов измеряемого отрезка под пересечение нитей окуляра. Применение микрометрия, винтов ограничивает точность И. и.; для более точных инструментов применяют масштабы. Основанный на том же принципе, что и толщемер Аббе (смотрите выше), аппарат для измерения кулачковых валов (фигура 141)состоит из оптич. или обыкновенной делительной головки а (устройство см. Делительные приборы),
служащей для определения углов поворота кулачкового вала б, и аппарата, измеряющего радиаль-, ное отстояние поверхности кулачка от оси вращения. Этот последний аппарат состоит из плунжера в, прижимаемого к кулачку лой грузом г и снабженного деленным на миллиметров масштабом, в микроскоп д дробные доли окуляром е со спиральным микрометром. Микрометр состоит из вращающейся в фокусной плос-
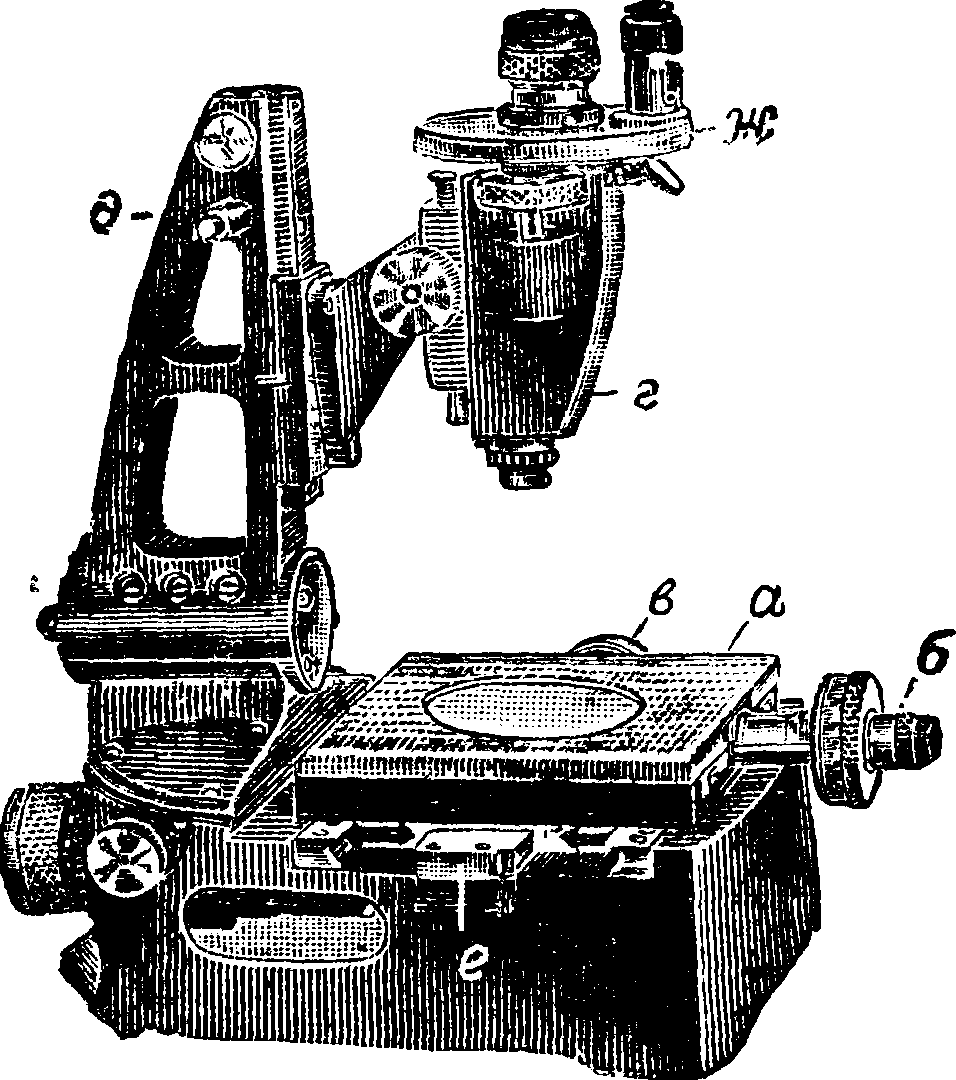
Фигура 140.
с постоянной си-стек лян ным, раз-рассматриваемым миллиметров определяются
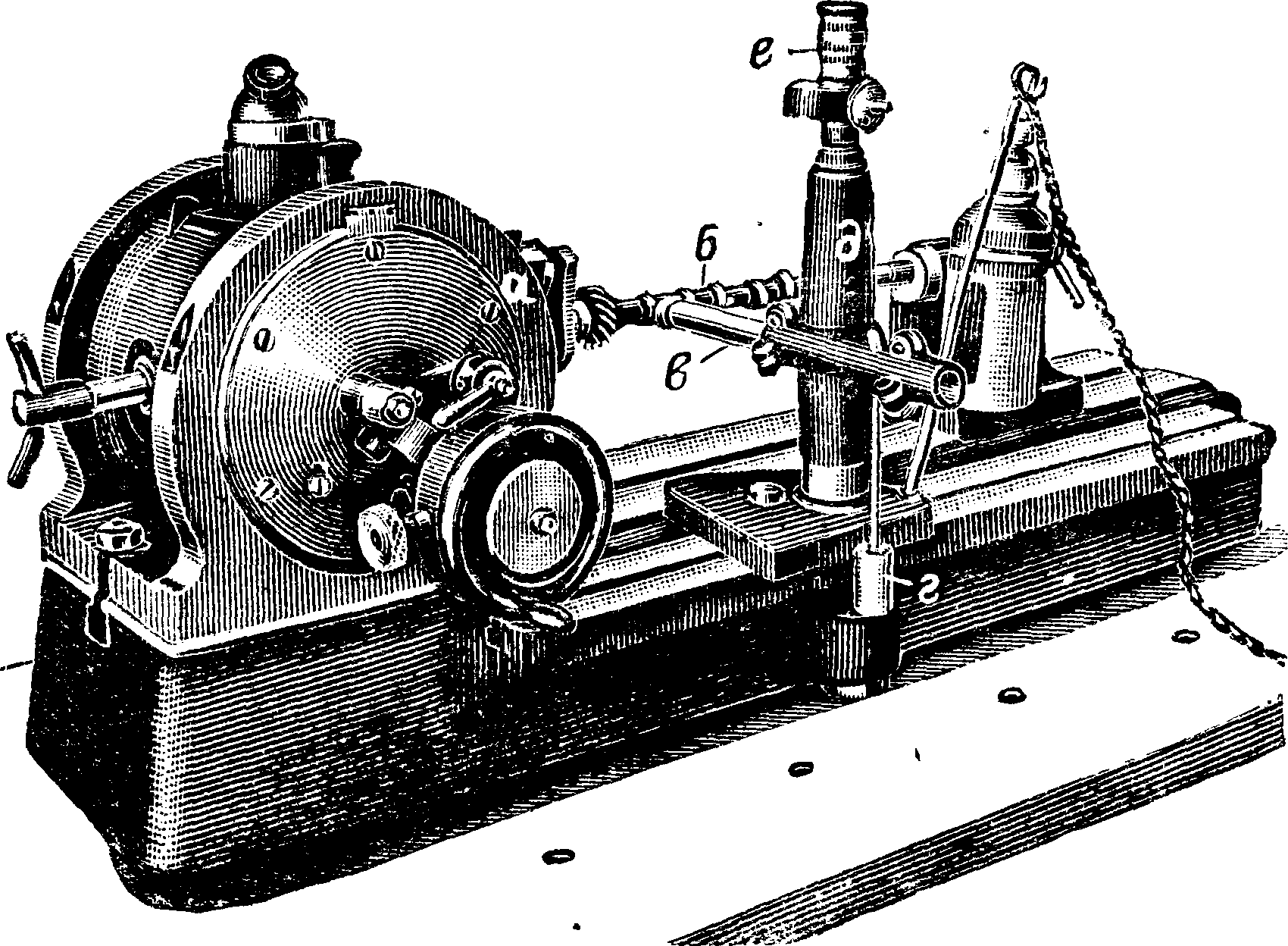
Фигура 141.
кости окуляра стеклянной пластинки с нанесенной на ней двойной архимедовой спиралью а (фигура 142) с расстоянием между серединами витков, равным при данном увеличении 0,1 миллиметров. Окружность пластинки разделена на 100 ч.; т. о. поворот ее на одно деление соответствует перемещению спирали в радиальном направлении на 0,001 миллиметров. Вторая неподвижная стеклянная пластинка несет светлую полоску б, ограничивающую поле наблюдения, индекс в, указывающий доли окружного деления и неподвижный масштаб г, указывающий десятые доли миллиметров. Повернув микрометрическую пластинку т. о., чтобы измеряемый штрих пришелся как-раз по середине между штрихами спирали по неподвижному масштабу, можно отсчитать десятые доли миллиметров, а по окружным делениям — сотые и тысячные доли; десятые доли μ легко м. б. определены нагл аз. Изображенная на фигуре 142 установка соответствует расстоянию в 3,3248 миллиметров. Точность спирали ±0,5 μ, точность делений при шкале ДО 50 миллиметров, ±0,5 μ, ДО 100 миллиметров ± 2 μ, до 200 миллиметров ± 3 μ. Дальнейшим развитием этого принципа
Фигура 143.
является оптич. мерительная машина сист. Цейс-са, общий вид которой изображен на фигуре 143, а схема устройства на фигуре 144. Машина состоит из неподвижной при измерении задней бабки а и измерительной бабки б, несущей микроскоп в
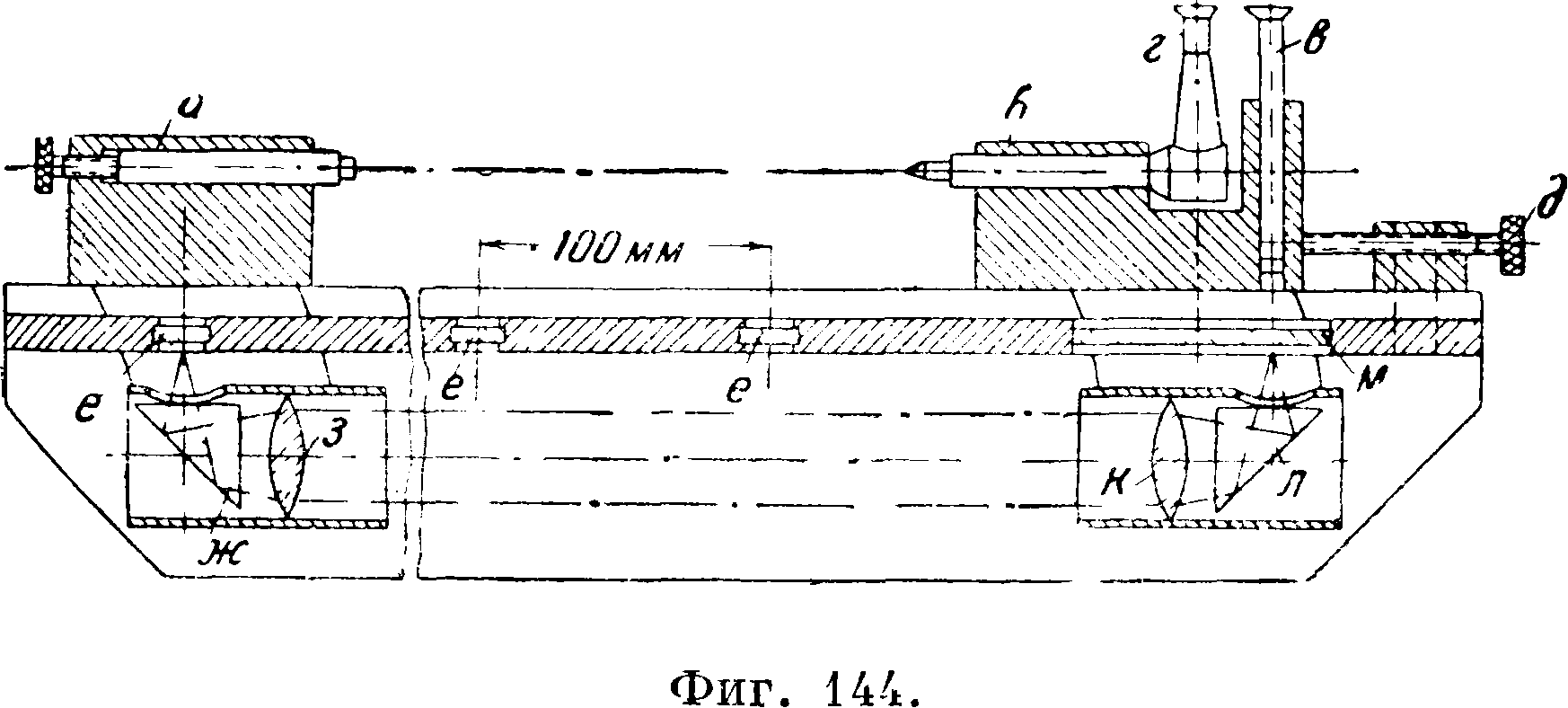
и оптиметр г (описание смотрите ниже) и перемещаемой в пределах 100 миллиметров вручную винтом д. Для измерений длин больше 100 миллиметров задняя бабка перемещается скачками по 100 миллиметров и устанавливается против вделанных в стальную линейку стеклянных пластинок е с нанесенными точно на расстоянии 100 миллиметров друг от друга двойными штриховыми метками. Бабка а несет на особом плече под шкалой призму ж и коллиматор з проектируемое последним в бесконечность изображение штриха пластинки е рассматривается укрепленной в бабке б оптич. системой, состоящей 1) из линзы к и призмы л, образующих действительное изображение штриха пластинки е в плоскости разделенного на 0,1 миллиметров масштаба м и 2) из микроскопа в, в к-ром т. о. одновременно видны штрих пластинки е и деления масштаба м. То обстоятельство, что плоскость масштаба не совпадает с плоскостью измерения, как того требует второй принцип Аббе, здесь сделано безвредно путем следующего приема. Известно, что всякая оптич. система имеет т. н. переднюю узловую точку; она характеризуется тем свойством, что незначительные качания системы вокруг этой точки не сопровождаются изменением в бесконечности изображения, лежащего в фокусной плоскости системы. Т. о. наблюдаемое при помощи оптич. системы подвижной бабки б находящееся в бесконечности изображение штриха пластинки е не будет перемещаться при вращении системы бабки а на небольшой угол вокруг узловой точки. Для системы, состоящей из коллимационной линзы и зеркала, эта точка лежит за фокусом на расстоянии, равном фокусному расстоянию. Т. о., помещая мерную точку (то есть точку соприкосновения мерной поверхности задней бабки с измеряемым предметом) в узловую точку, мы исключим влияние перекосов бабки на результаты измерения; так как всякий поворот ее м. б. приведен к поступательному перемещению и вращению-вокруг узловой точки, первое сопровождается соответственным равным перемещением мерной точки и штриха, а второе не вызывает никакого передвижения обеих точек. Измерение производится след, обр.: после грубой установки задней бабки помощью ручного маховичка и шкалы на передней грани станины на одну из 100-мм меток пластинок е устанавливают мерную бабку сначала грубо вручную, затем винтом д до соприкосновения мерной поверхности плунжера оптиметра с поверхностью измеряемой концевой меры. Теперь, смотря в микроскоп, устанавливают бабку б т. обр., чтобы видимый в поле зрения микроскопа (фигура 145, А) двойной штрих пластинки (штрих 4, то есть 400 миллиметров) встал точно посредине над ближайшим штрихом 100-мм шкалы (штрих. 50,2 миллиметров, то есть в сумме 450,2 миллиметров), теперь обе бабки установлены точно на определенное до десятых, долей миллиметров расстояние; отклонение от нее измеря-
30 ^ 20 10 и 10 20 30 40 I 6·
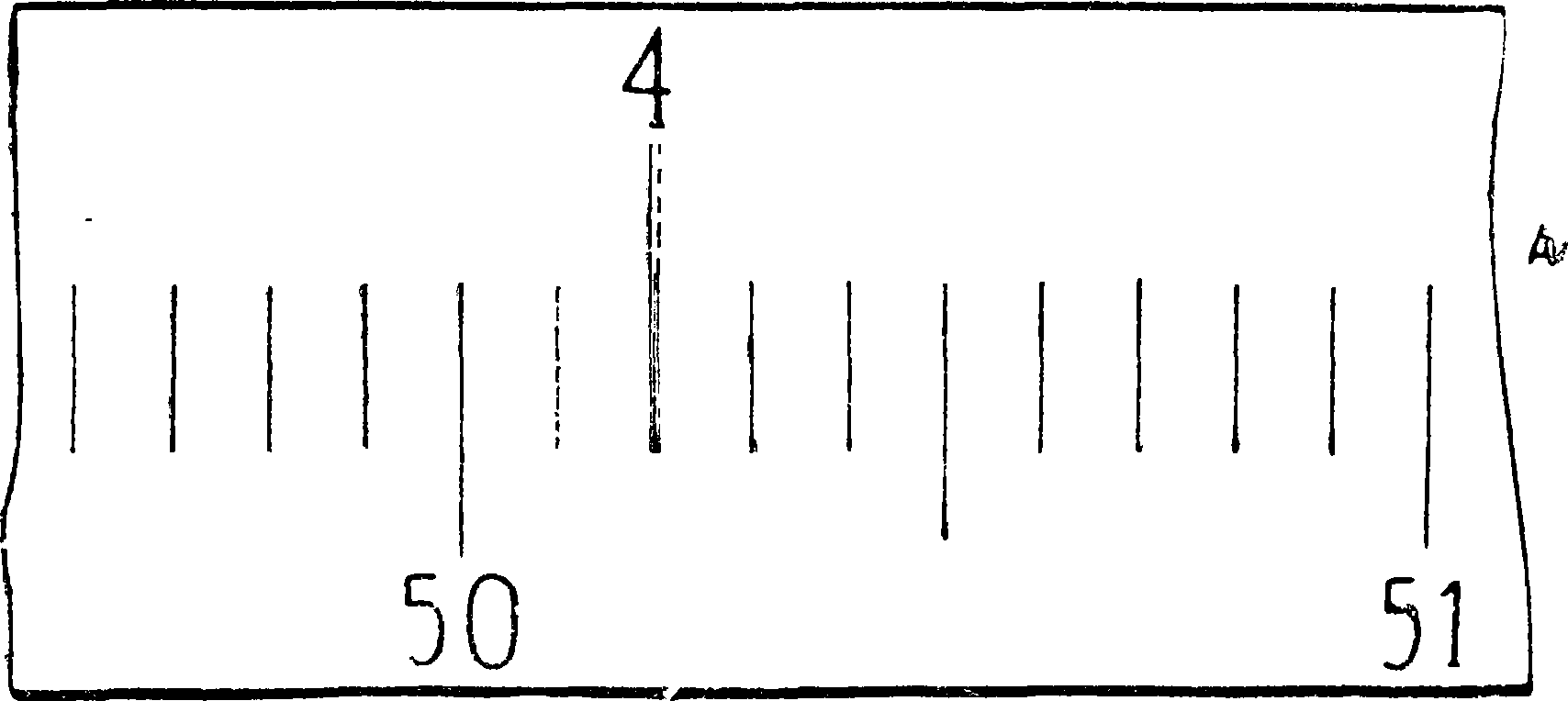
Фигура 115.
емой длины отсчитывается в 0,001 миллиметров по шкале оптиметра (фигура 145, В), указывающего их с соответственным знаком ± или — (на фигура 145—0,0015 миллиметров, то есть полная длина 450,1985 миллиметров). Постоянство мерного давления обеспечивается
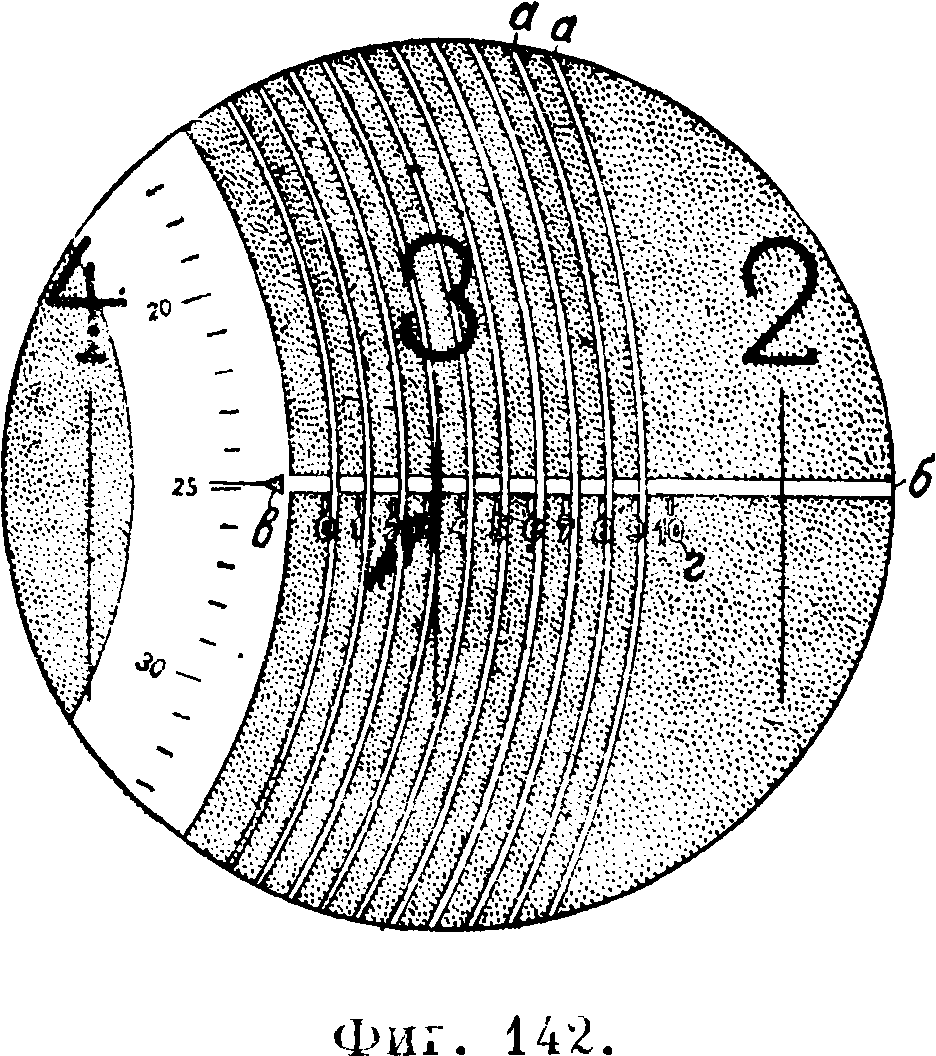
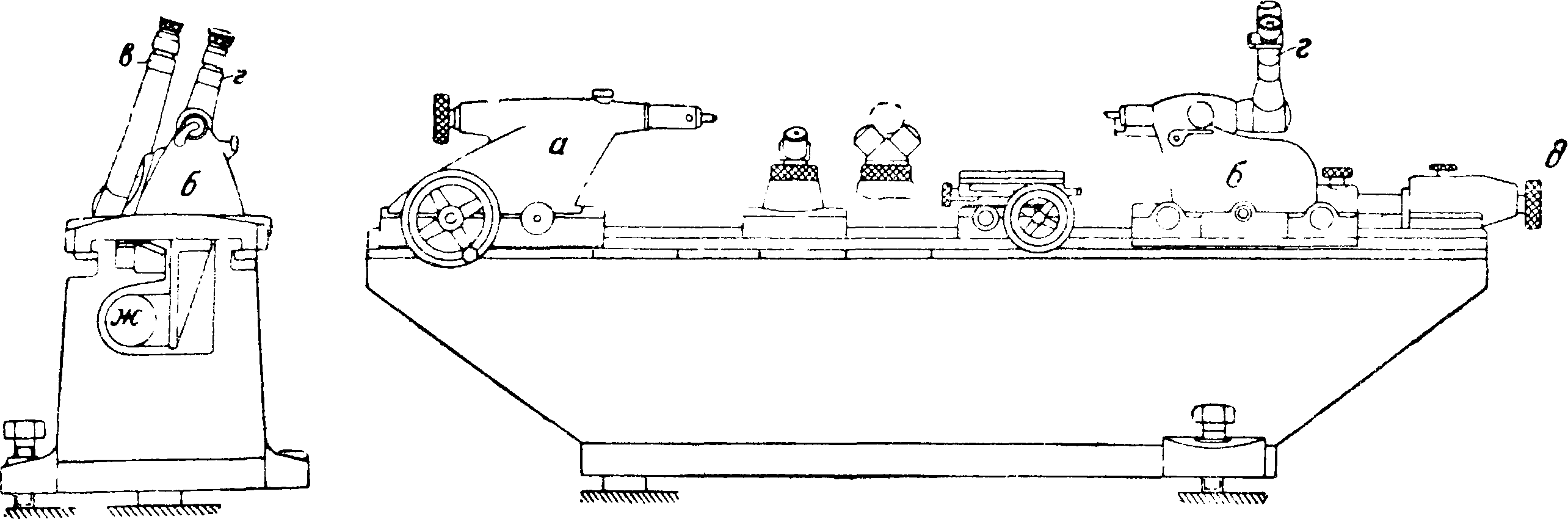
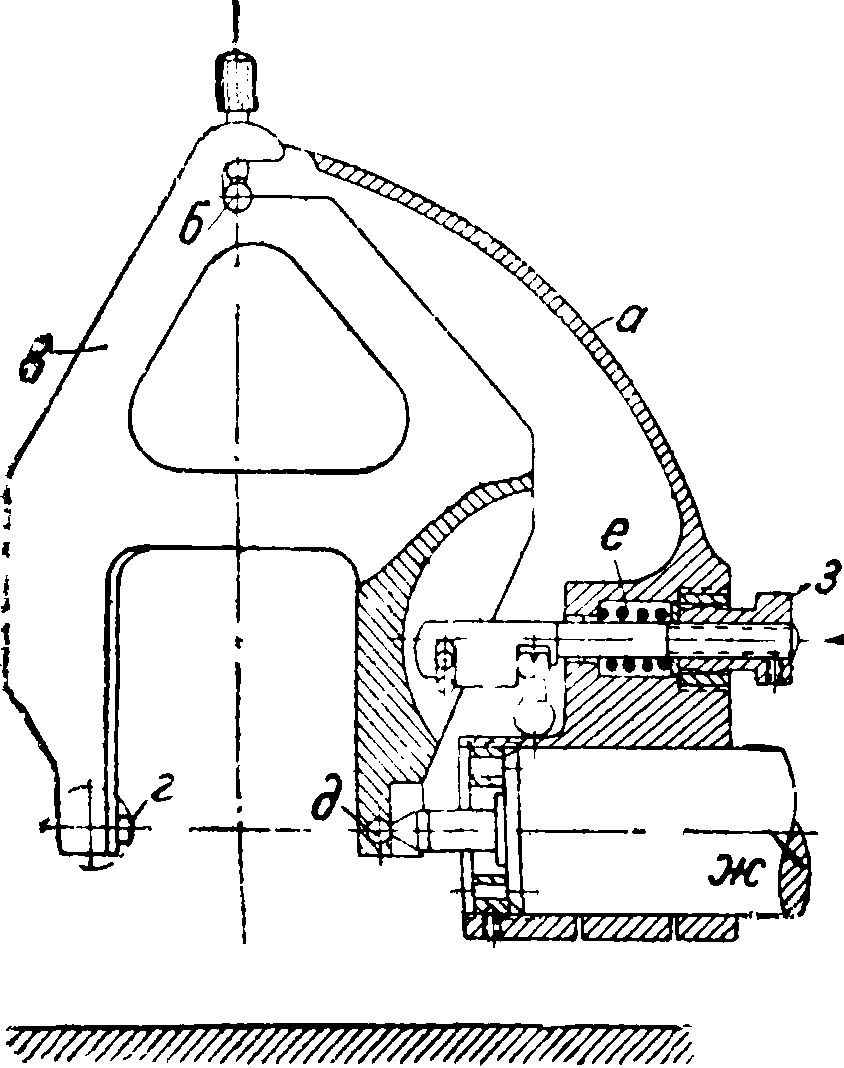
Фигура 146.
Фигура 147
оптиметром, у которого оно ~200 г. При измерениях концевых мер для избежания ошибок от не-
перпендикулярности мерных площадей к направлению измерения укладывают меру на подставки, допускающие незначительные угловые перемещения ее, и, слегка поворачивая «меру в горизонтальной и вертикальной плоскостях, определяют наименьшее из показаний оптиметра. Для измерения внутренних размеров (например кольцевых калибров) применяют мерные скобы: одну — неподвижную,
надеваемую на неподвижную бабку, и одну — подвижную (фигура 146), надеваемую на измерительную бабку. Она состоит из станины а, закрепляемой на оправе оптиметра ж и подвешенной в ней на оси б скобы в, снабженной двумя шаровыми мерными поверхностями г и д, из которых одна г опирается на внутреннюю поверхность кольца, а другая д — на мерную поверхность плунжера оптиметра. Пружина е, регулируемая винтом з, обеспечивает хороший контакт между мерными поверхностями измеряемого предмета и скобы.
Принцип проекций применяется главным образом для измерения сложных контуров. Изображенный на фигуре 147 компаратор Гарт-нес служит преимущественно для проверки формы винтовых нарезок. Он состоит из лампы а, снабженной конденсором б и бросающей сильный пучок света на исследуемый объект, помещаемой на переставляющихся по высоте центрах на столике в; силуэт измеряемой поверхности в увеличенном микроскопом г виде после отражения от зеркала д изображается на матовом стекле е, на котором нанесены контуры, соответствующие в данном увеличении допускаемым отклонениям нарезки от правильной формы; на на фокус совершается наклонением всей оптическ. системы винтом ж. Применение светового луча в качестве практически лишенного массы и прямолинейного рычого любой длины позволяет достигнуть в построенных по этому прин ципу зеркальных И. и. большой точности. Типичным образчиком является оптиметр сист. Цейсса, внешний вид которого изображен на фигуре 148а, а оптич. схема на фигуре I486. Отбрасываемые зеркальцем а лучи света проходят через призму б с полным внутренним отражением с начерченной на передней плоскости шкалой б, затем отражаются призмой в объектив г и после отражения от1 подвижного плоского зеркальца д проходят тот же путь обратно, давая изображение шкалы б в фокальной плоскости окуляра е, в которой также лежит стеклянная пластинка б" со штрихом-индексом. Зеркальце, постоянно притягиваемое пружиной книзу, опирается на ножевую призму ж и мерный плунжер з, находящиеся друг от друга на расстоянии b миллиметров. Перемещение плунжера на величину s вызывает отклонение зеркальца, сопровождающееся сдвигом δ изображения шкалы, равным
(54)
<5=|К Ln, 1
где L — длина пути лучей от зеркальца до индекса, п — линейное увеличение окуляра. В оптиметре b 5 миллиметров, L ^ 250 миллиметров, п ^ 10; т. о. общий коэф. увеличения равен 1 000, и подъему плунжера на 1 μ соответствует перемещение шкалы
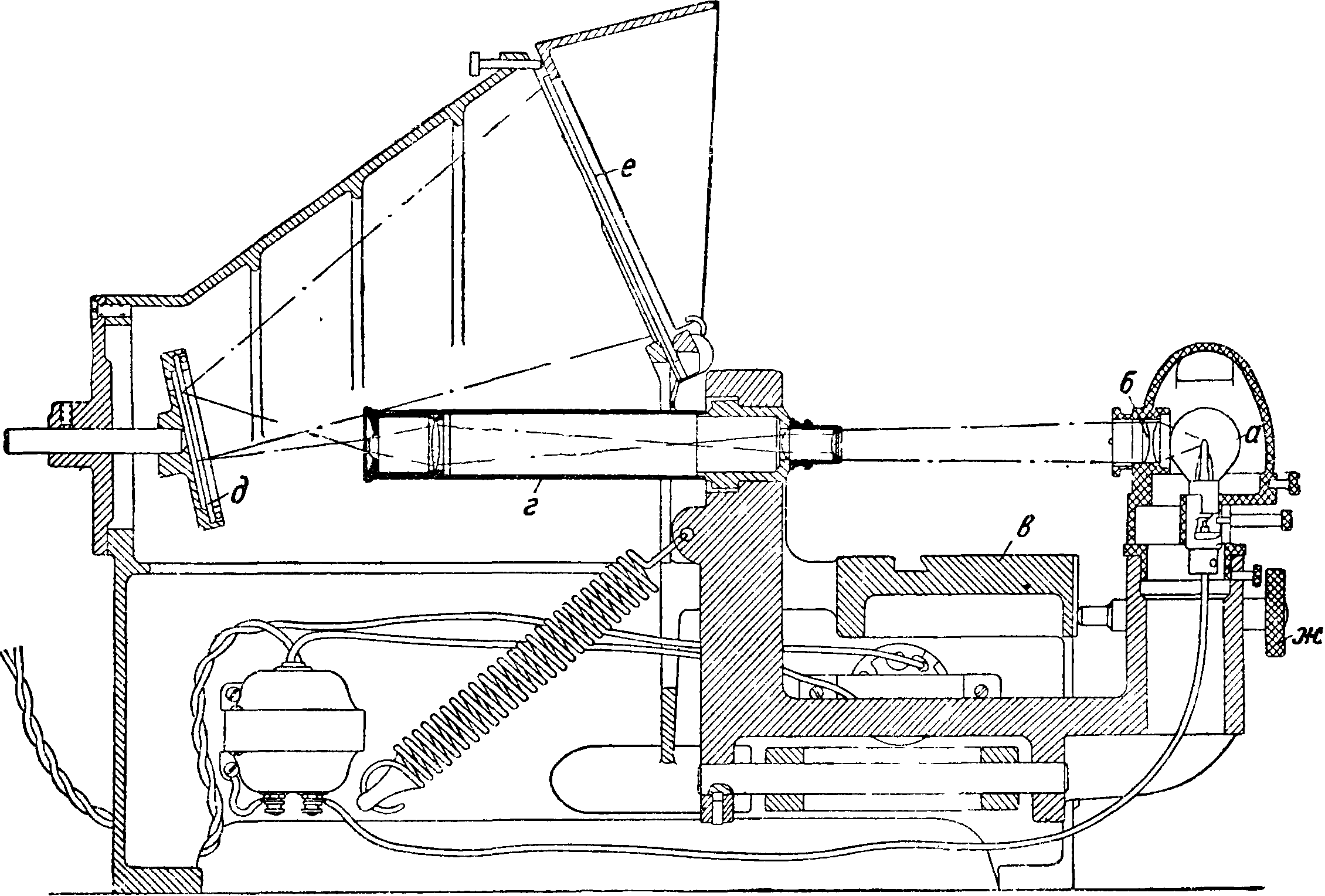
Фигура 148а.
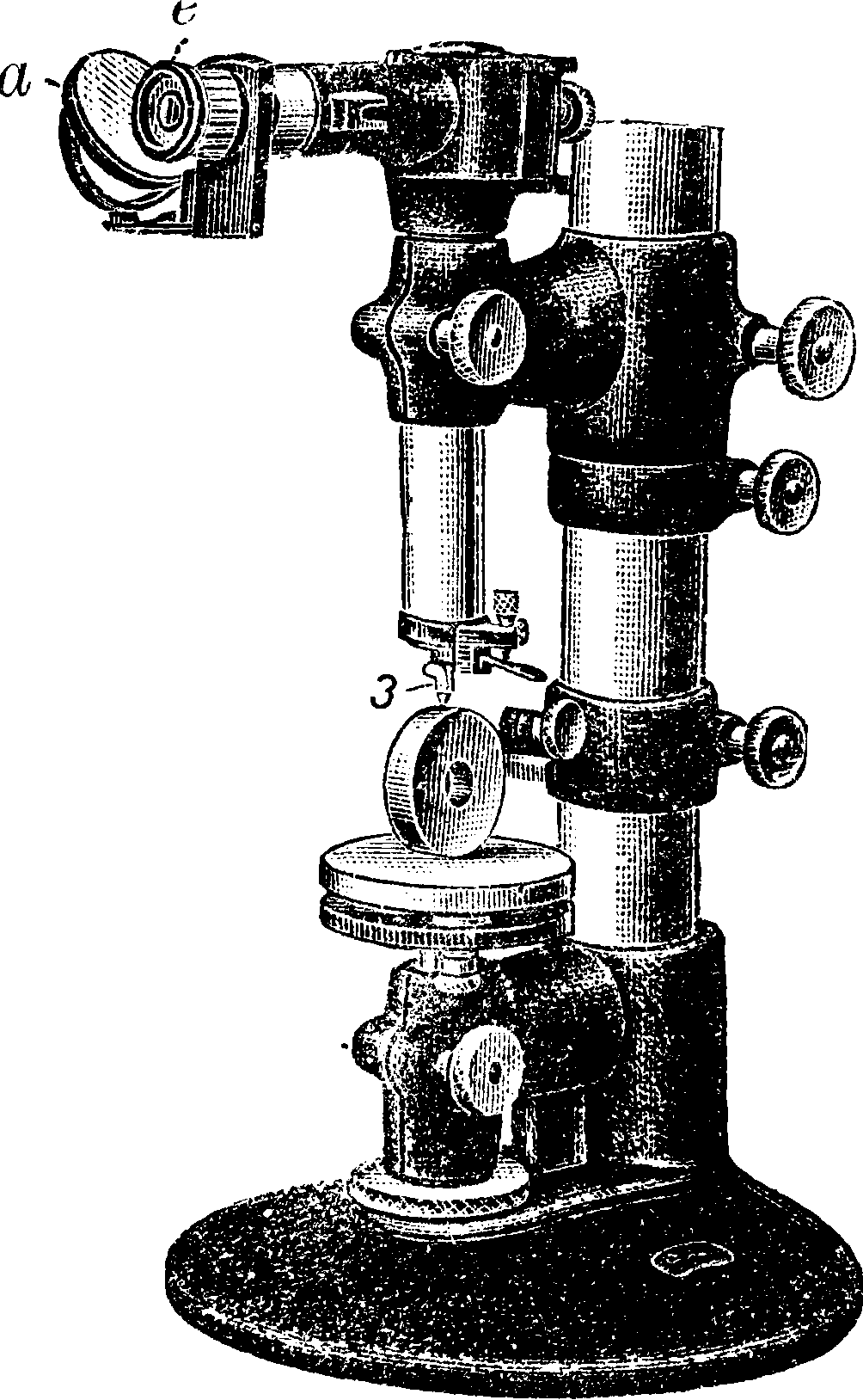
на 1 миллиметров. Применение оптиметра так же разносторонне, как и аналогичных механич. рычажных индикаторов. Увеличение точности отсчета может идти путем увеличения угла отклонения луча при неизменном угле зеркальца посредством включения промежуточного неподвижного зер- ‘ кала. Эта схема применена например в цейс-совском ультраоптиметре и в мерительной машине Рида.
Оптическая схема ультраоптиметра изображена на фигуре 149: а—лампа, б—шкала, в— наковаленка, г — плунжер, д — подвижное зеркальце, е — конденсор, ж — коллиматорная линза, з — неподвижное зеркальце, к — объектив, л — индексная черта, м — окуляр; заштрихован световой пучок, изображающий крайнее деление шкалы ( + 83 μ) при наклоне зеркальца на угол а. Степень увеличения i равна
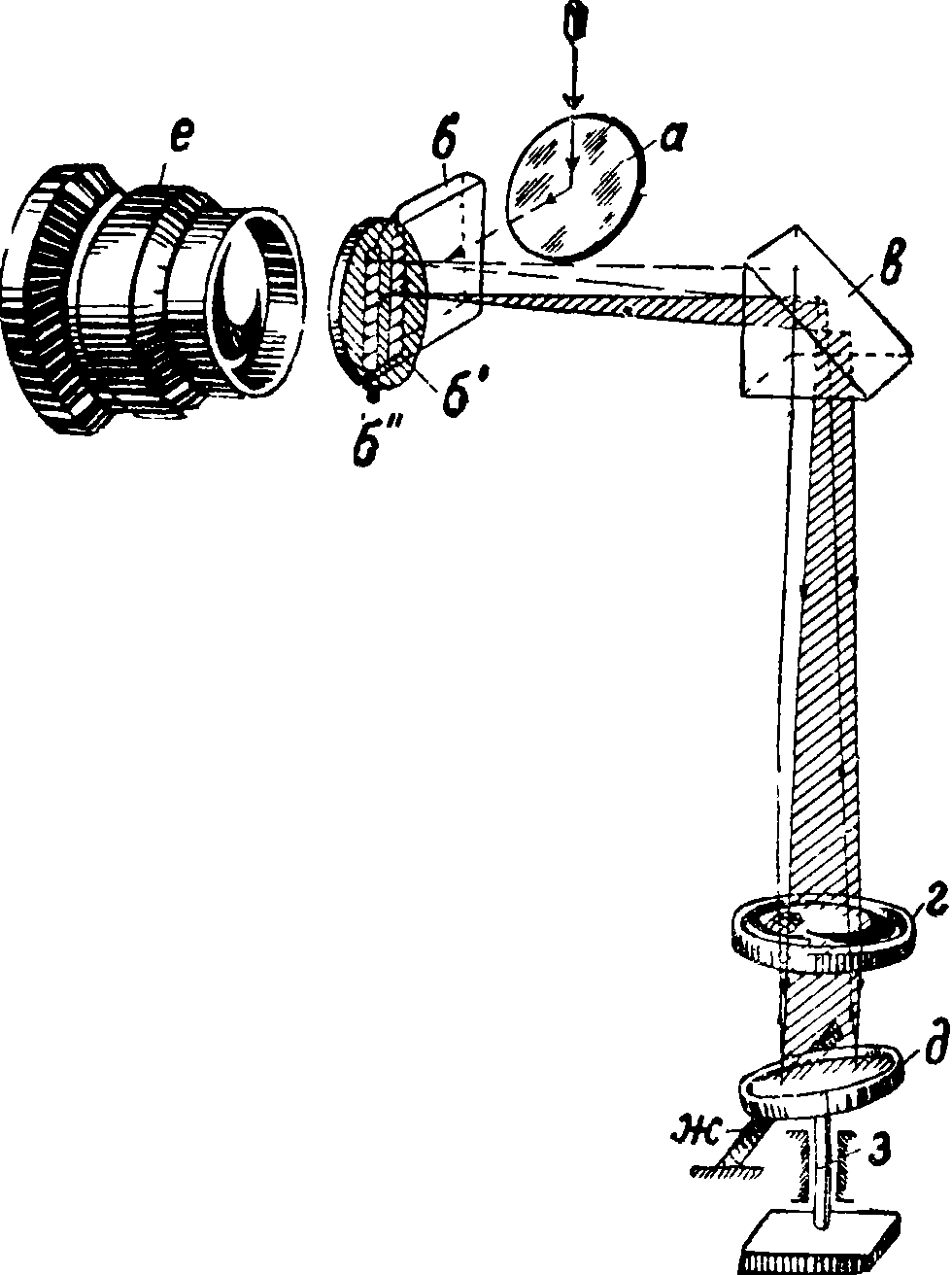
Фигура I486.
4 Т
; 5 000,
где η — линейное увеличение окуляра. Перемещению плунжера на 1 μ соответствует перемещение разделенной на 0,2 μ шкалы на 5 миллиметров; т. о. можно легко определять десятые доли μ наглаз.
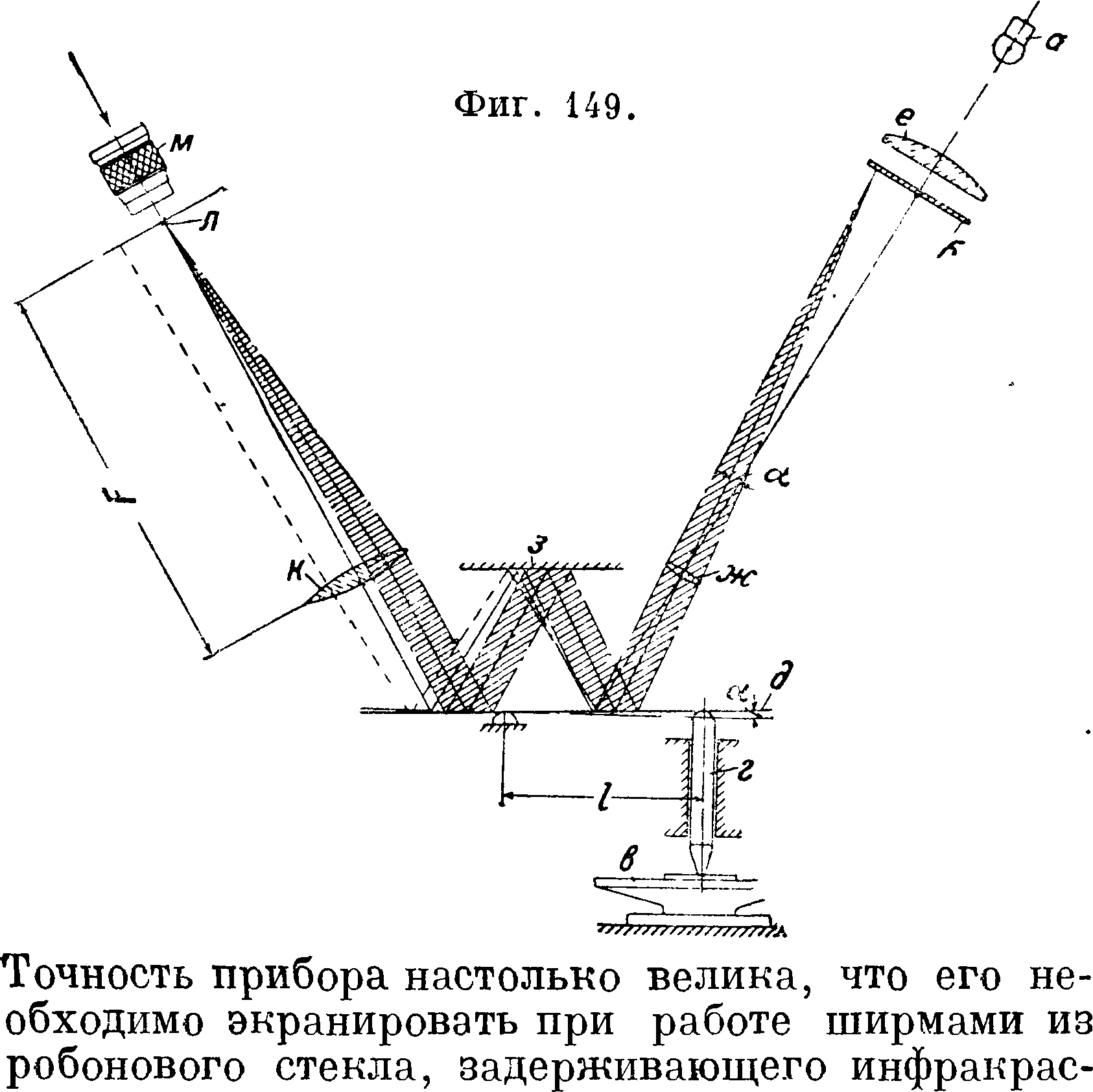
ные тепловые лучи.
Соединение оптич. и механич. рычагов проведено в более грубом, пригодном для контроля точной продукции в цехах, И. и. м и-к р о л ю к с сист. Вернера. Общий вид прибора изображен на фиг .150, а схема устройства— на фигуре 151. Механич. рычаг а с отношением плеч 1 : 10 передает перемещения s мерной поверхности винта б увеличенными в 10 раз на рычажок в, соединенный с вращающимся вокруг оси зеркальцем г; последнее отбрасывает лучи света от лампочки д на цилиндрич. матовое стекло е, на котором появляется светлый круг с изображением нити, натянутой около линзы ж. Отношение длины рычажка в к радиусу стекла е равно 1 : 50; т. о. общее увеличение прибора i=1 000 и изменения замеряемых размеров в ± 1 μ обнаруживаются без труда. Индексы к и л устанавливаются по шкале на допустимые отклонения размера изделия от нормального, устанавливаемого по калибру. Построенный по этому же принципу компаратор для концеЕых мер системы Дж. Сирса при общем коэф-те увеличения, равном 26 400, позволяет измерять отклонения размеров в i0,025 μ.
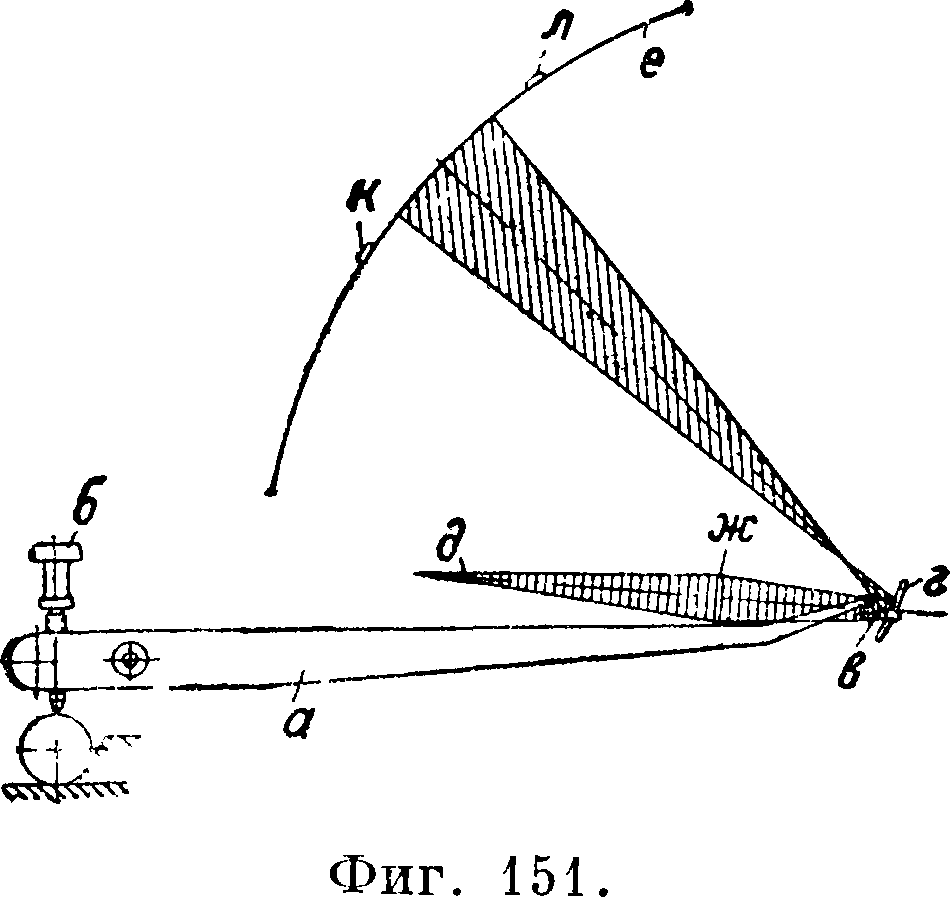
Интересный тип специальной мерительной машины с оптич. записью наблюденных результатов изображен на фигуре 152. Машина сконструирована для выверки параллельности трех кольцевых плоскостей микрофонной мембраны а, которая вращается электродвигателем б. На каждую из испытуемых плоскостей опирается конец легкого рычажка в, другой конец которого заканчивается тонкой проволочкой, помещающейся в параллельном пучке световых лучей, испускаемых лампой г. Тень, даваемая каждой проволочкой, отбрасывается отдельной призмой ди д2и д3, после чего лучи собираются цилиндрич.
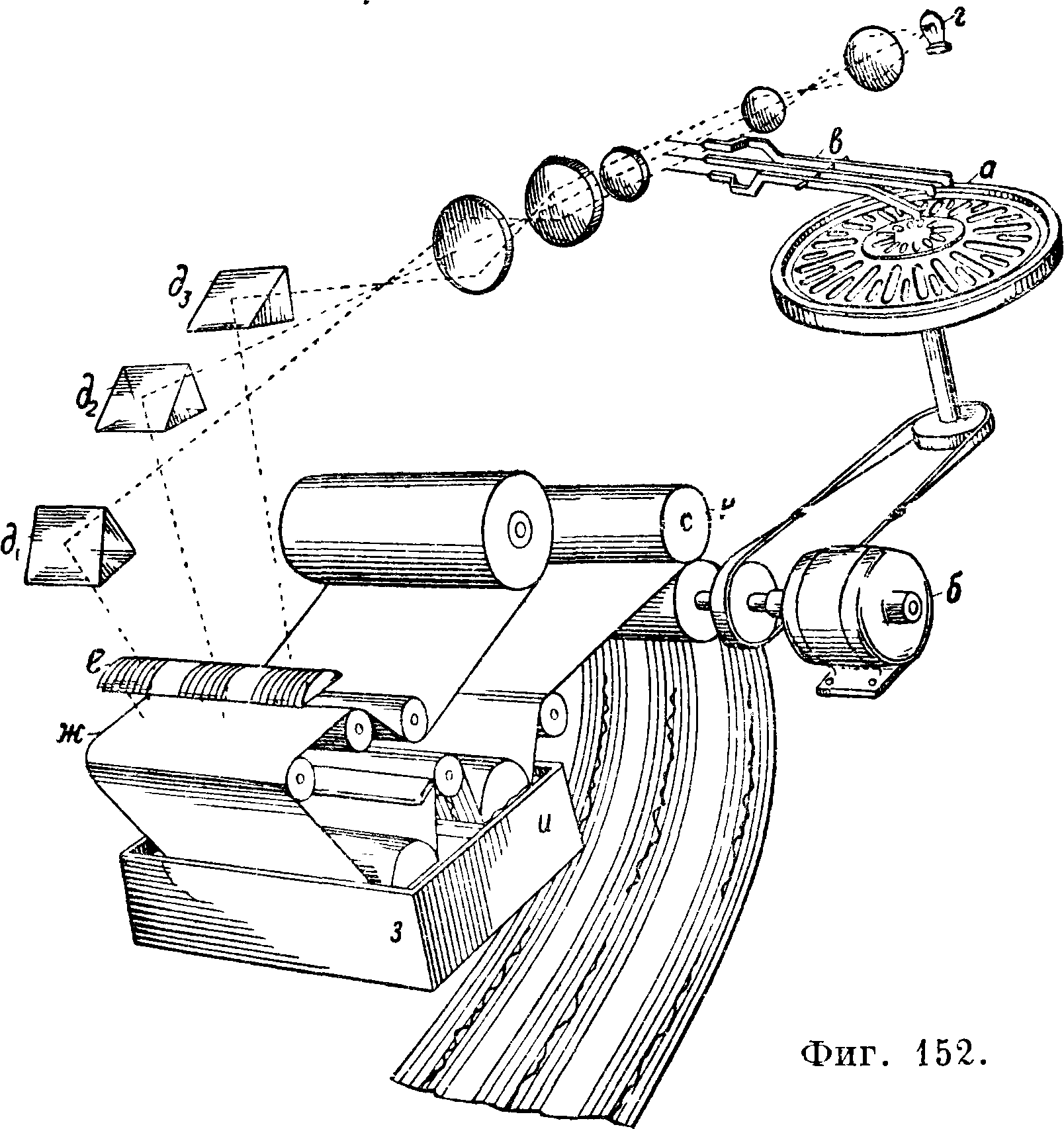
линзой е, дающей изображение на светочувствительной бумаге ж, сматываемой с рулона тем же двигателем. Для одновременного нанесения сетки на бумагу на линзе е нанесен ряд тонких черных чертёж Бумага проявляется и фиксируется в ваннах з и и, потом отжимается вальцами к, после чего мы имеем для каждой из трех плос- _(—, .—.
костей свою диаграм- ]- 4--[Γ4ΞΞΒ---Λ
му отклонений, позво- Ί
ляющую судить о пригодности мембраны. g
Инструменты для из мерения винтовой резь Ίτ—
бы представляютсобой обособленную, сильно специализированную группу И. и. К бесшкельным резьбовым И. и. принадле- Фигура 153.
жат винтовые калибры
(смотрите), отличающиеся от гладких калибров как формой мерных поверхностей, так и тем, что для измерения различных важных элементов винтовой нарезки (смотрите) приходится применять различные методы измерения. Для измерения диаметров нарезки среднего, наружного и внутреннего м. б. применены микрометры, снабжаемые для этой цели особыми насадками, вставляемыми в отверс-тия, высверленные в пятке и скалке микрометрии, винта. Измерение наружного диаметра производится плоскими вставками (фигура 153. А), имеющими достаточно большую мерную поверхность, чтобы захватить с обеих сторон не меньше двух ниток. Для измерения внутреннего диаметра применяют насадки, состоящие из вставляемой в пятку гребенки а (фигура 153, Б) и вставляемого в микрометрия. винт конуса б, углы заострения и радиусы закругления которых меньше соответствующих измеряемой нарезки; т. о. соприкосновение мерных поверхностей происходит по дну нарезок. Для
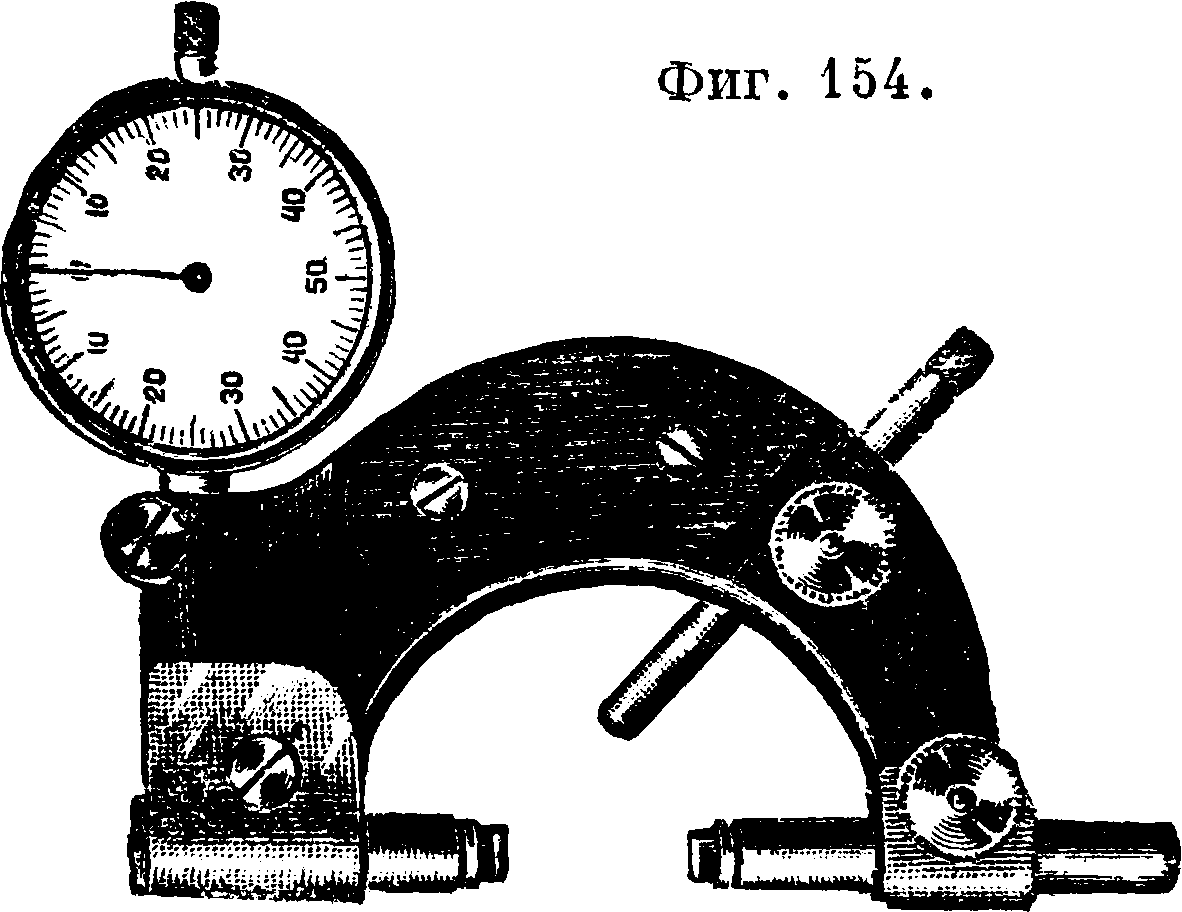
замера среднего диаметра применяют аналогичные насадки, имеющие правильный угол и укороченные мерные поверхности (фигура 153, В), соприкасающиеся с измеряемой нарезкой по среднему диаметру ее. Применение мерного индикатора для сравнения нарезки с резьбовым эталоном показано на фигуре 154; в виду того что здесь обе мерные поверхности не вращаются, как в микрометре, возможно применение двух гребенок а и б соответственной формы (фигура 155) вместо конуса на мерной скалке у микрометра. Очень точным способом измерения среднего диаметра нарезки при условии правильности угла ее является применение метода трех проволочек, заключающегося в том, что в нарезки помещают три калиброванные проволочки а (фигура 156) диам. d, затем измеряется наружный размер L по проволочкам; тогда средний диам. Dcp нарезки м. б. определен по ф-ле
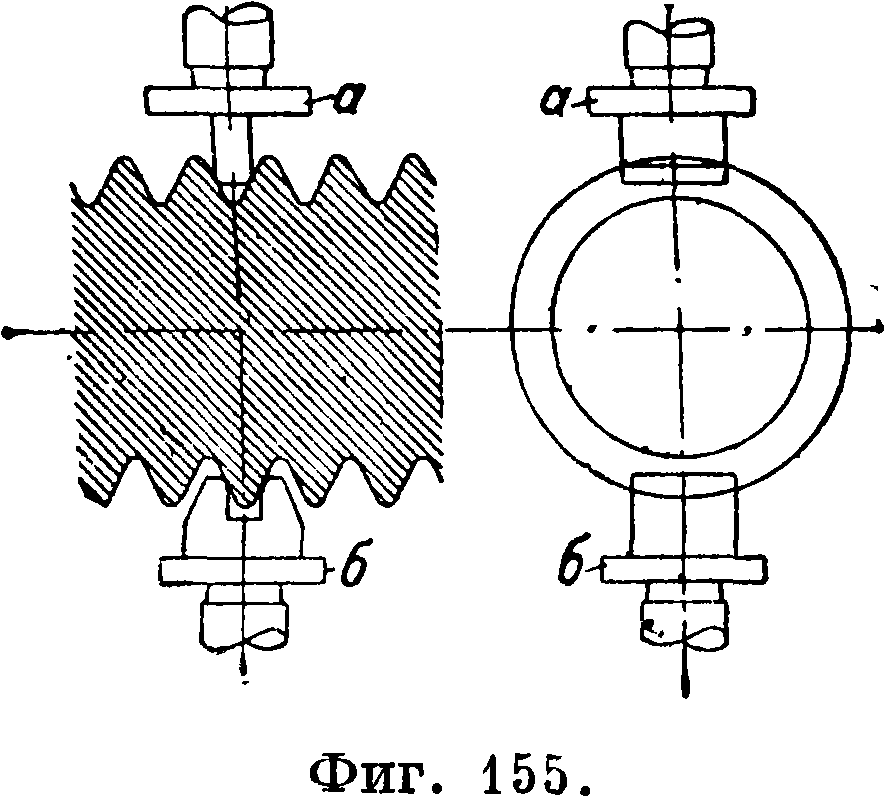
Dcp.= L-d
1 +
+ ht8^
Q h2 а г о
--=- COS. Ctg
2n^Dcpt ^ ^
(55)
где а — угол нарезки и h — шаг винта; последний член обозначает ошибку, происходящую вследствие косого положения проволочек в нарезах. В табл. 9 приведены требуемые диаметры проволочек d и получаемые с ними результаты измерения L для метрич. и витвортовой резьбы с элементами по DIN.Точный И. и. для измерения диаметров нарезки при помощи оптиметров изображен на фигуре 157. Оба оптиметра а ж б закреплены в мерном супорте в, перемещающемся по точным призматич. направляющим при помощи винтового шпинделя, вращаемого маховичком г или через червячную передачу кнопкой д. Под оптиметрами расположены перемещаемые микрометрии. винтами наковаленки ей ж: левая — плоская, правая— снабженная гребенкой соответственной формы. Плунжер левого оптиметра имеет шаровой наконечник з, правый — плотно входящий в гребенку конич. палец я. Для установки прибора
Таблица 9. — Постоянные для измерений винтовой резьбы методом 3 проволок.
| D | h | d | L | D | h | 1 d | L | |
| Метрическая | π о DIN 13/14 (мм) | |||||||
| 1 | 0,25 | 0,16 | 1,102 | 18 | 2,5 | 1,30 | 18,112 | |
| 1,2 | 0,25 | 0,16 | 1,301 | 20 | 2,5 | 1,30 | 20,112 | |
| 1,4 | 0,3 | 0,22 | 1,605 | 22 | 2,5 | 1,30 | 22,111 | |
| 1,7 | 0,35 | 0,22 | 1,830 | 18 | 2,5 | 1,70 | 19,313 | |
| 2,0 | 0,4 | 0,22 | 2,053 | 20 | 2,5 | 1,70 | 21,312 | |
| 2,3 | 0,4 | 0,22 | 2,353 | 22 | 2,5 | 1,70 | 23,312 | |
| 2,6 | 0,45 | 0,3 | 2,218 | 24 | 3 | 1,70 | 24,554 | |
| 3 | 0,5 | 0,3 | 3,142 | 27 | 3 | 1,70 | 27,554 | |
| 3,5 | 0,6 | 0,43 | 3,881 | 30 | 3,5 | 2,2 | 31,298 | |
| 4 | 0,7 | 0,43 | 4,229 | 33 | 3,5 | 2,2 | 34,297 | |
| 4,5 | 0,75 | 0,43 | 4,654 | 36 | 4 | 2,2 | 36,539 | |
| 5 | 0,8 | 0,43 | 5 077 | 39 | 4 | 2,2 | 39,539 | |
| 5,5 | 0,9 | 0,55 | 5,786 | 42 | 4.5 | 2,9 | 43,882 | |
| 6 | 1 | 0,55 | 6,134 | 45 | 4,5 | 2,9 | 46,881 | |
| 7 | 1 | 0 55 | 7,134 | 48 | 5 | 2,9 | 49,124 | |
| 8 | 1,25 | 0,78 | 8,446 | 52 | 5 | 2,9 | 53,123 | |
| 9 | 1,25 | 0,78 | 9,446 | 56 | 5,5 | 2,9 | 56,366 | |
| 30 | 1,5 | 0,78 | 10,068 | 60 | 5,5 | 2,9 | 60,366 | |
| 10 | 1,5 | 0,98 | 10,668 | 56 | 5,5 | 3,5 | 58,167 | |
| 11 | 1,5 | 0,98 | 11,668 | 60 | 5,5 | 3,5 | 62,167 | |
| 12 | 1,75 | 0.98 | 12,288 | 64 | 6 | 3,5 | 65,409 | |
| 14 | 2 | 1,30 | 14,870 | 68-84 | 6 | 3,5 | Dl+1,408 | |
| 16 | 2 | 1,30 | 16,870 | 89—149 | 6 | 3,5 | -D ι+1,407 | |
| Витворта по DIN | U/12 (дм.) | |||||||
| 1/4" | 1,270 | 0,78 | 6,789 | 2" | 5,645 | 3,5 | 52,747 | |
| 5/16" | 1,411 | 0,78 | 8,050 | 21/4" | 6,350 | 3,5 | 58,070 | |
| 3/8 " | 1,589 | 0,98 | 10,088 | 21/2" | 6,350 | 3,5 | 64,419 | |
| 7/16" | 1,814 | 0,98 | 11,313 | 23/4" | 7,257 | 4,3 | 71,851 | |
| 1/2,/ | 2,117 | 1,3 | 13,430 | 3" | 7,257 | 4.3 | 78,201 | |
| 5/в" | 2,309 | 1,3 | 16,296 | 31V | 7,816 | 4,3 | 83,656 | |
| з/4" | 2,540 | 1,3 | 19,101 | З1/2" | 7,816 | 43 | 90,006 | |
| 7/8 | 2,822 | 1,7 | 23,092 | 33/4" | 8,467 | 4,95 | 97.372 | |
| 1" | 3,175 | 1,7 | 25,702 | 4" | 8,467 | 4.95 | 103,722 | |
| п/в | 3,629 | 2,2 | 29,734 | 41/4" | 8,835 | 4,95 | 109,483 | |
| H/4 | 3,629 | 2,2 | 32,909 | 41/2" | 8,335 | 4,95 | 115,833 | |
| ЗЗ/в" | 4,233 | 2,2 | 35,116 | 43/*" | 9,237 | 5,7 | 123,914 | |
| и/в" | 4,231 | 2,2 | 38,291 | 5" | 9,237 | 5,7 | 130,264 | |
| 16/в" | 5,080 | 2,9 | 42,329 | 5!/4" | 9,677 | 5,7 | 135,910 | |
| 13/4" | 5,080 | 2,9 | 45,503 | 51/2" | 9,677 | 5,7 | 142,260 | |
| 17/8 | 5,645 | 2,9 | 47,774 | 53/4" | 10,160 | 5,7 | 147,836 | |
| 2" | 5,645 | 2,9 | 50,948 | 6" | 10,160 | 5,7 | 154,187 | |
| 17/8 | 5,645 | 3,5 | 49,674 | |||||
на 0 опускают супорт в до соприкосновения мерных поверхностей правого оптиметра и, регулируя кнопкой д, устанавливают правый оптиметр на 0. Затем, поднимая или опуская наковаленку еуустанавливают также и левый оптиметр на 0. Для установки на требуемый размер поднимают супорт в и ставят на наковаленку е набор мерных плиток требуемой длины, после чего опускают супорт до соприкосновения с ним оптиметра а и его установки на 0; вводя испытуемый болт, отсчитывают на последнем непосредственно в 0,001 миллиметров отклонения среднего диаметра от номинального.
Для измерения формы нарезки — ее угла и радиусов закруглений гребней и впадин — применяют преимущественно оптич. И. и., дающие быстро и с достаточной точностью величину отклонения от номинала. В частности описанный выше измерительный микроскоп сист. Цейсса (фигура 140) приспособлен главным образом для этой цели. В этом случае окуляр его снабжается стеклянной пластинкой, изображенной отдельно на фигуре 158, на которой нанесены тонкими прерывистыми штрихами в соответственном увеличению микроскопа масштабе контуры нарезок различного профиля и шага; сравнивая их с рассматриваемой
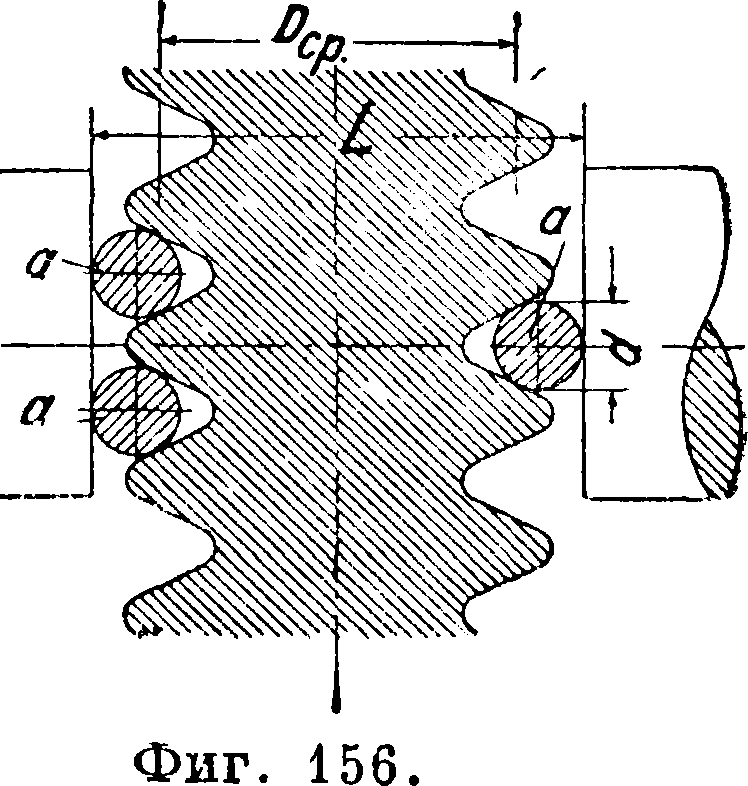
в микроскоп нарезкой, замечаем ошибки профиля. Проекционные аппараты вроде описанного выше компаратора Гартнес (фигура 147) также
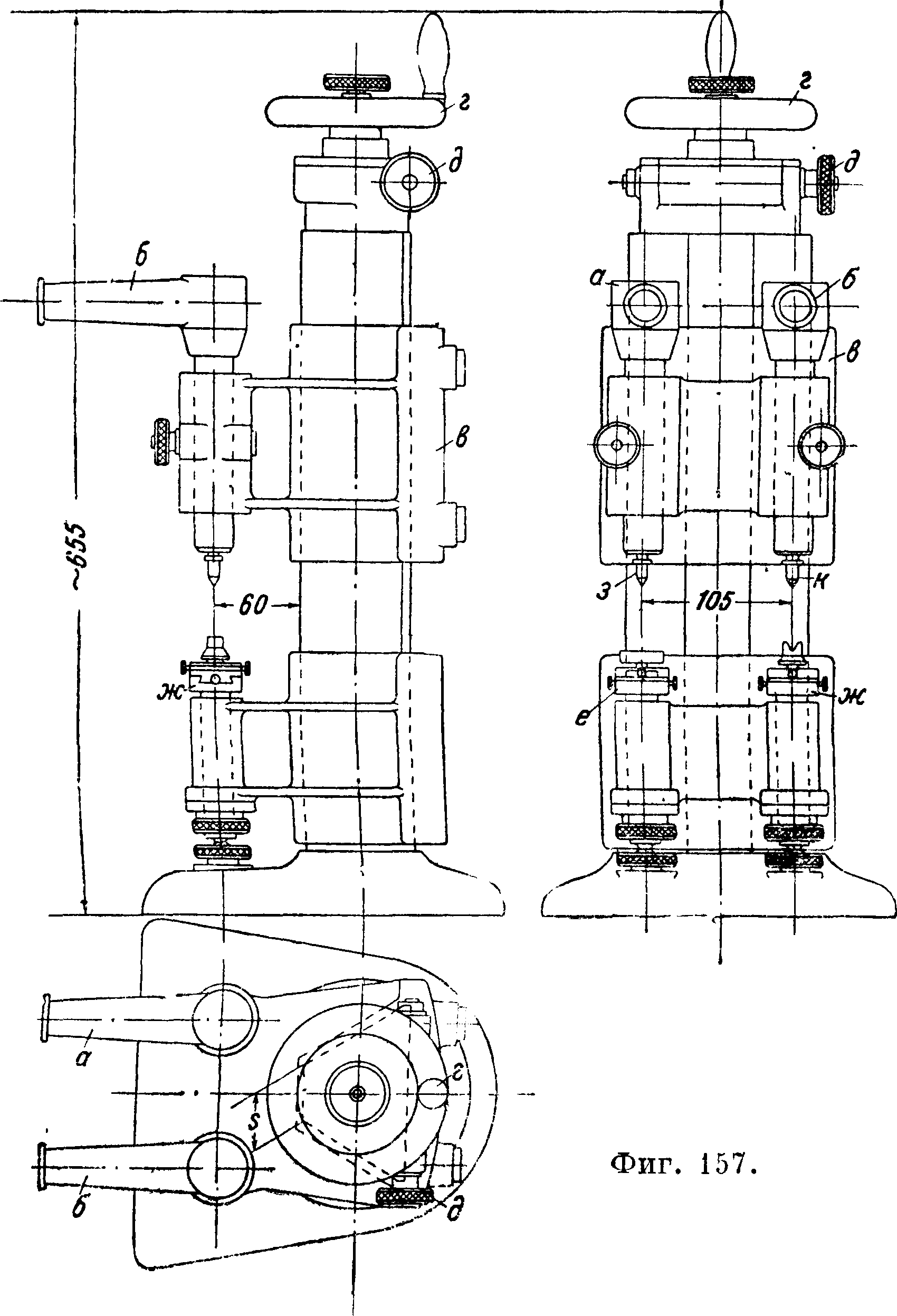
весьма удобны для этой цели. Следующим весьма важным элементом винтовой нарезки является шаг; для его измерения имеется значительное число различных аппаратов, которые м. б. разде-
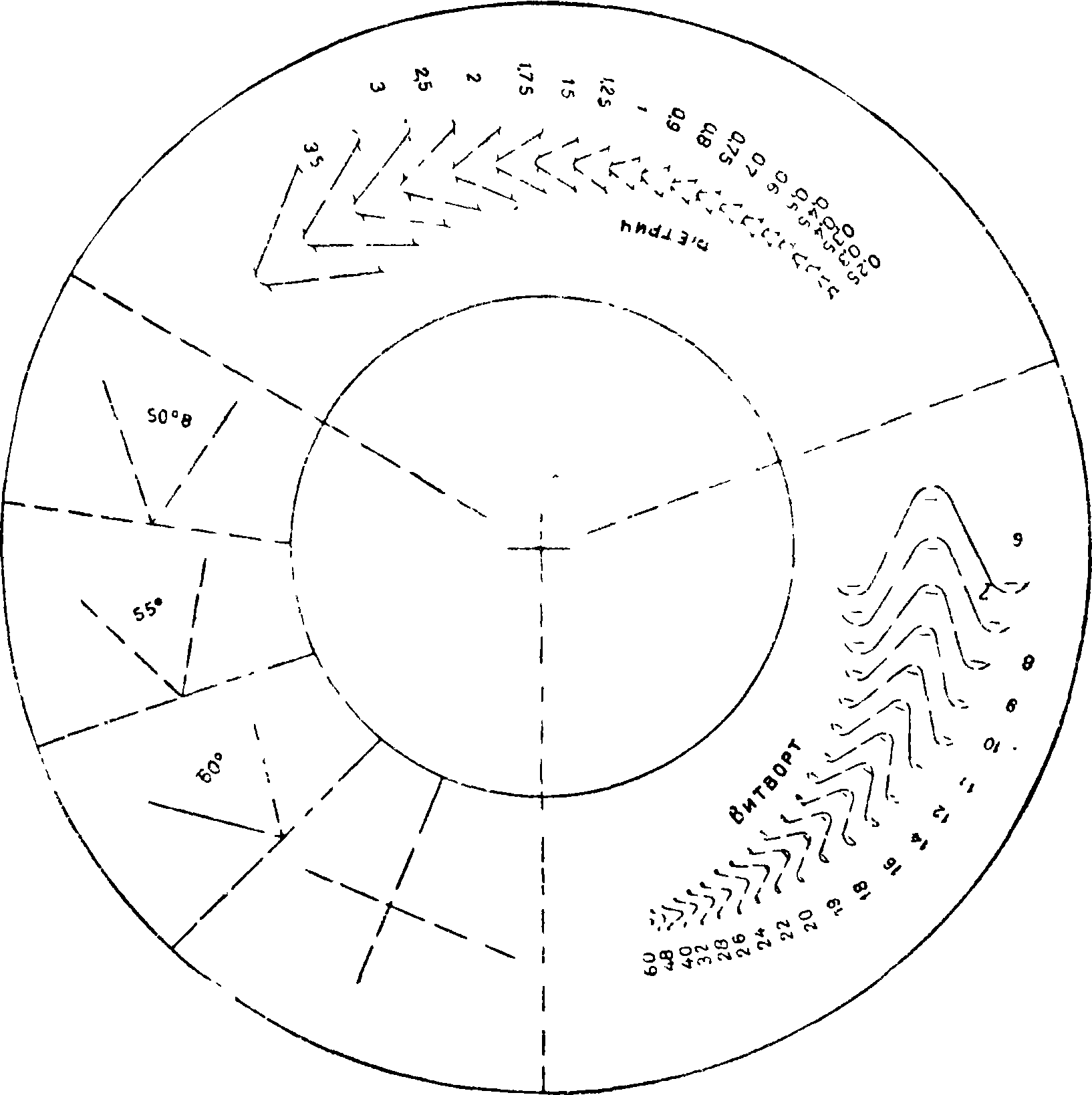
Фигура 158.
лены на два типа: одни измеряют ошибки шага на определенном целом числе ниток посредством вводимых во впадины нарезки щупов, другие измеряют периодич. и прогрессивные ошибки на резки винта вместе с его гайкой. Прибор первого типа изображен на фигуре 127; он предназначен гл. обр. для испытания нарезки анкерных котельных болтов и состоит из плиты а, на которой укреплены две стоечки б с переставными по высоте щупами: неподвижным в и подвижным г. Отклонения последнего в 0,01 миллиметров непосредственно показываются на циферблате мерного индикатора д. Установка щупов на требуемое расстояние (какое-либо целое число шагов) производится набором мерных плиток е, к которым по краям притерты две плитки с центровыми углублениями, оси к-рых
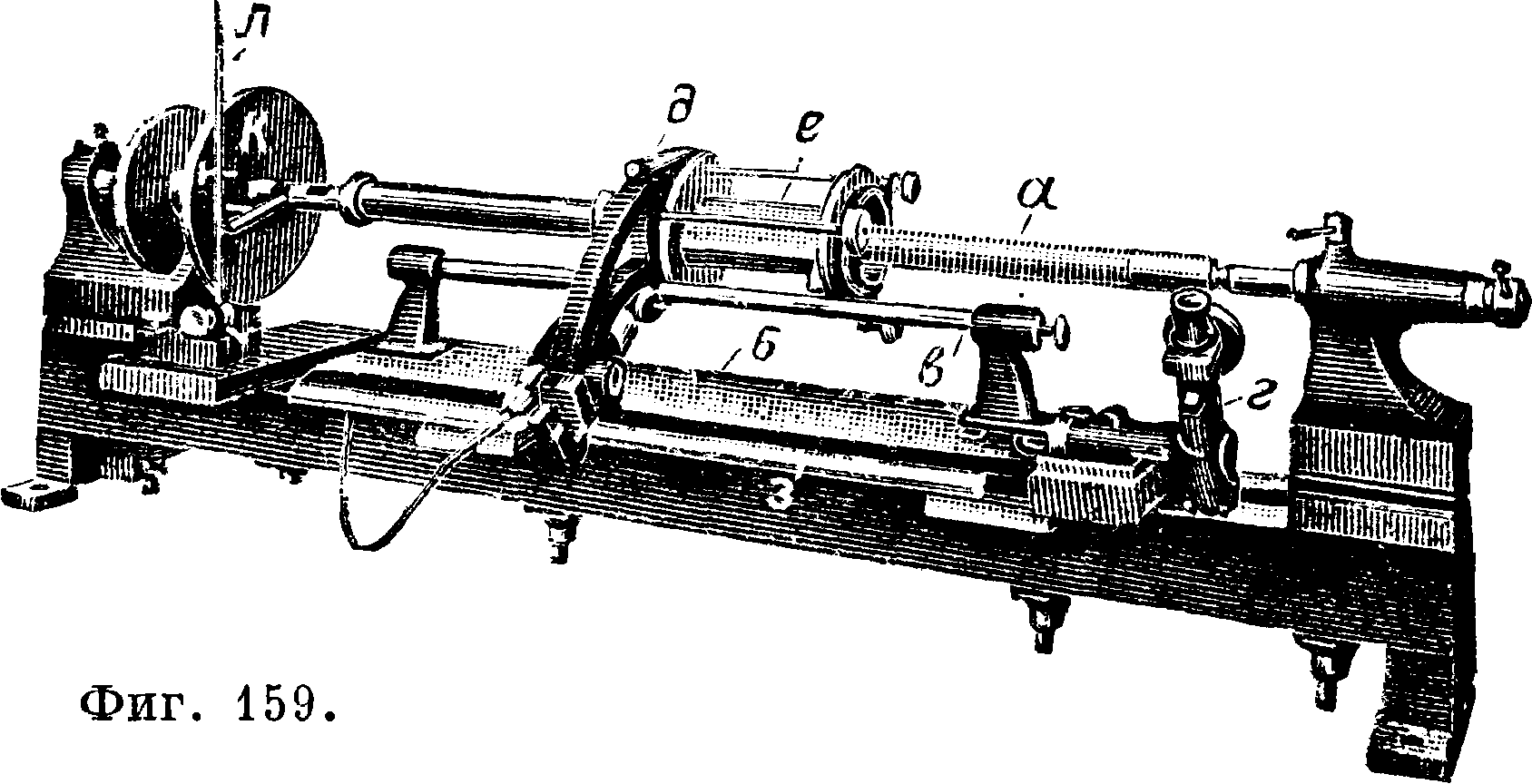
отстоят на 5 миллиметров от плоскости притирки. Для измерения оба щупа устанавливаются по шкалам на стоечках на 1/2 наружного диаметра болта над уровнем плиты, затем болт подкатывается по плите к щупам, и последние вжимаются в углубления нарезки, индикатор показывает со знаком + или — ошибку шага на испытуемом интервале. И. и. для определения ошибки винтовых шпинделей совместно с гайкой сист. Цейсса, применяемый гл. обр. для исследования ходовых вин
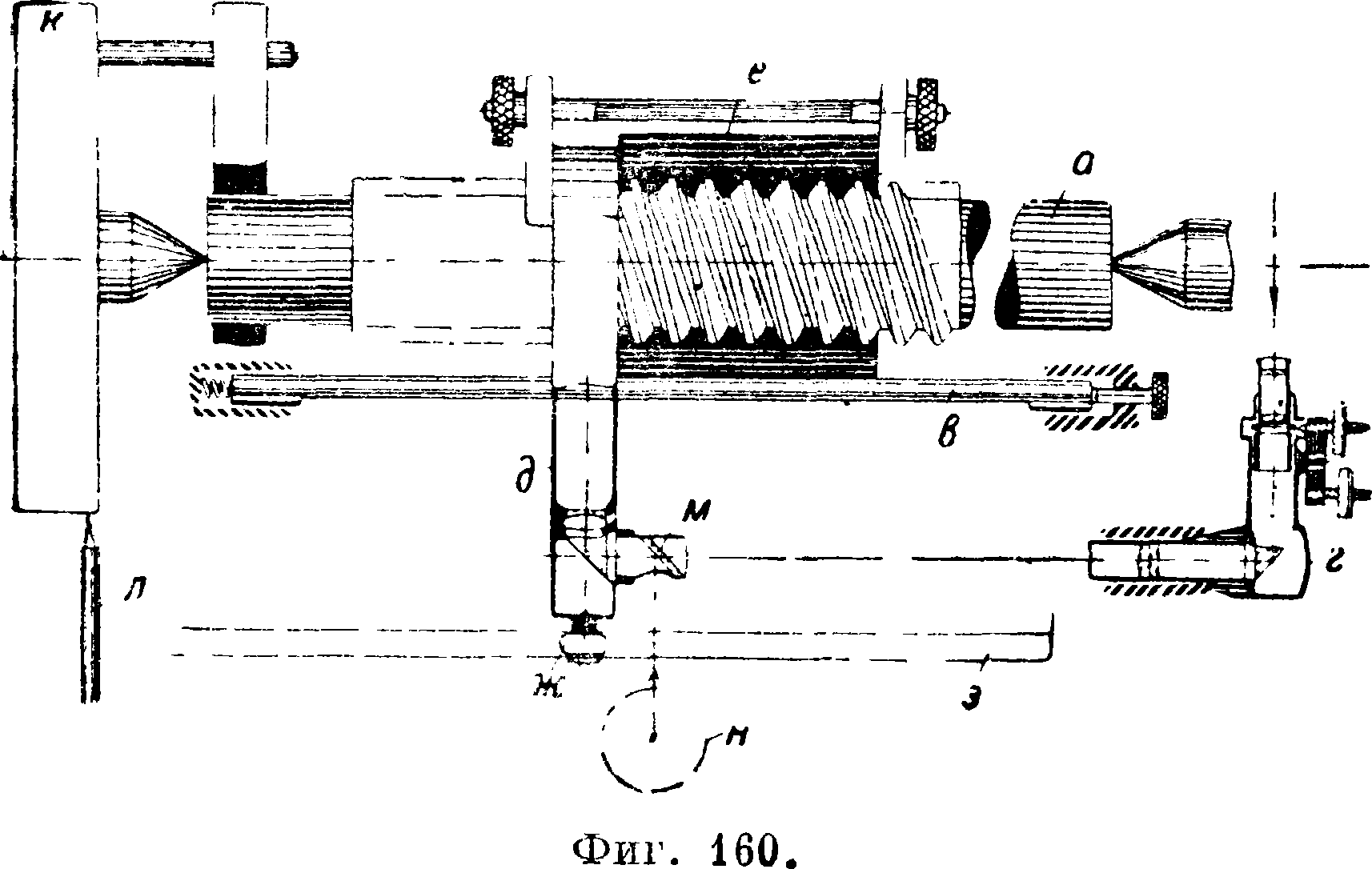
тов различных станков, изображен на фигуре 159 (общий вид) и фигура 160 (схемаустройства). Шпиндель а зажимается между бабками токарного станка или между делительной головкой и рейт-штоком; на станине укрепляется плита б, несущая измерительные приборы: точную масштабную линейку в с миллиметровым (через 1 миллиметров) и дюймовым (через 0,05 дм.) делениями, зрительную трубу г с окулярным микрометром и подвижной рукав д, скрепленный с гайкой е и опирающийся роликом ж на точную стальную линейку з. Отсчет целых оборотов и частей их винтового шпинделя производится либо делительной бабкой либо по рискам на диске к достаточно большого диаметра, подводимым под острие рейсмуса л. Передвижной рукав снабжен приспособлением для освещения масштаба, состоящим из полупосеребренной стеклянной пластинки м и лампы н. Для избежания ошибки из-за неизбежного колебания рукава дв плоскости из-! мерений расстояние от масштаба в до оси шпинделя берется равным фокусному расстоянию коллима-торной линзы рукава д (смотрите выше описание оптич. мерительной машины сист. Цейсса). Отсчет перемещения рукава д, равного перемещению гайки е, отсчитывается при помощи микрометрии, окуляра зрительной трубы по масштабу в с точностью до 0,01 миллиметров или 0,0005 дм. по всей длине измерения. Окулярный микрометр снабжен двумя микрометрическими винтами, одним миллиметровым и другим дюймовым, помещенными в ной головке и подводимыми по очереди к рамке микрометра.
Значение точных измерений в металлообрабатывающей промышленности весьма велико. Лишь высокая точность обработки, возможная только при наличии точного И. и., дает возможность провести полную взаимозаменяемость частей,
ведущую к значительному снижению стоимости готовых изделий при одновременном повышении их качества. Экономическое значение точных И. и. также не должно быть недооцениваемое особенности при работе по допускам. Общее допустимое отклонение размера Δ готового изделия устанавливается жестко принятой системой посадки и размером детали (смотрите Допуски); для определения отклонений пользуются, как известно, предельными калибрами. Пусть А—В (фигура 161) представляет собой все поле допуска, заштрихованная полоска С представляет собой допуск на неточность изготовления браковочной стороны калибра, полоска D — допуск на неточность изготовления проходного калибра и полоска Е — припуск на истирание рабочих поверхностей проходного калибра в работе; т. о. реальный производственный минимальный допуск оказывается уменьшенным до размеров AB—(C+DA-E)· Известно, что чем меньше реальный производственный допуск на неточность обработки, гем выше брак и стоимость производства. Последняя возрастает гиперболически с уменьшением реального допуска; т. о. при малых вообще величинах их всякое дальнейшее уменьшение будет весьма существенно отражаться на стоимости продукции без реального улучшения ее качества. В качестве примера на фигуре 162 приведена по исследованиям Герберта зависимость между стоимостью обработки (кривая а) и качеством (механич. прочностью болтов на вырывание из нарезки, кривая б) стандартной британской нарезки по допускам тугой нарезки (BSA Close Fit), нормальной (BSA) и расширенных на различную часть допуска (BSA -f —. BSA-Ιο
+ -3- и BSA + 0,9). Как видно из диаграммы,
механич. качества нарезки падают весьма медленно с увеличением допуска, тогда как стоимость обработки колеблется чрезвычайно сильно, например ухудшению на ~ 0,8% соответствует падение стоимости обработки вдвое. Насколько велико уменьшение допуска изделия допусками калибров, видно например из того, что номинальный допуск вала I класса (Вх) 0 60 миллиметров, равный 13 μ, уменьшен до 8 μ, допуск вала II класса (В) того же диаметра, равный 20 μ, уменьшен до 11 μ и т. д. Из сказанного понятно стремление возможно уменьшить величину допусков самих измерительных калибров. Уменьшение допусков калибров может вестись по двум направлениям: путем увеличения точности их изготовления и измерения, чем снижаются допуски на неточность изготовления калибров, и повышением твердости мерных поверхностей, позволяющим уменьшить Црипуск на износ; так, хромирование уменьшает износ в 10—15 раз, а наплавление сверхтвердых сплавов — в 30—50 раз по сравнению с закаленной стальной мерной поверхностью. Производства точных И. и. в дореволюционной России не существовало, если не считать нек-рых военных з-дов, производивших таковой только для собственных нужд, и весь И. и. импортировался из-за границы, гл. обр. из Германии, Швеции и Англии. В настоящее время в СССР в связи с подъемом машиностроительной и автотракторной иром-сти особо возросла потребность в точных И. и. Для удовлетворения ее построен и пущен в ход гигант «Калибр», далеко превосходящий по размерам и производительности зап.-европ. заводы той же специальности. Производство точных штангенциркулей и угломеров освоено Сестрорец-ким з-дом им. Воскова; точные микрометры, не уступающие по качеству заграничным, выпускаются заводами «Красный инструментальщик», «Калибр» и Сестрорецким з-дом.
Мерные плитки выпускаются з-дами «Красный инструментальщик» и «Калибр». В настоящее время импорт ограничивается гл. обр. оптическими И. и. высокой точности. Однако уже имеются советские конструкции оптиметров, микролюксов и прочие, и недалеко то время, когда СССР будет полностью обеспечен высококачественным И. и. собственного производства.
Лит.: Общие сочинения. Рольт Ф., Калибры и точные измерения, пер. с англ., т. 1, Л.—М., 1933; Альперович, Контрольно-измерительныеинструменты и приборы в машиностроении, М.—Л., 1930; Волосевич Ф., Контрольно-измерительная лаборатория машиностроительного завода, Л.—М., 1932;
вар В., Поверочные и измерительные инструменты, ч. 1, 2, Л.—М., 1932—33; Малыгин И., Токарь-лекальщик, М.—Л., 1931; Макаревич И. и Соловьев Ф., Слесарь-лекальщик, М.—Л., 1932; Соколовский А., Технология машиностроения, вып. 1, 2 изд., Л.—М. 1933; Г р и н ш п у н И. и Токарев К., Измерительные инструменты в металлопромышленности, М.—Л., 1932; Апарин Г., Измерительные инструменты, и приборы в машиностроении, ч. 1, М., 1932, М.—Л., 1934; Б а шин А., Измерительные приборы и инструменты, 2 изд., М.—Л., 1925; Соколов М., Инструментальное дело, Л.—М., 1933; его ж е, Слесарное дело, 5 изд., М.—Л., 1933; Бахрах Н., Измерительные инструменты механического производства, М.—Л., 1927; Поверочные и измерительные инструменты, сб. статей под ред. Н. Шаблинского, М.—Л., 1933; Организация инструментального хозяйства, сб. перев. статей под ред. М. Школьника, М.—Л., 1933; Организация инструментального хозяйства, сб. статей под ред. Батцева, М., 1931; Шелепов В., Современный мерительный инструмент, его производство и применение, М., 1930; Взаимозаменяемость и практика ее применения, «Труды О-ва германских инженеров-производственников», т. 1, М., 1926; R о 1 t F., Gauges а. Fine Measurements, v. 1, 2, L., 1929; Berndt G., Grundlagen u. Gerate technischer Langenmessungen, 2 Aufl., B., 1929; О berg E. a. Jones F., Gauge Design a. Gauge Making, N. Y., 1920; Hamilton
D., Gauge, Gauging a. Inspection, N. Y., 1918; M. -tin L·., Optical Measuring Instruments, L., 1924; В u-chingham E., Principles of Interchangeable Manufacture, N. Y., 1921; Berndt G., Technische Win-kelmessungen, 2 Aufl., B., 1930; Buttner C., Der Lappvorgang bei der Herstellung von Messwerkzeugen, «Werkstattstechnik», В., 1931, Jg. 25, p. 113; Kurrein
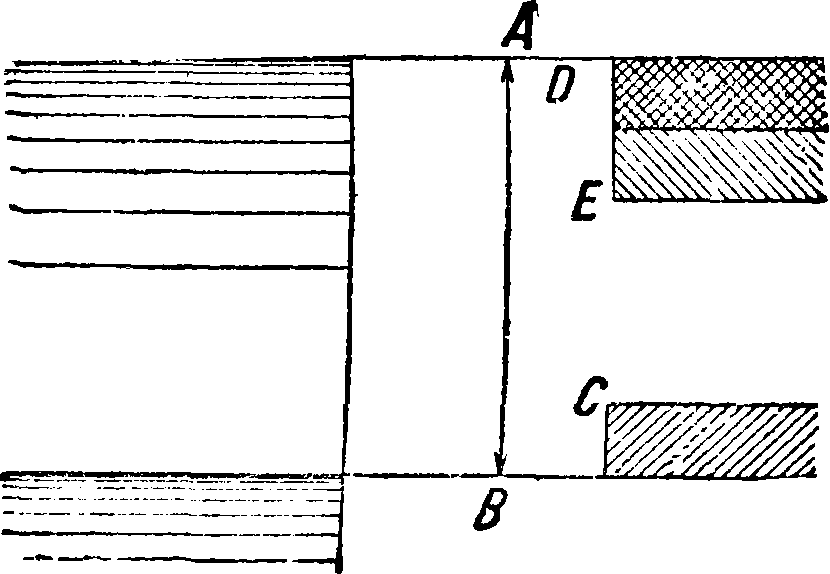
Фигура 161.
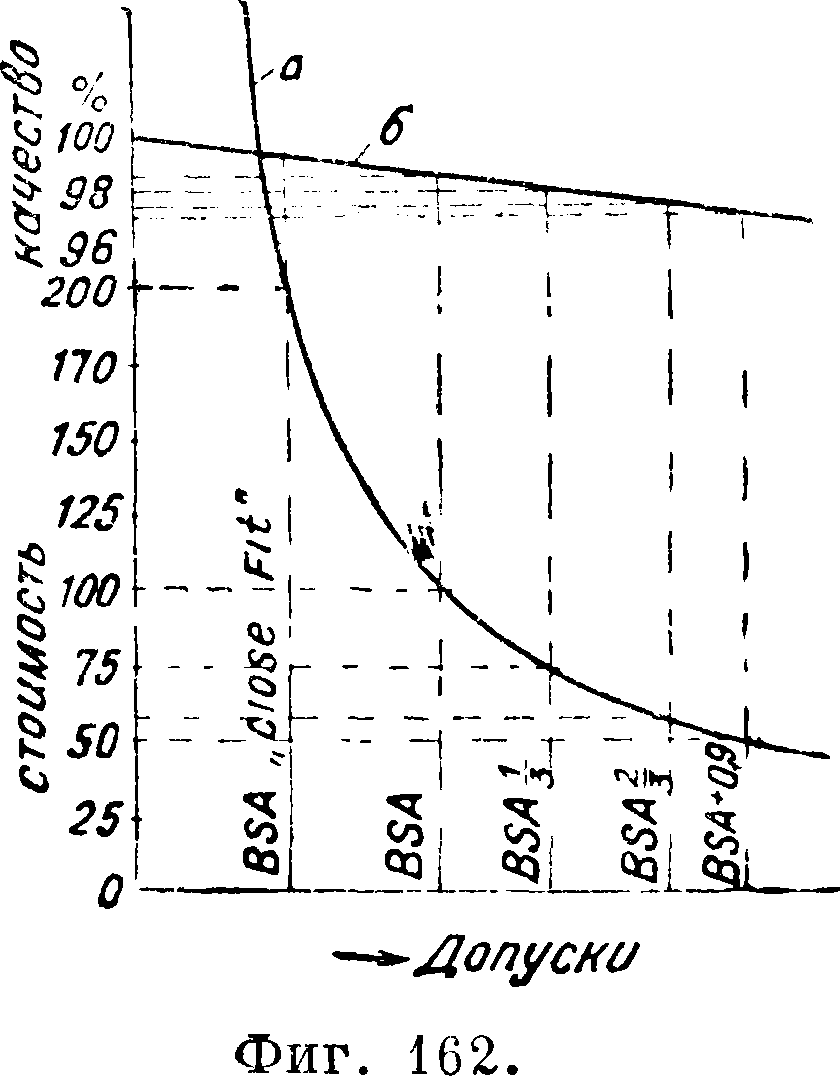
M., Messtechnik, «Werkstattsbucher», hrsg. v. E. Simon, H. 2, B., 1923; Berndt G., Damm Th. u. a.,
Der Austauschbau und seine praktische Durchfiihrung, «Scbriften der ADB», hrsg. v. 0. Kienzle, B. 1, B., 1923. Теорияизмерений. ДаммТ., Основы, способы и примеры целесообразных методов измерения изделий в мастерских, «Русско-германский вестник науки и техники», М., 1931, 8 (20), стр. 13; Нибердинг О.,
Изнашивание мерительных поверхностей в калибрах, там же, 1932, 1 (24), стр. 3; Бюттнер К., До измерительных инструментов, «Станки и инструмент», М., 1931, 11112, стр. 20; Г л е з е р м а н И., Инструментальное дело в СССР, «Металл», М., 1931, 213, стр. 120; Г у з е в и ч Д., Современная техника механической притирки, «Предприятие», М., 1931,3, стр. 103, 4, стр. 28; Котов А., Методы измерений и организация контроля измерений на металлообрабатывающих предприятиях, там же, 1929, 11 (75), стр. 6; М итан В., Организация измерительного хозяйства и производство, «ВС», 1933, 2 (50), стр. 49; Михайлов И., Методы технического контроля в автотракторном производстве, «Опга-информация», М., 1931, 9, стр. 354; Перар А., Выбор нормальной температуры для промышленных калибров, «Измерительная техника и поверочное дело», М., 1930, 1, стр. 24; вар В., Выбор материалов для калибров с точки зрения сопротивления износу, «Предприятие», М., 1930, 9 (87), стр. 26; Хромирование калибровых инструментов, «Точная индустрия», М., 1932, 2, стр. 21; Шепелявый А., Нитрирование калибров в точном приборостроении, там же, М., 1932, 5/6, стр. 13; Berndt G., Zwei messtechnische Grund-satze u. ihre Befolgung, «Werkstattstechnik», В., 1930, Jg. 24, H. 17, 18, pp. 461, 495; Berndt G., Fortschrit-te u. Forschungen auf dem Gebiete des technischen Mess-wesens, «Maschinenbau», В., 1933, В. 12, Η. 5, ρ. 118; Sears J., Precise Length Measurements, «Journ. of the Royal Society of Arts», L·., 1923, v. 71; Perard A., Notion sur la Metrologic, «Revue d’optique», P., 1923,
t. 2, p. 506; Bloch W., Ueber die Grenze der phvsi-
kalischen Messgenauigkeit, <Ztschr. f. Instiumentenkunde», B., 1924, B. 44, p. 366; Наг bridge II., Physiological Limits to the Accuracy of Visual Observation a. Measurement, «Philos. Magazine», L., 1923, v. 49, 271; Berndt G., Einige Bemerkungen zur Fehlerrechnung bei technischen Messungen, «Ztschr. f. Feinmech. und Pra-zision», B., 1925, H. 3, p. 139; Schulz H., Sehen u. Messen, «Ztschr. d. Deutschen Gesellsch. f. Mechanik u. Optik», B., 1920, H. 5, p. 25;* Elastic Compression of Spheres a. Spherical-ended Gauges, «Report of Nat. Phys. Laboratory», L., 1921, 105, 1923, 119; Berndt
G., Zur Frage d. Beruhrungsfehler, «Ztschr. f. Feinmech.
u. Prazision», B., 1923, H. 19/20; Boehm ann H.,
Die Abplattung von Stahlkugeln u. Zylinder durch die Mess-drucke, ibid., B., 1927, H. 35 u. ffBochmann H., Der Einfluss des Messdruckes auf die Genauigkeit techni-scher Messungen, «Stock-Ztschr.», B., 1928, H. 2, p. 14; Shaw H., Multipoint Gauges, «American Machinist», L., 1931, v. 75, 2, 3, 5. Описания различных типов измерительных инструментов, а) Обзорныестатьи. Л а х т и н А., Контрольно-измерительные приборы, намеченные к изготовлению на заводах СССР, Точная индустрия», М., 1931, 5/6, стр. 77; Точные измерительные инструменты, применяемые германской промышленностью, «ВС». 1932, 7/8(43144), стр. 66; Berndt G., Messgerate u. Verfahren fiir den Austauschbau, «Z. d. VDI», 1932, B. 76, 10, p. 241; Weintraub H., Neue Messgerate auf d. Leipziger Friih-jahrsmesse 1931, «Maschinenbau», В., 1931, В. 10. Η. 15, p. 500; Schlippe О., Kostensenkung u. Gutersteigerung durch neuzeitliche Werkstattmessverfahren, ibid., B., 1931, B. 10, H. 4, p. 134; van Steewen O., Precision Measuring Instruments, «American Machinist», L., 1931,
v. 75, 17, 18, 19, pp. 619, 666, 704; б) Калибрынор-
чальные и предельные. Гузевич Д., Изготовление калибров, М., 1928; Жуков Н., До пуски для предельных калибров, М.—Л., 1932; Заела в с к и и Л., Допуски и предельные калибры, Л.—М., 1933; Л е с о х и н А., Предельные калибры в машиностроении, М., 1933; Кузмак Е., Предельные калибры в машиностроении, М., 1933; Городецкий И., Конструкция установочных скоб типа Иогансона, «Станки и инструмент», М., 1932, 9, стр. 7: Г е н д л e р А., Раздвижной установочный калибр и его применение, там же, М., 1932, 4, стр. 26; Жуков Н. и Зимин Б., Принципы построения допусков на предельные гладкие калибры, «Вестник металлопромышленности», М., 1931, 1. стр. 21 или «ВС», 1931, 1/25, стр. 30; Кутай А., Итоги дискуссии по допускам на гладкие калибры, «Вестник металлопромышленности», М., 1932, 7, стр.
81; Кутай А. и Штюрмер Г., Схема поверки поверочными калибрами рабочих и приемных калибров при их изготовлении, «Станки и инструмент», М., 1932, 7, стр. 23; Кутай А. и Кон, Нормализация предельных калибров и опыт их изготовления, «Производство», М., 1933, 13/14 (91/92), стр. 37; Остроумов Д., Контроль калибров на предприятиях металлообрабатывающей промышленности, «Измерительная техника и поверочное дело», М., 1930, 4/6, стр. 63; Взаимозаменяемость и практика ее применения, пер. с нем., «Труды
О-ва германских инженеров-производственников», М., 1926; BuchinghamE., Principles of Interchangeable Manufacture, N. Y., 1931; Mahr C., Die Grenzlehre. 5 Aufl., B., 1927; Gauge Tolerance a. Gauge Wear, «American Machinist», L., 1924—25, v. 61, p. 127 E, 134 E, 145 E, 150 E, 180 E, 195 E; A 1 1 s u p W., Gauging a. Interchangeability, «American Machinist», L., 1927, v. 66, p. 575; French a. Herschmann, Recent Experiments Relating to the Wear of Plug Gauges, «Trans, of the Am. Soc. for Steel Treat.», 1927; MacPhar-1 i n, The Relation of Finish to Life of Plug Gauges, «American Machinist», L., 1927, v. 65; Barnden J., Cap Limit Gauges, ibid., L., 1927, v. 66, p. 316 E; Haess-lerG., Making Built-up Gauges, ibid., L., 1924, v. 61, p. 354; Manufacture of Wickman Gauges, «Machinery»,
L., 1928, v. 33, 257, p. 397; в e r n d t G., Die Paralle-
litat d. Messflachen verschiedener Messgeraten, «Fein-mechanik und Prazision», B., 1927; в) Измерительные плитки. Ивановски и Д., Проверка измерительных плиток Иогансона, М., 1932; Кан Э., Исследование свойств параллельных калибров, перевод с нем., М., 1933; Крылова Т., К вопросу об оп ределении разности между механической и оптической длиной плоских концевых мер, «Временник Главной палаты мер и весов», Л., 1930, 4116, стр. 137; М а к е в и ч А. и Чеф ренов А., Дефекты поверхности плоских калибров, «Станки и инструмент», М., 1933, 5, стр. 24; RoltF. a. Barrel Н., Contact of Flat Surface, «Proc. of the Roy. Soc.», L., 1927, v. 116 A, p. 401; Paton G., Accuracy of Johansson Gauge Blocks, «American Machinist», L., 1925, v. 62, p. 106 E.; Making Slip and Block Gauges of the Johansson Type, «Reports of the Nat. Phys. Labor.», L., 1921, 132; Hardy W., Tension of Composite Fluide Surfaces, «Proc. of the Roy. Soc.», L., 1912, 86 A, p. 610; Alberts J., Parallel-Endmasse u. ihre Verwendung in der Praxis, «Werkstattstechnik», В., 1931, Jg. 25, H. 21, p. 494; г) Ш а б л о н и лекала. Бушцев А., Изготовление шаблонов,
M. —Л., 1932; С и н д e е в С., Практика лекального де ла, М.—Л., 1931; Малыгин И., Токарь-лекальщик, М.—Л., 1931; Макаревич И. и Соловьев Ф., Слесарь-лекальщик, М.—Л., 1932; Зимин Б., Построение сложных и фасонных калибров, «Станки и инструмент», М., 1931, 415, стр. 30; К вопросу о проверке фасонных шаблонов, «Предприятие», М., 1929, 5 (6.9), стр. 89; Соколов Б., Построение допусков в сложных пространственных контурных и совместных калибрах, «Вестник металлопромышленности», М., 1931, 1, стр.
33; de la Sauce К. и. К 1 a as W., Graphische Verfahren bei der Schablonenherstellung, «Werkstattste-cbriik», B., 1931, Jg. 25, p. 329; д) Микрометры. Зимин Б. и Пол у актов С., Исследования микрометров, «Станки и инструмент», М., 1933, 4, стр. 19; Кутай А., Стандартизация микрометров, «ВС», 1933, а (50), стр. 43; Betz W., An Improved Micrometer Depth-Gauge, «American Machinist», L., 1932, v. 76, 14,
p, 470; Snow V., Lapping Micrometers, ibid., L., 1918, v. 49, p. 380; Van Keuren H., Lapping ^Micrometers, ibid., L., 1926, v. 64, p. 871; Berndt G., Ge-nauigkeitsanspruche an Micrometer u. Fuhlhebel, «Be-trieb», B., 1922, 9, p. 280; Hubbel C., Testing the Accuracy of Micrometers in Common Use, «American Machinist», L., 1920, v. 53, p. 209; M e c k e R., Eine einfache Methode zur Bestimmung des periodischen Feh-lers von Micrometerschrauben, «Ztschr. f. Instrumenten-kunde», B., 1922, B. 42, p. 147; Berndt G., Aufwei-tung von Micrometerbugeln, «Betrieb», В., 1921, В. 3, p. 574; Inspection of Micrometer Spindles of the Zeiss Works, «American Machinist», L., 1929, v. 70, p. 175; Manufacturing a. Precision Tool (Micrometer), «American Machinist», L., 1923, v. 59, p. 903; Making the Almond Micrometer, ibid., L., 1920, v. 53, p. 605; e) Мерные индикаторы. Калинин M., Рычажные измерительные приборы высокой точности, «Точная индустрия», М., 1932, 2, стр. 23; Калиберная скоба с индикатором, «Станки и инструмент», М., 1932, 1, стр. 25; «Мессур» (конструкция циферблатного микрометра), «Точная индустрия», М., 1931, 5/6, стр. 92; ж) Интерференционные способы измерений. Александров И., Изготовление пробных стекол, Л., 1932; В ар лих Г., Технический метод интерференционного измерения плоских калибров, «Техника и производство», М., 1928; его же, Точность интерференционного измерения длины плоских концевых мер, «Временник Главной палаты мер и весов», Л., 1930, 4 (16), стр. 101; Крылова Т., К вопросу об определении разности между оптической и механической длиной плоских концевых мер, там же, Л., 1930, 4 (16), стр. 137; Петров В., Проверка калибров методом интерференции, «Машиностроитель», М., 1933, 3, стр. 3; G ehrn e Е., Die Anwendung der Interferenzen in der Spectroskopie u. Metronomic, Brschw., 1906; К 6 s t e r s, Prufung von Johansson-Endmassen mit Lichtinterferenz, «Feinmechanik», B., 1922, Jg. 1, Η. 1—3; Berndt G., Interferenzmethoden zur Untersuchung von Endmassen, «Betrieb», R., 1921; Bouasse H. et Carrifere Z., Interf6rences, P., 1923; Fabry C h., Les applications des interferences lumineuses, «Revue d’optique», P., 1923; Weber A., Eine neue Methode hochster Genauigkeit
zur interferometrischen Wellenlangen, «Pbysik. Ztscbr.», В., 1928, В. 29, p. 233; Pet ers С. a. Boyd Н., Interference Methods of Standardising and Testing Precision Block Gauges, «Scient. Papers of Bureau of Standards», Wsb., 1922, v. 17, p. 677; з) Оптические И. и. Боруков В., Горизонтальные и вертикальные оптиметры, Харьков, 1933; М а з л у м о в К., Универсальный мерительный микроскоп, М.—Л., 1932; Арта монов П., К вопросу об юстировке оптиметра Цейс-са, «Измерительная техника и поверочное дело», М., 1930, 2, стр. 54; В а и с е п б е р г Е., Советский оптотест, «Машиностроитель», М., 1933, -5, стр. 10; Гаврилов Е., Измерительные микроскопы и лупы, «Точная индустрия», М., 1931, 314, стр. 64; его же, Проекционные и рисовальные приборы, там же, М., 1931, 1, 2, стр. 18 и 40; Левен Ф., Оптиметр повышенной точности, «Точная индустрия», М., 1931, 7j8, стр. 110; Скалозубов Б., Оптиметры и их назначение, там же, М., 1937, 4, стр. 8; С м и р н о в К., Оптический микрометр для тонких нитей, «Геодезист», М., 1931, 4, стр. 43; Смирнов В., Советский микролюкс, «Оптико-механич. промышленность», М., 1933, 3 (20),
стр. 173; и) Резьбовый И. и. Петрусевич О., Стандарты резьбы и резьбовых допусков, М., 1931; Габерман И., Резьба и ее взаимозаменяемость, М.—Л., 1933; Городецкий И. и др., Взаимозаменяемость резьбовых изделий, М.—Л., 1932; Саввин Н., Допуски для резьбы, «ВС», 1929, 6 (18); В e г и d t G., Die Gewinde, ilire Entwicklung, ihre Messung u. ihre Toleranzen, B., 1925 (Erster Nachtrag, B., 1926); M a h г C., Die Gewindelehre u. der Gewinde-Austau-schbau, B., 1928; Kreis E., Eine einfache Vorrich-tung zur Messung von Gewindebolirern mil drei Nuten, «Werkstattstechnik», В., 1931, Jg. 25, p. 417; Wende F., Neues iiber Gewindemessungen, ibidem, B., 1931, Jg. 25, p. 297. Л. Павлушков.