 > Техника, страница 51 > Кардное производство
> Техника, страница 51 > Кардное производство
Кардное производство
Кардное прои3водств0, производство кард для кардочесальн. машин. Кардой, или кардной лентой, называется щетка из стальных иго л или скобок, покрывающая рабочие поверхности кардных машин и служащая
для расчесывания волокон при приготовлении их к прядению. Цель кардочесания— разрыхление материала и удаление примесей, отделение волокон друг от друга, равномерное их распределение и, в конечном итоге, их параллелизация. Для указанных целей применяются различного рода карды, в соответствии с обрабатываемым материалом: 1) для шерсти—ленташириною38—56>ш, состоящая из нескольких слоев хл.-бум. ткани, склеенных резиновым клеем, с наклеенным сверху войлоком; 2) для хлопка—лента шир. 19—51 миллиметров, состоящая из нескольких слоев хл.-бум. ткани (для оснбвных сортов— с прокладкой полульняной ткани), склеенных резиновым клеем, и покрытая сверху слоем натуральной резины; 3) для льна— лента из деревянных планок. Сквозь кардную ленту пропускаются скобочки из стальной проволоки, а через планки льняной карды—стальные иглы в строго определенном порядке и количестве.
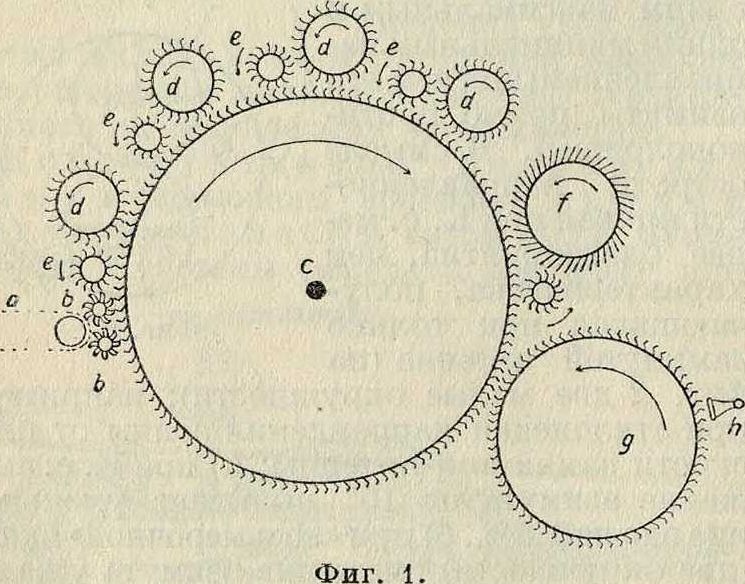
Шерстяные и хл.-бум. нарды. Схема работы карды показана на фигуре 1 (взята схема простейшей кардной машины, работающей на расчесывание шерсти). Питательный столик а подает шерсть, которая захватывается валиками Ь,b и передается ими на барабан с. Над барабаном расположен ряд валиков, назначение к-рых—прочесывать шерсть; самый прочес выполняется т. н. рабоч. валиками d, имеющими более медлен, вращательное движение, чем барабан, и направленное в ту же сторону. Курьерчики е, вращающиеся быстрее, чем рабочие валики, снимают оставшийся на рабочих валиках начес и возвращают его на барабан. Бегун имеет значительно более быстрое движение, чем барабан; захватывая своими скобками кардную обтяжку барабана, он поднимает прочесанную шерсть на поверхность кардной з<- -,2
Фигура 2.
ленты барабана и тем самым дает возможность последнему рабочему органу машины, пеньеру д, вращающемуся медленнее барабана, снимать шерсть с последнего. Гребень h окончательно снимает весь прочес с кардной машины.
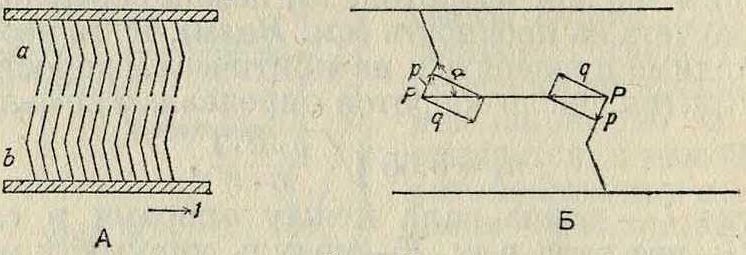
Расположение игол кардной ленты может быть двояким: 1) иглы наклоном своим направлены в разные стороны, 2) иглы направлены в одну сторону.
Случай 1 (фигура 2, А). Возможны три комбинации: 1) карда а находится в состоянии покоя; 2) карда а движется в ту же сторону, что и карда Ь, причем движение должно обязательно происходить с разной скоростью; 3) карда а движется в противоположную сторону. Во всех трех случаях карда b движется в направлении стрелки 1 со скоростью v0. На практике 1-я комбинация не встречается, потому что прочес будет идти только до тех пор, пока карда а не будет заполнена волокнами, оседающими в кардном
Фигура з. покрове, а затем он прекратится. Рабочая скорость для 2-й комбинации v =vb—va (предполагая, что b движется быстрее, чем а); для 3-й комбинации v=vb+va. На фигуре 2, Б, видны две совместно работающие скобочки, захва-
тившие волокно и натянувшие его с силой Р. Разлагая силу Р на силу р, идущую по направлению иглы, и силу q, направленную перпендикулярно к ней, получим:
р — Р cos а и q=Р sin а.
Сила р стремится втолкнуть волокно внутрь кардного покрова, сила же q будет стремиться сбросить волокно с иглы.
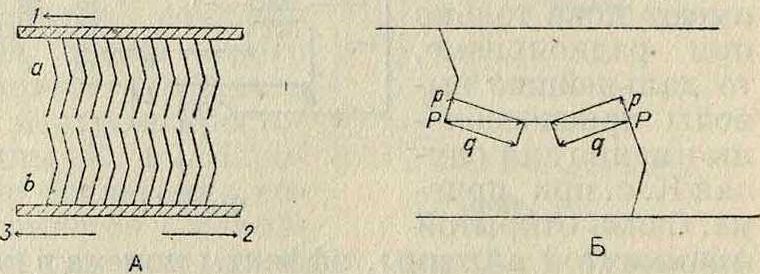
Случай 2 (фигура 3, А). Те же три возможные комбинации. Разложение силы Р показывает (фигура 3, Б), что сила р для скобочек карды а стремится втолкнуть волокно внутрь карды, для скобочек же карды b—стремится Фигура 4. сбросить его с иглы. Со ответственно этому действует сила q, стремясь для карды а сбросить волокно с иглы и втолкнуть его в кардный покров b.
Из вышеизложенного следует, что иглы, направленные своим наклоном в одну сто-Таблица 1.—X а р а к т е р и с
Г
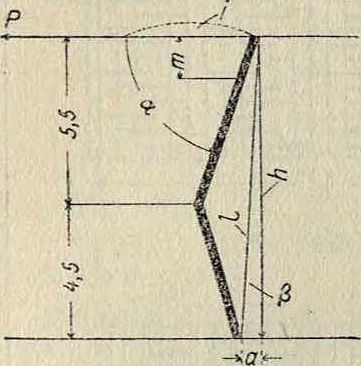
Если скобочка под действием силы Р выпрямляется, то
Принимая (для хлопчатобумажной ленты) угол α= 75°, угол /9=5° и=10 миллиметров, получим: а=0,875 миллиметров, Ϊ=10,04 миллиметров, г=0,04 миллиметров. Если предположить, что (в самом худшем случае) оба кардных покрова поднимутся на указанную величину, то расстояние между кардами будет 0,1524-2-0,04=0,0724, то есть приблизительно будет равно половине нормального расстояния, что приведет к более сильной разработке волокон, но не прекратит самого процесса прочеса.
В основном карда носит название тех рабочих органов, которые она обтягивает: 1) для шерсти — барабан, пеньер, рабочий валик, курьерчик ит.д.; 2) для хлопка — барабан, вальян, очистительная и т. д.; 3) для льна— барабанные, вальянные, съемные планки и т. д. Каждый из этих видов карды имеет свои определенные признаки, характеристика которых дана в таблице 1.
тика кардных лент.
| Сорт ленты | Основание | Ширина основания
В МЛ1 |
Высота скобки в миллиметров | Угол наклона скобки В градусах | Нормальное натяжение в пг |
| Для шерсти: | |||||
| Барабан .. | 7 сл. саржи + 1 сл. войлока | ||||
| ТОЛЩ. 4,5 миллиметров | 56 | 12,5 | 60 | 170 | |
| Пеньер.. | Такое же | 56 | 12,5 | 60 | 150 |
| Рабочий валик. | 6 сл. саржи + 1 сл. войлока | ||||
| ТОЛЩ. 4,5 ММ | 46 | 12,5 | 60 | 120 | |
| Курьерчик .. | Такое же | 38 | 12,5 | 60 | 90 |
| Бегун.. | |||||
| ТОЛЩ. 2,5 миллиметров | 48 | 26,0 | 60 | 90 | |
| Для хлопка: | |||||
| Барабан.. | з сл. саржи + 2 сл. полульня- | ||||
| ной ткани + 1 сл. натураль- | |||||
| ной резины. | 51 | 10,0 | 80 | 135 | |
| Вальян .. | Такое же“ | 38 | 10,0 | 80 | 102 |
| Очистительная. | 2 сл. саржи + 1 сл. полульня- | ||||
| пой ткани + 1 сл. натураль- | |||||
| ной резины | 38 | 21,0 | 55 | 65 | |
| Шлифовальная. | Такое же | 38 | 21,0 | 70 | 65 |
* Для указанных здесь вальянов (реже для барабанов) основание заменяется иногда, по желанию потребителей, основанием «вулен», представляющим собою два слоя саржи с шерстяной прокладкой между ними, причем все это проклеено животным клеем.
рону, заставляют волокно переходить с од-ного рабочего органа на другой, а иглы, имеющие наклон в разные стороны, производят разрыхление волокна, распрямление его и прочес.
Конструкция скобочек основана на том, что два совместно работающих кардных покрова устанавливаются друг против друга на расстоянии 0,1524—0,2032 миллиметров; следовательно, чрезвычайно важно,чтобы силы, стремящиеся выпрямить скобочку, не могли поднять ее настолько, чтобы повредить работе прочеса. Предполагая, что величина подъема скобочки (фигура 4) равняется г, расстояние от основания скобочки до основания перпендикуляра h, проведенного через острие иголочки, равно а и расстояние от основания скобочки до острия ее равно I, получим:
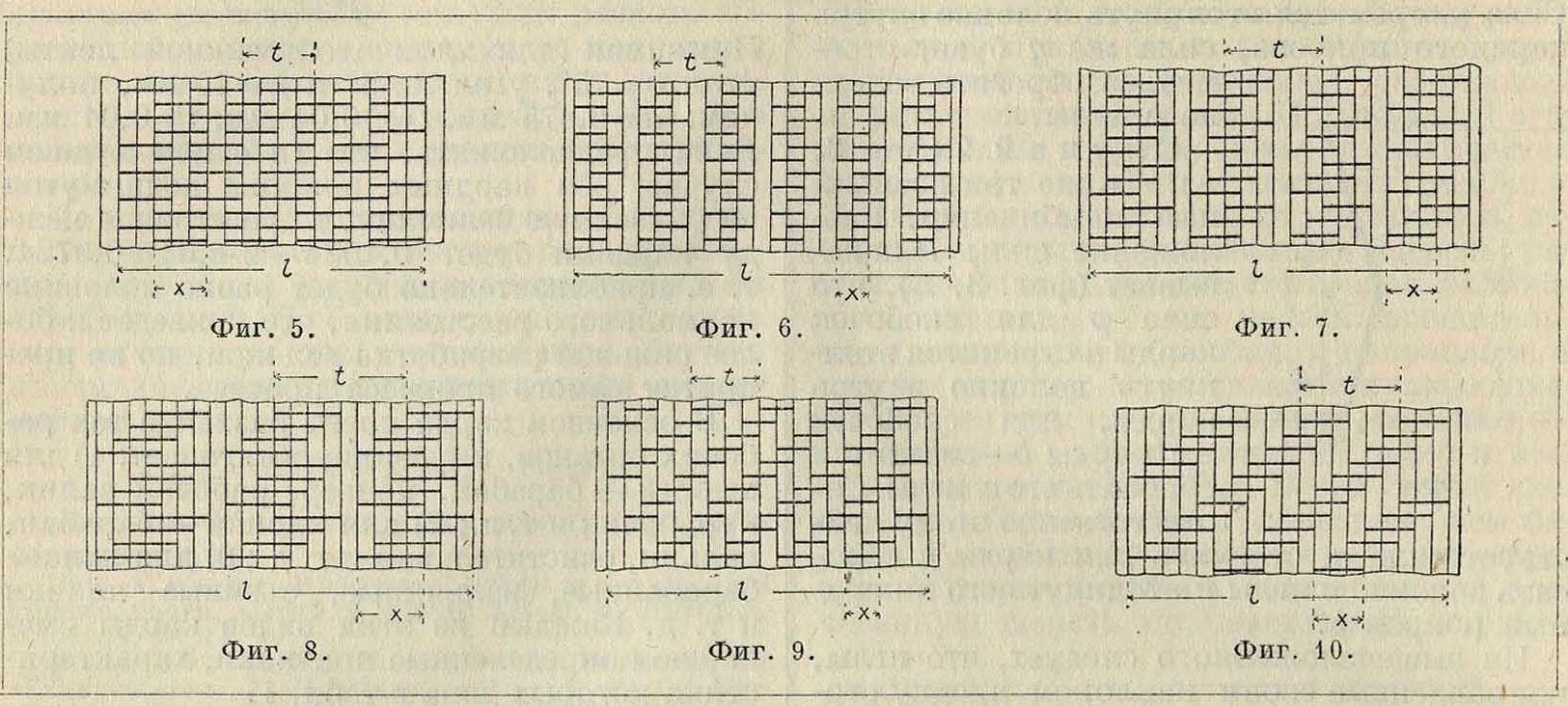
Помимо этих признаков, сорта ленты отличаются между собой еще количеством скобочек и порядком их расположения. Порядок, или т. н. набор кардной ленты, в значительной степени определяет собою работу карды. Основных видов набора существует три: 1) открытый, или обыкновенный, барабанный (фигура 5), 2) колонный (фигура 6, 7, 8) и 3) косой (фигура 9, 10). Колонный набор делится на двухскобочный (фигура 6), трехскобочный (фигура 7) и четырехскобочный (фигура 8); определяющий момент—количество скобочек, повторяющихся в одной вертикальной колонке. Косой набор делится на набор в 1/.г скобки (фигура 9) и набор в 1/3 скобки (фигура 10); определяющий момент—величина смещения каждой последующей скобки в одной и той же косой колонке. На фигуре 5—10
показано расположение поперечин скобок на изнанке ленты. Нужно иметь в виду, что открытый набор в настоящее время почти совершенно вышел из употребления вследствие одного существенного недостатка: фигура 11 и 12, из которых первая изображает лицевую сторону открытого набора, а вторая— колонного набора, показывают, что открытый набор дает по бокам прогалины, в то время как колонный имеет совершенно
Фигура 11. Фигура 12.
равномерное распределение игол, чем достигается гораздо лучший прочес. Двухскобочные и четырехскобочные наборы также почти изъяты из употребления, потому что трехскобочный набор гораздо равномернее.
Для определения ширины скобок служат следующие ф-лы. Обозначая через ί шаг скобки (расстояние по ширине ленты от начала одной скобки до начала другой, выравненное в делениях), через I—ширину ленты по набору (в миллиметров), через п—число колонок, через х—искомую ширину скобки, выраженную в миллиметров, получим:
1) для открытого набора (фигура 5): t=J делениям; х=^ ; I — nt + *=t (п +, откуда
. и 31
t=Ί-ГГ- и×= ·: : - ·
4?г+1 4п + 1
Таким лее образом получаем:
2) для колонного двухскобочного набора
(фигура 6): x--Jh;
3) для колонного трехскобочного набора (фигура 7):
4) для колонного четырехскобочного набора (фигура 8):
5) для косого набора в !/г скобки (для косых наборов п—число скобок, помещающих-
21
ся в одной косой колонке; фигура 9): х=- — ;
6) для косого набора в 1/а скобки (фигура 10):
Одним из важнейших признаков, характеризующих кардную ленту, является частота посадки скобок на единице площади ее. Таблица 2 (ст. 829) дает представление о частоте набора некоторых главнейших видов кардной ленты.
Из табл. 2 видно,что шерстяная и хл.-бум. ленты имеют различные нумерации: для шерстяной ленты применяются номера порядка 12 — 30, а для хлопчатобумажной — 60—140. В основе нумерации для шерстяной ленты лежит французско-немецкая система, для хлопчатобумажной — английская. Английская сист. основана на подсчете числа скобок, приходящихся на 1 дм.2 поверхности карды (правило для определения №: число скобок в 1 дм.2 разделить на 2,5); французско-немецкая система основана на подсчете числа игол, приходящихся по ширине ленты на два ряда скобок при открытом (обыкновенном) наборе. Естественно, конечно, что № ленты также тесно связан с диаметром употребленной проволоки: соотношения №.V видны из той же табл. 2.
Несколько отличным от перечислен, типов кардной ленты является колковая лента. Основание ее обычно составляют слои саржи + 6 слоев парусины; скобочки сделаны из железной секторальн. проволоки профилей (по Стубсу) № 12/23,15/18.16/19,18/21 и 19/22. Колковая лента № 12/23 часто употребляется на фабриках для обтяжки приемных валиков чесальных машин, заменяя собою зубчатую проволоку (гарнет). Колковая кардная лента применяется главы, образом в кустарных и полух{устарных производствах (валяльное, шерстобитное дело и тому подобное.).
Совершенно особняком стоит так называемым ч πότη ль ная карда, самостоятельного значения не имеющая и являющаяся лишь вспомогательной для работы основной карды. Она изготовляется в виде небольших листов (обычно 250x100 миллиметров); основанием ее служат 5 слоев саржи и 1 слой натуральной резины; скобочки значительно выше скобочек обыкновенной кардной ленты; высота их равна 12 миллиметров, угол наклона—40°. Чистильными кардами снимают вручную весь осев-
| Сорт ленты | №
ленты |
Диам. провод, в миллиметров | № про-вол. по кардн. калибру | Число скоб на
1 ДМ. 2 |
Сорт ленты | №
ленты |
Диам. нровол. в миллиметров | № про-вол. по кардн. калибру | Число скоб на 1 дм.2 |
| Для
шерсти: Барабан. |
14 | 0,45 |
27 |
95 | Для
шерсти: Пепьер. |
14 | 0,45 | 27 | *
115 |
| ». | 16 | 0,40 | 28 | 115 | 16 | 0,40 | 28 | 135 | |
| ». | 18 | 0,87 | 29 | 135 | » | 18 | 0,37 | 29 | 160 |
| 20 | 0,34 | 30 | 160 | » | 20 | 0,34 | 30 | 190 | |
| » | 22 | 0.31 | 31 | 190 | ». | 22 | 0,31 | 31 | 225 |
| 24 | 0.28 | 32 | 225 | » | 24 | 0,28 | 32 | 260 | |
| » | 26 | 0.26 | 33 | 260 | 23 | 0,26 | 33 | 290 | |
| ». | 28 | 0,24 | 34 | 230 | ». | 23 | 0,24 | 34 | 325 |
| Для хлопка: Барабан. | 60 | 0,50 | 26 | 150 | Для хлопка: Вальян. | 70 | 0,45 | 27 | 175 |
| » | 70 | 0,45 | 27 | 175 | » | 80 | 0,40 | 28 | 200 |
| • » | S0 | 0,40 | 28 | 200 | » | 90 | 0,37 | 29 | 225 |
| » | 90 | 0,37 | 29 | 225 | » | 100 | 0,34 | 30 | 250 |
| ». | 100 | 0,34 | 30 | 250 | ». | 110 | 0,31 | 31 | 275 |
| » | 110 | 0,31 | 31 | 275 | » | 120 | 0,28 | 32 | 300 |
| » | 120 | 0,28 | 32 | 300 | » | 130 | 0,26 | 33 | 325 |
| » | 130 | 0,26 | 33 | 325 |
ший на основной кардной ленте начес. Тем же целям (только для механич. очищения) служат т. н. штучные или листовые карды, набиваемые на валик чесального аппарата либо параллельно его оси либо винтообразно; размеры их и технич. условия чрезвычайно разнообразны и зависят в большинстве случаев от желания потребителей и конструкции их чесальных аппаратов.
Для хорошей и долговечной работы кардной ленты очень важна правильная ее обтяжка на соответствующих органах чесальной машины. Лучше всего обтяжку производить при помощи натяжного аппарата Дронс-фильда; этот аппарат представляет собою скользящий по винту супорт, снабженный сильной пружиной, с приспособлением для зажима ленты, и может развить усилие до 200 килограмм. В случае отсутствия аппарата Дронс-фильда допустима обтяжка при помощи комбинации блока с грузом, подвешиваемым на ленту. Нормальное напряжение при обтяжке ленты на органы чесальной машины показано в таблице 1.
В СССР в настоящее время разрабатывается обязательный стандарт кардной ленты. По этому стандарту предполагается внести ряд упрощений и обобщений, долженствующих значительно упростить изготовление кард. Набор для барабанов и вальянов хлопчатобумашн. карды и для барабанов, пеньеров, рабочих валиков и курьерчиков принимается исключительно трех скобочный колонный; для очистительных, шлифовальных и фанцевых лент—косой в Ve скобки; число скобок в одной косой колонке—30; для бегунов—косой набор в 72 скобки, число скобок в одной косой колонке—24. Ширина лент принимается: а) для шерстяных барабапов и пеньеров—56 миллиметров, для рабочих валиков и курьерчиков—28 миллиметров, для бегунов—46 миллиметров; б) для хлопчатобумажных барабанов и вальянов—51 миллиметров, причем лента, идущая па обтяжку рабочих валиков и курьерчиков (хлопчатобумажных), разрезается по всей длине пополам и по ширине, следовательно, равна 25,5 миллиметров, а для фанцевых, очистительных и шлифовальных лент—38 миллиметров. Число колонок в наборе принимается для шерстяных барабанов и пеньеров равным 8—до № 22 включительно и равным 10—от № 24 и выше. Соответственно этому для рабочих валиков принимается 4 и 5 колонок. Для хл.-бум. барабанов и вальянов—8 колонок для всех №№. Указанные здесь данные, естественно, в периоде обсуждения их всей текстильной промышленностью могут еще измениться.
Основными материалами в К. п. служат стальная проволока и различного вида осно вания. Проволока употребляется стальная, закаленная и отпущенная, диаметром 0,50— 0,22 миллиметров. Основание, поступающее на кардо-лентную ф-ку в виде больших рулонов (диаметром до 1 метров и шириной до 1,38 м), направляется в кроильный цех фабрики, где на кроильных машинах оно разрезается на ленты
Фигура 13.
необходимой ширины. Кроильная машина представляет собою пару тяжелых тянущих валов, имеющих впереди себя рамку с количеством ножей по числу раскраиваемых лент. Следующая операция—склейка ленты до необходимой длины (ленты приклеиваются одна к другой наподобие кожаного приводного ремня, путем сведения двух приклеиваемых концов нанет). Затем лента отмеряется но длине и передается в следующий цех— кардонаборный, являющийся основным цехом фабрики.
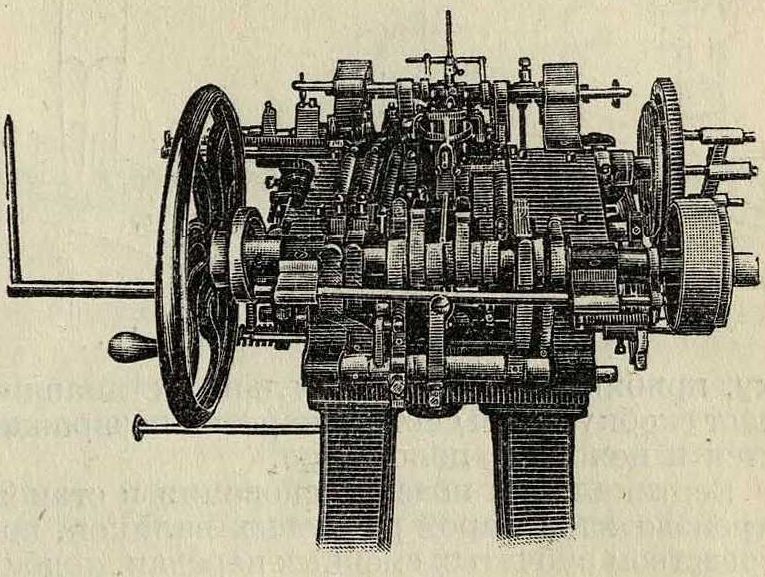
В кардонаборном цехе раскроенное основание пропускается через специальные станки-автоматы, которые производят «набор» ленты, то есть в известном закономерном порядке вставляют в основание скобочки из стальной проволоки. Общий вид станка дан на фигуре 13. Схема работы кар доыаборного станка такова. Проволока с мотков на небольших барабанах, установленных сбоку станка и вращаю-
щихся по направлению хода проволоки, захватывается подавателем, зажимается между двумя стальными калеными губками и подается через стальную трубочку вперед на отрезок, равный длине скобочки в развернутом виде. Затем проволока зажимается прижимом, удерживающим ее.все время, пока скобка не будет согнута и вставлена на место. С момента захвата проволоки прижимом подаватель начинает обратное движение и возвращается в свое первоначальное положение. В это время свободный конец проволоки, лежащей за стальной трубочкой, подхватывается носиком а и прибивальником b (фигура 14), и, после того как проволока d будет крепко захвачена указанными приспособлениями, она отрезается стальными ножами. За это время ударник (петер), снабженный головкой е с двумя иглами/, накалывает в основании ленты два соответствующих отверстия. Щечки сг и с“ (фигура 15) загибают проволоку вокруг носика, и затем вся система каретки,на которой укреплены щечки,носик, прибивальник и т. д., движется вперед и подводит скобку к проколотым отверстиям, куда она и вдвигается, причем находящееся с другой стороны основания приспособление (коленца) загибает проволоку под заданным углом. После этого носик поднимается квер
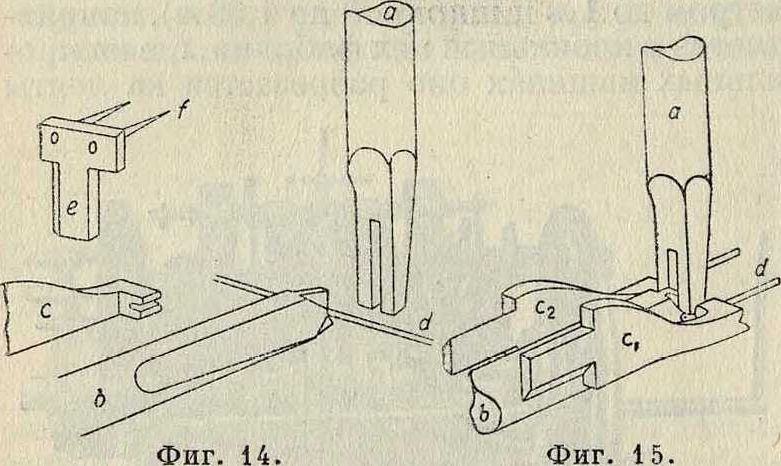
ху, прибивальник окончательно устанавливает скобку, а вся система каретки возвращается в исходное положение.
Вертикальная подача основания в станок производится парой рифленых валиков, посредством зубчатых сменных передач, подбираемых в зависимости от номера ленты. Горизонтальная подача основания от одного ряда к другому производится ступенчатым колесом (обичайкой), а на нек-рых специальных машинах и кое-где в устарелых обыкновенного типа кардонаборных машинах— посредством червячного винта. Число оборотов на современных станках равно 310—330 в мин.; производительность таких станков—ок. 9 метров среднего № ленты в одну
8-час. смену. Один рабочий (регулер) с подручным обслуживает от 12 до 16 станков, в зависимости от быстроходности их.
Следующей операцией является заборка ленты: после выхода со станка лента просматривается, причем от руки исправляются все пропуски и недостатки, получившиеся при работе на кардонаборных станках. В настоящее время эта операция объединена с набором ленты и производится непосредственно вслед за ним.
Пройдя заборку, лента попадает в точильный цех, где иглы ленты обтачиваются и заостряются. Эта операция производится на т. н. точильных барабарах, общий вид которых дан на фигуре 16 (система Дронсфильд). Лента
Фигура 16.
навивается на барабан диам. ок. 2 метров Рамы Л поддерживают червяки, вдоль которых имеют вращательное (очень быстрое) и поступательное (медленное) движение в ту и другую сторону карборундовые валики С, обтачивающие иглы по торцевой поверхности, и валики D, состоящие из 14 карборундовых дисков, толщиной в V/2 миллиметров, обтачивающие иглы с боков, между рядами их. Боковой точке подвергаются хл.-бум. ленты, начиная от № 90 и выше. При боковой точке необходимо, чтобы острие иглы было ыа два № тоньше употребленной проволоки. Таких валиков на точильном барабане имеется несколько. Кроме того, во всю ширину точильного барабана имеется металлич., оклеенный наждаком валик, имеющий, помимо вращательного, еще и небольшое поступательное движение и предназначенный также
Фигура 17.
для поверхностной обточки. Ручные маховички В служат для установки обтачивающих валиков и регулировки нажима на кардную ленту. Система передач видна из фигура 17.
После обточки лента вторично просматривается (исправляются кромки, повреждения скобок и т. д.), причем небольшая часть ленты подвергается аппретуре, то есть исправлению рядов скобочек. Отсюда лента идет в обрезальный цех, где непокрытые скобками кромки ленты срезаются (ширина кромки ленты после обрезки должна равняться половине расстояния между рядами игол данной ленты). Упаковка ленты, в виду крайней чувствительности ее к ржавлению, производится в пергамент, хлопчатую бумагу и в деревянный хорошо пригнанный и высушенный ящик. Готовая кардолента хранится обязательно в сухом отапливаемом помещении с t° 11—15° и относительной влажностью в 55%. э. Рид.
Льняная карда. Основанием льняной карды служат буковые планки (красного бука), а вместо проволочных скобочек применяются стальные иглы. Наборы и игол (в льняной карде под набором подразумевается произведение количества игол в ряду на число рядов) зависят от ровности подвергающейся обработке пряжи. Так, в стандартной гарнитуре завода «Мекки» различаются 3 класса: 1-й класс для пряжи Х«М° 6—10,
2-й класс для Щ1· 12—16 и 3-й класс для Ж· 18—22. 1-е и 2-е Льноправления за последнее время ввели на своих фабриках стандарт гарнитуры, разбитый на 4 класса: 1-й класс для пряжи М°№ 6—10, 2-й класс для ММ 12—16, 3-й класс для 18—22,
4-й класс для Ш 24—28. Способы расположения игол в планке разнообразны, но подчиняются одному основному правилу, чтобы на одной прямой, проведенной^поперек планки, находилось не более одной иглы (фигура 18). Применение кардных планок в льняной промышленности—явление последнего времени. Ра-егт- нее употреблялась х;::х:х’:"х:>х:-х-х ! ^ кардная лента на
--1 ~ ^ кожаном основа-
нии, часто еще оо-фпг. is. шитом тонкой же стью, а проволочные скобочки изготовлялись из более грубых №№ проволоки. В СССР, а отчасти и за границей, процесс перехода на планочную гарнитуру до настоящего времени еще не закончен.
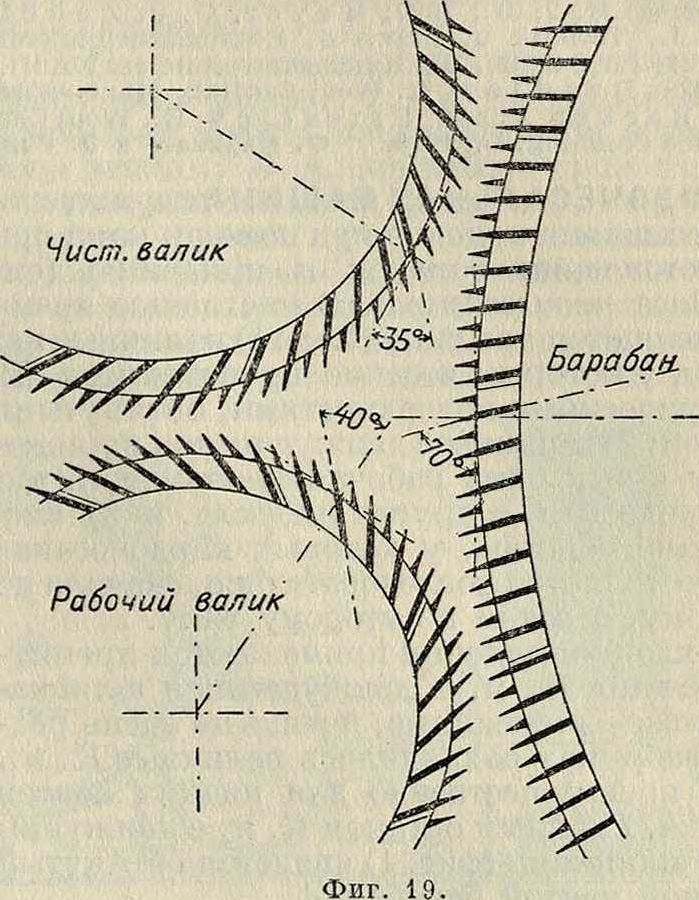
Буковая заготовка для планок должен быть без всяких древесных пороков, выдержана и содержать влаги не более 12%; в Англии обычно употребляется бук, выдержанный не менее 5 лет. Большое значение имеет также расположение слоев (годичных колец) в планке. Так, в буковой заготовке, предназначенной для изготовления барабанных планок, слои должен быть расположены параллельно нижнему основанию планки, а в вальянных планках— под углом к нему, для того, чтобы вставленная игла была направлена перпендикулярно к слоям бука (фигура 19). Это необходимо, во-первых, для того, чтобы сверление не ослабляло чрезмерно крепости планки (в планке бывает до 2 000 игол), а во-вторых, для того, чтобы при сверлении сверло не уводило. Буковой заготовке придается особый профиль, который легко получить, описав из одного центра две окружности и разделив полученный так. обр. обод на равные части секущими, проведенными под известным углом к меньшей окружности. Тогда внутренняя окружность будет органом чесалыюй машины, подлежащим обтяжке планками, а внешняя — поясом планок. Для получения отверстий для вставления игол планки поступают на сверлильные автоматы, на которых одновременно работают 4 сверла, причем
сверло, пройдя примерно половину планки, автоматически поднимается наверх, а затем уже, опускаясь снова, просверливает планку до конца. Это делается с целью удаления накопившейся стружки, которая затрудняет сверление и способствует отклонению сверла от первоначального направления. Супорт автоматически передвигает планку вдоль, а по окончании ряда отверстий—поперек (наискось) для получения второго ряда, в к-ром отверстия расположены диагонально по отношению к первому ряду. Эти 4-шпиндель-ные автоматы являются русским изобретением, и за границей их нет. Производительность сверлильных автоматов достигает 100 000 дыр за 8-час. рабочий день. Просверленные планки зачищаются, и их верхняя поверхность лакируется, после чего они поступают в забивку, где от руки в просверленные дыры забиваются стальные иглы. Следующей операцией является ручная правка игол: иглы выравнивают по особым шаблонам как по высоте, так, и по их располо-жению. Затем концы планок обрезаются с концов по заданной длине, после чего планки поступают в контроль, а затем в упаковку. Производство планок в фабричном масштабе налажено в СССР лишь в 1924 году. До этого времени они ввозились главным образом из Англии.
Производство льняных кард во всех стадиях, за исключением правки игол, не представляет профессиональных вредностей, но правка игол заметно отражается на зрении рабочих, производящих правку.
Т. Э. т. IX.
27
Лит.: Монахов А. Д., Общий курс технологии волокнистых веществ, Л., 1924; Чиликин Η. М., Лен и льнопрядильное производство, М.—Л., 1926; К а н а р с к и и Н. Я., Шерсть и ее обработка, М., 1924; Брукс К., Кард-машпны и кардование хлопка, Л., 1925; Казанский В. Ф., Чесальные машины, Ив.-Вознесенск, 1928; Taggart W. S., Die Baumwollspinnerei, В. 1, Mimchen—Berlin, 1914; Z 1 p s e r J. u. Marsctit C., Die Teclmologie d. Spinnerei, W.—Lpz., 1925; Z i p s e r J. u. M arse h i k C., Die textilen Rohmaterialien u. ihre Ver-arbeitung, T. 2, W.—Lpz., 1925; Ltidicke A., Die Spinnerei, Teclmologie d. Textilfasern, hrsg. von R. Herzog, B. 2, В., 1927; Meyer 0. u. Zelet-ner ,T., Technik u. Praxis d. Kammgarnspinnerei, B., 1923; Preu R., Die Kammgarnspinnerei, 7 Aull., B., 1928; Bradley J., Wool Carding, Manchester, 1921; Barker A. and Priestley E., Wooi Carding and Combing, L., 1919. Ф. Карикаш и Э- Рид.