 > Техника, страница 51 > Карусельные станки
> Техника, страница 51 > Карусельные станки
Карусельные станки
Карусельные станки, вертикальные токарные станки, применяемые для обточки и расточки маховиков, шкивов, шестерен,
фланцев, поршней, барабанов и тому подобное. предметов, диаметр к-рых, вообще говоря, больше длины образующей.
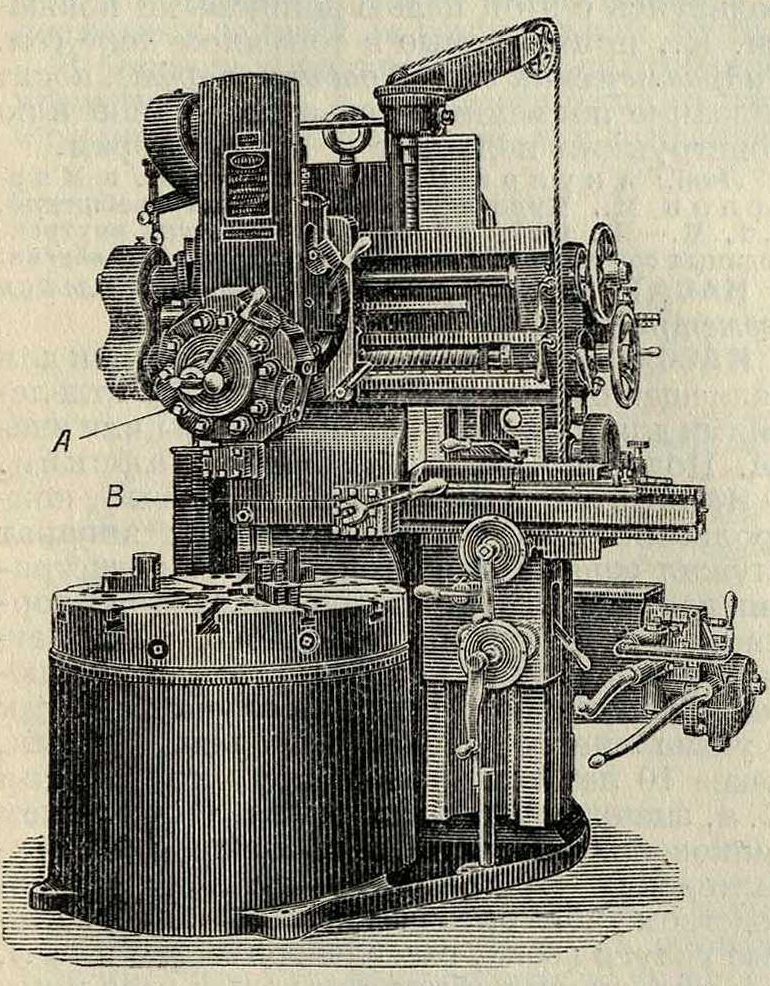
Конструкцию современных К. с. поясняет фигура 1. Цилиндрич. полая станина А снабжена в своей верхней части кольцевой направляющей, служащей опорой для планшайбы
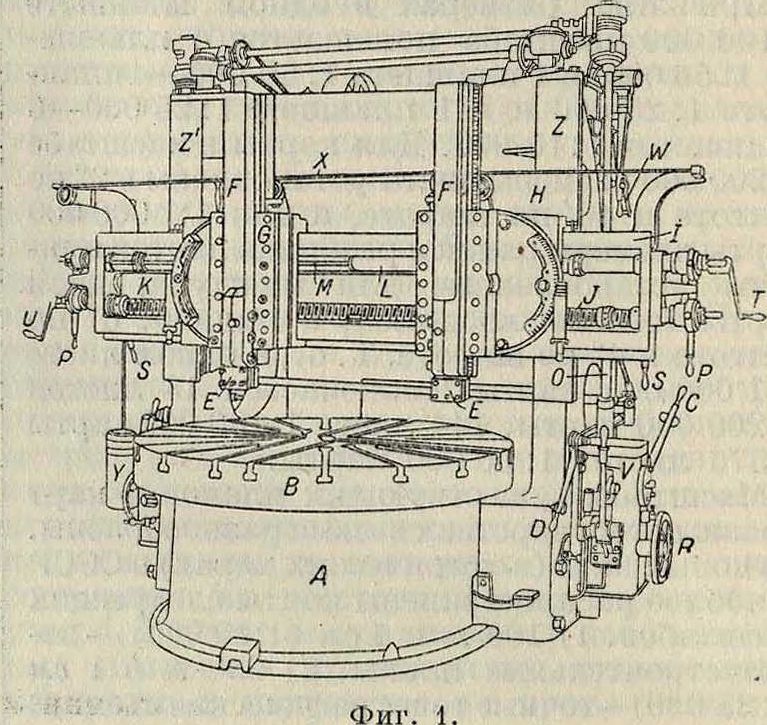
В. Планшайба, насаженная на вертикальный шпиндель, находящийся внутри означенной станины, приводится во вращение посредством привернутого к ней снизу зубчатого колеса, находящегося в зацеплении с конич. шестерней (не показана на чертеже). Последняя сидит на валу, получающем вращение непосредственно или при помощи коробки скоростей от ступенчатого шкива, расположенного позади станка. Для включения или выключения коробки скоростей имеется рукоятка С, рукоятки же I) (с обеих сторон) служат для пуска в ход или остановки станка. Обрабатываемый предмет устанавливается на означенной планшайбе, закрепляется и обтачивается резцами, зажатыми в головках
Е. Головки Е сидят па ползунах F, которые могут перемещаться в вертикальном направлении по направляющим всупортов Н. установленных на поперечине I. Супорты Н могут перемещаться вдоль поперечины 1 в
горизонтальном направлении. Подача резцов как в вертикальном, так и в горизонтальном направлениях может производиться ме-ханическ. путем или от руки. При обточке плоскостей, параллельных планшайбе, су-
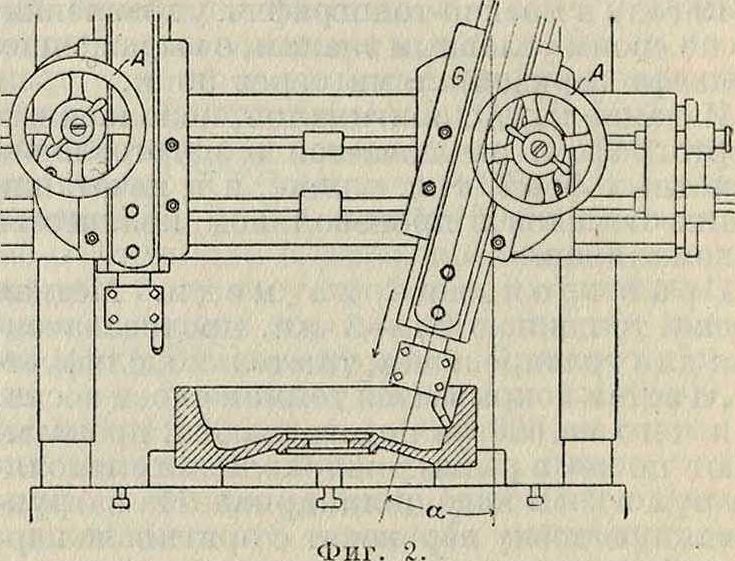
порт (один или оба) вместе с резцовыми головками Е перемещается в горизонтальном направлении вдоль поперечины при помощи соответственных ходовых винтов J и К, при обточке же (или расточке) цилиндрич. поверхностей головки со своими ползунами перемещаются вертикально в своих салазках при помощи соответственных валиков LiM. Т. к. для каждой головки имеются отдельные ходовой винт и валик, то эти головки могут перемещаться независимо одна от другой. От главного ступенчатого шкива получают вращение вертикальные валы О (с обеих сторон станка), передающие вращение упомянутым выше ходовым винтам и валикам при помощи конич. зубчатых передач у обоих концов поперечины. Включение той или другой вертикальной или горизонтальной подачи производится при помощи рукояток Р. Величина подачи (на 1 оборот планшайбы) устанавливается помощью маховичков R (по одному для каждой резцовой головки). Рукоятки S с обеих сторон станка служат для перемены направления горизонтальных и вертикальных подач той или другой резцовой головки, а рукоятки Т и U—для горизонтального и вертикального передвижения этих головок от руки при установке резцов в начале работы. У станков других конструкций вертикальное перемещение головок от руки производится при помощи маховичков А (фигура 2). Для более
быстрой установки резцов, К. с. современной конструкции снабжаются рукоятками V (фигура 1), при помощи которых механич. подачи автоматически выключаются, после чего каретки с резцовыми головками м. б. быстрд передвинуты в требуемое положение. Для облегчения подъема ползунов F последние со-вдиняются с цепью или стальным канатом X, с подвешенным на конце грузом У. Поперечина может подниматься и опускаться по вертикальным направляющим боковых стоек Z и Z при помощи передачи, которая включается поворотом рукоятки W. ^Обычно поперечина закреплена наглухо на боковых стойках болтами, которые отпускаются перед каждой новой перестановкой ее и затем снова закрепляются. Почти все современные К. с. крупных и средних размеров снабжаются двумя резцовыми головками, одна из которых делается часто в виде ной головки, приблизительно такого же устройства, как у ных станков (фигура 3 и 6). Для точки на конус направляющие G могут быть повернуты на требуемый угол а (фигура 2); для отсчета угла поворота каретки снабжаются шкалой с делениями. Для обточки сферич. поверхностей (например выпук лых ободов шкивов и тому подобное.) К. с. снабжают иногда особым приспособлением, при помощи которого резец, при его поступательном движении вниз, имеет боковую подачу, пока
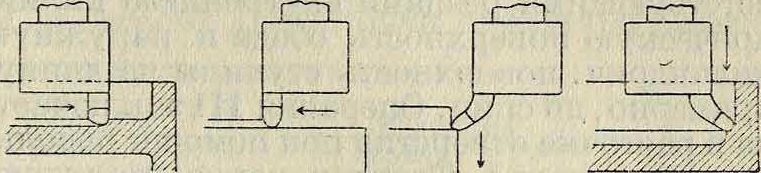
Фигура 4.
он не дойдет до середины обода, после чего боковая подача совершается в обратную сторону f1].
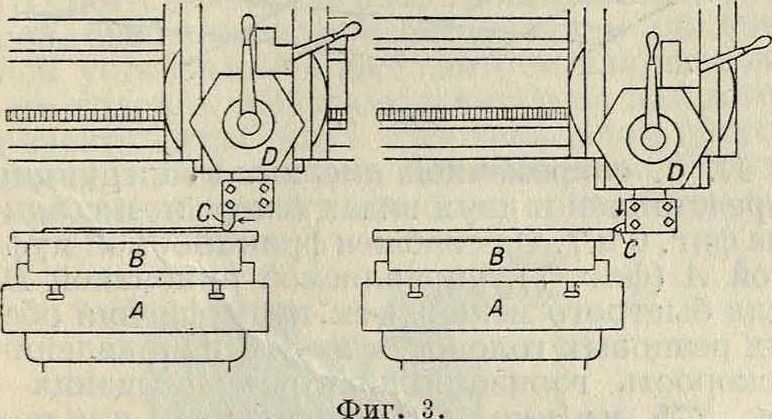
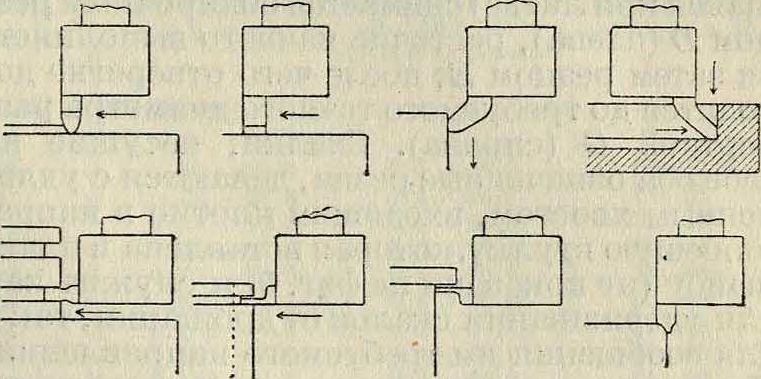
На фигуре 3 показана схематически обточка плоскости, параллельной планшайбе (слева), и цилиндрич. поверхности (справа): А представляет собою планшайбу, В—обрабатываемый предмет. В первом случае резец С, закрепленный в ной головке I), движется в горизонтальном направлении, во втором случае резец, установленный горизонтально в державке, перемещается в вертикальном направлении. Различные типы резцов и способы их применения для К. с. показаны на фигуре 4.
Пример типичной работы, выполняемой на К. с. (обточка и расточка маховика), представлен схематически на фигуре 5. Обод маховика зажат с внутренней стороны четырьмя кулачками, и обработка его производится одной простой резцовой головкой (слева) и одной ной (справа). В операции I резец В (в ной головке) производит обдирку торцевой стороны обода, в то время как резец С (в простой головке) выполняет ту же работу по отношению к цилиндрич. поверхности последнего. После того как резец В пройдет торцевую сторону
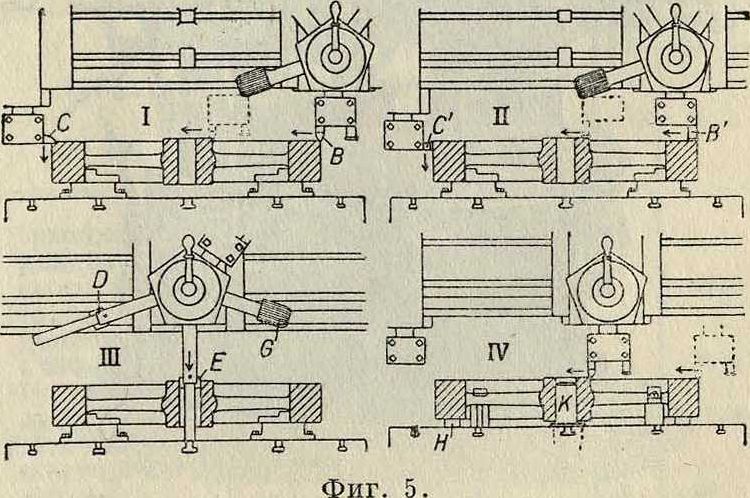
обода, его переставляют в положение, показанное пунктиром, для обдирки торцевой стороны ступицы. Операция II состоит в обточке начисто тех же поверхностей резцами С я В, из которых последний переставляется затем в положение, показанное пунктиром, для обточки начисто торца· ступицы. Подача резцов должен быть при этом соответственно изменена. После этого иногда протачивают соответствующими резцами внутреннюю цилиндрическую поверхность обода и наружную цилиндрич. поверхность ступицы на длину, примерно, до спиц. Операция III заключается в расточке отверстия при помощи ной головки. Твердая корка (получающаяся при литье) снимается обдирочным резцом D (слева), расточка начисто выполняется затем резцом Е, после чего отверстие доводится до требуемого точного диаметра разверткой G (справа). Скалки, несущие на себе оба означенные резца, делаются с удлиненным хвостом, входящим плотно в направляющую втулку, которая вставлена в планшайбу (не показана на фигуре 5) и служит как для удерживания скалок от дрожания, так и для сообщения им требуемого направления. После расточки ступицы маховик поворачивают обработанной торцевой стороной вниз для обработки другой торцевой стороны (операция ГУ). Кулачки снимаются с планшайбы, и маховик устанавливается обработанной торцевой стороной обода на подставках Н, к которым он прижимается скобами (не показанными на фигуре), упирающимися в спицы; при этом маховик центруется оправкой К, вставленной в соответствующее отверстие планшайбы и входящей плотно в расточку ступицы. Закругления краев обода и ступицы, если они требуются, производятся в операциях II и IV при помощи специального резца.
В тех случаях, когда К. с. предназначаются для обработки предметов, сильно отличающихся один от другого своими размерами (как это имеет место, например, в ремонтных мастерских или на з-дах, работающих по случайным заказам), иногда пользуются К. с.
Фигура 6.
с раздвижными боковыми станинами. Последние устанавливаются на горизонтальных полозьях, что дает возможность изменять расстояние центра планшайбы до боковых станин и обтачивать предметы большего диаметра. Для того чтобы при таком раздвинутом положении боковых станин можно было устанавливать резец в центре планшайбы, такие К. с. снабжаются добавочной поперечиной, устанавливаемой на обычной поперечине станка перпендикулярно к последней и несущей на себе собственную каретку с резцовой головкой.
Фигура т.
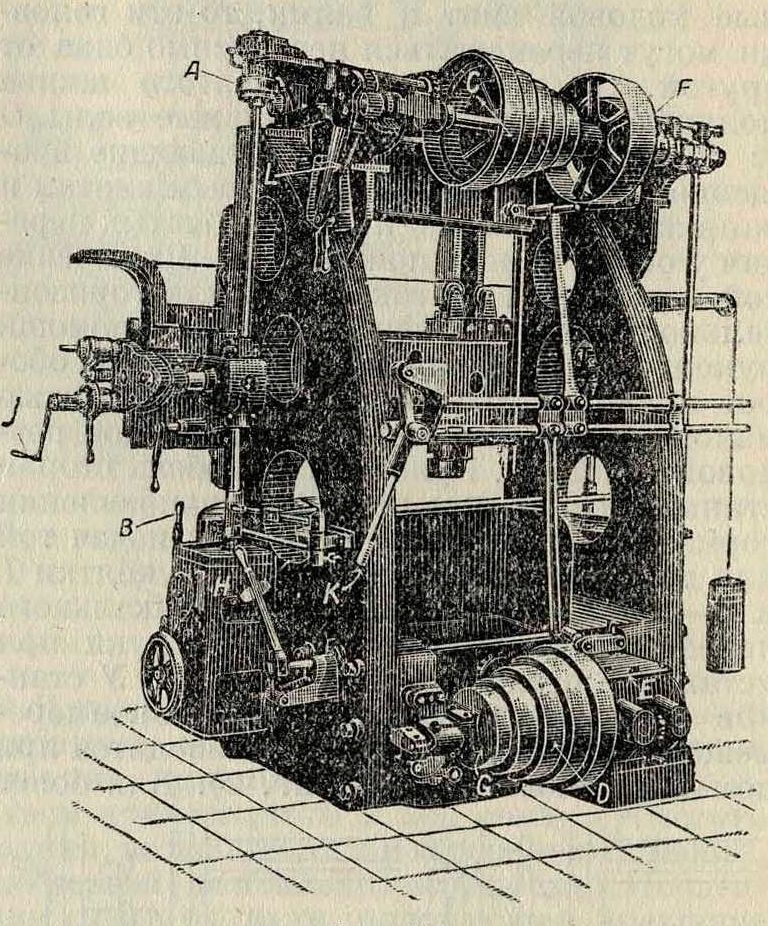
К. с. современной америк. конструкции представлен в двух видах (спереди и сзади) на фигуре 6 и 7. Он снабжен фрикционной муфтой А (фигура 7), управляемой рукояткой В, для быстрого механическ. перемещения обеих резцовых головок в любом направлении (скорость горизонтального перемещения— ок. 275 миллиметров!мин, а вертикального или под углом—180 миллиметров/мин); С—ступенчатый шкив контрпривода, установленного на самом станке; Ώ—рабочий ступенчатый шкив; Е— коробка передач, управляемая рукояткой Н: F — фрикционная муфта для остановки и пуска в ход, управляемая рукоятками (спереди станка), соединенными с фрикционным тормозом G у ступенчатого шкива D таким образом, что включение, например, фрикционной муфты влечет за собой выключение тормоза и наоборот; J—рукоятки у обоих концов поперечины, служащие для вращения ходовых винтов и валиков при вертикальной и горизонтальной подаче резцовых головок от руки, устроены так, что они тотчас же выключаются, когда с них снимают руку, и не вращаются при механич. подаче резцовых головок; К—рукоятка, при помощи которой производится перестановка ремня по ступенчатому шкиву; L—рукоятка для механич. поднимания и опускания поперечины.
Такие К. с. строятся для обточки предметов диаметром от 1,2 до 2,5 м, причем, по требованию, к ним прилагается приспособление для нарезки винтовой резьбы. Более крупные К. с. устроены приблизительно по этому же принципу, но отличаются от опи санного более массивной конструкцией и отдельными деталями. К. с. делаются также с моторами, установленными на самом станке. Характеристика К. с. (по немецким данным) приведена в таблице 1.
независимо одна от другой и м. б. поставлены почти рядом, для одновременной обработки предметов небольших диаметров (что неосуществимо у обыкновенных К. с.). Такие К. с. строят для обточки предметов диамет-
Т а б л. ί.—X арактер-истина карусельных станков.
| Наибольший диаметр обточки в миллиметров | Наиб, высота обраб. предмета над верхним краем планшайбы в миллиметров | Наиб.вес обрабатываемого предмета в т | Наиб, вертик. ход резца в миллиметров | Число оборотов планшайбы в мин. | Величина вертик. и го-ризоитальн. подач в миллиметров за один оборот планшайбы | Рекомендуе-мая мощность мотора в IP |
| 1 500 | 1 000 | 6 | 600 |
1,05 —38,0 |
0,4 —16,0 | 15—20 |
| 2 000 | 1 250 | 12 | 750 | 0,75 —27,0 | 0,4 —16,0 | IS—25 |
| Б 000 | 1 600 | 18 | 950 | 0,53 —19,0 | 0,4 —25,0 | 22—30 |
| 4 000 | 2 000 | 30 | 1 200 | 0,38 —13,5 | 0,4 —30,0 | 30—40 |
| 5 000 | 2 400 | 50 | 1 400 | 0,28 —10,0 | 0,4 —30,0 | 38—50 |
| 6 000 | 2 800 | 75 | 1 600 | 0,215— 7,7 | 0,4 —30,0 | 50—68 |
| 7 000 | 2 800 | 75 | 1 600 | 0,200— 7,2 | 0,4 —30,0 | 50—68 |
| 8 000 | 3 200 | НО | 1 800 | 0,16 — 5,8 | 0,45—40,0 | 65—90 |
| 9 000 | 3 200 | 110 | 1 800 | 0,152— 5,5 | 0,45—40,0 | 65-90 |
| 10 000 | • 3 200 | 110 | 1 800 | 0,145— 5,2 | 0,45—40,0 | 65—90 |
| 12 080 | 3 500 | 160 | 2 000 | 0,115— 4,1 | 0,5 —50,0 | 90-120 |
| 14 000 | 4 000 | 200 | 2 250 | 0,100— 3,6 | 0,5 —50,0 | 110—140 |
Примечание. Меньшие мощности моторов указаны для обработки преимущественно чугуна, а большие—для обработки стали.
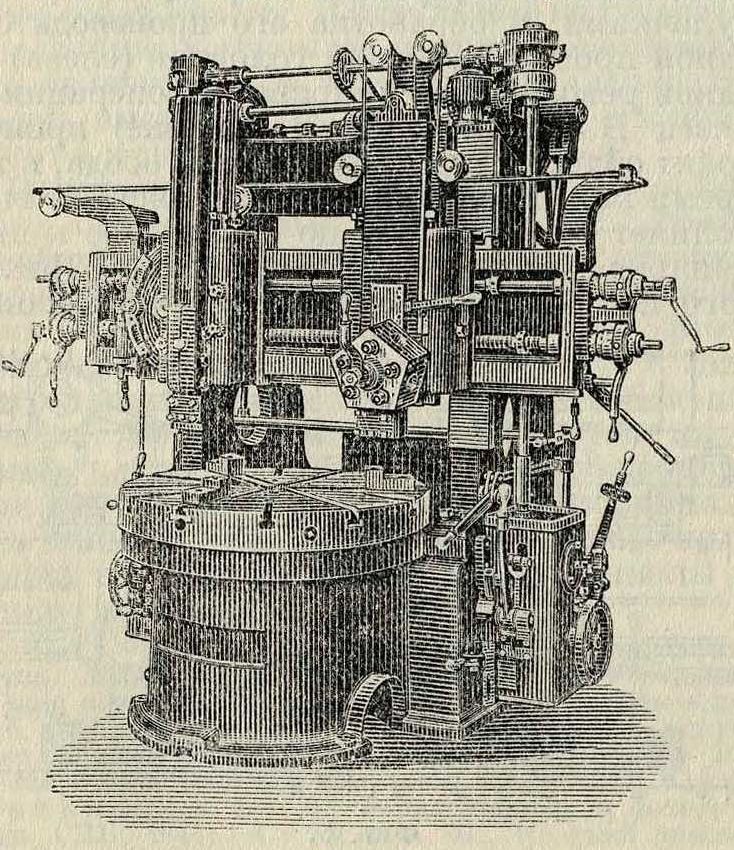
Особый тип К. с.—ный, новейшей конструкции, представлен на фигуре 8. Особенность его заключается в том, что у него имеется ная головка Л на 5 резцов, снабженная приспособлением для точной установки ее над центром планшайбы. Эта головка может передвигаться как в горизонтальном, так и в вертикальном направлениях, а равно и устанавливаться под углом, подобно тому как было описано выше.
Фигура 8.
Вторая, боковая головка В, обычного типа, перемещается в отдельной поперечине, могущей также передвигаться в вертикальном направлении. Обе эти головки перемещаются ром до 1 м; потребная мощность около 15 №. Кроме описанных выше, существуют еще К. с. специальных типов, как, например, для обработки паровозных и вагонных колес.
Преимущества К. с. по сравнению с токарными, в частности лобовыми станками, заключаются в следующем: 1) обрабатываемый предмет м. б. легко положен на планшайбу, быстро выверен и закреплен на последней; 2) вес планшайбы и обрабатываемого предмета, а равно и давление резца, передается непосредственно большой опорной поверхности, благодаря чему достигается большая точность обработки; 3) быстрота подготовки к работе; 4) возможность снимать бблыную стружку, благодаря большойопорн. поверхности планшайбы. В виду этих преимуществ обработка на К. с. производится значительно быстрее, чем на токарных станках, как это видно из табл. 2.
Таблица 2.—Н родуктивность работы токарного и карусельного станков.
| Время обработки (часы) | Экономия времени | |||
| И з д е л и е | на токарном станке | на карусельном станке | в часах | в % |
| Крышка цилиндра двигателя внутр. crop., диам. 1 225мм | 35 | 11 | 24 | 68,6 |
| Поршень газового двигателя, диам.
1 030 миллиметров. |
31.5 | 21,5 | 10 | 31,4 |
| Чугунный маховик, диам. 2 200 миллиметров. | 39 | 11 | - 28 | 71,8 |
| Обточка стальной шестерни, диам. 420 миллиметров. | 2,5 | 1 | 1,5 | 60 |
| Ж.-д. вагонное колесо. | 8 | 2 | 6 | 75 |
| Бандаж вагонного колеса. | 3,2 | 0.5 | 2,7 | 1
84.4 |
| Стальной паровози. поршень, диам. 575 миллиметров.
1 |
3,5 | 1,5 | 2 | 57,! 1 |
При обработке на К. с. крупных предметов доступ к последним, а следовательно, промер их, равно и удаление стружек менее удобны, чем на лобовых станках. Стоимость К. с. также значительно выше, чем лобовых станков. Однако, несмотря на сравнительно высокую стоимость, К. с. пользуются большим распространением, и область применения их все более и более расширяется. Этому в значительной степени способствуют вводимые в них за последнее время усовершенствования. Так, например, в С. Ш. А. в последнее время получают распространение многошпиндельные автоматические К. с. Принцип работы такого станка вполне сходен с таковым многошпиндельного автомата (смотрите Токарные станки автоматические) с той лишь разницей, что рабочие шпиндели располагаются не горизонтально, а вертикально.
Лит.: *) Гавриленко А. П., Механическая технология металлов, ч. 4. вып. 3, Москва, 1925.
Hiitte (производственный), вып. 3, Москва, 1926; Н ii 11 e Fr. W., Die Grundziige der Werkzeugmaschi-nen u. der Metallbearbeitung, В. 1, 5 Aufl., B., 1926; Η ϋ 11 e Fr. W., Die Werkzeugmaschinen, 4 Aufl., B., 1919; «Schiess-Defries-Nacbrichten», Messheft 2, Diis-seldorf, 1927; Franklin D. .T., Turning and Boring, New York, 1915; Machinery’s Encyclopedia, v. 1, p. 469—476, N. Y., 1925. В. Пальм.
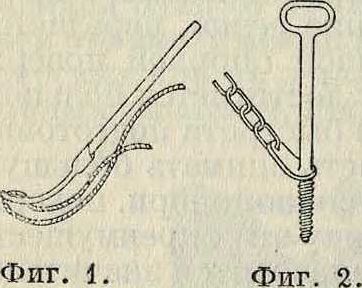
КАРЧЕПОДbЕМНИКИ, снаряды для захватывания и удаления со дна рек и водоемов карчей (каршей), то есть затонувших пней с корнями, а иногда целых деревьев, упавших в воду с подмытых и обвалившихся берегов, затонувших бревен и тому подобное. Для захватывания карчей служат железные цепи, которые под карчи подводятся руками или при помощи железных вилок (фигура 1), или железные стержни (винтовые болты) с проушиной на одном конце и винтовой нарезкой на другом (фигура 2). Сначала вилкой подводят под карчу веревку, к которой привязан конец цепи, а затем за веревку притягивают цепь и поднимают карчу. Стержень же ввинчивается в карчу посредством рычага, продетого в проушину, а вытаскивается карча при посредстве цепи, прикрепленной к кольцевому утолщению. Когда карча захвачена цепью или канатом, ее извлекают из воды при помощи более сложных карчеподъемных снарядов или карчевницы.
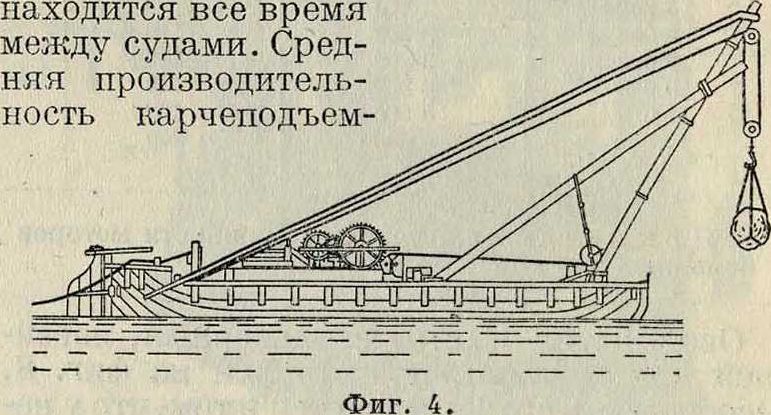
Для облегчения подъема карчей и деревьев, занесенных значительными наносами, прибегают к подрывным работам. Подъем небольших карчей производится с переносных козел при помощи блоков — обыкновенных или дифференциальных. Подъем значительного количества или объёма карчей производится при помощи кранов, устанавливаемых на судах. Самый простой тип К. для подъема небольших карчей и перемещения их в подвешенном состоянии на другое место указан на фигуре 3. Носовая часть судна снабжена наклонным бревном, опирающимся на борт, а нижним концом прочно прикрепленным к кильсону, то есть к балке, идущей вдоль судна по днищу; конец бревна снабжен блоком и подъемной цепью. Для подъема на значительную высоту К. снабжают подъемными кранами. Подобного рода К. представляет собою плоскодонное судно,
| —ф. i? "w η | ||||
| 1— - | ||||
| — | — | |||
Фигура з. корма которого снабжена наклонной стрелой (фигура 4) с блоком и цепью или канатом, или состоит из 2 больших лодок, соединенных между собой поперечными балками и фермами, к которым прикреплены тали с подъемной силой не менее Ют; эта конструкция более устойчива, т. к. поднимаемый груз
ных снарядов за навигационный период— 100—150 предметов (карчей, деревьев и тому подобное.).
За последнее время обычно при осушительных работах, при углублении и спрямлении рек экскаваторами (смотрите) расчистку русла от карчей ведут при их же помощи, пользуясь с этой целью щипцовыми ковшами. К., применяемые в торфяном деле (смотрите Гидравлический способ добычи торфа), носят название подъемных пеньевых кранов и по конструкции подходят к экскаваторам.
Лит.: Акулов К., Брилинг Е.иМар-целли М., Курс внутренних водных сообщений, т. 1, М.—Л., 1927; 3 б р о ж е к Ф., Курс внутр’ен. водяных сообщений, 3 изд., П., 1915. А. Калабугин.