 > Техника, страница 53 > Клепка
> Техника, страница 53 > Клепка
Клепка
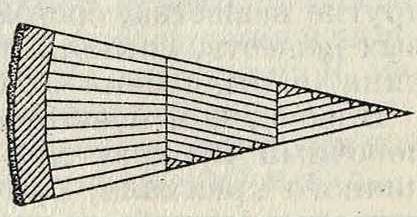
Клепка (бочарная), колотые или пиленые дощечки, служащие материалом для бондарного производства. Пиленая К. готовится либо на лесопильных заводах, в так называемым отделениях для разделки мелочи, либо в специальных распиловочных предприятиях. Пиленая К., получаемая на лесопильных заводах, обычно годна по своему качеству только для сухой тары (цементная и ящичная К.), т. к. пиленая мелочь вырабатывается из горбов и крупной рейки, из которых трудно получать правильный радиальный распил, при к-ром не пропускающие жидкостей сердцевинные лучи расположены поперек длины и параллельно грани К. (фигура 1). Для распиловки горбов и реек на К. требуются следующие машины.
1) Ребровый станок (смотрите Лесопильное дело), назначение которого заключается в распиловке дерева на тонкие до- фИГ. im
щечки и клепки;
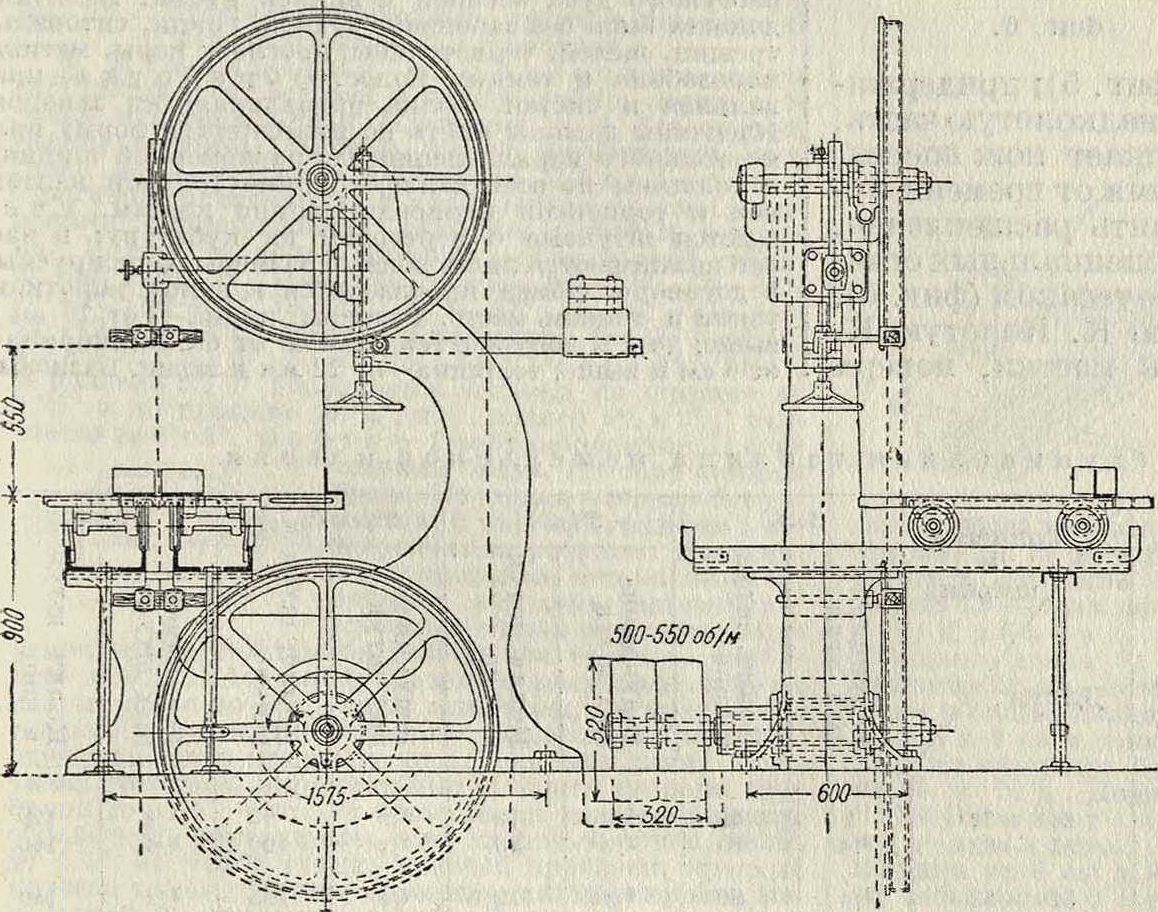
особенность этого станка заключается в устройстве специального механизма подачи, к-рый состоит из двух пар вальцов, причем (подвижные) вальцы имеют вид стальных зубчатых колес с крупными зубцами, специально приспособленных для надежной посылки горбов и срезков с неровной наружной поверхностью (по коре). Все вальцы имеют движение подачи от механического привода при помощи зубчатой передачи. Подвижная пара вальцов движется в штативе на салазках, приводимых в движение рукояткой или педалью. Нажим вальцов обеспечивается грузом. Неподвижная пара вальцов и направляющая линейка могут регулировать толщину выпиливаемой дощечки при помощи рычага с тремя рукоятками с точностью до 0,75 миллиметров. Скорость подачи м. б. 10, 15, 20, 26, 32 или 40 метров в минуту. Требуемая мощность—до 23 (средняя 12) ЬР; занимаемая о б
площадь 1 500 х 1 600 миллиметров. 2) Реечный (циркульный) станок (смотрите Лесопильное дело), в к-ром механизм подачи материала состоит из двух небольших зубчатых колес; одно из них расположено под столом, а другое над ним. Скорость подачи на таких станках огромна—до 70 ж в мин. Потребная мощность
7—8 HP; площадь 1 160x250 миллиметров. 3) Обрезной многопильный станок, снабженный пятью пилами, из которых две подвижны. Назначение этого станка—обрезывание К. по длине. Скорость подачи от 25 до 30 метров в мин. Потребная мощность от 6 до 12 IP; площадь 500 х 1100 миллиметров. Если количество К. не особенно велико, то для обрезки К. по длине молено обойтись одним реечным станком.
4) Концеравнительный станок, снабженный
Фигура 3.
Фигура 2.
двумя пилами, расставляющимися по задан-ной длине К. Он опиливает концы К. пачками по 5—6 клепчин сразу и по производительности соответствует 2 ребровым и 2 реечным станкам; потребная мощность 3—5 IP; площадь 2 000 х 1 000 миллиметров. Подача горбов и реек из лесопильного завода осуществляется при помощи продольных или поперечных транспортеров. В том и другом случае горбы и рейки,перед подачей на ребровый или реечный станки, разрезаются по длине на торцовочном однопильном станке.
Выпиловка К. из кряжей непосредственно в распиловочных предприятиях широко применяется в С. Америке и в Дании при производстве дубовой и буковой К. Схема производства заключается в следующем.Кряжи, доставляемые на з-д, предварительно распиливаются циркульной торцовочной пилой, или т. н. лисьим хвостом, на чураки применительно к длине К. Толстые чураки раскалываются пополам или на четыре части и поступают для радиальной распиловки на приз-матич. плашки на специальный ленточнопильный станок (фигура 2) с ручной подачей. Плашки, или гнатинники, идут затем на клеиочнопильный станок (смотрите Деревообделоч ные стати), обрезной и концеравнительный станки. К., выпиленная так. обр., или поступает в сушильные камеры для искусственной сушки или тотчас же пакуется в пачки, перевязывается проволокой и отправляется на склад для естественной сушки в штабелях. Пиленая клепка по форме обработки бывает прямая и цилиндрическая. Последняя м. б. выпиливаема как из толстых досок, так и из гнатинника, причем вместо ребровых и реечных станков применяются ленточный станок и цилиндрические пилы (смотрите Бондарные изделия). Такой способ заготовки пиленой К. дает вполне удовлетворительные результаты даже для мокрой тары, т. к. распиловка ведется по тому же радиальному методу, как и разработка колотой клепки.
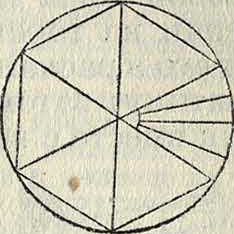
В СССР пиленая К. вырабатывается гл. образ, из бука, сосны, ели, осины, липы; дубовая же клепка до сих пор заготовляется исключительно расколкой чураков на лесосеке или месте складки из све-ясе срубленной древесины. На К. берут дуб. дере-ревья от 30 ем толщиной, и притом хорошо колющиеся экземпляры, что узнается по коре: если кора у дуба имеет прямолинейные трещины, то и древесина будет прямослойна. и будет хорошо колоться. Эти стволы режутся по длине клепки на чураки, которые ставятся стоймя и прикрываются с торца снегом или дерниной для предохранения от трещин. Чураки размечают на два, четыре, шесть или другое число секторов и последовательно раскалывают гго радиусу, сообразуясь с будущим выходом К. по ширине (фигура 3).
Секторы носят название половин, четверок, восьмерок и тому подобное. Расколка чурок производится при помощи обыкновенного топора-колуна и деревянных (гра-. бовых) клиньев, длиной 36 см, вбиваемых деревянными колотушками в образовавшуюся щель. Применяется также и специальный нож (фигура 4), длиной 26,5 и шириной 3,5 см, с наварным стальным лезвием, насаженный под прямым углом на деревянную рукоятку. Расколка требует опыта, и необходимо уменье, чтобы возможно меньше потерять древесины в виде щепы. У каждого сектора (фигура 1) скалывают заболонь и сердцевинную часть, которые в дело не идут; затем раскалывают сектор по тангенциальному направлению на две призмы
Фигура 4.
или больше. Эти призмы называются гна-тинником. Из гнатинника уже выкалываются по направлению сердцевинных лучей так называемые лады. Для этого, наставив лезвие ножа или топора в нужном направлении на торец, ударами колотушки вгоня-
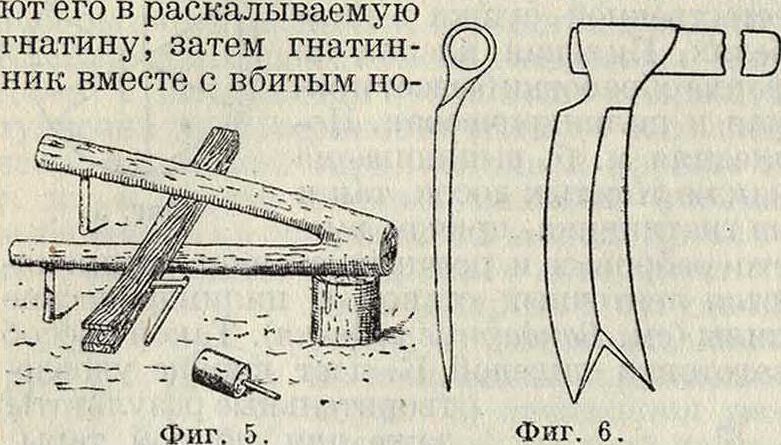
жом вставляют в козлы (фигура 5); придерживая левой рукой нижнюю надколотую часть, рабочий правой рукой толкает нож вперед, поворачивая при этом время от времени рукоятку вниз, чтобы усилить расщепление. Лады обрабатываются на специальных станках стругом или на колоде тесаком (фигура 6), получая т. о. уже готовую К. Колотую К. складывают для сушки в клетки, поверх которых кладут груз (поленья). Клепка, как и вообще дуб, сохнет очень медленно, и для полной просушки требуется от 3 до 6 лет; поэтому К. окончательно просушивается уже в торговых складах. При расколке следует учитывать усушку. Отбросы при заготовке клепки колеблются от 35 до 70% массы чу-рака и зависят от качества и размеров разделываемых кряжей, от размеров клепки, от способов производства, а также от опыта и уменья заготовщиков.
Дубовая клепка идет главным образом на экспорт. В зависимости от размеров, К. носит название: французской, биндерной и ме-мельской (балтийской).
Технические условия на экспортную клепку сводятся к следующему.
А. Французская К.Древесин а—сырорастущего дуба осенней и зимней рубки. Клепчина должна быть без заболони, сучков, гнили, ситовины, трещин, щелей, червоточины, прослоек коры, метика, морозобоин и темных полос. Обработк а—правильная и чистая, колка радиальная без заколов. Клепчины должны иметь по возможности форму прямоугольного параллелепипеда, равномерной ширины и толщины по всей длине, с прямоугольной кантовкой и торцовкой перпендикулярно кантам. Учет ведется штуками с переводом на кубатуру; в расчет принимаются лишь полные размеры, фиксируемые в договоре. Обмер производится в самом коротком, узком и тонком месте. Размеры: длина — от 70 сантиметров и выше; до 5% допускается данною от 65 см; ширина— от 6 сантиметров и выше; толщина—от 22 миллиметров и выше. Базисный
Таблица 1. — Р е д у к ц и о н н а я таблица м е м е л ь с к о и клепки.
| Номенклатура | Толщина | 3x6" | 272Х5" | 274x47.” | 2x4" | |||||
| я | я | я | Я | |||||||
| ширин a | X | !»
Н |
>·
н |
1 | н | 1 | н | |||
| о я | 3 | g | с X | я | о а | з | ||||
| Русские и английские названия |
Длина к" |
Ε ί»
«2 о 3 |
у о Я х о -« | 2 3
н“ <υ з |
У о я е
« 8 О **4 |
Я >1×ь* х 3 «И о з | я ° я К К о О К | &я х 3
«И о 3 |
gg
Bg О *** | |
| (L я | Й Я | Р< я | й И | Р< я | S а | Λ я | И « | |||
| Пипы, Pipe.. | 66 | —72 | 1 | 60 | 4/5 | 75 | 2/3 | 90 | 1 /2 | 120 |
| Бранты. Brandy.
Длин, оксгофты, Long Hogs- |
54 | —62 | 3/4 | 80 | 2/3 | 90 | 1 /2 | 120 | 3/8 | 160 |
| head..
Короткие оксгофты, Short |
51 | —53 | 2/3 | 90 | 8/15 | 112,5 | 4/9 | 135 | 1/3 | 180 |
| Hogshead .. | 46 | —50 | 3/5 | 100 | 12/25 | 125 | 2/5 | 150 | 3/10 | 200 |
| Длинные тоны, Long Barrel Короткие токы, Short Bar- | 38 | —45 | 1 2 | 120 | 2/5 | 150 | 1 3 | 180 | 1/4 | 240 |
| rei.. | 321 | ,-37 | 2/5 | 150 | 8/25 | 187,5 | 4/15 | 225 | 1/5 | 300 |
| Оксгофт-боды. Long Heading | 26 | —32 | 1/3 | 180 | 4/15 | 225 | 2/9 | 270 | !/« | 360 |
| Тоны-боды, Short Heading. Анкер-боды,Short short Head- | 20 | —25 | 1/4 | 24.0 | 1/5 | 300 | 1 6 | 360 | 1 /8 | -180 |
| ing.. | 17 | —19 | 1/5 | 300 | 4;25 | 375 | 2/15 | 450 | 1/10
1/12 |
600 |
| Концы, Ends.. | 15 | —16 | 1/6 | 360 | 2/15 | 450 | 1/9 | 540 | 700 | |
| Номенклатуp a | Толщина | к/, хз·/; | IV, ХЗ" | 1ι/4χ3 | 1x3" | |||||
| И | X | X | X | X | ||||||
| Хширина | 1 | Е- | X ^ | >· | Λ | н | 1 | :»
н | ||
| о к | Я | О f | 3 | о а | я | |||||
| Русские и английские | 5£ | Я р“ | я >» | 5С- | ||||||
| названия | Ξ 3 | ν й> Я ~ | 23 | я“ а я х | я я | я о. | 2 Ξ | У о Я к | ||
| Длина в" | S*
о 3 Рн X |
к ° о“ и а | ни о 3 Рч X | R $ о а
££ а |
« ь
<? 3 Рч Я |
5©
о -й а |
«ц о Λ
Р- я |
я 3
о -* И а | ||
| Пипы, Pipe.. | 66 | —72 | 1/3 | 180 | 1/4 | 240 | х/з | 300 | 1/6 | 360 |
| Бранты, Brandy.
Длин, оксгофты, Long Hogs- |
54 | —62 | 1/4 | 240 | 3/16 | 320 | 3/20 | 400 | 1/8 | 480
1 |
| head..
Короткие оксгофты, Short |
51 | —53 | 2/9 | 270 | 1/5 | 360 | 2/15 | 450 | 1/9 | 540 |
| Hogshead.. | 46 | —50 | 1/5 | 300 | 3/20 | 400 | 3/25 | 500 | 1/10 | 600 |
| Длинные тоны, Long Barrel. Короткие тоны, Short Bar- | 38 | —45 | 1/6 | 360 | 1/8 | 480 | 1/10 | 600 | 1/12 | 720 |
| rei.. | 32V2—37 | 2/15 | 450 | 1/10 | 600 | 2/25 | 750 | 1/15 | 900 | |
| Оксгофт-боды, LongHeading. | 26 | —32 | 1/9 | 540 | 1/12 | 720 | 1/15 | 900 | 1/18 | 1 080 |
| Тоны-боды, Short Heading. Анкер-Ооды. Short short Head- | 20 | —25 | 1/12 | 720 | 1/16 | 960 | 1/20 | 1 200 | 1/24 | 1 440 |
| ing.. | 17 | —19 | 1/15 | 900 | 1/20 | 1 200 | 1/25 | 1 500 | !/30 | 1 800 |
| Концы, Ends.. | 15 | —16 | 1/18 | 1 080 | 1/24 | 1 440 | 1/30 | 1 800 | 1/36 | 2 160 |
Фигура 7.
размер — 94 сантиметров×10,5 сантиметров×39 .«.и. Сорт а—I сорт «моет» и II сорт «экарт». Монт характеризуется отсутствием выбоин, раковин и красных полос; допускаются: односторонняя белая полоса; следы заболони на одной кромке до 4 миллиметров толщины; совершенно здоровые небольшие, вросшие сучки («глазки») до 2 шт к на клепчине совершенно здоровой древесины, при условии, что они не проходят через всю толщину К., не соприкасаются с узкой ее гранью и не находятся в месте пересечения К. с днищами; трещина в одном торце, глубиною не свыше 25 миллиметров; односторонняя кривизна до 2 сантиметров на всю длину клепчины. «Экарт» допускает еще один из следующих двух пороков: незначительные односторонние раковины и выбоины или односторонние белые и красные полосы и пятна, распространяющиеся вглубь до ‘/з толщины и не более как на Vs ширины.
Б. Биндерная К. Размеры: длина от 42 до 70 см; ширина от 5 сантиметров и выше; толщина от 17 миллиметров и выше. Качество—соответствует французской К. Допускаются здоровые несквозные сучки и односторонняя незначительная кривизна.
В. М е м е л ь с к а я К. Древесин а—сырорастущего дуба, осенней и зимней рубки, вполне здоровая и прямослойная. Клепчины должен быть без сучков, гнили, ситовины, трещин, щелей, червоточины, прослоек коры, метика и морозобоин. Обработка — строганая, равномерная и полномерная по всем измерениям; прямоугольная кантовка и чистая торцовка. Учет в копах согласно редукционной таблице (смотрите табл. 1). Размеры: длина—66—72”; 58—62" 48—52”; 46—51”; 38—45”; 32,5—37”; 26—32”; 20—25” 17—19”; 15—16"; ширина и толщина—6x3"; 5x2,5", 4,5X2,25”; 4x2”; 3,5X 1,75"; Зх 1,5"; Зх 1,25”; 3x1”. В размере 6x3” допускается недомер по ширине до 0.25" и но толщине до Ve”, то есть размер 57. х27/," считается за 6x3”. Сорта — I сорт «коронная», II сорт «первый брак», III сорт «второй брак». Коронная клепка—без дефектов, с чистыми гранями и незатронутыми ребрами. Допускаются: здоровая, весьма незначительная заболонь; маленький, здоровый глазок на одном конце узкой грани; небольшая радиальная трещина глубиною до 0,5”. «Первый брак» может иметь; заболонь на одном канте до 0,5 длины клепчины; до трех штук глазков; извилистое строение древесины (чечетка); одностороннюю кривизну до 1,5” на всю длину клепчины; треяхипы, параллельные широкой стороне, глубиной до 0,75”. «Второй брак» имеет нек-рые дефекты обработки; допускаются: один здоровый сучок, диам. до 0.5”, на узкой грани; зеленый прослоек; красные полосы; нитка. Обычно применяемая маркировка ме-мельской К. приведена в таблице 2.
лов, надрубов и протесов. Широкие грани К. и донника должны быть приблизительно параллельны, с допущением разницы в толщине узкой грани не более 3 миллиметров. Учет может вестись в штуках, м3, с указанием размеров клепчин, или в комплектах с указанием размеров как клепчин (пределы по ширине и точно по длине и толщине), так и размера распила комплекта. Ширина цилиндрической, фугованной К. измеряется по середине с наружной стороны (расстильная ширина); толщина—но наиболее узкой грани. При заказах в отношении выработки должен быть указано: должна ли К. быть с утором и офугована и должен ли донник быть сбит шипами и обрезан накругло. В договоре также должен быть указано, должна ли К. быть связана и каким связочным материалом (проволокой или бечевой), а ташке среднее число клепчин в комплекте, что зависит от емкости бочки.
Колотая К. для внутреннего рынка вырабатывается следующих видов:
А) Дубовая для винных бочек. Боковая клепчина (боковик)—длина 70, 90, 108, 142, 160 cat; ширина—8, 9, 10, llcat; толщина от 25 до
55 .«at через каждые 5 aut. Донник—длина 62—70 cat, ширина от 12 cat и более, толщина 25—45 миллиметров. Число клепчин боковика шириною 8—9 cat и донника шириною 12—14 миллиметров допускается в партии не более 10%.
Б) Д у б о в а я для бочек под масла. Боковик—длина 90 и 94 cat.; ширина 8 сантиметров и более; толщина 26 atat. Донник—длина 62 и 65 cat; ширина— 12 cat и более; толщина 26 atat. Число клепчин боковика в 8 и 9 cat и донника в 12 и 14 cat—не более 10%. Партия содержит боковика от 75 до 80%, а донника от 25 до 20%. Донник допускается и пиленый.
В) Осиновая для бочек под керосин и масла. Боковик—длина 90, 94 и 98 cat., ширина от 8 cat и более; толщина 25 atat (на усушку добавляется 2 atat). Донник—длина 62 и 67 см, ширина 12 cat и более. Боковика 8—9 cat и донника
Таблица 2. — Маркировка мемельской клепки.
| .
Наименование |
ЗХв" | 21/2х5" | 24,×4l,V | 2x4" | 17.x зу г” | 1V*X 3" |
| Зеленая | Желтая | Белая | Красная | Синяя | Зеленая | |
| Пипы | • | • | 9 | 9 | 9 | • |
| Бранты | • · | 9 9 | 9 9 | 9 9 | 9 9 | 9 9 |
| Длинные оксгофты.. | ·/· | 9/9 | 9/9 | 9/9 | 9/9 | 9/9 |
| Короткие » .. | • · · | 9 9 9 | 9 9 9 | 9 9 9 | 9 9 9 | 9 9 9 |
| Белая | Красная | Синяя | Зеленая | Желтая | Белая | |
| Длинные тоны.. | 9 | 9 | 9 | 9 | 9 | 9 |
| Короткие » .. | 9/9 | 9/9 | 9/9 | 9/9 | 9/9 | 9/9 |
| Оксгофт-боды.. | • · | 99 | 9 9 | 9 9 | 9 9 | 9 9 |
| Тоны-боды.. | • · · | 999 | 9 9 9 | 9 9 9 | 9 9 9 | 9 9 9 |
| Анкер-боды..
Концы |
9 | ·
ы |
·
е марк |
Ф!
и р у ю т |
ΦΙ
с я |
9 |
|
П р и м е ч а н и е. 1-й брак, помимо вышеуказанных марок, обозначается еще одной вертикальной белой полоской, например βφ/φ. | ||||||
Технические условия на русскую К. сводятся к следующему. Древесин а—из здорового леса, без признаков гнили, проросших табачных сучьев, заболони, синевы, червоточины, красноты и сквозных трещин. Допускаются несквозные, здоровые, вполне сросшиеся с древесиной сучья, диам. 10 aut, не более одного на клепчину, и при этом не на концах клепчин. Обработка: правильная по форме, без надко-
12—14 cat допускается не более 10%. Соотношение боковика и донника—как для дубовой кленки для бочек под керосин и масла. Таких же размеров К. готовится для той же цели из платана и бука.
Пиленая К. для внутр. рынка для бочек под цемент и коровье масло—см. Бочка. Пиленая К. для бочек под минеральные и растительные масла имеет те же размеры, что и колотая К. для тех же целей.
Лит.: Арнольд Ф. К., Русский лес, т. 2, ч. 2, СПБ, 1899; Стандарты экспортного лесоматериала, М., 1926. М. Квятковский.
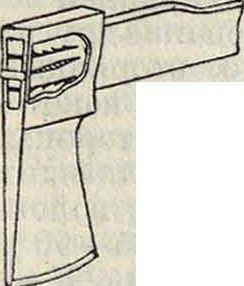
Технина безопасности. В производстве К. возможен травматизм как при ручной колке, так и при механической распиловке. В первом случае повреждения м. б. причинены сорвавшимся с рукоятки инструментом—колотушкой или колуном, а также вылетевшим клином или его частями. Здесь необходимо
следить за надежностью насадки инструментов на рукоятку и за исправным состоянием самих рукояток. На фигуре 7 показан один из способов надежной насадки: заклинка, вбитая в торец рукоятки, имеет с обеих сторон по ершу, которые препятствуют ослаблению заклинки. Во избежание вылета клиньев из колоды угол заострения клина не должен быть очень большим. Для клиньев должен употребляться твердый и нехрупкий материал.
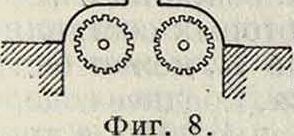
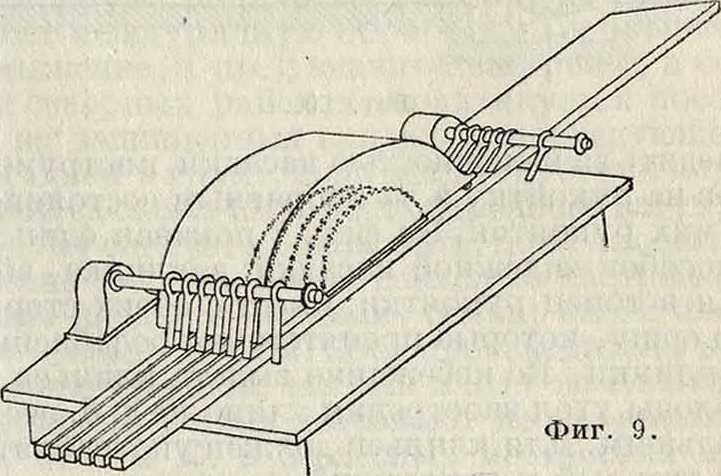
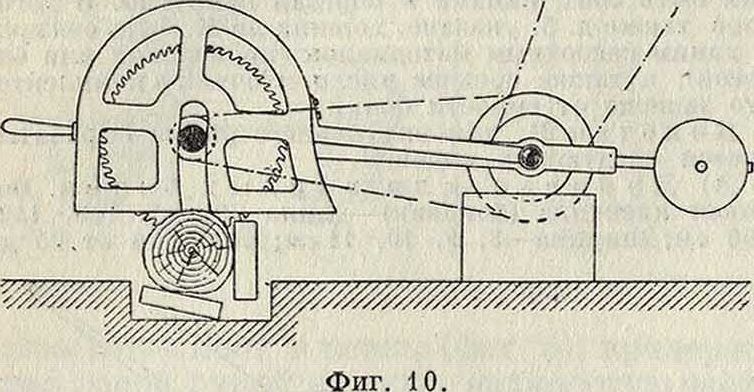
При механич. производстве пиленой К. повреждения причиняются рабочему зубьями пил. В этом случае травматизм имеет почти тот же характер, что и при работе на механич. пилах вообще. Следовательно и средства борьбы с несчастными случаями должны быть сходны. В ребровом станке при вальцовой подаче пальцы рабочего могут попадать между питательными вальцами и материалом. На фигуре 8 показан способ ограждения вальцов. В обрезных и реечных станках вальцовая подача исключает непосредственное приближение рук к зубьям пилы при подаче материала, но все же присутствие боль-Фигура ii. шого количества нил требует ограждения верхних зубьев, как это изображено на фигуре 9. На этой же фигура показано приспособление в виде ряда маятников, к-рое позволяет двигать материал лишь в направлении подачи и препятствует выбиванию его в сторону рабочего при отсутствии вальцов. Концеравни-тели требуют ограждения нерабочей части дисков.В горизонтальных торцовочных станках нужно ограждать пилу так, чтобы зубья, не находящиеся во время” распиловки в дереве, были закрыты (фигура 10). При производстве цилиндрической К. необходимо ограждение зубчатого венца цилиндрич. пилы(к-рый обычно и является причиной несчастных случаев) кожухом, как показано на фигуре 11.
Лит.: Пресс А. А. и Пресс С. А., Механич. обработка дерева, М., 1927; Safety Pamphlets, issued by the Home Office, L. П. Новиков.