 > Техника, страница 53 > Ковровое производство
> Техника, страница 53 > Ковровое производство
Ковровое производство
Ковровое производство .I.Ковры ручной работы (восточные). Ковры ручной работы были известны еще в древности и особенно большое распространение получили на Востоке. Хотя в Европе с течением времени возникло фабричное механическое производство ковров, но эти изделия не могли вытеснить восточных ковров ручной работы, в виду исключительной художественности последних, а равно и их преимуществ в отношении материала, окраски и ткацкой техники. И в настоящее время восточные ковры служат предметом значительного ввоза в Зап. Европу и даже Америку.
Восточные ковры представляют собою плотные шерстяные ткани, в большинстве случаев прямоугольной формы, с рисунком замкнутой композиции. Материалом, из которого делаются восточные ковры, служит шерсть среднеазиатских и ских овец. Наиболее тонким сортом считается шерсть овец Восточного Туркестана, откуда она вывозится в другие страны коврового производства. Туркестанская тонкая шерсть (подшерсток), которая вырастает под длинной грубой шерстью, снимается весной и дает очень нежную шелковистую пряжу. Для отбелки ее промывают с толченым порошком растения хубе (Aeanthophylum squarrosum) и окуривают серой. Очень важным фактором, создавшим восточным коврам их славу, является окраска, гл. образом растительными веществами—индиго, мареной, куркумой, крушиной и др.
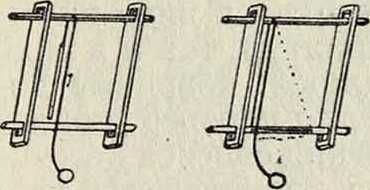
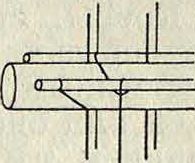
Техника ткачества в ручном К. п. сама по себе не сложна и состоит из простого полотняного переплетения, выполняемого на примитивнейших станках. Но эта примитивность предъявляет особенные требования к искусству и навыку ткача, так как при несовершенстве станка легко искривить основу, неправильно сбить гребнем ткань и плохо постричь поверхность ковра. На фигуре 1—13 изображены способы закладыва-
ния основы, образования ремиза, пропускания утка и вязки узлов.
Ковровое производство особенно широко развито на е и в Средней и Малой Азии; азиатские ковры наиболее известны на мировом рынке. Из ских ковров наиболее известны дагестанские: сумахи— односторонние паласы размером 15—20 и даже до 30 ж3; двусторонние темир-хан-туринские паласы («думы»); табассарские ковры с ворсом (их качество понижено анилиновой окраской) и наконец джиджимы — тонкая
Фигура 1.
Фигура 2.
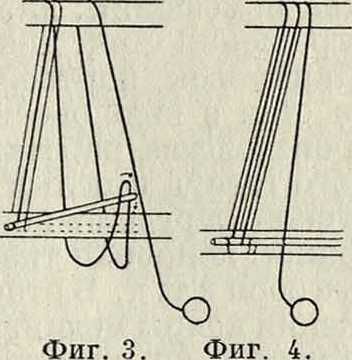
Фигура 1,—Начало закладывания нити основы через палочку около навоя, т.е. около нижней скрепы станка или ниш ieii рамы. Фигура 2.— Перекидка основной нитки через верхнюю скрепу станка или верхнюю часть рамы. Прохождение нити под нижней скрепой навоя и обхватывание палочки, укрепляющей основу, для поворота нити вверх или вниз,—разделение нитей на задние и передние нити основы, из которых передние служат для тканья, а задние представляют собой продолжение основы. Фигура 3.—Образование поворота для задней стороны основы. Фигура 4.—Образование поворота для передней стороны основы. ковровая односторонняя и двусторонняя ткань очень высокого качества, служащая для покрывал и обивки мебели. Из ских ковров интересны кубинские ковры, чрезвычайно тонкой выработки, но небольших размеров (не более 3 ж2). Далее, известны бакинские и джаватские ковры,
Фигура 5.
Фигура 6. Фигура 7.
Ч
Фигура 8.
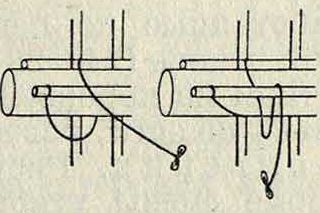
Фигура 5.—Укрепление распределителя (толстая палка) и начало образования ремиза. Фигура 6.— Образование ремиза путем заключения в петлю каждой четной нитки основы (нечетная ппопуекается, четная петлюетея). Фигура 7.— Нить возвращается и, закрепившись на тонкой палке, заключает в петлю очередную нитку. Фигура 8.—Наглядно показан способ закрепления нити перед тем, как делать очередную петлю. по больше всего идут на рынок так называемые капристанские ковры Шемахинского уезда; здесь особенно славятся двусторонние паласы. К югу от Баку, в Ленко-ранском районе, изготовляют художественные казахские ковры. В районе Ленинака-на производством ковров занимаются кочевые или полукочевые курды, которые изготовляют так называемые ямаиы—безворсые двусторонние паласы тонкой работы и оригинальных рисунков. По грубому подсчету, перед войной 1914—18 годов в ковровых районах а производством ковров занимались 370 000 человек, то есть около одной десятой части населения.
В Ср. Азии особенно художественные и тонкие ковры вырабатываются ами, у которых это производство находится в тесной связи с овцеводством. Типичные ские ковры имеют в главной части рисунка «гюль» (розу), то есть четырех-, шести -или восьмиугольную фигуру, заполняющую поле ковра. Старые ские ковры бывают то блестящие, исчерна-красные с шелковым желтовато-белым и розовым орнаментом, то матовые и дымчатые с синим вкраплением на красно-буром фоне, то яркие, с крупным орнаментом или пестрыми полосами по почти белому фону. У ов ткут исключительно женщины, и в употреблении горизонтальные станки. Стриженые ковры на обоих концах имеют по широкой полосе основной ткани. Гладкие паласы бывают трех сортов: высший сорт имеет мелкий и ясный двусторонний рисунок; во втором сорте рисунок слабо виден на изнанке, а в третьем сорте—почти совершенно не виден. Ковровые ткани имеют шерстяную основу и такой же уток. При
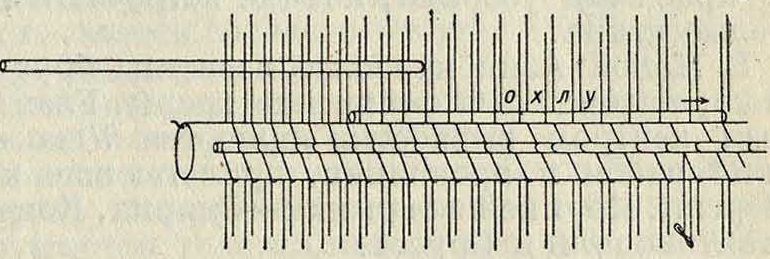
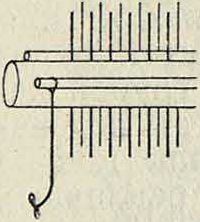
Фигура 9. Пропускание линейки, па которую набираются нечетные нити основы. тканье пропускают по одной уточной нитке после каждого ряда петель, тогда как в других среднеазиатских коврах уток проводится двумя нитками через один ряд пе“тель. Из текинских наилучшими считаются ковры племени Сарык и р в Иолатане и Пенде. За ними идут текинские ковры из Мерва и Ашхабада и наконец иомудские и ковры кочующих племен в окрестностях Кызыл-Аяка. рские ковры отличаются от прочих ских ковров ясно выраженным персидским влиянием. Текинские ковры вообще принадлежат к лучшим ским изделиям, но в торговле почти все ские ковры называются неправильно текинскими. Основные цвета текинских ковров буровато-вишневые,орнамент—
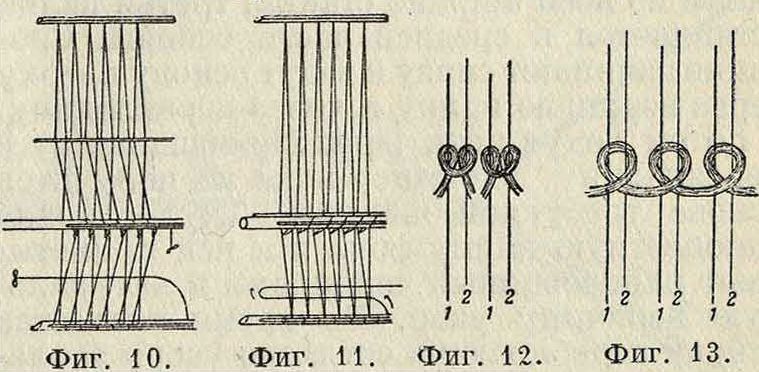
Фигура 10.—Начало ковра—пропускание утка. Фигура 11.—Обратное прохождение уточной кипы. Фигура 12.—Узлование (вязка узлов) для бархатного ковра. Фигура 13.—Выполнение гладкого восточного ковра. темносиний, светлокоричневый и желтоватый. Иомудские изделия не так коротко стрижены, как рские и текинские; краски у них великолепны. Кызыл-аякские ковры, которые вырабатываются в окрестностях гор. Керки, в продаже называются бухарскими. Ферганские ковры, небольших размеров, имеют цвета: синий и красный, или по красному фону синий рисунок, или по синему красный с черным. Здесь в изображении узоров встречаются различные тамги, то есть родовые знаки и узоры китайского происхождения. Восточно-туркестанские ковры (яркендские, кашгарские, катанские) бывают двух техник: 1) тонкие и плотные, с ворсом, стоящим прямо; 2) менее плотные, с наклонным ворсом на лицевой стороне. Все фигуры восточно-туркестанских ковров носят явно китайское влияние и имеют много китайских символов, как например вазы, драконы, облака, летучие мыши. Хотя в настоящее время почти не имеется в продаже узбекских ковров, но их делают все узбекские племена, и кочевые и оседлые, на горизонтальных станках.Паласы узбеков—делаются сшивными и не сшивными. Афганские ковры отличаются длинным ворсом, толсты, тяжелы, темного общего фона, черно-бурые и красно-бурые, с темносиними и красными узорами; кое-где встречаются белые пятна.
В Малой Азии наиболее известны брус-ские, ангорские и смирнские ковры. Главным центром выработки являются Ушак-ский район и провинции, прилегающие к Персии. Крупнейшие рынки—Смирна, Константинополь и Брусса.
На Украине и в некоторых местностях РСФСР также изготовляются ручным способом ковры на вертикальных станках. Украинский примитивный станок кросна представляет собою вертикальную раму высотой 1,75 м, из двух стоек, связанных сверху и снизу перекладинами, причем верхняя перекладина может заклиниваться на. любой высоте. Основой служит ссученная втрое вая пряжа, толстая, как для рядовины; для навивания основы требуется участие трех человек, из которых один сматывает основу с клубков и набрасывает на станок, а другие два раскладывают основу правильными рядами на верхней и нижней перекладине. Основа образует двойной ряд петель в восходящем и нисходящем порядке, причем для разделения рядов служат линейки или палки, прилегающие к перекладинам по всей ширине станка; третья палка вставляется в средней части основы. Снование начинают снизу и ведут основу кверху через верхнюю палку и через перекладину, а потом ведут нить через нижшою палку и перекладину, до тех пор пока не получится основа требуемой ширины. Ткут сначала одноцветную кайму фона и к ней приметывают нарисованный чернилами в натуральную величину узор. Во время ткачества основу перебирают и согласно узору закладывают шерсть, проводя через основу моточек шерсти и забивая деревянным гребнем. Бессарабские ковры делают на наклонных станках; молдавские, тонкой шерсти, ткут на вертикальных станках. Из украинских ковров известны также калимы, или простые народные ковры; для утка употребляют цветную шерсть, при работе до 10 челноками. Курские ковры являются переходным типом между калимами и гобелено выми коврами. На севере СССР в Тюменском округе делают «морховые» ковры и паласы из шерсти и толстой льняной пряжи, с анилиновой окраской. Техника сводится к завязыванию узелков и пропусканию двух нитей основы через ряд узелков
ВО ВСЮ ширину. Е. Прибыльская.
2. Ковры механического производства. Эти ковры весьма разнообразны как по способу изготовления, так и по применению их. Главное применение они имеют для убранства помещений: для застилания пола, для украшения стен, для обивки мебели, в виде драпировок, портьер и наконец для обтяжки стен в виде обоев. Ковры механического производства работаются-как в виде штучного товара и целых гарнитур, так и в виде кусков определенной длины: ковровые дорожки, ковровая ткань для портьер, ковровые обои и т. д. В отношении способа изготовления ковры механическ. производства разделяются на следующие основные группы: 1) ковры из простой ткани, имеющей одну основу и один уток; 2) ковры из двойной или тройной ткани, имеющей две или три системы основных и уточных нитей. Первая группа не имеет ворса, вторая может быть и с ворсом и без ворса. Наиболее простыми являются ковры первой группы, представляющие собою ткань простого переплетения. Этот вид ковров работается из крученых в 2 нитки основы и утка, приготовленных из коровьей или грубой овечьей шерсти. Обычно пряжа приготовляется очень грубо, шерсть недостаточно протрепывается и прочесывается, почему пряжа и самая ткань получаются очень неравномерные и грубые. Для основы вместо шерсти иногда берут вую пряжу. Ткань работается полотняным переплетением или четырехремиз-ыой саржей.
Ковры, сработанные по вой или грубой льняной основе (24—28 ниток на см) шерстяным утком из коровьей, грубой козьей или овечьей шерсти, известны" под названием тирольских. Рисунок ковров этого вида кроме смены утков различных цветов получается переплетением. Тирольские ковры работаются на 12, 16 и 20 ремизках и применяются как для покрытия пола, так и в виде столовых скатертей.
Под названием венецианских ковров в Англии известны ткани, изготовляемые из крученой, обычно в 2 нитки, камвольной основы и утка, скрученного в 3 или 4 нитки из крученой льняной пряжи. Т. к. уток значительно толще основы, то ткань имеет вид поперечного репса. Плотность основы больше плотности утка в два раза и более, и потому как с лица, так и с изнанки основа застилает уток. Рисунок в виде продольных полос получается благодаря окраске нитей основы в различные цвета. Этот вид ковров получил дальнейшее развитие в виде так называем, британских ковров (british carpets). Британские ковры сложнее по строению ткани и богаче по рисунку, чем венецианские. В качестве основы применяется крученая в 2 нитки камвольная пряжа. Основа—крашеная. Нити для фона красятся обычно в черный цвет, остальные—в различные оттенки зеленого,
желтого, красного и других цветов, с частой сменой цветов. Утка два—один тонкий, льняной из некрученой пряжи или из крученой в 2 нитки, второй—ровный, льняной или хлопчатобумажный, трощеный из большого числа ниток, от 8 до 30. Оба утка черного цвета. Прокидка утков идет попеременно, один раз тонким и один раз ровным. Последний образует репсовые полосы 3—4 миллиметров толщиною, между к-рыми тонкий уток почти незаметен. Британские ковры работа-ются обычно при помощи машины Жаккарда. Наиболее часто встречающиеся рисунки: цветы, арабески. Благодаря крашеной основе рисунок получается цветным. Как и в венецианских коврах, основа значительно плотнее утка и потому его полностью покрывает. Благодаря тому, что поверхность ткани представлена тонкой шерстяной основой, британские ковры, как и венецианские, не отличаются достаточной прочностью. К группе ковров простого строения следует отнести и гобелены (смотрите).
Указанная группа ковров простого строения представляет собою обычно довольно тонкую ткань, которая, будучи положена на пол, не дает достаточной теплоты, а также мягкости для ног. От хорошего ковра требуется известная толщина, ворсистость и мягкость. Наконец необходимо, чтобы ковер достаточно хорошо сохранял тепло. Всем этим условиям в гораздо большей степени отвечают ковры со сложной структурой ткани, называемые киддерминстерскими (double carpets, Kiddermiiister-Teppiche) и представляющие собою двойную ткань, имеющую две основы и два утка. Наиболее простые и дешевые сорта этой группы ковров имеют основу вую, а уток шерстяной кардного прядения или коровьей шерсти. Уток значительно ровнее основы, и последняя застилается им. Основа и уток крашеные. Наиболее простыми рисунками являются клетка и другие геометрическ. фигуры, получаемые с помощью ремизных зе-вообразовательных приборов. Но большая часть киддерминстерских ковров работается шерстяным утком кардного прядения, по крученой камвольной или же хлопчатобумажной основе. И здесь уток, являясь более ровной нитыо, застилает и лицо и изнанку ткани. В качестве рисунка часто встречаются сложные узоры, исполняемые с помощью машины Жаккарда. Переплетение чаще всего делается полотняное. Ткань ковра получается двусторонней, причем, если с лица например фон черный, а рисунок красный, то с изнанки получается обратное: фон красный, а рисунок черный.
Более толстые ковры—тройные, имеющие три основы и три утка, называются шотландскими (triple carpets, three ply carpets) и отличаются от предыдущих, кроме толщины, большим разнообразием цветов в рисунке благодаря лишней основе и утку, причем введение третьей основы и утка изменяет соотношение между рисунком лица и изнанки.
Наибольшее применение имеют ворсовые ковры: они разделяются на ковры с уточным ворсом и основным ворсом. Первые в свою очередь бывают: 1) стриженые, с ре заным уточным ворсом; 2) шенилевые (Che-nille-Teppiche); 3) типа ручных смирнских (Kniipfteppiche). Стриженые ковры представляют собою уточную ворсовую ткань (смотрите Ткани). Шенилевые ковры работаются готовым утком, который приготовляется особым способом на ткацком станке. Приготовленный на канвовой бумаге рисунок ковра
| i | ||
| ! ь | _1 -V
CL ; Ь CL |
—hs- |
| с, | Сг | cs |
| Фигура 14. | ||
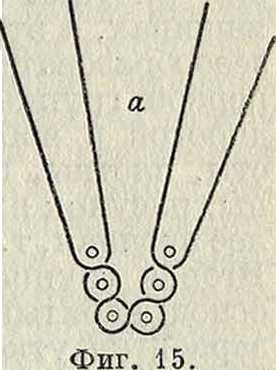
разрезается по утку на отдельные полоски, представляющие собою отдельные уточины. Согласно рисунку отдельных полосок, на ткацком станке зарабатываются утком соответствующего цвета отдельные полоски, как по- называет фигура 14. Точки аа представляют собою основу в разрезе, пробранную в бердо не подряд, а с промежутками; ЬЬ—представляет собою уток, который прокидывается согласно рисунку. Уток по всей длине полученной ткани разрезается по линиям Си е2 и с3. Полученные полосы, имеющие с обеих сторон бахрому, закручиваются, так что получается пушистая толстая нить, несколько напоминающая собой гусеницу (chenille). Эта нить в качестве утка зарабатывается в ковровую ткань на втором ткацком станке. Так как основа применяется значительно тоньше утка, то последний полностью застилает ее и дает с обеих сторон тка-С! ни ровную ворсовуюпо-верхность. Для коренного переплетения с основой вводится второй уток. В качестве материала для основы служит льняная, джутовая или хлопчатобумажная пряжа, реже шерстяная;уток работается из шерсти, шелка или хлопка. Под названием аксминстерских ковров известны шенилевые ковры с ворсом с одной стороны. Фигура 15 показывает в разрезе шенилевую
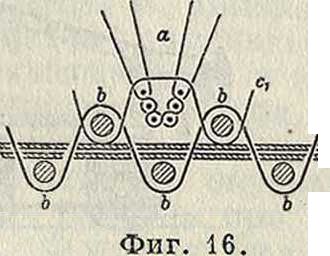
уточину, приготовленную для заработки в ткань ковра; фигура 16—уточину а, заработанную в ткань, причем ЬЬ—коренной уток. ПСгСз—основа: с±—для переплетения с шени-левым утком, е2—для.переплетения с коренным утком, а с3—подкладная основа для придания ткани большей плотности и толщины.
Т. 9. m. X.
U
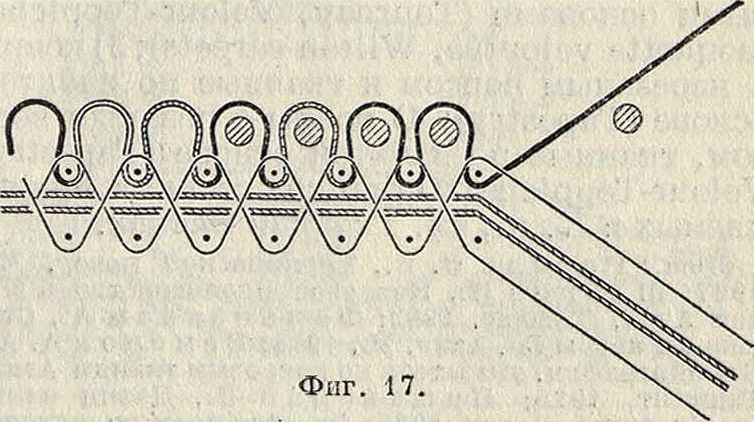
Ковры с основным ворсом имеют не менее двух основ — коренной и ворсовой (число последних бывает и болнле одного) и ткутся с двумя утками. Ковры с основным ворсом работаются как в одно полотно, так и в два полотна, с разрезанием ворса между полотнами наподобие основного бархата. В отношении рисунка различают две группы ковров с основным ворсом: 1) ковры с несколькими цветными основами, из которых каждая выступает на поверхности ткани лишь в том случае, если ее цвет необходим для рисунка, а остальные зарабатываются в ткань и с лица не видны (фигура 17); 2) ковры с готовым набитым на основе цветным рисунком, который затем зарабатывается на станке утком. Первая группа для получения рисунка работается на жаккардовых машинах, а вторая—на станках с простыми зевообразовательными механизмами. Ковры первой группы представляют собою более дорогой и добротный вид; они более толсты, плотны, пушисты, более художественны, рисунок их более четкий и окраска более прочная, т. к. пряжа красится в мотках. Вторая группа ковров требует лишь двух основ; набитый на основе рисунок во время заработки утком м. б. сдвинут, перетянут, перекошен и потому получается менее четким и художественным. Согласно сказанному, получаются следующие виды ковров с водство к ручному ткачеству и наставление к производству ковгов, стр. 47, СПБ, 1909; В о u d e W. .и. К и h n e 1 E., Vorderasiatische Kmiplteppiche aus alterer Zeit, Lpz., 1922; Bosheck W., Die Fiorge-webe, Teppich, Plusch, Samt, Frottierstoffe usw., ihre Theorie und Praxis in d. mechan. Weberei, W.- Lpz., 1905; Grote-Hasenbalg W., Der Orienttep-pich, seine Geschichte und seine Kultur, B. 1- 3. B., 1922; Haberle A., Die deutsche Teppichfabrika-tion, ihie geschichtliche Entwic.klung, ihre Lase vor d. Kriege, Stg.—B., 1919; Ii о p f C., Die aUpersischen Teppiohe. Eine Studie Uber ihre Schonheitswerte, 2 Aufl.,Mch., 19 13; N e и g e b а и e r R. und О r e n d i J., Handb. d. orientalischen Teppichkunde, Leipzig, 1922; Riegl A., Altorientalische Teppiche, Lpz., 1891; Robers II., Morgenlandische Teppiche, ein Auskunftsbuch fur Sammler u. Liebhaber, 42 Aufl., bearb. v. P. Schulze, Berlin, 1922; Ueberschlag R., Die Farberei d. Teppichgarne, Halle, 1914; К i n-z e r H. u. Walter К., Theorie uud Praxis d. Ganz-Damast-Web rei. Ein Lehrbueh, Brschw., 1901; Koch C. W., Die Teppichlabrikation, 2 Aullage, Wiirzburg, 1906; Plehn A. L., Der Smyrna-Teppich, seine Herkunft, Teehnik u. deren Umgestallung in Europa, Darmstadt, 1905; Beaumont R., Carpets a. Rugs, L., 1924; Bradbury F., Carpet Manufacture, Belfast, 1904; BrintonR.S., Carpets, L., 1919; К i n-z e r H. and Waiter K., Theory a. Practice of Damask Weawing, transi, from (he German,London, 1903; Guiffrey J., Les Gobelins et Beauvais, P., 1907; Havard et Bachon, Les manufactures natio-nales. Les Gobelins, P., 1889. В. Линде.
НОВ ШИ литейные, приспособления для переноски, перевозки и разливки жидкого металла или шлака. Они могут быть разбиты на следующие группы.
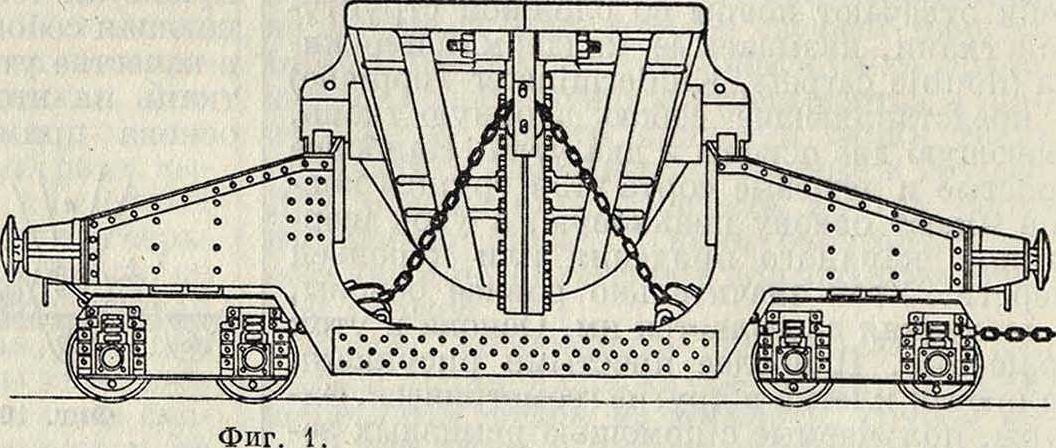
1) К. для отвоза жидкого шлака (доменного, мартеновского, шлаков медной плавки и т. д.)—делаются литыми (стальны-
оеновным ворсом: 1) ковры с нерезаным ворсом и несколькими крашеными, но не набитыми ворсовыми основами, так называемые брюссельские ковры (moquette bouclee, Brussel carpets); 2) ковры с резаным ворсом и также с несколькими крашеными ворсовыми основами (Tournay, Velour-Teppiche, moquette veloutee, Wilton carpets); 3) ковры с нерезаным ворсом и тканные по набитой основе (Tapestry); 4) ковры с резаным ворсом, тканные по набитой основе (Tapestry, Velour-Teppiche). О ткацких станках,применяемых в К. п., см. Ткацкий станок.
Лит.: Г о гель О. В., ский ковер, М., 1927; Шавров Н., Ковровое производство в Малой Азии, Тифлис, 1902; Фалькерзам А., Старит ые ковры Ср. Азин, II., 19 15; Семенов А. А., Библиографии, указатель по ковровым тканям Азии, Ташкент, 1925; Пища некий В., Давни килимы Украины, Львов, 1925; Русская промышаенность на е, вьшуск 2-Ковровый промысел курдов Эриванской губернии, Тифлис, 1903; Арбузов, Ковры Бессарабии, вып. 1, Одесса, 1902; Гроте-Хазе н-Оалы В., Ковровое производство Востока, перевод с немецкого (рукопись); Боголюбов А. А., Ковровые изделия Ср. Ааии, из собрания А. А. Богомолова, вып. 1—2, СПБ, 1908; Фалькерзам А., Старинные ковры Ср. Азии, «Старые годы“, П., 1914, окт.—дек., стр. 57—113, 1915, июнь, стр. 17— 40;Доливо-Добровольская В. А., Руко-
ми, чугунными) или клепанными из котельного железа. В последнем случае ковш футеруется кирпичом или в него вставляется литая (чугунная) ш л а к о в н я. Емкость К. для отвоза доменного шлака доходит до
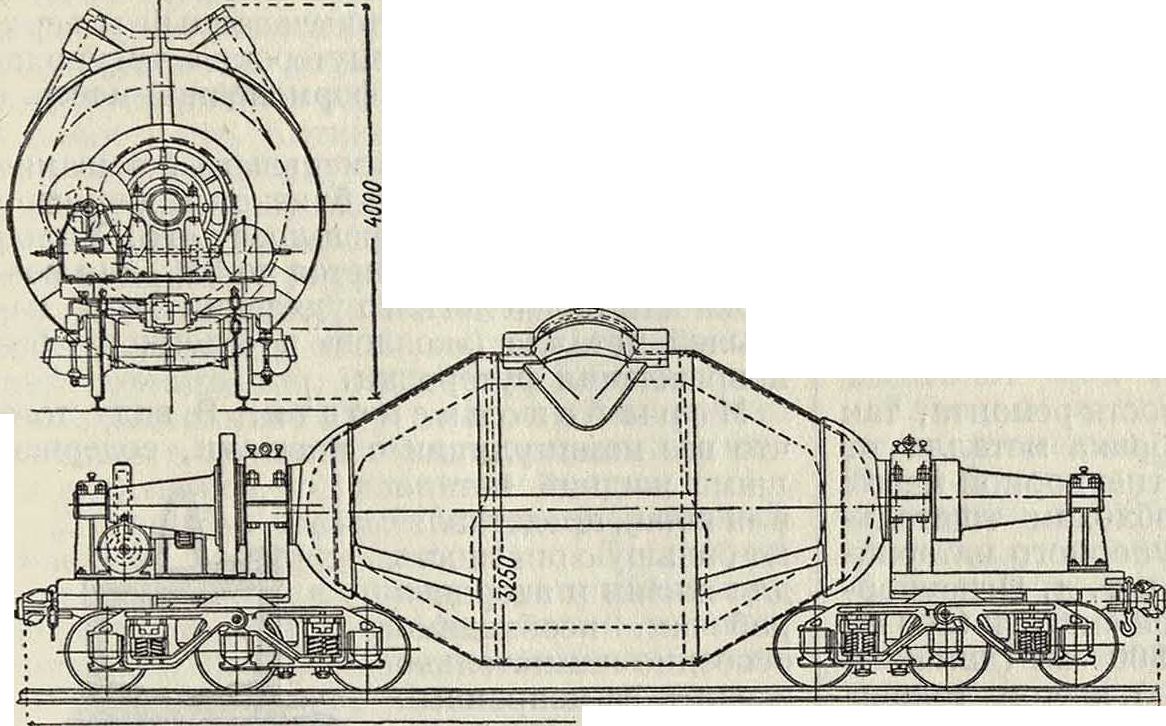
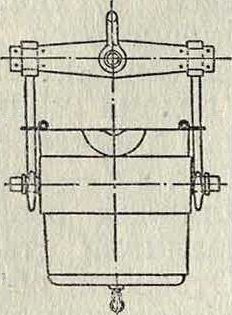
9,5 м3. На фигуре 1 дан тип шлаковозного К., применяемого в доменных и сталелитейных цехах. По наполнении жидким шлаком К. подается паровозом на свалочные пути, где и опоражнивается (опрокидывается). Особого внимания заслуживают литые ковши Dew-hurst (фигура 1), отличающиеся своей прочностью (литые, свернутые на болтах из двух половин) и поднимающие, несмотря на свою массивность, до 25 тонн полезного груза (4-ос-ная тележка). Опрокидывание этих ковшей производится цепью при помощи паровоза. Преимущество указанной системы — простота, прочность и безопасность. Некоторые з-ды применяют вместо К. специальные конические шлаковни, установленные на опрокидывающихся жел.-дор. платформах. При помощи особого крана шлаковня снимается, а платформа с оставшимся на ней массивом застывшего шлака отвозится на свалку и там опрокидывается. Для шлаков медной плавки применяются опрокидывающиеся чугунные К .меньших размеров. Для застывания и отвоза шлаков свинцовой плавки, шлаков нагревательных (прокатных) печей, жидкого шлака газогенераторов и т. д. применяются небольшие ручные шлаковые тележки.
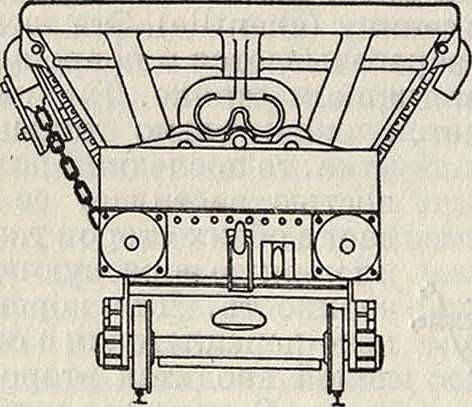
2) К. чугуновоз н ы е — служат для подачи жидкого чугуна от доменных печей к миксерам и от этих последних к бессемеровским (или томасовским) ретор-
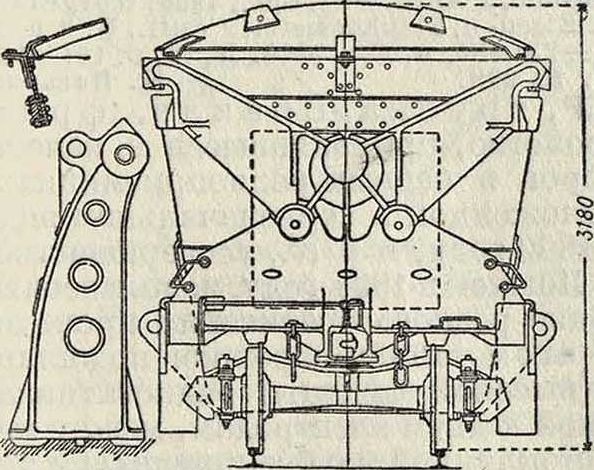
тоо-Фигура 2.
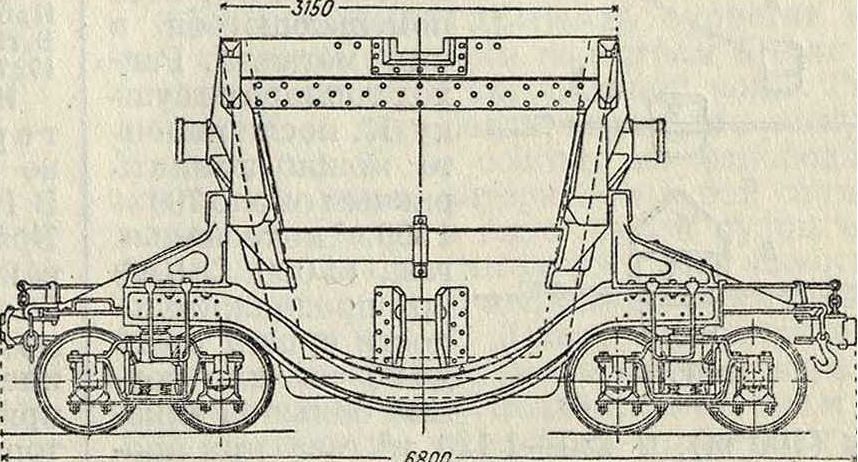
там и мартеновским печам. К. первых двух типов опоражниваются путем их опрокидывания при помощи специального привода (ручного или электрического); в мартеновские же печи, а часто и в миксеры, чугун заливается из К. при помощи мостовых кранов. Чугу-новозные К. делаются обычно клепаными, с шамотной футеровкой. Для предохранения чугуна от охлаждения при далеких доставках (до 8—14 км) К. перекрывают металлической футерованной крышкой. Емкость чу-гуновозных К. определяется емкостью соответственных печей и реторт и колеблется в пределах от 10 до 75 тонн Ремонт внутренней футеровки приходится производить довольно часто, вследствие образования по стенкам К. настылей, дающих значительное количество чугунного скрапа (до 2—4% и более ет веса перевезенного металла). Последнее вания К. имеют эЛектрич. привод и устанавливаются на 6- или 8-осных тележках. В миксеры обычного (стационарного) типа чугун переливается из ковшей-миксеров при помощи промежуточного К. и мостового крана. Количество чугунных настылей уменьшается до 0,75—1,50% от веса чугуна, а расходы на ремонт сильно сокращаются. На фигуре 3 изображена современная америк. конструкция 70-тонного К. для подачи жидкого чугуна к мартеновским печам и миксерам.
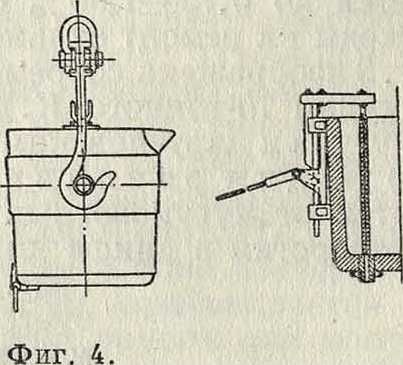
3) К. для разливки стали — отличаются от чугуновозных наличием особого отверстия в днище для разливки стали (фигура 4). Отверстие образуется пустотелым шамотным кирпичом специальной формы или так называемым разливочным стаканом. Перекрывается отверстие шамотной или графитовой пробкой, закрепленной на конце железного стержня, футерованного шамотными кольцами и удерживаемого в вертикальи. положении при помощи стопорного механиз-м а. Для принятия и последующей разливки стали ковш устанавливается на специальной разливочной тележке или подвешивается на траверсе мостового крана, причем крюки траверсы захватывают К. или прямо за цапфы или за особые серьги, надетые на цапфы К. Цапфы К. или составляют одно целое с массивным литым кольцом или приклепываются к кожуху К. и усиливаются широким поясом, изготовленным из толстого котельного железа. Управление стопором (подъем и опускание пробки) производится рабочим при помощи особой ручки.
Футеровка ковшей для разливки стали производится при помощи выкладки их шамотным кирпичом специальн. формы или набойки огнеупорной массы (ганистер). Последний способ применяется обычно при К. малой вместимости (5—15 тонн). Срок службы
Фигура 3.
обстоятельство, а также желание по возможности уменьшить охлаждение чугуна привели к применению К. большой емкости или К.-миксеров сист.Пью (Pugh), вместимостью до 100, 125 и 150 тонн жидкого чугуна (фигура 2). Общий вес таких ковшей с футеровкой и полным грузом достигает 360 тонн Для поворачи-
огнеупорной кладки зависит от качества кирпича, от сорта и темп-ры разливаемой стали и т. д. При кирпиче без обмазки внутренний слой изнашивается довольно быстро и требует замены после 12—25 плавок. Расход кирпича достигает при этом 1,0—1,5 % от веса металла. Некоторые заводы практикуют после каждой плавки подмазку К.и доводят службу кирпичной футеровки до 100— 150 и далее до 300 плавок. Механич. обрызгивание внутренности К. полужидкой огнеупорной массой, или т. наз. торкретирование, дает наилучшие результаты как в
смысле удешевления стоимости ремонта, так и в смысле уменьшения брака металла от попадания в него частиц огнеупорной массы футеровки. При этом необходим тщательный подбор качества огнеупорного материала, крупности его помола и т. д. Огнеупорная футеровка в К. большой емкости (100 тонн) делается толщиной 250—300 миллиметров (днище и нижняя часть боковых стен), кверху толщина футеровки уменьшается до 120 миллиметров. Ковш средней емкости (30—60 тонн) футеруют на толщину в 100—300 миллиметров. Разливочный стакан, пробку и футеровку стопорного стержня меняют после каждой плавки. Диаметр разливочного отверстия колеблется в зависимости от емкости ковша, способа разливки слитков и сорта стали. В наших условиях размер этот берется в пределах от 25 до 40 миллиметров (обычно 30—35 миллиметров) в Америке, при крупных слитках и ковшах большой емкости, диам. разливочного отверстия доводится до 45—65 миллиметров. Пробки и разливочные стаканы должны приготовляться особенно тщательно, из отборных сортов огнеупорной глины и шамота высшего качества. Хорошей стойкостью обладают графитовые пробки и стаканы, однако их применению сильно мешает их высокая стоимость.
Вес К. для разливки стали, с футеровкой и стопорным механизмом, можно приближенно считать равным 35—50% веса помещающегося в них металла. Расход топливанасушку К. после ремонта можно принять равным около 700— 1500 м3 коксовальн. газа (4 000 Cal/м3) при продолжительности сушки от 10 Фигура 5. до 20 час. для ков
шей большой емкости (100 тонн), и 420—1 120 м3 газа при продолжительности сушки 6—16 часов для малых ковшей (15—30 тонн).
4) К. для разливки чугуна, применяемые в чугунолитейных мастерских при мелких отливках, делаются ручные (фигура 5) одиночные А (с емкостью от 15 до 35 килограмм жидкого чугуна) или двойные Б (от 45 до 140 килограмм). При большем весе чугуна (70—· 2000 килограмм) К. делаются подвесными, с простым ручным ухватом для поворота В или с особым поворотным механизмом (фигура 6). Для К. большей вместимости (5—40 тонн) применяются конструкции, подобные К. для разливки стали, но без стопорного механизма, т. к. обычно в чугунолитейных мастерских чугун сливают через «рыло» ковша, то есть через специальный носок, приклепанный к верхней кромке кожуха. Футеровка чугунолитейных К. делается из формовочной массы с добавкой глины.
Для достижения наименьшего остывания высота К. принимается близкой к диаметру и обычно несколько превышает его. Уклон внутренних стенок делается до 5%, для возможности более легкого удаления из К. настылей металла («козлов» и «одонков») без повреждения футеровки.
Меры безопасности. В виду того что все маниции с ковшами, содержащими жидкий металл или шлак, представляют большую опасность для жизни и здоровья рабочих, необходимо особенно внимательно следить за исправным состоянием К., подвесных приспособлений, поворотного механизма и внутренней футеровки; последняя, во избежание ов, должен быть тщательно высушена. Центр тяжести К. как пустого так и наполненного должен находиться всегда ниже центра подвеса К. (оси цапф). Независимо от этого, каждый ковш, подвешенный или установленный на цапфах, должен иметь запорный механизм, предохраняющий ковши от опрокидывания. После установки стопорного стержня плотность пробки испытывается сухим мелким песком и стопорный механизм зажимается специальным болтом.
Лит.: Нобль Г., Производство стали, ч. 1, Бессемеровское производство, пер. с Франц., Москва, 1922; Труды I Уральск, съезда деятелей по мартеновскому производству, Л., 1928; О s а π η В., Lehrbuch d. Eisenhiittenkunde, 2 Aufl., В. 2,Lpz., 1926; G eiger C., Handbuch d. Eisen-u. Stahlgiesserei, 2 Aufl., B. 2 u. 3, Berlin, 1927—28; «St. u. E.», 1926, B. 46, p. 13; ibid., 1927, B. 47, p. 998. (VI. Пильняк.