 > Техника, страница 54 > Конвертное производство
> Техника, страница 54 > Конвертное производство
Конвертное производство
Конвертное производство, изготовление бумажных оболочек для писем и прочей корреспонденции, пересылаемой по почте. Так как раскройка прямоугольного ли ста на конверты дает много бесполезных отходов, то бумага для К. п. заготовляется в форме ромба соответств. размеров. Для деловой корреспонденции выработаны постоян. размеры конвертов, из которых наиболее ходовыми являются (в миллиметров): почтовый 110x135, коммерческий—130 х 160, восьмушка—120 х х190, четвертка — 190x235 и, в меньшем количестве, поллиста писчей бумаги—250 х х370. В настоящее время вводятся новые, стандартные размеры конвертов (в миллиметров): 81x114, 114x162, 162x229 и 229x334.
Сущность К. п. состоит в резке бумаги, фальцовке, склейке трех сторон и в гуммировке клапана. Ходовые форматы работа-ются преимущественно машинами и ручная работа в настоящее время осталась только для специальных требований. Резка производится на просекалыюм прессе (фигура 1) стальным кованым штампом (фигура 2). Бумага кладется на талер пресса стопкой вышиною
4—6 см, причем сразу высекаются 200—500 шт. в зависимости от плотности бумаги. При ручной работе нарезанная заготовка переходит к фальцовщицам. Фальцовка производится при помощи форматной железной дощечки, накладываемой на бумагу, причем клапаны загибаются к середине. Фальцуют сразу до шести листиков, в зависимости от плотности бумаги. Затем материал переходит к клеильщицам. Конверты «распускают», то есть каждый последующий листик конверта сдвигают на предыдущем в сторону, оставляя три стороны обнаженными на 4 — 5 миллиметров. Это делается при помощи костяной палочки, которой гладят по бумаге, захватывая кромку. Придерживая распущенную бумагу одной рукой, намазывают всю поверхность широкого клапана клейстером при помощи щеточки. Затем загибают боковые клапаны, прикрывая их намазанным. Оставшийся клапан, служащий для заклеивания конверта по вложении в него корреспонденции, намазывают декстрином или гуммиарабиком, распустивши опять уже склеенные конверты, после чего ставят их на этажерки для просушки. По высыхании конверты оклеиваются бандеролью по 50—100 шт. и пакуются в коробки по 500—1 000 шт. Производительность двух
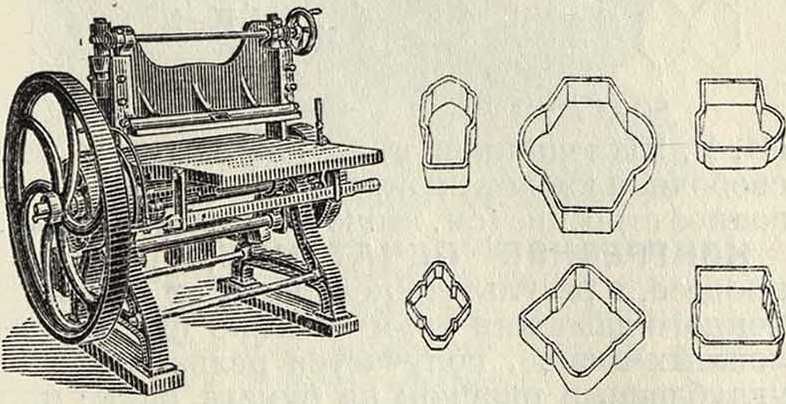
Фигура 1. Фигура 2.
работниц—складалыцицы и клеильщицы, в зависимости от плотности и величины конвертов,—3 0004-8 000 шт. за рабочий день.
Машины, которые применяют для производства конвертов, являются по существу фаль-цовальными машинами. В настоящее время эти машины снабжены приспособлениями для склейки, гуммировки, просушки и счета готовых конвертов. Производительность ма
шины при одной работнице—до 40 000 конвертов за раб. день. Наиболее употребительными машинами в СССР являются машины сист. Палич и Тельшов (фабрики в Берлине). Более старые конструкции только фальцуют и склеивают, а гуммировка клапана
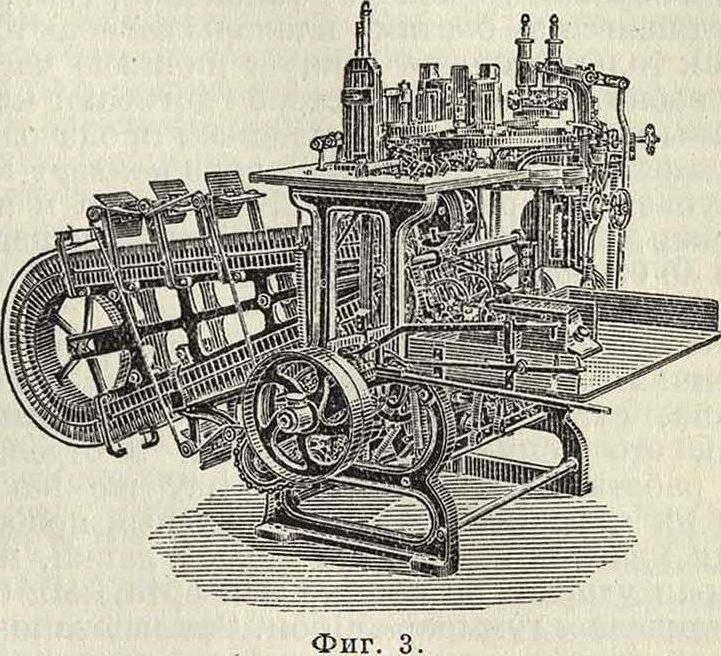
производится на отдельной гуммировальной машине. Гуммировальная машина (смотрите ТЭ, т. YI, ст. 112) состоит из 1—5 барабанов, мазальной коробки, ведущих лент, сушильного аппарата. В некоторых конструкциях имеется еще кроме того аппарат для роспуска конвертов. Обыкновенно Hie конверты распускаются работницей посредством костяной палочки на накладывательном столе, непосредственно подведенном к барабану. Вокруг барабана идет бесконечная лента,. на к-рую ложатся распущенные конверты. Две другие ленты, не идущие вокруг барабана, а обращающиеся вокруг придвинутого к барабану валика, покрывают сверху боковые клапаны и несут зажатую т. о. бумагу под мазальную коробку, из которой клей наливается на распущенные конверты, движущиеся по барабану. С барабанов, которые устанавливаются в большом количестве для удлинения пути сохнущих конвертов, последние поступают на сушильный аппарат, представляющий собою дугу в 4—· 5 метров длиной и до 3 метров высотой. По дуге над проходящими конвертами расположены вер-тушки-вееры, которые обдувают нанесенный клей, так что под конец дуги на приемный столик поступают уже сухие конверты. Производительность такой машины до 100 000 конвертов за рабочий день при одной работнице.Заготовленные т. о. конверты поступают на конвертную машину, где фальцуется и склеивается глухая часть конверта (фигура 3). Пачка развернутых, гуммированных конвертов помещается в подающий аппарат, к-рый держит заправленные конверты на постоянной горизонтали и подает их все время вверх, по мере ухода листиков в машину. Сверху машины на вертикальной оси по окружности бегают три медные лапки с прерывистым движением. Подходя к бумаге, лапки предварительно пробегают по валику, вращающемуся в корытце с декстрином, забирают на себя потребное количество клея и направляются к фальцевальной коробке, захватывая по дороге конверт. Четырех-
угольная фальцовальная коробка по размеру соответствует величине конверта. Бумага попадает как раз над этой коробкой, оставляя клапаны за ее бортами. Движущейся сверху вниз дощечкой, в виде поршня, бумага проталкивается через коробку, и таким образом происходит фальцовка, т. к. находящиеся за бортами клапаны загибаются. Как только конверт минует нижнюю часть коробки, 3 створки со сторон догибают клапаны к центру и надавливанием производят заклейку. Провалившийся вниз конверт поступает на приемный стол для счета и паковки. Производительность такой машины до 40 000 конвертов за рабочий день при одной работнице.
Новейшие машины дополнены приспособлениями для одновремен. гуммировки клапана, сушильным и счетным аппаратами, так что конверты получаются в отделку и работница у приемки сразу же пакует их в коробки. Гуммировальный прибор для клапана состоит из медной лапки, которая ударяет по кромке конверта, как бы штемпелюя гуммиарабиком. Сфальцованные и склеенные конверты не сразу попадают на приемный столик, а идут на сушильный транспортер стоймя, один за другим, по дороге обдуваются вертушками-веерами и выходят на приемный столик, пройдя счетный аппарат, к-рый каждый пятидесятый конверт отводит в сторону и дает возможность работнице сразу брать нужное количество для обандероливания. Производительность машины в среднем до 40 000 конвертов за рабочий день. Для каждого размера конверта устанавливается отдельная, соответствующей величины, фальцовальная коробка. При машине прилагается обыкновенно три размера. Перемена коробок отнимает много времени, так что, при рациональной постановке производства, на каждый формат желательно иметь отдельную машину. Клей для верхнего клапана берется хорошо текучий, из лучших сортов декстрина или гуммиарабика, а для нижнего должен быть достаточно густым, чтобы склеивание при фальцовке происходило моментально и не было подтеков, во избежание склеивания конвертов В коробках. Д. Винокуров.