 > Техника, страница 54 > Копировальные станки
> Техника, страница 54 > Копировальные станки
Копировальные станки
Копировальные станки и копировальные приспособления, станки и приспособления для обработки металлов и дерева резанием, в которых фор-
ма обрабатываемого предмета определяется формой модели или шаблона. Принцип действия К. с. состоит в том, что особый штифт
Ό
или ролик скользит по поверхности модели или по шаблону параллельно движению резца относительно обрабатываемого предмета; перемещения штифта, обусловленные формой модели, передаются обрабатываемому предмету или инструменту, и в результате сложения этих добавочных движений с основными движениями обрабатываемого предмета и резца возникает требуемая более или менее сложная форма обработан
ной части. В промышленности чаще всего применяют специальные копировальные приспособления к станкам нормальных типов: токарным, фрезерным и строгальным. Особую группу специальных копировальных машин составляют гравировальные (смотрите Гравирование) и затылочные станки (смотрите), а также и некоторые системы зуборезных станков (смотрите).
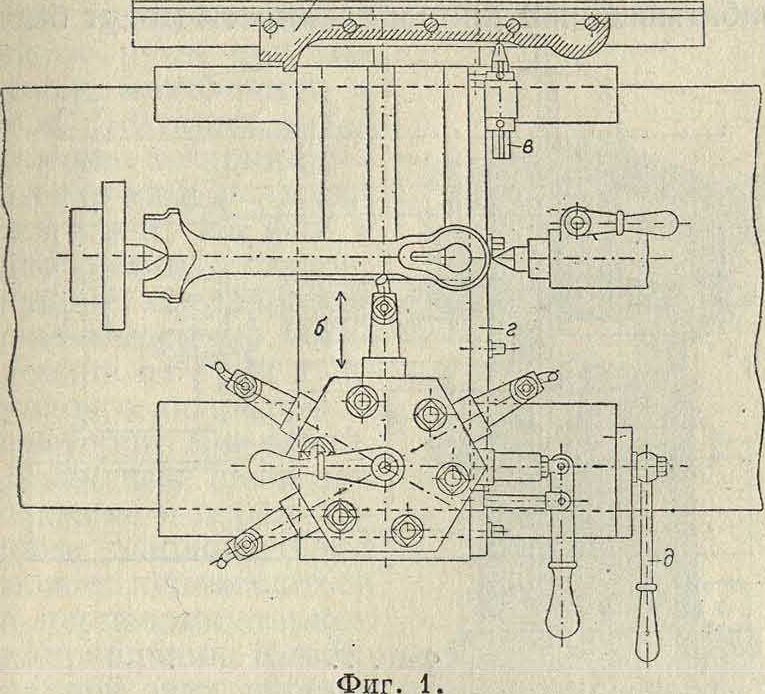
Копировальные приспособления к токарным станкам существуют двух типов: для точки тел вращения сложной формы и для точки некруглых тел. Приспособления первого рода (фигура 1) состоят в основном из
шаблона а, закрепленного на задней части станины. Наружное очертание шаблона соответствует меридиональному сечению обтачиваемого тела. Верхние салазки б су-порта отключают от самоходного винта. На задней части салазок укрепляется штифт в или ролик, к-рый прижимается к шаблону пружиной, поставленной внутри салазок, или грузом на тросе, переброшенном через ролик и висящем чаще всего сзади станины. Иногда поперечная подача осуществляется вручную, для чего на салазках укреплена зубчатая рейка з, зацепляющаяся с шестеренкой, сидящей на одном валу с рукояткой
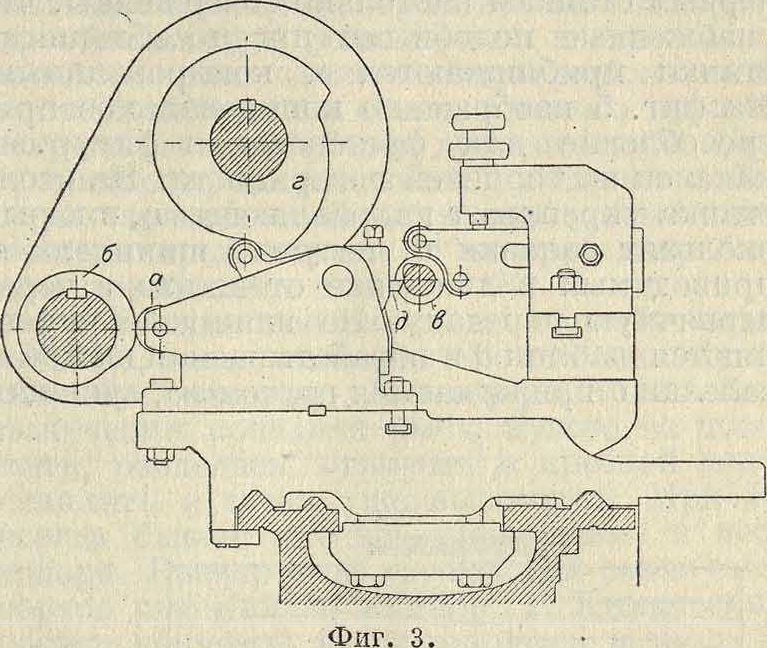
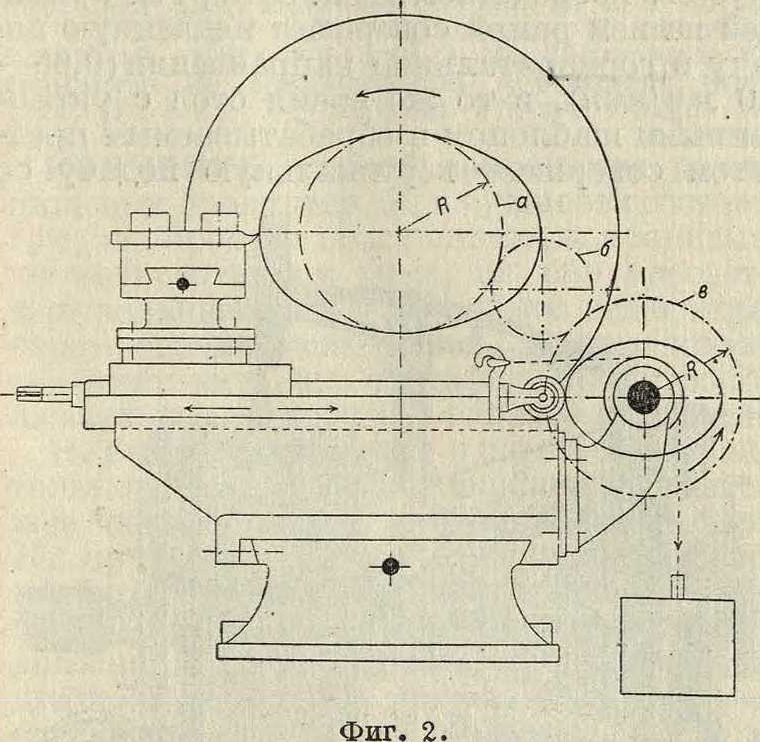
подачи д. Шаблоны в приспособлениях второго типа к токарным станкам (фигура 2) расположены в вертикальной плоскости и получают синхронное с обрабатываемым предметом вращение через зубчатую передачу а-б-в. В остальном действие приспособления вполне аналогично предыдущему. Сюда же относятся приспособления для обточки кулачков разного вида (фигура 3). Ролик а прижимается пружиной к шаблону б, вращающемуся синхронно с обтачиваемым валом в Второй кулачок г изменяет наклон резца д
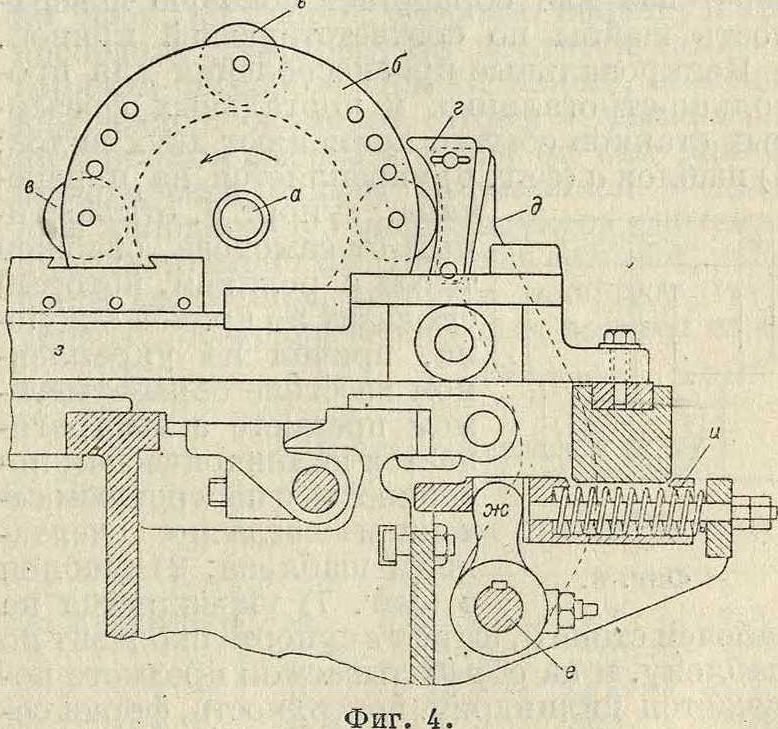
с целью получения правильной установки последнего к обрабатываемой поверхности. На фигуре 4 изображен.еще один вид приспособления для точки частей некруглого сече-
нияс повторяющимся изменением профиля. Главный шпиндель а вращается в направлении стрелки; на нем надет диск б с роликами в, число которых, величина и взаимное расположение подбираются в зависимости от рельефа, к-рый хотят получить на обрабатываемом теле. Ролики е,-катясь по шаблону г, отклоняют рычаг б, поворачивающий валик е и вместе с ним палец ж последний отводит поперечные салазки з, на которых укреплен резец; салазки постоянно прижимаются к пальцу посредством пружины и.
Копировальные приспособления к фрезерным станкам настолько совершенны, что снабженные подобными приспособлениями станки приближаются к копировальным. На фигуре 5 изображено копировальное приспособление для фрезерования фигурных канавок на торцевой поверхности. На столе станка укрепляют направляющие а, в которых скользят салазки б, несущие шпиндель е, приводимый в движение от шкива г через червячную передачу. На шпинделе укрепляются шаблон д и обрабатываемая шайба е; салазки б прижимаются грузом ж, висящим
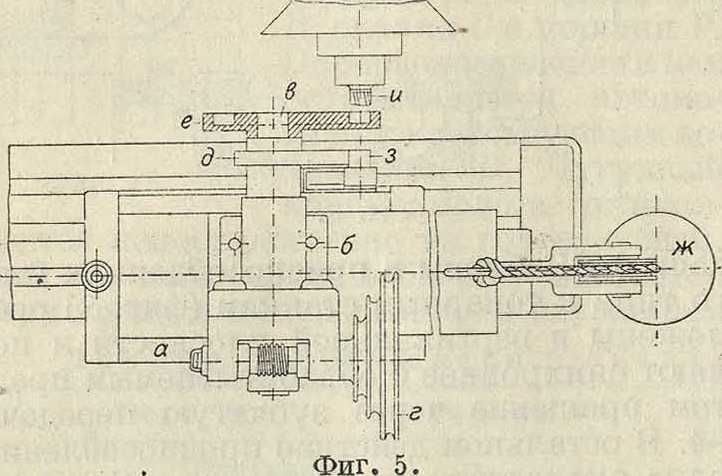
на тросе, к упору з, неподвижно закрепленному на столе, станка. При вращении шпинделя с шаблоном все точки шайбы е описывают кривые, форма которых определяется шаблоном б; вследствие этого фрезер и выберет паз или обработает боковую поверхность шайбы по соответствующей кривой.
Копировальные приспособления для продольно-строгальных и портальных фрезерных станков обычно применяют двух видов:
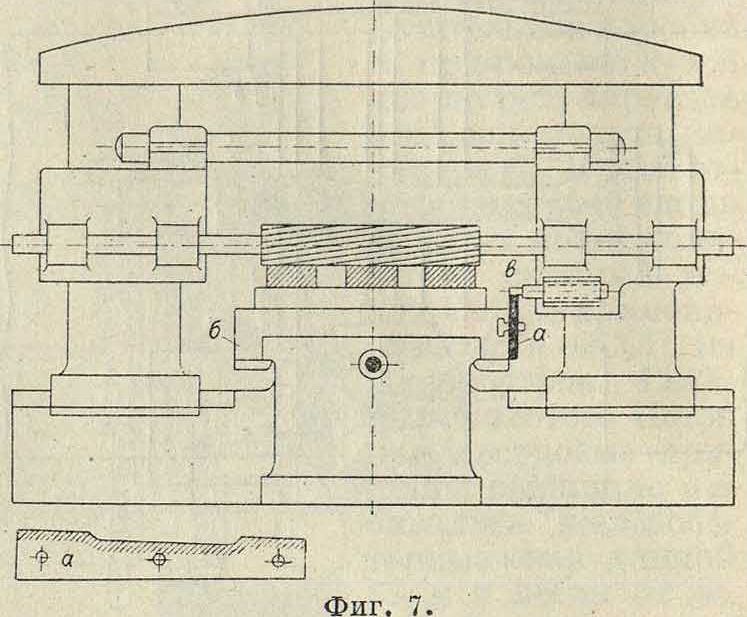
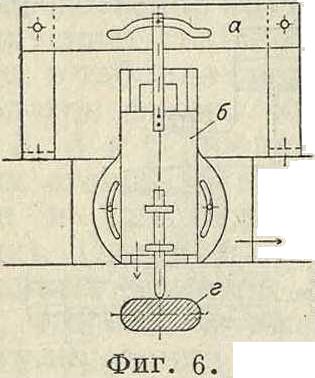
1) шаблон а (фигура 6) укрепляется на поперечине, супорт б, отключенный от самохода, снабжен тягой с роликом, который скользит по кривой шаблона, причем на укрепленном на столе обрабатываемом предмете г выстрагивается цилиндрическая поверхность с поперечным сечением согласно очертаниям шаблона; 2) шаблон а (фигура 7) укрепляется на рабочем столе б, штифт в супорта скользит по шаблону, и на обрабатываемом предмете получается цилиндрич. поверхность, форма сечения которой вертикальн. плоскостью, параллельной движению стола, определяется формой шаблона; этот способ применяется чаще на продольно-фрезерных станках, а на строгальных—при строжке закруглений рельс.
Копировальные приспособления к шлифовальным станкам по типам и принципу действия сходны с изображен, на фигуре 2 и 5.
Специальные К. с. в металло- и деревообрабатывающей промышленности могут быть
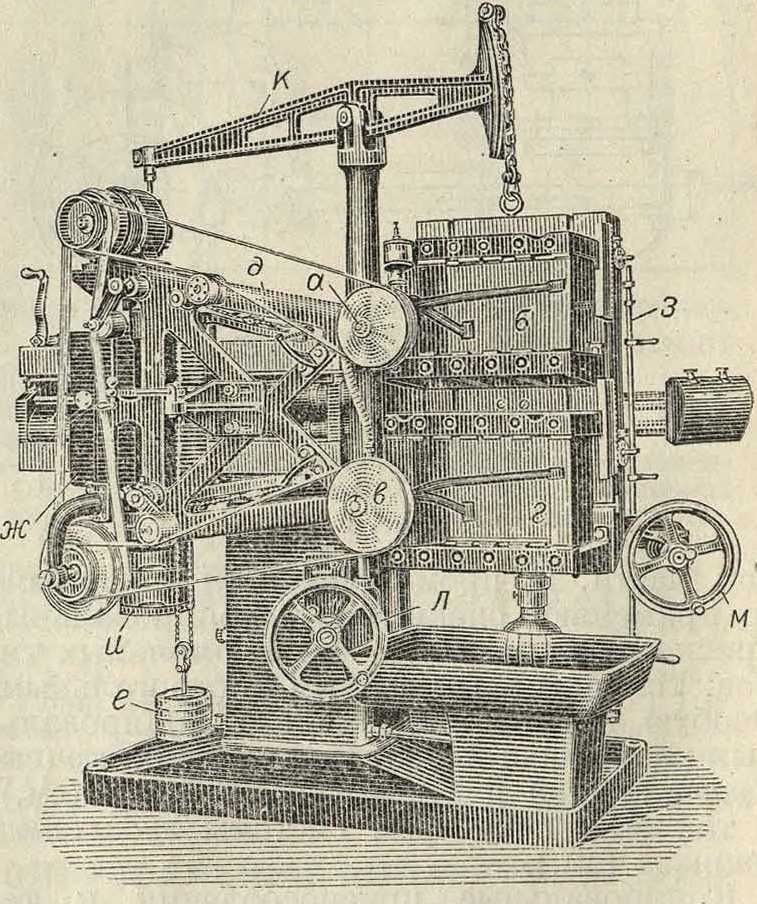
отнесены к следующим 3 типам: 1) Станки, работающие с применением шаблонов. На фигуре 8 изображен станок для обработки штампов и матриц. Вращающийся штифт а касается шаблона б, нижний шпиндель в снабжен торцевым фрезером, выбирающим металл в теле обрабатываемого штампа г. Рама д с укрепленным на ней электромотором в 0,5 ЕР, приводящим в движение штифт и шпиндель, может вращаться вокруг вертикальной оси и прижимается к шаблону б грузом е посредством цепи. Супорт ж с сидящей на нем рамой совершает медленную подачу в горизонтальном направлении (0,05— 1,0 миллиметров/мин), в то же время стол с укрепленными шаблоном и обрабатываемым предметом совершает вертикальную подачу со
Фигура 8.
значительно большей скоростью (до 150 миллиметровIмин). Перемена направления подачи совершается автоматически при посредстве
штанги з; стол уравновешен грузом и, подвешенным на конце коромысла к. Для удаления начерно большого количества материала в самом начале обработки вертикальная и горизонтальная подачи совершаются от руки при помощи маховичков л и ж. 2) Станки, работающие по принципу сложения движений. На фигуре 9 изображен станок, супорт которого перемещается по поперечине от руки и самоходом посредством шестерни К и рейки.
Движения шестерни связаны с перемещением шаблона. Стол может перемещаться в перпендикулярном направлении. Комбинацией этих перемещений можно воспроизвести любую кривую линию и поверхность. 3) К. с., ра-
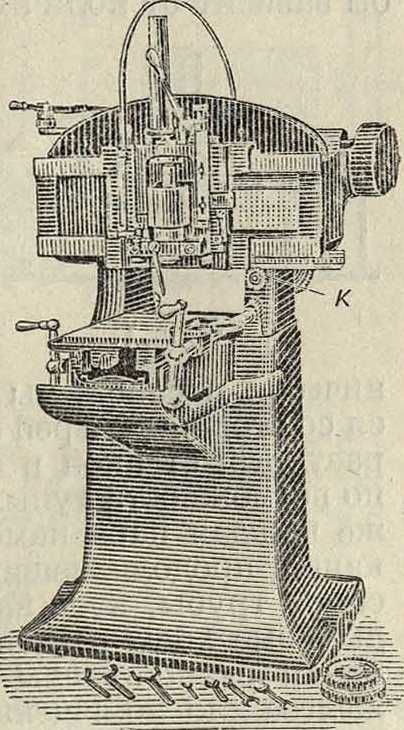
Фигура 9.
ботающие по методу пантографа, применяются главным образом в качестве гравировальных станков, (смотрите Гравирование). Имеются станки такого же типа, но более мощной конструкции для обработки штампов и матриц.
Лит.: Ηϋ 11 e F. W.,Die Werkzeugmaschinen,4 Aufl., В., 192?.; Н ulle F. W., Die Grundziige d. Werkzeug-maschinen u. d. Metallbearbeitung, В. 1, 6 Auflage, B., 1928; L i ch O., Vorrichtungen im Mascbinenbau, 2 Aufl., B., 192*7; Mulier О. M.( Zeitsparende Vor-ricbtungen im Maschinen-und Apparatebau, Berlin, 1926; Jones F., Jig and Fixture Design, New York, 1920. А. Панкин.