 > Техника, страница 55 > Крейцкопф
> Техника, страница 55 > Крейцкопф
Крейцкопф
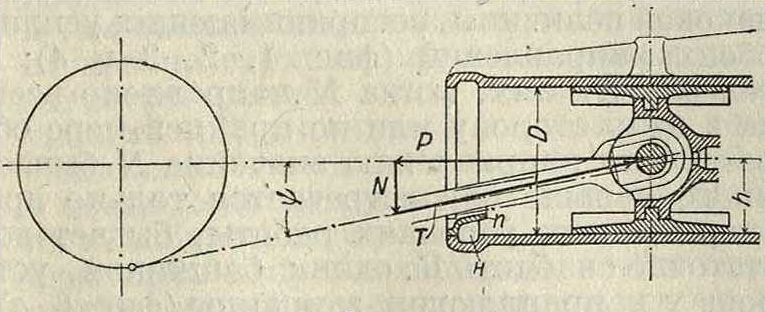
Крейцкопф, деталь кривошипно-шатунного механизма, обеспечивающая прямолинейность движения шарнира, соединяющего шатун со штоком, и передающая боковые усилия, возникающие в этом шарнире, на направляющие. На К. действуют следующие силы (фигура 1): сила давления на
Фяг. 1.
поршень—Р, передаваемая штоком, 2) сила, действующая по оси шатуна,—Т и 3) реакция направляющих—N. Силы эти связаны между собой следующей зависимостью:
N=рtgy>; Ν,ΜΧ= λΡ; Т= ^; Tmax= ^=.,
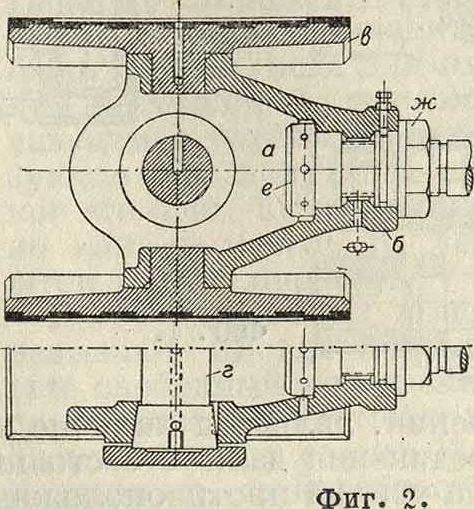
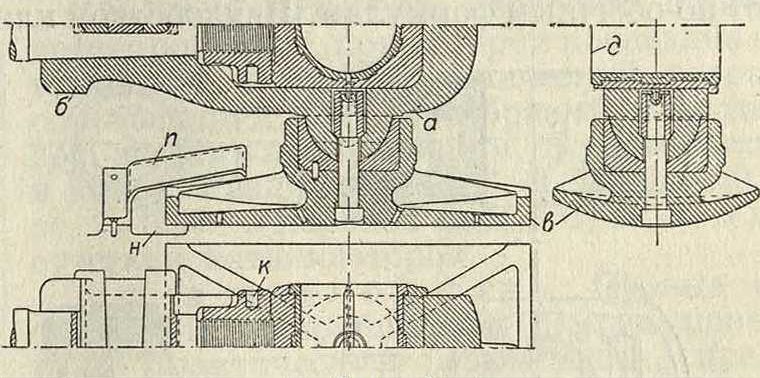
где ψ—угол наклона шатуна к направлению движения К., а λ—отношение длин радиуса кривошипа и шатуна. Р—принимают обычно равным pF, где р—максимальное рабочее давление в цилиндре, a F—площадь поршня. В основных чертах К. состоит из т е л а К. а (фигура 2 и 3), объединяющего в одно целое главные рабочие части К.: горловину б, соединяющую крейцкопф со штоком, башмаки в, которые скользят по направляющим, и части шарнирного соединения—цапфу г (фигура 2) или втулку д (фигура 3).
Цапфа К. рассчитывается на прочность обычным способом, как балка, нагруженная равномерно распределенным усилием Р или, точнее, Т на длине ее свободной части. На смазку расчет ведут только на выдавливание. по формуле:
kg
где d—0 цапфы, I—ее длина, a fc3—максимальное допустимое давление на единицу
Фигура 3.
площади проекции цапфы. Материал цапфы—сталь, материал подшипника—бронза. Значения fcs (в кг/см2) таковы:
Для паровых машин..80— 90
» подъемных паровых машин.100—130
» газовых двигателей..100—150
» паровозов 150—300
» паровых машин миноносцев.120—150
В виду малой скорости движения цапфы и его качательного характера при указанных значениях давлений обеспечена достаточная степень надежности против нагревания цапфы. Укрепление цапфы в теле К. производится обычно на конус (фигура 2), причем для удобства обработки и возможности точной пригонки необходимо, чтобы оба конца цапфы являлись частями одной и той же конусной поверхности; для закрепления цапфы прибегают также к разрезным конусным кольцам а (фигура 4), вжимаемым в соответственной формы круговую щель между концом цапфы и телом крейцкопфа, например у крейцкопфа паровозной паровой машины с односторонними направляющими,
Крепление штока в теле К. является другой важной частью конструкции. Основным требованием, предъявляемым к кон
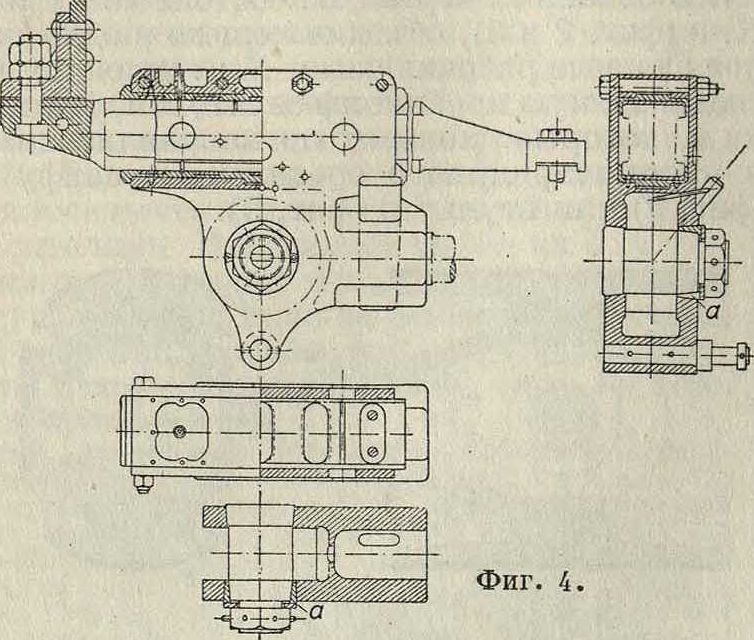
струкции крепления, является наличие напряженности соединения даже в состоянии покоя и передача усилий противоположных направлений двумя различными деталями; в противном случае, под действием меняющихся по направлению усилий, соединение вскоре расшатается. Одной из наиболее часто встречающихся конструкций является закрепление штока при помощи клина, причем опорная поверхность втулки К. выполняется в виде конуса (фигура 3) или же в виде плоскости (фигура 4); в последнем случае шток опирается на кольцевую поверхность дна выточки горловины. Клин (смотрите) рассчитывают по обычным формулам. Неудобством кли
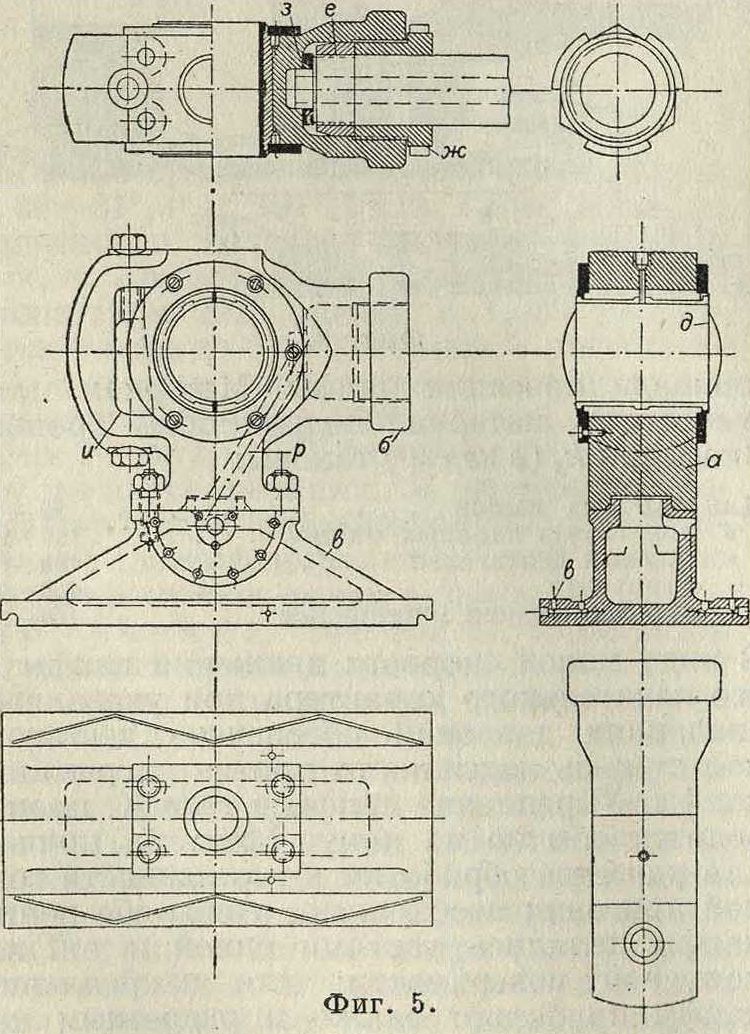
нового соединения является значительная строительная длина К. (ср. фигура 3 и 4) и невозможность изменения длины поршневого штока. Поэтому в последнее время часто производят соединение штока с К. при помо щи винтовой нарезки; задняя гайка е (фигура 2) служит для регулирования длины штока и воспринимает растягивающие усилия штока, в то время как передняя гайка ж осуществляет необходимый натяг и передает на К. сжимающие усилия штока. В конструкции, изображенной на фигуре 5, внутренняя гайка е служит исключительно в качестве упора для внешней ою, сжимающие усилия передаются на К. шайбами з, толщину которых изменяют в случае необходимости изменить длину штока; внешняя гайка ж осуществляет натяг и воспринимает растягивающие усилия.
Подшипник К. делается во всех б. или м. крупных машинах разрезной, с установкой вкладышей при помощи клина и (фигура 5) или винта к (фигура 3). Вкладыши делаются обычно бронзовыми, в более крупных и ответственных машинах—с заливкой белым металлом.
Башмаки К. служат для передачи нормальных усилий, возникающих вследствие конечной длины шатуна, на направля
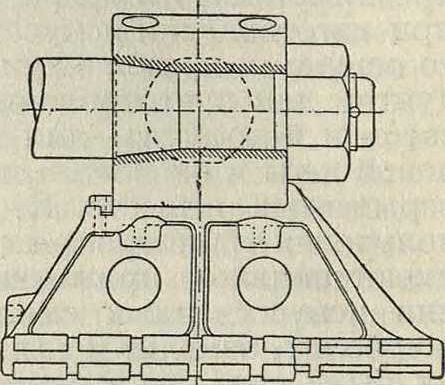
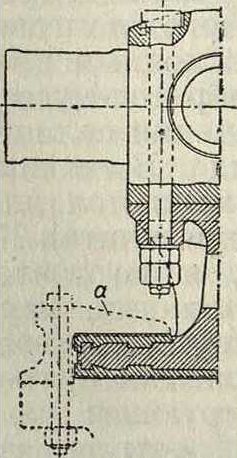
ющие. Форма башмаков и способ соединения их с телом К. определяются всецело формой и расположением направляющих. Последние в большинстве современных стационарных горизонтальных машин делаются кругового сечения, вследствие удобства обработки на рассверливательном станке заодно с цилиндром или с фланцем станины, и располагаются симметрично относительно оси цилиндра. В двигателях, у которых нормальное усилие N меняет знак при работе, как например у всех машин с переменой направления вращения, у двигателей простого действия с высокой компрессией и т. д., необходимо устройство двух башмаков одинаковой величины, воспринимающих усилия обоих направлений (фигура 1, 2, 3 и 4); в тех же случаях, когда N направлено всегда в одну сторону или по крайней мере обратное по направлению значение N бывает много меньше или встречается только при анормальных условиях работы, бывает достаточно снабдить К. одним башмаком, устроив у направляющих закраины (фигура 6, а), которые опираются на соответствующие поверхности башмака (фигура 5 и 6). В пароходных паровых машинах и двигателях внутреннего сгорания двойного действия обычно делают К. этой последней конструкции (фигура 5—газового двигателя; фигура 6—судовой паровой машины; основная поверхность башмака служит для принятия давления при переднем ходе, а вспомогательная—при заднем), У обоих упомянутых родов дви гателей направляющие помещаются на стойках, обрабатываемых отдельно от цилиндра, поэтому рабочую поверхность башмака выполняют плоской. Соединение башмаков с телом крейцкопфа делают обычно на болтах, причем касательные усилия воспринимаются особыми специально пригнанными цап-фамии втулками (фигура 2, 3 и 5) или канавками и шпонками (фигура 6). Диаметр D направляющих поверхностей К. или его высоту h определяют по фигура 1, вчерчивая шатун в его наиболее отклоненном положении и принимая во внимание маслоуловители и масленки, расположенные на концах направляющих. Величину опорной поверхности башмаков К. рассчитывают на невы-давливание смазки при максимальном нормальном давлении Ν^χ·, при этом принимаются следующие значения —давления на единицу поверхности проекции башмака: /с,г=2-уЗ кг/см2 для чугуна по чугуну, кл=2,5-у4 килограмма/см2 для белого металла по чугуну и fcd=4-y6 (и до 10) кг/см“ для бронзы и стали в паровозных К.
Смазка К., как и всякой движущейся прямолинейно-возвратно детали, довольно затруднительна. Нормальным способом смазки цапфы К. является применение капельных масленок, причем масляные капли снимаются с концов трубочек особыми масло-собирателями в горизонтальных машинах или улавливаются чашечкой, прикрепленной на конце цапфы К.,—в вертикальных. Иногда масло для смазки цапфы улавливается особой канавкой л (фигура 2) верхнего башмака крейцкопфа и оттуда по каналам м поступает в цапфу или падает по трубочке в подшипник шатуна. Смазка башмаков горизонтальных машин производится обычно таким образом, что верхний башмак получает свежее масло, поступающее из капельных масленок, сидящих на верхних направляющих, а нижний башмак получает отработанное масло от верхнего башмака и цапфы К., которое скопляется по концам направляющих в особых карманах н (фигура 1 и 3) и оттуда в конце каждого хода выбрызгивается торцевой поверхностью башмака, отражается специальным козырьком п и падает в углубления на верхней поверхности башмака, откуда оно через отверстия попадает к трущимся поверхностям. В вертикальных машинах этот способ неприменим, и там обычно свежее масло поступает из масленок на верхнюю часть направляющих и затем скопляется внизу их в особых маслоуловителях; имеющиеся на нижних концах башмаков К. металлич. щетки или гребенки в конце ходапогружаются в маслоуловители и, забирая оттуда масло, смазывают нижнюю часть направляющих. Для обеспечения правильного распределения масляного слоя по площади башмака делают канавки или образуют рабочую поверхность башмака из ряда отдельных полос белого металла. В последнее время применяют в смазке башмаков принцип подшипников Мичелля (Michell), для чего скашивают ребра подводящих масло канавок в форме наклонной плоскости, что в соединении с укреплением башмаков на теле К., допускающим известную подвижность их (фигура 3),. дает возможность слою масла приобретать форму клина, обеспечивающую наилучшую смазку всей поверхности башмака. Тех же результатов достигают в К. по фигура 6, скашивая и закругляя ребра полосок белого металла.
Охлаждение К. в тех случаях, когда оно необходимо, также является весьма затруднительным. В судовых паровых машинах обычно охлаждают не самый К., а направляющие. В крупных двигателях внутреннего сгорания, особенно двойного действия, у которых приходится охлаждать поршень и шток, вода для охлаждения последних поступает по телескопическим или качающимся трубам обычно в К., чем и пользуются для попутного охлаждения башмаков его (фигура 5); из башмака вода поступает по каналу в теле К. через высверленный шток в тело поршня.
Кроме описанных выше К. этим именем называют иногда ползуны, поддерживающие свободный конец сквозного штока или соединение двух штоков в машинах тендем. Так как в этом случае К. служит лишь для поддержки, то надобность в двухсторонней опоре отпадает и такие крейцкопфы делают с одним башмаком; кроме того конечно отпадает цапфа или подшишпш, и весь К. сводится к горловине, соединенной с башмаком. Основы конструкции остаются и в этом случае те же.
Лит.: Rotscher F., Die Maschinenelemente, В. 2, В., 1929; Frey Н., Schubstangen u. Kreuzkopfe, Einzelkonstruktionen aus d. Maschinenbau, brsg. v. C. Volk, H. 6, B., 1913; D u b Ь e 1 H. Grossgasmaschi-nen, B., 1910; Pohlhausen A., Die Kolben-dampfmaschinen, 5 Aufl., Lpz., 1925.