 > Техника, страница 56 > Кузнечное производство
> Техника, страница 56 > Кузнечное производство
Кузнечное производство
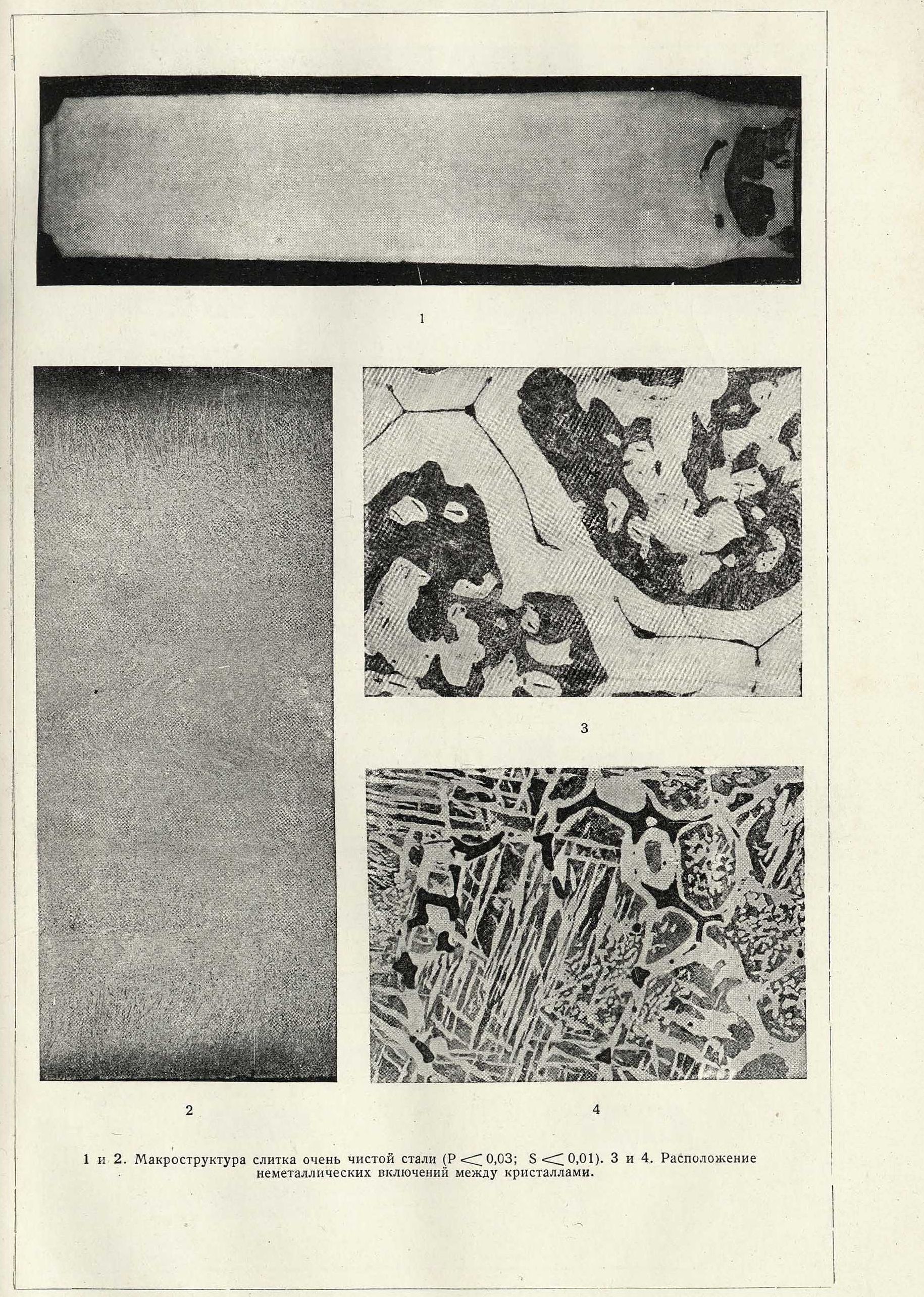
Кузнечное производство, технология. процесс горячей обработки металлов, имеющий целью при помощи отковки получить изделие нужной формы или придать металлу изделия наибольшее сопротивление разрушению. Из всех технология, процессов обработки металлов правильно проведенный процесс ковки дает наименьший расход металла на изделие, придавая ему в то же время наибольшую присущую данному металлу прочность. Надо однако иметь в виду, что и до настощего времени не все еще ясно в процессе ковки, и потому в случае неправильного ведения этого процесса в результате иногда получается металл даже слабее, чем он был в исходном состоянии—литом. Первоначально, вследствие отсутствия сведений о макроструктуре (смотрите) металлов, не придавали большого значения внешнему очертанию заготовки, из которой изготовлялась деталь машины. Полагали, что можно взять любой кусок металла и вырезать из него ту или иную форму. При такой работе вырезывания с затратой ценного инструмента и машин расход металла на изделие будет максимальным, и отходом является малоценная стружка. С применением гидродинамической, а затем паровой энергии начали металлу придавать форму при помощи молота—эдо процесс свободной ковки. Свободной ковке подвергался металл между плоскими или фасонными бойками. Расход материала и время на изготовление детали и на дальнейшую обработку ее с применением метода свободной ковки уменьшились. В дальнейшем в бойках начали делать углубления, соответствующие форме окончательного изделия. Так. обр. свободная ковка перешла в ковку в закрытых бойках, или штамповку. Как при свободной ковке, так и при штамповке основная работа—переход от большего сечения изделия к меньшему. Но в самое последнее время, в связи с развитием и усовершенствованием коваль-но-осадочных машин, развился такой метод ковки, т. н. повально-осадочные работы (смотрите), где основной работой является переход от меньшего сечения к большему. Этот метод работы является наиболее экономичным в смысле затраты материала на изделие. Металл идет в ковку обычно в форме слитка или прокатанной заготовки.Весь поверхностный слой слитка (вкл. лист 1,1,2) состоит из столбчатого слоя кристаллов, расположенных перпендикулярно к стенке изложницы, а центральная часть слитка—из беспорядочно расположенных равноосных кристаллов. Между ними (вкл. лист I, 3, 4) располагаются все включения в сталь, которые нерастворимы в твердой фазе; этими включениями являются соединения металлов с серой, фосфором, кислородом и другими элементами, а также шлаковые.включения. Следовательно, чем больше загрязнен металл этими включениями,тем больше разъединены кристаллы слитка между собой. Во время процесса вытяжки слитка, безразлично под молотом или между валками, кристаллы вытягиваются
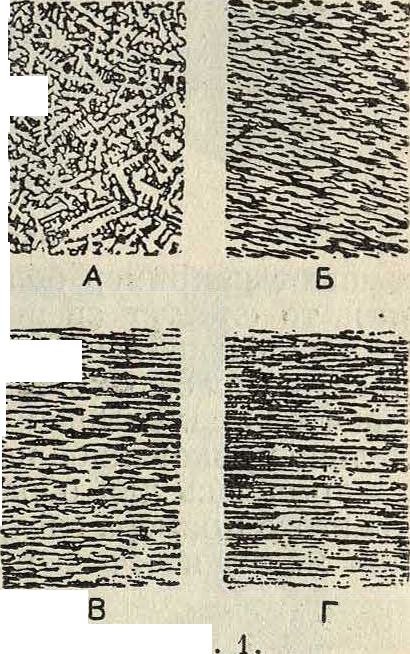
Фиг вдоль оси вытяжки, и вид прокованной или прокатанной заготовки из литого слитка по-лучается приблизительно такой, как изображено на фигуре 1, где А—строение литого металла, Б—протянутого с уменьшением сечения в 5 раз, В—в 30 раз и Г—в 150 раз; по строению (макроструктура) можно судить о прочности металла. Работами многих металлургов (Шарпи, Розенгайн, Сов ер) доказано, что динамическая прочность всецело зависит от направления деформирующих усилий по отноше-fнию расположения i вытянутых кристал- у; лов (волокон). Шар-р& пи нашел для образ- ί да сильно укованной f углеродистой стали с ί содержанием около5 0,4% С и обычным содержанием осталь-. ных примесей, выре- igglfl занного параллель- Г~ но направлению вы- тяжки, сопротивле- ние удару равньп
13,5 килограммм, аперпенди кулярно — 2,5 килограммм,
г. е. в 5 раз меньше.
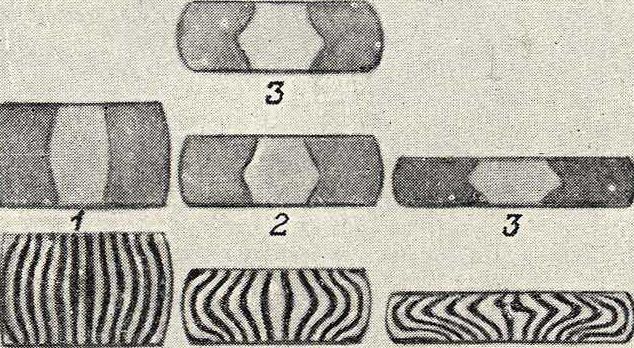
Кроме условия расположения волокон прочность изделия зависит от того, из какой части слитка изготовлено изделие.Центральная масса металла охлаждается медленнее, и потому центральные кристаллы крупнее, а следовательно и межкристаллич. включения имеют пропорциональные кристаллам размеры, то есть в наружных слоях они мельче, а в центральных крупнее. Во время процесса ковки можно отчасти раздробить кристаллы и неметаллич. включения, но сместить их по отношению друг к другу не удается. Припуски во время ковки остаются по поверхности изделий, и чем больше срезается наружная часть поковки, тем худшего качества металл (с наибольшим количеством включений) остается в изделии. На фигуре 2 представлены три метода выработки головки болта:
1—вырезывание из целого прутка (заготовка толще изделия); 2—свободная ковка (может быть в фасонных бойках) из толстого прутка; 3—высадка из тонкого прутка (заготовка тоньше изделия). Ковка по первому и даже второму методу не только дает большие отходы, но кроме того в отход попадает лучший металл; ковка по третьему методу дает наименьший расход металла на изделие, ставит металл в наиболее выгодные (в смысле сопротивления деформирующим усилиям) условия и обеспечивает при всех равных условиях лучшее качество материала.
Разобранный пример небольшой поковки можно всецело перенести на условия ковки крупных изделий. Требуется например получить (фигура 3) уступ а безразлично на какой поковке по размеру. Если начать работу насечкой б, затем ковать сильными ударами бойка, образуя уступы виз, наконец в ме-ханич. мастерской обработать по д, то получится тот же результат, что и при ковре болта по второму методу, то есть в д волокна будут перерезаны, и т. о. помимо высоких
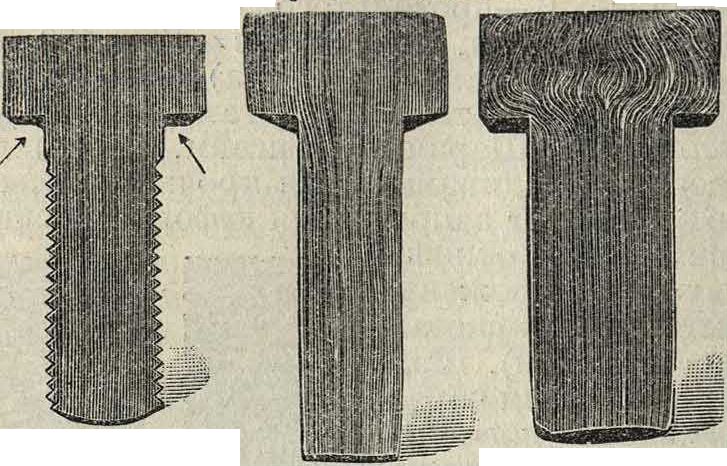
Фигура 2.
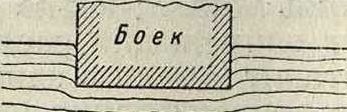
яапряжрний, к-рыми по самой форме (входящий угол) обладает металл, такой ковкой он будет ослаблен. Если нельзя получить заданный прямой угол с осаживанием (чему мешают например большие размеры поковки), то следует специальными накладками с уменьшающимся радиусом (R3, R2, Лг) выковать угол с возможно меньшим припуском, так чтобы дальнейшая обработка шла параллельно прокованной поверхности, но отнюдь не врезалась для образования формы угла. Из этого примера следует, что вытяжка бойком может иссечь верхний столбчатый слой (фигура 4), если края бойка не будут закруглены и по слитку будут сразу наноситься сильные удары; в этом случае даже долевая (вдоль проковки) проба будет обладать более низкими механич. качествами, чем если бы поковка была проведена бойками с закругленными кра-ями.Поэтому бойки должны иметь закругленные края и тем больший радиус закругления, чем мощнее молот (при 1-т молоте радиус закругления 25-1-35 миллиметров). -С этой точки зрения металл, полученный прокаткой, прочнее прокованного, т. к. его поверхностный столбчатый слой не м. б.
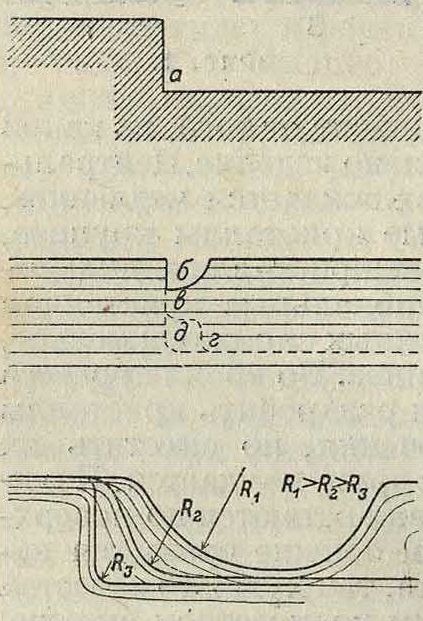
Фигура з. иссечен круглым вм.
Ковка применяется для всех сортов металлов как черных, так и цветных. Для процесса ковки существенное значение имеет состав металла, подвергающегося ковке. _
Сталь разделяется на — - - —
2 сорта—машиноподелочную (ниже 0,4% С) Фигура 4.
и инструментальную
(выше 0,6% С), причем ковка некоторых легированных машиноподелочных сталей аналогична ковке инструментальн. стали. Особенность машиноподелочной стали та, что вследствие малого содержания углерода она имеет структуру со структурно свободным ферритом—мягкой и вязкой составляющей; структуру же инструментальной стали, как и некоторых легированных, составляет
цементит—хрупкая составляющая. Задача ковки в последнем случае состоит в том, чтобы возможно сильнее раздробить цементит. Вследствие того, что цементит располагается в литом материале равномерно по всему сечению, и раздробленные мелкие включения его распределяются равномерно (смотрите Быстро режущая сталь, вкл. л., 1,2,3, 4), тогда как в мягких сортах стали, особенно в железе невысокого качества, центральная часть, где особенно группируются неметаллич. включения, не смещается при ковке и эти включения не м. б. раздроблены. В виду этих соображений заготовку из машиноподелочной стали для удешевления производства обычно прокатывают и затем проковывают, тогда как инструментальную и легированную стали с большими включениями цементита лучше подвергать только ковке.
Принимая во внимание направление волокон металла и направления деформирующих усилий, можно указать, при каком соотношении этих направлений одна и та же внешняя форма изделия будет наиболее прочной, а потому какой.метод ковки пригоден в зависимости от условий службы изделия.
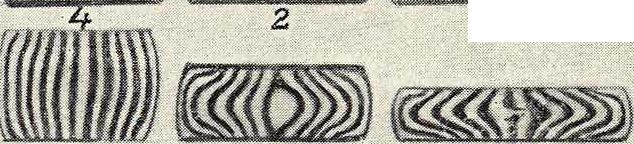
Например можно сравнить две поковки кольца—одну, назначенную для изготовления бандажа, а другую—для кольцевой шестерни (фигура 5, 6). Для бандажа требуется, чтобы волокна стали были расположены параллельно плоскости катания: это строение обеспечит наиболыдеесопротивление износу; для зубьев же шестерни направление волокон параллельно внешней поверхности очевидно создает наименьшее сопротивление излому; поэтому для хорошей службы нужно иметь направление волокон перпендикулярно к поверхности катания. Если расположение волокон стали имеет такое большое значение, то вполне естественно изучение самого течения и расположения этих волокон под влиянием удара. Эта работа была проделана Массеем. На вкл. л. II приведены фотографии образцов из мягкой стали с точно вставленным стержнем из той же стали, подвергнутых Массеем деформации ковкой и разрезанных потом по центру для выявления течения металла. Размеры образцов следующие: диаметр 75 миллиметров, высота 75 миллиметров, диам. стержня 25 миллиметров.
Строка 1: ковка производилась молотом в 50 килограмм: число ударов показано под каждой фигурой; осадка была А=56 миллиметров, В=38 миллиметров, С=25 миллиметров.
Строка 2: ковка под молотом в 500 килограмм при тех же условиях.
Строка 3: ковка под молотом в 2 000 килограмм при тех же условиях. Колонки D, Е и F указывают действие ковки прессом. Пресс был во всех случаях один и тот же; нажатий было столько же, сколько ударов молота. Общие результаты от действия молота и от действия пресса, как видно из фотографии, одинаковы. Следует отметить некоторые детали: от действия пресса в нейтральных елрях течение металла больше, чем от молота ( Р центр шире, чем у С на 3—6 миллиметров). У молота максимум истечения металла лежит ближе к верхпему бойку на 3—5 миллиметров, а у пресса—в центре.
Ϊ. э.
2
3
4
5
Я
и
j<y
KJ
11
1*Ϊ
ίο
МОЛОТ
А
ш
UlL
в
β*Γ· τι
. ?СЖ Ό
>8~ 94 204
ΐιΙίίΏίϋ:
г 4 10
L: ±1СГ1Эс1гтг)
1 2 3
Г
§ - # sJESSasA’
5
ц
It
*
Ϊ!
3
Яр
i i
5#
Ж
3
Я
ши
£;
ιοί
| ПРЕС | с | |
| D Е | F | |
| ) ? j Г " Ж " ?v f -1 * I f т э Ί t | χΓ | |
| ___50 ___ 95 | 230 | |
| !" ;| /·. у .V .,д _____ | рзщ | |
| 2 б | ||
| “1 2 | 3 | о |
ж ста
I
Ю
щг

">· J
3
ш
4
Кроме того из приведенных примеров можно вывести, что для данного образца наиболее пригоден молот в 500 килограмм, как дающий деформацию после нормального числа ударов. Вес молота не оказал никакого влияния на течение металла, т. к. формы поковки получились в колонках С и F одинаковыми.
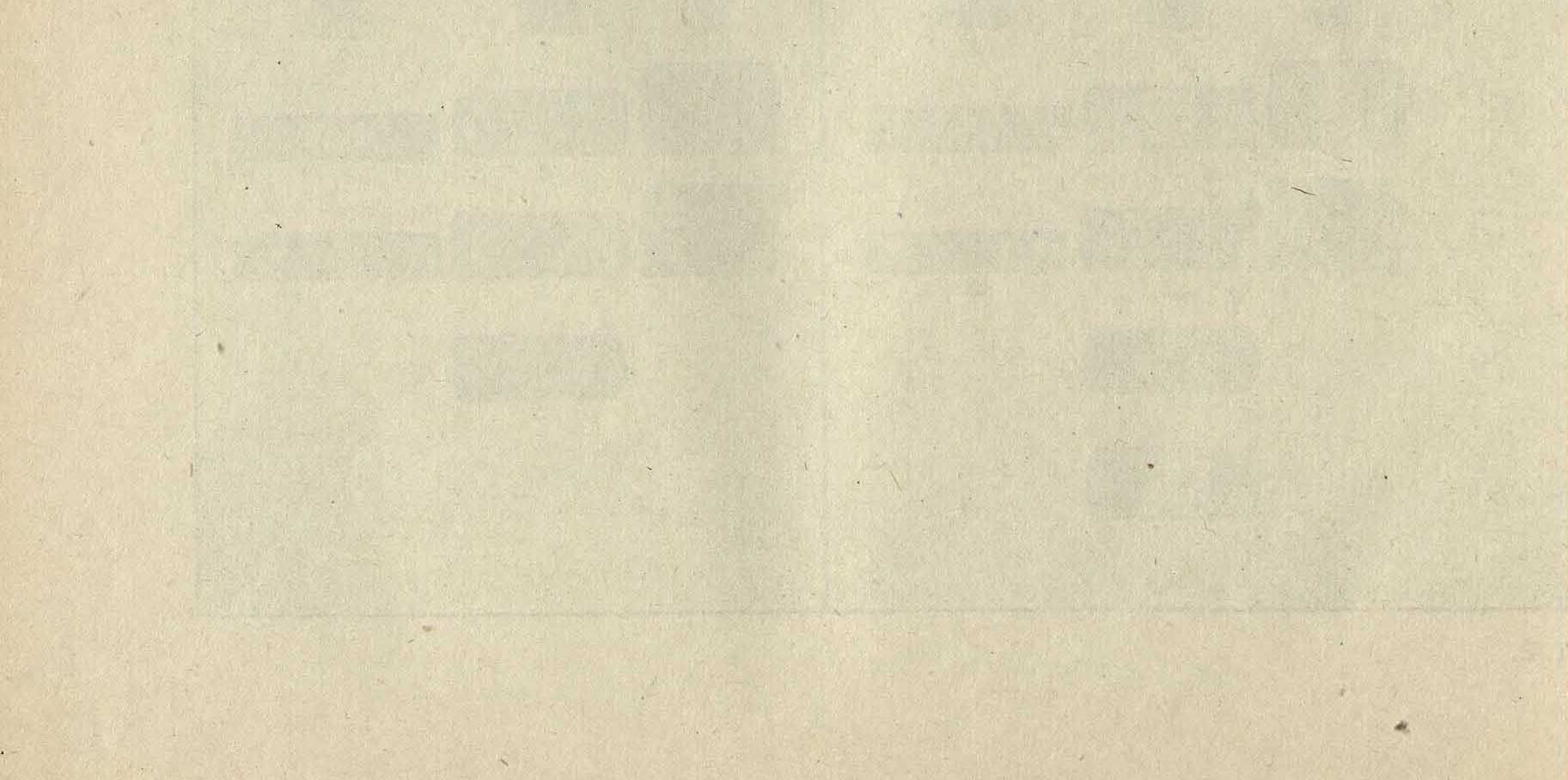
Строка 4: В—ковка при 750°; Е—то же под прессом.
Строка 5: В—ковка при 1 250°, Е—то же под прессом. Темп-pa никакого влияния на окончательные результаты не оказала.
Строка 6: деформация свинца. На бойки была положена наждачная бумага, чтобы избежать самосма-зывания бойков свинцом.
Строка 7: деформация цилиндров из двухцветного воска. Поток материала схож с потоком стали (в некоторых случаях полезно использовать восковые фигуры для исследования течения металла под влиянием деформирующих усилий).
Строка 8 дает понятие, как текут горизонтальные слои (восковые фигуры).
Строки 9, 10, 11—деформация проводилась под молотом в 500 кз, но над образцами разной высоты: строка 9-я—100 миллиметров, 10-я—150 лш, 11-я—225 миллиметров высоты. Результаты опытов: ни на 9 ни на 10 строках особых отличий от 2 строки нет, строка 11 показывает одинаковые деформации как под действием молота, так и от пресса (А и D), но отличный от строки 2 результат—вспучины на концах и неизмененная центральная часть; при дальнейших ударах, с уменьшением высоты сравнительно с диаметром, получается тот же результат, что и. в 1, 2 и 3 строках.
Испытания строки 12 произведены при тех же условиях, что и испытания строки 2, но бойки были смазаны маслом и графитом для уничтожения действия поверхностного трения, которое является фактором, задерживающим течение металла с поверхности. Вставка в цилиндр с верхней поверхности на 10 миллиметров, а с нижней на 3 миллиметров шире, чем в строке 2. Разница в результатах между верхом и низом цилиндра получена потому, что смазка снизу скорее выгорала, чем сверху.
Из строки 13, где показана ковка «самосмазываю-щегося» свинца, можно сделать вывод, что если бы не было поверхностного трения, то металл растекался бы одинаково как в центре, так и снаружи.
В строке 14 показана ковка твердой хромоникелевой стали, а в строке 15—ковка при обыкновенной 1°. Следовательно при всех условиях течение металла больше в центре, чем снаружи (в строке 15—образец случайно согнулся, однако измерения показали, что центр вставки на 5 миллиметров шире, чем края).
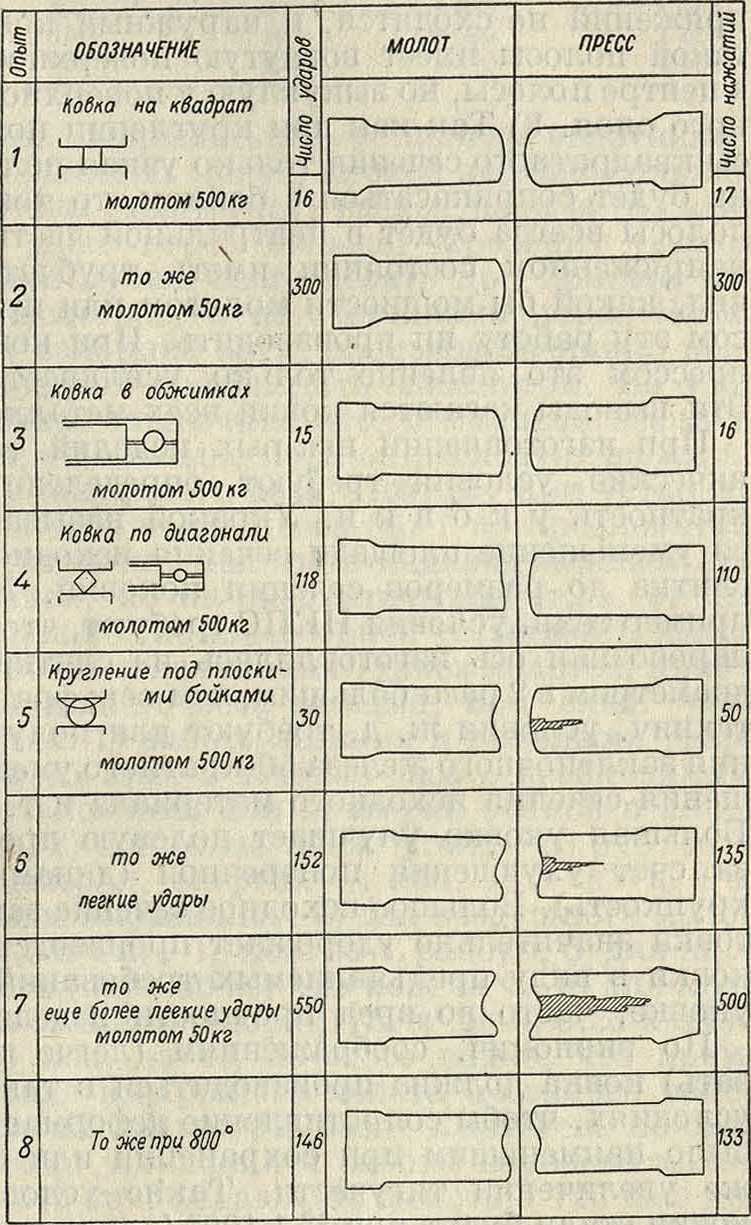
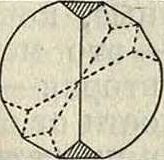
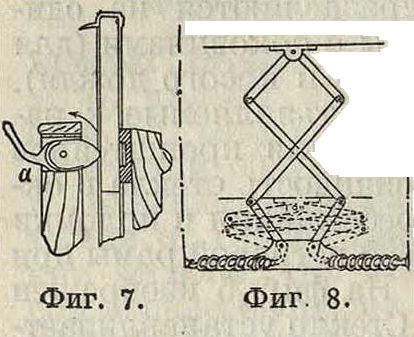
Из вышеприведенных образцов ковки особое внимание должна обратить на себя строка 11. Возникает вопрос, бывают ли такие случаи в практике, когда толстая (высокая) поковка ковалась бы узким бойком. Можно указать примеры из практики; нельзя ставить длинную заклепку (длиннее двух диаметров), т. к. ни при какой клепке (ни молотом ни прессом) она плотно сидеть не будет, что ясно видно из результатов строки 11, А. Кроме такого частного случая имеется общий случай: наир, подкатка круглого сечения на плоских бойках. В этом случае боек всегда Соприкасается с малой площадью поковки (фигура 7), а потому металл в центре полосы не будет течь. На фигуре 8 представлены результаты ковки образца из мягкой стали квадратного сечения (сторона квадрата 75 миллиметров) на круглое сечение в разных условиях— под молотом и под прессом; после ковки конец отрезался и разрезался пополам. Темп-pa ковки была 1 050° (№ 8 — 800°), число ударов молота приблизительно было такое же, как и нажатий пресса. Вес молота 500 килограмм кроме случаев 2 и 7; пресс был быстроходный, дающий 120 нажатий в мин.
Строка 1: ковка на квадрат; концы выпуклые в обоих случаях.
Строка 2: то же, но легким молотом. Концы менее выпуклы, но вполне заметны.
Строка 3: ковка на круглое сечение в обжимках. Концы выпуклые.
Строка 4: квадрат прокован по диагонали и закончен в обжимках. Это обычный прием ковки. Концы мало выпуклы.
Строки 5, 6, 7; кругление проведено сполна под плоскими бойками, следовательно соприкасалась узкая полоса бойков; везде концы вогнуты, особенно под прессом.
Строка 8: то же, что в строке 6, но при более низкой Г (800°); ясно, что температура не имеет существенного значения.
Из этих опытов можно сделать следующие выводы. 1) Общераспространенное мнение,
Фигура 8.
что ковка молотом уплотняет металл с внешней стороны, а действие пресса проникает через все сечение, ошибочно и опытом не оправдывается. 2) При ковке металла в плоских бойках металл стремится течь из-под бойков параллельно их плоскостям. Наружные слои металла задерживаются поверхностным трением и остуживающим действием поверхности бойка. Площади этих слоев постепенно уменьшаются в глубь металла, образуя призму металла, находящегося в напряжении и не растекающегося под влиянием удара. 3) Границы этих призм видны яснее при ковке молотом, чем при ковке прессом; в металле образуются сдвиги на этих границах. 4) На полосах квадратного сечения, в которых высота не более ширины бойка, соприкасающегося с металлом, призмы от верхнего и нижнего бойков сходятся в центре полосы, а т. к. вертикальные усилия бойков передаются через эти призмы, то максимальное напряжение металл имеет в центре; поэтому наибольшее истечение имеет место в центральных слоях
23
Фигура 7.
Г. Э. т. XI.
металла, вследствие чего наружные слои полосы после удара имеют выпуклую форму.
5) Поверхностное трение бойков одинаково в случае работы как молотом, так и прессом, но уменьшается в зависимости от числа ударов, сделанных для получения одной и той же деформации. 6) Поверхностное охлаждение бойками больше при работе прессом, чем при работе молотом, вследствие более длительного соприкосновения поковки с бойками. 7) В поковках, имеющих большую высоту, чем площадь бойков, призмы напряжений не сходятся, и наружный конец такой полосы имеет вогнутую поверхность в центре полосы, но выпуклую у поверхностного слоя. 8) Так как при крушении полосы квадратного сечения только узкая полоска будет соприкасаться с бойком, то конец полосы всегда будет в центральной части в напряженном состоянии иметь трубчатый вид, какой бы мощности молотом или прессом эту работу ни производить. При ковке прессом это явление только усиливается. Эти выводы касаются ковки всех металлов.
При изготовлении нек-рых изделий технические условия требуют определенную кратность у к о в к и. У ковкой называется уменьшение площади сечения исходного слитка до размеров сечения поковки. Например техн. условия НКПС требуют, чтобы паровозная ось изготовлялась из слитка с диаметром в 2 раза ббльшим, чем ось; франц. технич. условия ж. д. требуют для получения заклепочного железа 50-кратного уменьшения сечения исходного материала и тому подобное. Большая уковка улучшает долевую пробу за счет ухудшения поперечной (динамич. хрупкость). Большое исходное сечение заготовки значительно .удорожает производство ковки в виду предъявляемых требований к уковке, часто во вред прочности изделия.
По экономия. соображениям (легче ковать) ковка должна производиться в таких условиях, чтобы сопротивление деформации было наименьшим при сохранении или даже увеличении тягучести. Такие условия ковки стали будут при ί° 1100° (для разных составов стали своя специфическая <°), для дуралюминия 490±20° и т. д. Выявление этих условий, например для медных сплавов, дало возможность найти t°, более подходящую для производства ковки (прокатки) их, что дало уменьшение времени, потребного для деформации, а также числа механизмов. Нагрев изделий должен идти при определенных условиях, а именно: 1) требуется равномерность нагрева посаженных в печь изделий; 2) должен быть дана возможность регулировки t° нагрева (иногда в очень узких пределах, например для дуралюминия);
3) не допускается в пламенных печах начинать процесс горения в непосредственной близости от нагреваемых предметов; 4) производительность печей должна соответствовать производительности ковочных механизмов: печи с малой производительностью задержат производительность механизма, с большой—дадут перегретый, то есть испорченный материал.
Для нагревания крупных изделий из железных сплавов в качестве топлива применяются; уголь, нефть и генераторный газ;
для мелких—те же виды топлива, но кроме того светильный газ и электричество. Для нежелезных сплавов в виду необходимости точной регулировки нагрева и невысокой t° (не выше 750°) в настоящее время выгодно иметь механизированные электрические печи (смотрите). В небольших кузницах кустарного типа и при переносных сборных работах для нагрева мелких поделок из железа применяется кузнечный горн—самое несовершенное нагревательное устройство: ни одно из вышеперечисленных правил не соблюдается при таком нагреве, поэтому применение горна не рекомендуется для нагрева стали; во многих кузницах горны заменяются постепенно нагревательными печами.
Для нагрева металла имеет большое значение объём нагреваемого изделия. Передача тепла в печи совершается от нагревающего тела к поверхности металла гл. обр. лучеиспусканием и отчасти конвекцией (смотрите), а от поверхности металла внутрь—только теплопроводностью; поэтому количество тепла, получаемое поверхностью, больше, чем отводимое в центральную часть. В виду этого металл м. б. при большой разности t° пережжен снаружи и не нагрет внутри. Это явление выражается тем сильнее, чем меньше теплопроводность металла (например высоколегированные стали) и чем больше разница ί° между нагревательным элементом (электрич. печь или факел пламени) и нагреваевым металлом. Поэтому для нагрева металла необходимо соблюдать некоторый предел разности t°, особенно для легированных сталей или цветных металлов. Например быстрорежущая сталь требует не меньше двух, а лучше—трех подогревов:
| 1-й подо- | 2-й подо | - 3-й подо- | |
| грев | грев | грев | |
| 1° центра металла. | 300° | 700° | 1 100°
(ковочный жар) |
| (° печи. | 600° | 900° | 1 300° |
Для железа с содержанием С около 0,1% возможен сразу нагрев до ковочного жара. Подина нагревательных печей должен быть сухой, не из шамотного кирпича (с песчаной подсыпкой), а лучше набитой доломитом, или хромистой рудой, или тальковым камнем, получаемым на Урале.
Ковочные механизмы разделяются на две группы: 1 (паровые молоты, пневматические и воздушные молоты, падающие молоты и 2) пресс ы—гидравлические, паро-гидравлические, фрикционные, ковочные машины. Первая группа — это механизмы, работающие ударом, а вторая—постепенным нажатием. В зависимости от способности металла быстро деформироваться применяется тот или иной вид механизма. -Результаты течения металла от действия обоих типов механизмов, как видно из опытов Массея, одинаковы. Большие молоты (падающий вес более 20 тонн) по экономическим и конструктивным соображениям заменяются прессами. Выше были указаны три главных приема ковки: 1) свободная ковка (для фасонных изделий или для полос), 2) штамповка и 3) высадочные работы (ко-вально-осадочные). Для каждого из этих приемов применяются соответствующие ме-
ханизмы: для первого—паровые пневматич. молоты, гидравлич. и паро-гидравлические прессы; для второго—паровые, воздушные падающие молоты, фрикционные прессы; для третьего — ковочные машины, трехшпиндельные гидравлич. прессы. При штамповке и высадочных работах в качестве инстру-• мента применяют штампы; при свободной ковке—разные инструменты, подкладываемые под бойки на поверхность поковки.
Для определения механич. свойств готовые поковки подвергают согласно технич. условиям испытанию на разрыв и на удар (смотрите Спр. ТЭ, т. II, и Испытание материалов). Вследствие резкого расхождения этих свойств в поперечном и долевом направлениях следует при вырезании из детали образца учитывать это обстоятельство. Если испытуемая деталь требует высоких механич. качеств в поперечном направлении, а испытание показывает низкие (хотя в долевом направлении и высокие) механич. качества, то это указывает на необходимость изменения методики производства ковки, что необходимо проверять в каждом переходе (от ручья к ручыо) путем рассмотрения макроструктуры детали. Кроме того при больших размерах детали имеет значение то, откуда взят образец—из части ближе к наружной поверхности или к центру. Следует заранее точно оговорить в технич. условиях (и учесть при конструировании),в каком месте какими свойствами должен обладать материал. Задание будет невыполнимо, если потребуется в изделии от 400 до 500 миллиметров толщиной иметь по всему сечению одинаково высокие механические качества; центральная часть при всех условиях будет хуже наружной (на удар и сжатие) и можно лишь поставить условие о процентном выражении этого ухудшения. Высокий % уковки, особенно для крупных изделий, не всегда считается допустимым, а скорее вредным. Для выявления наружных мелких дефектов стальные поковки часто подвергают травлению в серной (?°=50°) или соляной (ί°=10-^1δ°) к-тах. Следует иметь в виду, что после травления металл обладает хрупкостью; для ее устранения необходимо травленные поковки отжигать при t° выше 700°.
Экономические условия к о в-к и. Выше указывалось, что правильно проведенная ковка дает наименьшие отходы. Считается, что свободная ковка из 100 килограмм заготовки (не считая отхода на усадочную раковину) дает 50—75 килограмм поковки, из которых в сборную, (после механической обработки) поступает 25—30 килограмм. Штамповка дает 60— 75 килограмм поковки, а после механической обработки 40—50 килограмм. Высадочные работы дают 75—87 килограмм поковки, а после механической обработки 50—70 килограмм. Большие расходы по переделу падают на энергию (пар, воздух, ремонт механизмов) и на штампы—при штамповке и высадке.
В современной кузнице применяется паровая или электрич. энергия. Пар применяется для паровых молотов и паро-гидрав-лич. прессов; хотя паровые молоты начинают вытесняться воздушными, но все же паровой молот до сего времени господствует в кузницах (кузница Форда имеет почти
100 паровых молотов и только 2—3 непаровых). Крупные ковочные молоты — свыше 3 т—все "паровые. Расход пара на единицу поковки может колебаться в очень широких пределах и в значительной степени зависит от состояния молота. В америк. условиях считается, что молоты находятся в хорошем состоянии, если расходуют следующее количество пара:
| Вес мо | Расход | Вес мо | Расход |
| лота В КЗ | пара в килограммах/ч | лота в килограммах | пара в Kzjn |
| 450 | 900 | 1 575 | 1 180 |
| 675 | 900 | 2 700 | 1 600 |
| 900 | 955 | 5 400 | 4 500 |
| 1125 | 1000 |
При неправильной установке золотника и поршневых колец, плохой набивке сальника штока (гранбукса) расход пара м. б. вдвое и даже втрое больше. Проверку расхода пара лучше всего делать при помощи конденсаторов, а не счетчиками пара. Набивку сальника англ, производственники рекомендуют производить миканитом. Из табл, можно заключить, что, чем меньше вес молота, тем больше пара он расходует на единицу падающего веса. Поэтому при установке молотов малого веса (до 1 тонн) предпочитают воздушные молоты с индивидуальным приводом, но не пневматические (то есть от центральной компрессорной установки). Массей произвел испытания 3 типов молотов, в 500 килограмм падающего веса каждый, при след, условиях: 1) работа легкими и тяжелыми ударами 15 мин. в течение часа с необходимыми остановками для проверки бойков и поковки; 2) принятые цены: уголь—10 руб. за т; электрич. энергия—4 коп. за 1 kWh. Расходы выразились: а) для воздушного молота (4,5 kWh)—18 коп. за ч. работы, б) для парового (пара 30 килограмм)—25 коп. за ч., в) для молота от компрессора (1,75 м3/мин, 8,25 kWh)— 33 коп. за ч.; из этого видно, что применение воздушного молота оказалось наиболее выгодным. Из работ Хердегепа по сравнении установки и работы парового молота в 675 килограмм и падающего молота в 725 килограмм с доской получены на 16 килограмм «годного» такие результаты (в коп.):
Паровой Падающий молот молот
Расходы, связанные с весом по ковки .. 155 40
Расходы, связанные с нагревом 30 80
» на зараб. плату. 10 10
Энергия.. 75 10
Ремонт механизмов. 85 15
Общезаводские расходы. 40 80
Штампы.. 75 50
Всего. 420 185
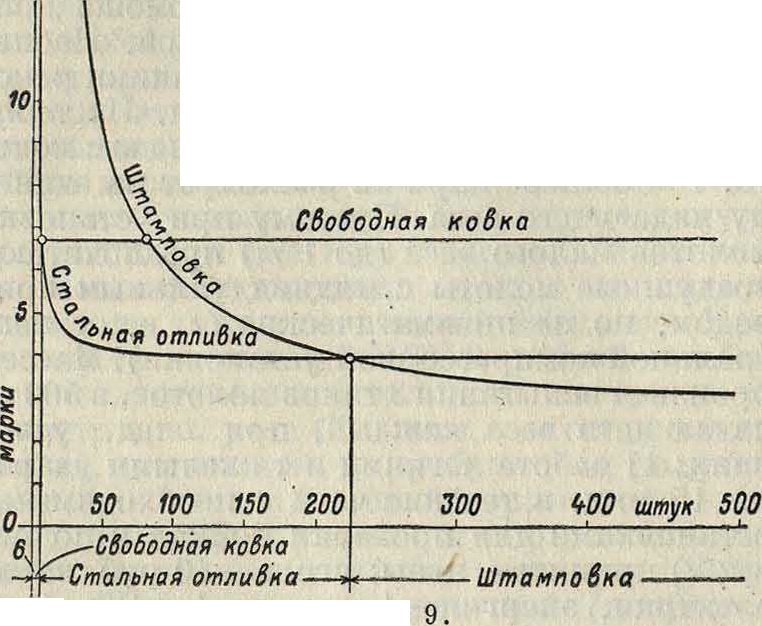
Бретт считает, что на единицу падающего веса (в падающих молотах) расходуется 18— 30% пара; америк. исследователи считают до 60%. Так. обр. выбор энергии и механизма имеет решающее влияние на стоимость производства.Большое влияние на цену продукции оказывает стоимость штампов. Ниже в таблице приведены данные (Германия) о статьях расхода при изготовлении одного и того же изделия различными способами. На основании этой таблицы составлена диаграмма (фигура 9) соотношения между количеством изделий и способами обработки. Из I диаграммы видно, что при изготовлении до
Соотношение статей расхода (в коп.) по изготовлению изделия различными способами.
| Статьи расхода | Штам повка | Свободная ковка | Стальная отливка |
| Материал для | |||
| 1 шт. | 14.5 | 16,0 | 18,5 |
| Штампы(модель) | 17 500 | — | 800,0 |
| Зараб. плата за | |||
| 1 шт. | 56,5 | 225,0 | 84,5 |
| Мехапич. обра- | |||
| ботка 1 шт. | 47 | 94,0 | 89,5 |
6 шт. выгоднее свободная ковка; свыше 6, но ниже 224 шт.—выгоднее стальное литье; при изготовлении более 224 шт.—штамповка. Высадка была бы выгоднее при изготовлении свыше 500 шт. В общем только тщательный анализ калькуляции может указать наиболее экономичный метод работ, а испытание на прочность укажет наилучший метод, выбранный соот-
ФИГ.
ветственно конструктивным данным. Сравнивая эти выводы, можно целесообразно выбрать технологический процесс—отливку, ковку, штамповх^у ИЛИ высадку. к. Грачев.
Вентиляция кузниц. Вентиляция в кузницах, обслуживаемых кузнечными горнами, должна бороться с загрязнением воздуха пылью и главным образом продуктами горения (смотрите Вентиляция, Заводская вентиляция).
Вентиляция кузницы должен быть приточно-вытяжной, причем вытяжка, от которой почти целиком зависит эффект вентиляции, должен быть сделана в виде местных отсосов от горнов,
а приток м. б. разветвленный или сосредоточенный в одном или нескольких местах. Объем продуктов горения (отнесенный к 0°) на 1 килограмм сжигаемого в горне угля в среднем
18 лг.3, или 18 · 1,293=23,28 килограмм. Принимая теплотворную способность угля в 7 000 Cal, среднюю ί° смеси газов и воздуха при пол
ном дымоудалении в 90°, ί° воздуха внутри кузницы в 10° и считая, что 5% тепла угля идет на нагревание изделий и самого горна, 20—25% теряется вследствие неполноты сгорания и лучеиспускания, а 75— 70% уносится газами в трубу, получим следующие выражения количества смеси дымовых газов и воздуха, проходящих через трубу:
у- 0,75 · 7 000 яяп .„гг, 27В οοι ,ч
0,24 (90-10) ~ 273 К3’ ИЛИ ОТЭТЗ ~ 281 М
При среднем расходе воздуха дутья в 10 килограмм из помещения кузницы через зонт удаляется 273-10= 263 килограмма (на 1 килограмм сжигаемого угля),
или γ?||— == 210 ж3 воздуха при f°=+ 10°.
Фигура 14.
Для обеспечения полного дымоудаления это количество является минимальной нормой при расчете среднего объёма вытяжки через открытый зонт обычной конструк-ции. Так как режим горения горна очень непостоянен во времени, вследствие чего t° удаляемой смеси колеблется от ~30 до 160°, а объём удаляемой смеси от ~190 до 350 ж3 в час (на 1 килограмм среднего часового расхода угля), то вытяжное устройство должно обладать свойством менять свою мощность соот-
ветственно условиям работы горна. При наличии в кузнице нескольких горнов (огней) моменты максимального действия всех горнов обычно не совпадают по времени, и объём притока следует рассчитывать по среднему объёму удаляемого из кузницы воздуха, указанному выше.
По конструкции вытяжная вентиляция от кузнечных горнов м. б. разделена на следующие основные группы:
А. Искусственная тяга |
Побуждение тяги вентилятором
Б. Естественная тяга 1 Тепловое побуждение тяги
Б. Смешанная тяга
I
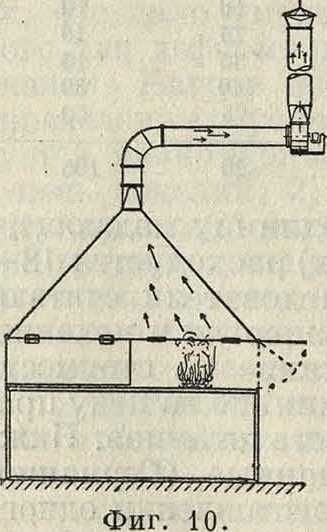
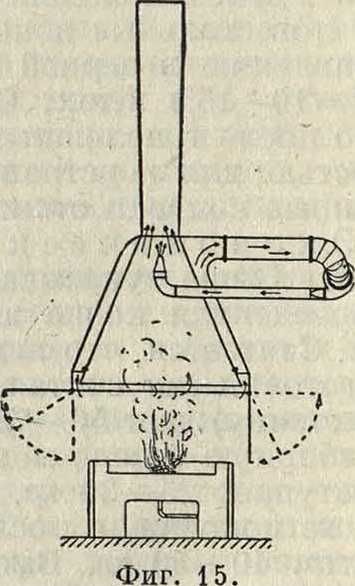
Тепловое побуждение с применением эшекции. Вытяжка вентилятором и эшекция вдуванием того же воздухатем же вентилятором в вертикальную трубу (фигура 15)
все время работы горнов. 4) Введение в нижний конец прямой трубы воздуха в объёме 17—28% от удаляемого из-под зонта с большой скоростью (40—55 м/ск) обеспечивает дымоудаление при полном отсутствии теплового побуждения. 5) Эжекционное побуждение может производиться только во время разжига горнов. 6) Эжекционная система значительно компактнее вытяжной системы как в отношении вентилятора, так а) с верхним отсосом (фигура 10)
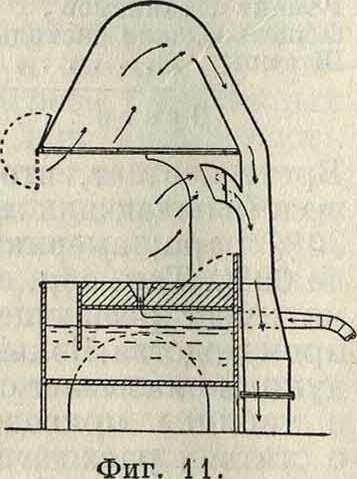
б) с нижним отсосом (фигура 11)
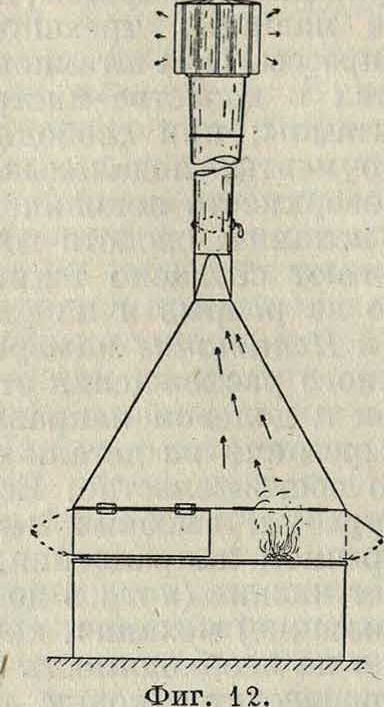
а) с применением дефлекторов (фигура 12)
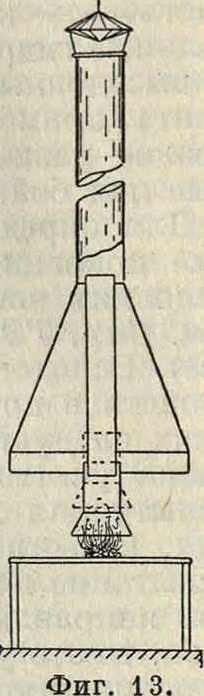
б) с применением низко опущенных труб (фигура 13)
а) воздушной (фигура 14)
б) паровой
Приводимая ниже сводная таблица объёмов и ί° воздуха и газов в горнах дает представление об удельном значении в эффекте вытяжки отдельных деталей вытяжных систем перечисленных выше типов. и труб, что уменьшает первоначальные затраты на оборудование эжекционной системы на 35—40% по сравнению с вытяжной.
7) При эжекционной системе вентилятор и воздуховоды менее подвержены разъеданию,
Сводная таблица объёмов и t° отсасываемых воздуха и газов в горнах на
1 к угля, сжигаемого в час.
1. Механич. вытяжка вентилятором через верхнюю часть зонта
Общий объём
Κϋ,ίίο υι“14,®’5 ) Дьшивые газы в значительной доле не уда-
ti-32 Vi— 16 метров /ч ιι,4/о j ляются и заполняют помещение кузницы
2.
t°a=17° (2°=17,5° (?=78°
Общий объём »з=235,0 .«з/ч—1Ю% »2=217,0 жЗ/ч—102% »1=214,0 мз/ч—100%
Механич. вытяжка вентилятором вниз Нижний отсос
Верхний отсос 145,0 жз/ч—62% 110 жз/ч-51%
79,6 жз/ч—57%
90 .«з/ч—38%
107 ЖЗ/Ч—49% 134,4 жз/ч—63%
Дым иногда выбивается из-под зонта
3. Вытяжка с побуждением эжекцией воздуха Общий объём Эшекция Отсос из-под зонта
11=86,3е »1=461,0 жз/ч—100% 65,0 ЖЗ/4—14,1% 396 ж3/ч— 85,9% ( Полное дымоудаление;
(«=85,0° »4
-ΊΟΙ,υ - 1VV/О > V чп- I Ч -L-χ,^/ο gjw
=277 жЗ/ч— 70%* 0 ж3/ч— 0% 277 ж®/ч—100%
иаууж
+ 19°
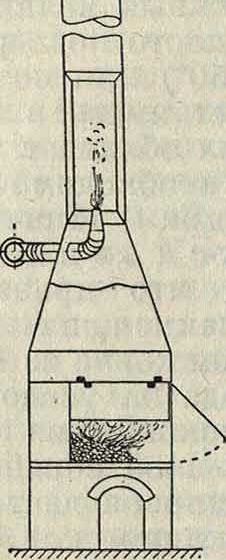
4. Тепловое побуждение низко опущенной трубой
Общий объём Через опущен- Через зонт нуга трубу
(о=87 6о в1=315 жЗ/4—100% 226 Ж3/ч—72% 89 ж3/ч— 28% } Полное дымоудаление. Нижнее отверстие
1 ’ -· из жз/ч—74% 40жз/ч—26% 1 было не над огнем, а сбоку огня (сист.
106 жЗ/ч—84% 21 ЖЗ/4—16% ) Мирец-Имшенецкого; t°uapyM.-^°
= 10,2° »2=153 .«з/ч— 49%
-10,2° »3=127 жЗ/ч— 40%
5. Побуждение вытяжки использованием анергии ветра с помощью дефлектора Chanard-fitoile За счет энергии За счет тепло-.
Общий объём ветра вого побуждения
(°=93 6° »,=825 жЗ/ч-100% 104 жЗ/ч—32% 221 жЗ/ч-68%
10в?;!жз£=9о% ’ Ϊ
и 8 Ж»/ч—12% I 1°паруж- + 13°· Полное дымоудаление; ’ - (-10% W
L £ -- ΙΟ) ύ V 3 Ч *rl* i W (Ч 7 1
Индексы 1—4 обозначают: 1—горн горячий, дутье среднее, огонь средней силы; 2—горн холодный, дутье сильное; з—горнхолодный, дутьезакрыто; 4—горн горячий, дутьесреднее, механическое побуждение выключено.
Из данных сводной таблицы и практики вентиляции кузниц можно сделать следующие выводы. 1) Воздуховоды и вентилятор представляют значительное сопротивление для прохода газов, и при бездействии вентилятора доля теплового побуждения в системе с вытяжкой вентилятором составляет лишь ~ 11% всей вытяжки. 2) Расчет количества отсасываемого воздуха при применении вытяжки вентилятором должен быть сделан по наибольшему количеству угля, сжигаемому за единицу времени (а не по среднему).
3) Работа вентилятора должен быть непрерывной во
* % отнесены к отсосу из-под зонта. т. к. по ним проходит чистый воздух, а не продукты горения. 8) В небольших кузницах воздушную эжекцию целесообразно делать от дутьевого вентилятора, ставя на каждое ответвление к эжекционному соплу воздушный кран для регулирования и выключения эжекции. 9) Расход энергии на приведение в действие эжекционного вентилятора, несмотря на низкий. кпд системы (»=10-7-12%), несколько меньше, чем расход при вытяжной системе. 10) Расход энергии при эжекции воздуха пароструйным аппаратом значительно "больше, чем при воздухоструйном, 11) Приближение вытяж-
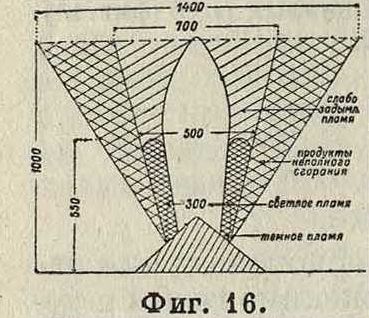
ной трубы к месту горения угля повышает t° продуктов горения в трубе до 270—300° и создает достаточные скорости для полного дымоудаления. 12) При устройстве опущенной книзу вытяжной трубы нормы отсоса смеси газов и воздуха для полного дымоудаления уменьшаются. 13) Дефлектор Chanard-Etoile при скоростях ветра в пределах 2-^4 м/ск обеспечивает полное дымоудаление в момент разжига. 14) Конструкция зонта должна способствовать полному захвату и беспрепятственному удалению дымовых газов. Для этого, согласно фигура 16, относ края зонта от дутьевого сопла должен быть приблизительно равен расстоянию края зонта от верха горна. Переход зонта в вытяжную трубу должен быть плавным, с углом наклона стенок зонта в 60° к горизонту. Число открытых сторон (между зонтом и горном) должен быть только необходимое для производства. У открытых сторон следует делать фартуки и опускать их в моменты разжига и подкладывания угля. 15) Устройство вытяжки от горнов вентилятором как с верхним отсосом, так особенно с нижним отсосом нецелесообразно, т. к. такое устройство требует больших затрат на оборудование, не может менять мощности вытяжки в зависимости от момента работы горна, требует большего объёма отсоса, чем среднее количество поднимающихся газов и воздуха, и вызывает излишний расход мощности на передвижение смеси газов и воздуха. 16) Побуждение вытяжки эжекцией воздуха более целесообразно, так как позволяет пользоваться механическим побуждением только в моменты, когда недостаточно теплового побуждения; более компактно и дешево по первоначальному оборудованию; требует несколько меньшей мощности и дешевле в эксплуатации. 17) Естественная тяга при правильном устройстве вытяжной трубы, при использовании тепловой энергии и применении дефлектора Chanard-fitoile обеспечивает полное дымоудаление. в Кучерук.
Лит.: П р е г е р Э., Обработка металлов, ч. 2, Ковка, сварка я термическая обработка, пер. с нем., М., 1928; Бартельс Н„ Кузнечное дело, Ленинград, 1926; Г р а ч е в К., Ковочное производство, Москва—Ленинград, 1930 (печат.): Гавриленко А. П., Механическая технология металлов, ч. 3, М., 1926; Швейсгут П„ Кузнечное дело (ручная ковка), пер. с нем., ч. 1—2, Л., 1927—28; его же, Штачповальпая кузница, М., 1927; П о к р а н д т В., Горячая штамповка и изготовление штампов, перевод с нем., М.—Л., 1927; G- г a i g n e N. a. T U о ш р-son С., «Iron Age», Ν. Y., 1921; «Forging, Stamping, Heat Treating» (c 1928—«Heat Treating a. Forging»), Pittsburg; Pockrandt W„ Schmieden im Gesenk und Herstellung d. Sehmiedegesenke, 2 АиГ1., Lpz., 1920; SchweissguthP., Schmieden u. Pres-sen, Berlin, 1923; Schweissguth P., Freiform-schmiede, Wrrkstattbiicher, hrsg. v. E. Simon, H. 11, 12, B., 1922—23; Schweissguth P., Gesenke-schmiede, ibid., H. 31, B., 1926; LiUL., Spanlose Formimg, Schritten d. Arbeitsgemeinschaft Deutscher Betriehsingenieure, B. 4, B., 1926; Meyer H. u. Η 1 η η η MDas Schmieden, Lpz., 1926; Schweissguth P., Amerikanische Schmieden, «Maschinenbau», 1925, H. 21; 1926, H. il: 1926, Sonderbeft 3, 19.
НУЗОВ АВТОМОБИЛЬНЫЙ, одна из основных частей автомобиля, предназначенная для вмещения грузов или пассажиров.
Классификация К. а. По своему назначению К. а. подразделяются; на 1) грузовые, 2) пассажирские и 3) специальн. назначения.
Таблица l.—Классифвкация кузовов.
Тип
1. г кузова
№ фигура или вкладя. листа р у з о в ы е
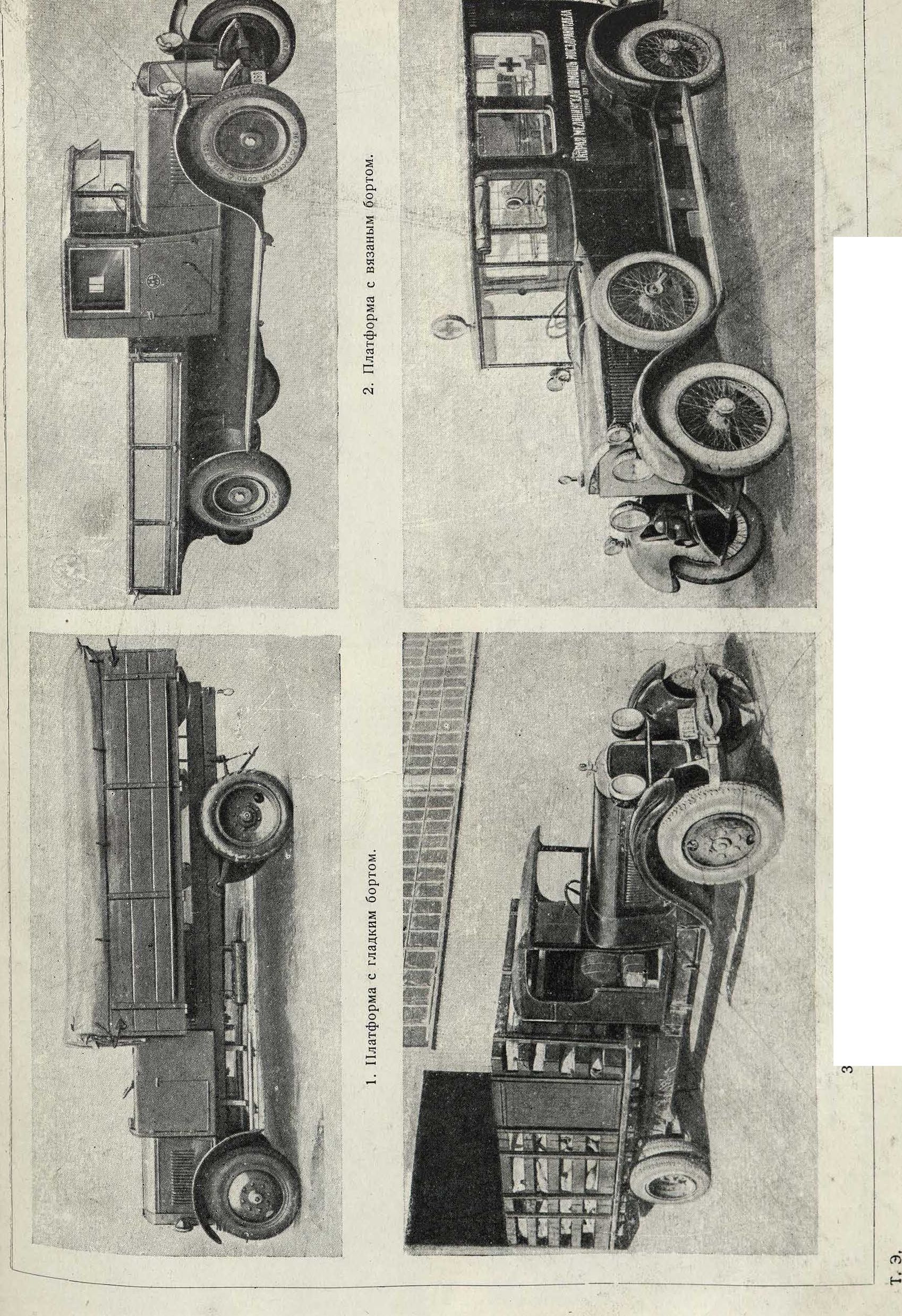
Платформа с гладким бортом Платформа с вязаным бортом Платформа с ре-шетч. бортом
)с открытой или закрытой кабиной
Вкладн. лист, 1 » »2
» » 3
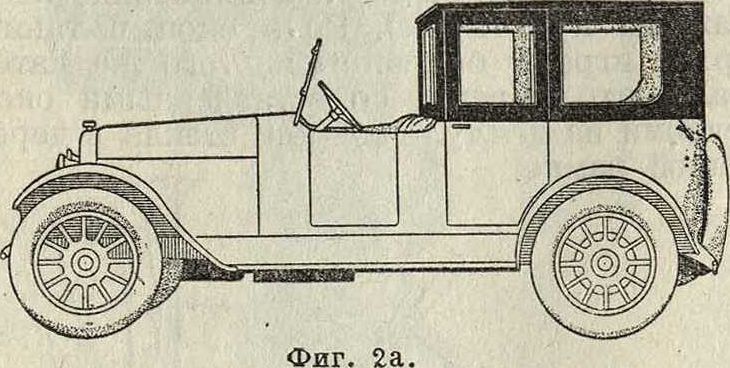
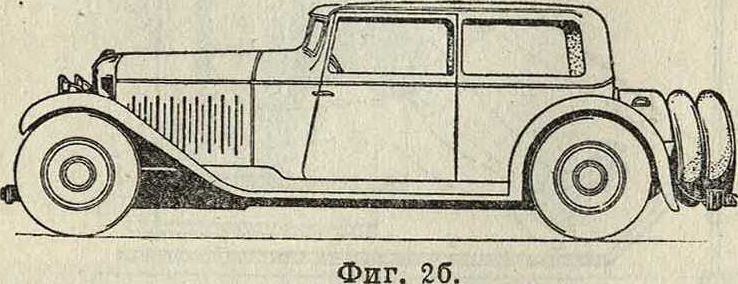
2. Пассажирские а) Легковые: Торпедо Лимузин Ландоле
Фигура 1 Фигура 2а и 26
б) Автобусы:
Платформа с сиденьями и те нтом
Закрытый автобус Открытый автобус Двухэтажный автобус Двухэтажный автобус с закрытым империалом
Вкладн. лист, s
3. Специального назначения а) Грузовые:
Закрытые для перевозки продовольствия Почтовые для развозки посылок
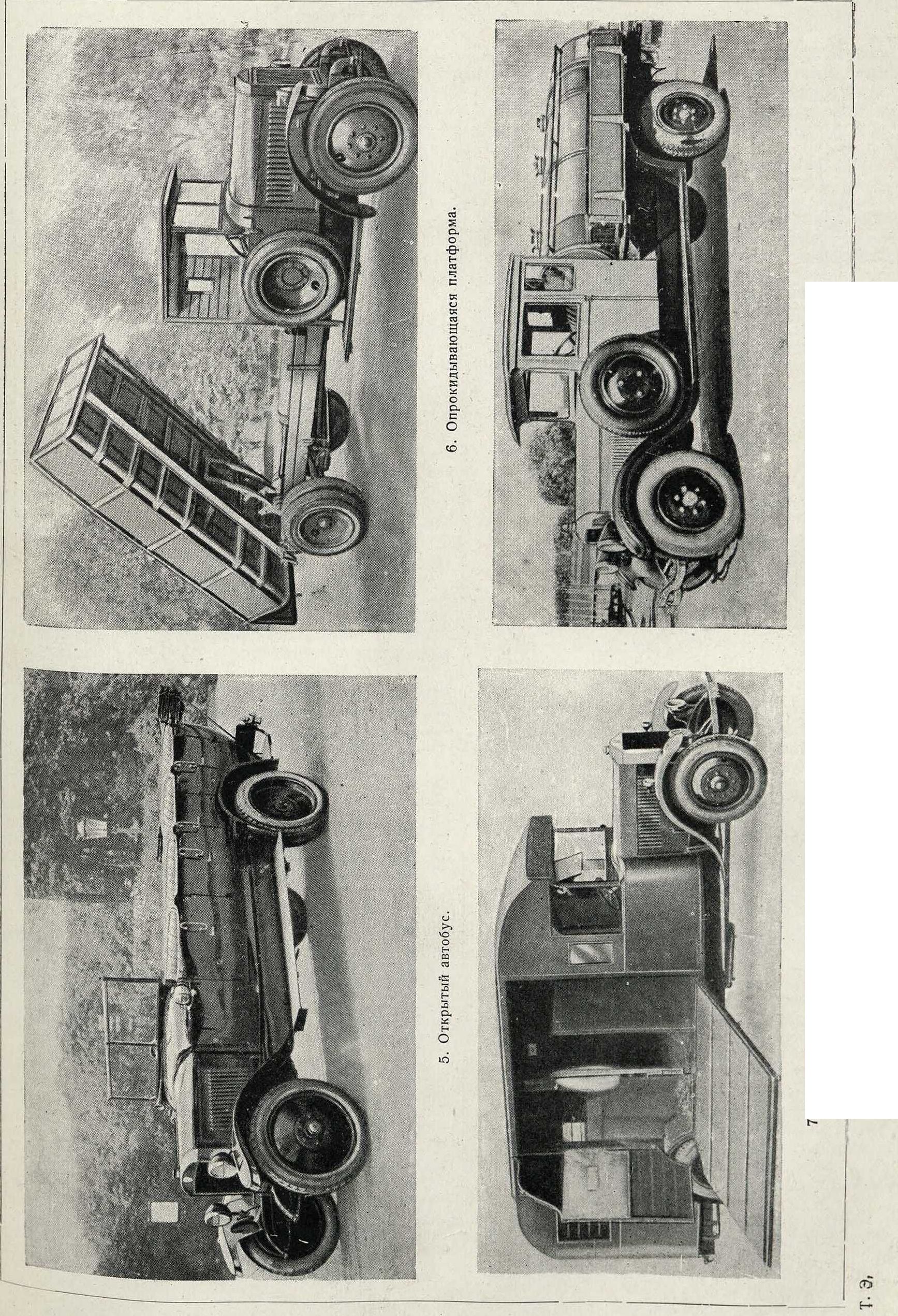
Опрокидывающиеся
Для перевозки животных
Цистерна
Прочие б) Пассажирские: Санитарные Тюремные фургоны Пожарные Прочие
Вкладн. лист, 6 » »7
» » S
Вкладн. лист, 4
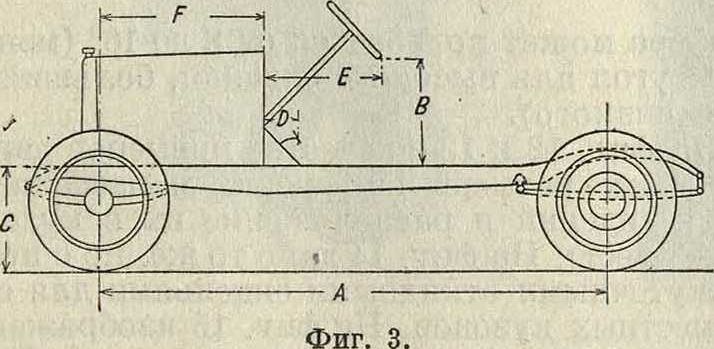
Проектирование К, а. Основными данными для проектирования всякого автокузова являются: 1) грузоподъемность автомобиля;
Фигура 1.
2) величина базы [расстояние А (фигура 3) между осями колес и длина капота F]; 3) расстояния В и Е, характеризующие положение рулевого колеса относительно рамы и переднего щитка; 4). расположение педали D;
5) расстояние С от земли до верхнего основания рамы при полной нагрузке машины;
6) назначение кузова.
Требования, которым должна удовлетворять конструкция современного К. а.; 1) жесткость конструкции; 2) устойчивость кузова;
3) наименьший вес кузова при наибольшей прочности его; 4) максимум полезной пло-
щади; δ) наивыгоднейшая в смысле обтекаемости форма кузова; 6) соблюдение требований эстетики; 7) комфортабельность; 8) простота изготовления и дешевизна. Жесткость К. а. достигается, помимо тщательной вязки каркаса на клею, оковкой в узлах, облицовкой листовым железом или алюминием пассажирских кузовов и шоферских кабин. Непременным условием устойчивости К. а. является возможно низкое расположение ц. т. его, что достигается наиболее полным сосредоточением масс кузова в нижней его
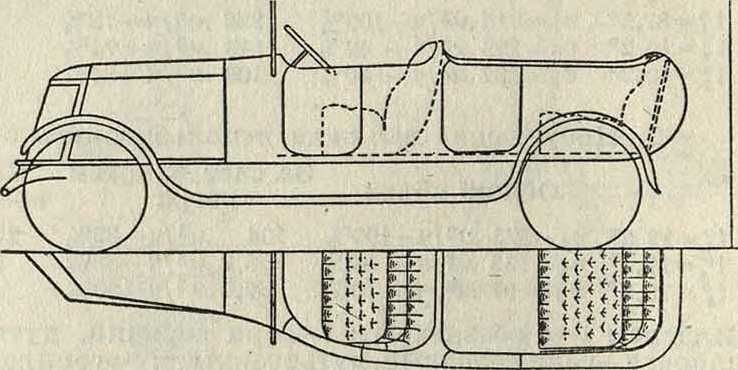
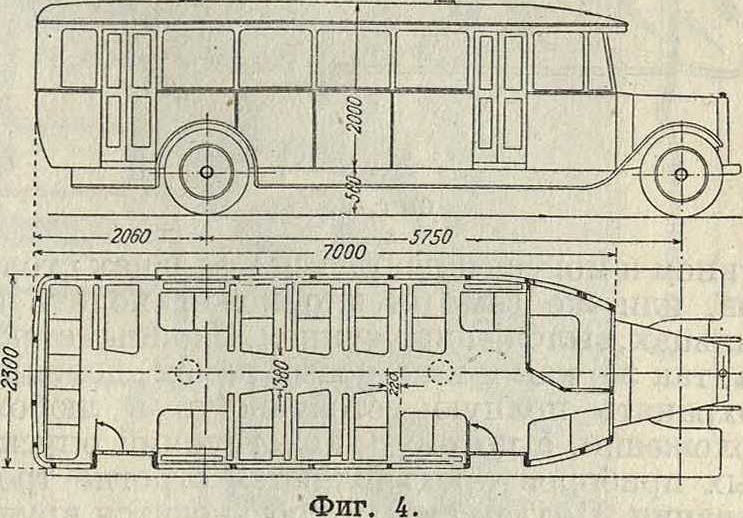
части и выбором правильного соотношения между высотой и шириной кузова, которое согласно опыту берется равным 1,2—1,1. Наименьший вес при наибольшей прочности достигается правильным выбором пород лесного материала, отказом от излишней оковки и установлением наивыгоднейших размеров деталей кузова. Получение максимума полезной площади в К. а. имеет особенное значение в автобусах как один из факторов экономичности эксплуатации всей машины. Здесь должен быть обращено особое внимание на выбор наивыгоднейшей длины кузова и наиболее рациональное распланирование сидений. На фигуре 4 изображен план автобуса на 31 место на шасси Даймлер-Бенц. Ширина прохода в автобусе выполняется равной 370—400 миллиметров. Расстояние между краем подушки и стенкой следующего сидения принимается в 220—250 миллиметров. Площадь, занимаемая шоферской кабиной, равна 1,1—1,3 ж2. Общая полезная площадь автобусного кузова нормально составляет от 40 до 45 %" общей площади, не считая площади, занимаемой •
• шоферской кабиной. Под полезной площадью разумеется сумма площадей в плане, занимаемых пассажирскими сиденьями и спинками их. В среднем на каждого сидящего пассажира должно приходиться < 0,5 ж2. Соблюдение требований эстетики зависит от желания заказчика и субъективного вкуса конструктора.
Основные детали К. а. Ветровые рамы служат для защиты шофера от ветра, дож
дя и пыли. Они подразделяются на одинарные, двойные и рамы с боковинами (для защиты от бокового ветра и косого дождя). Главные требования, предъявляемые к рамам: 1) прочность крепления кронштейнов рамы к кузову; 2) устойчивость стекла в ок-ладке во избежание дребезжания и поломки его; 3) устойчивость всей ветровой рамы при любом ее положении. На фигуре 5 изображен тип одинарной рамы. Стекло устанавливает-• ся в окладках, в которые вкладывается резина или сукно, предохраняющие стекло от
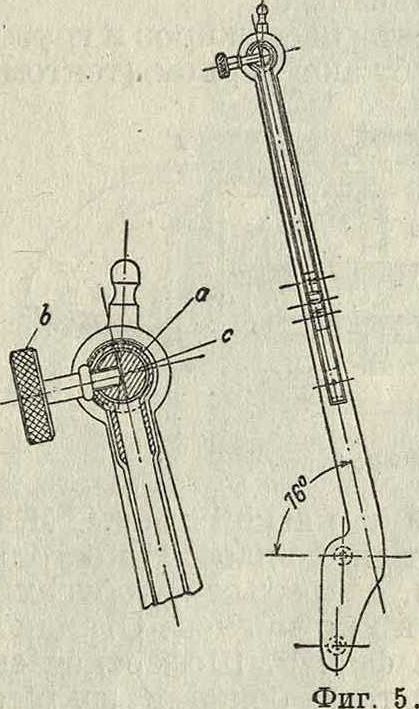
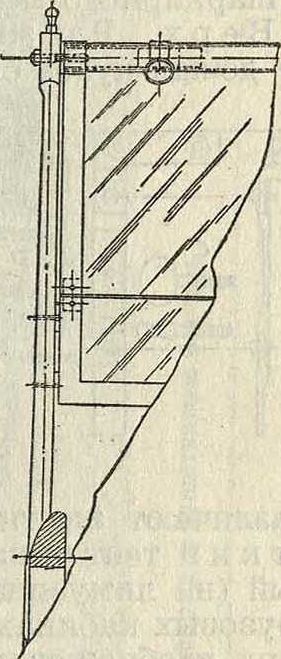
дребезжания и от поломки. Крепление рамы к кузову осуществляется при помощи железных стоек. В окладку пропущено с обоих кондов по отрезку газовой трубки а, закрепленных неподвижно на стойках. Закрепление окладки в желаемом положении достигается винтом b, распирающим стопор с. Оси закрепляются неподвижно в стойках ветровой рамы.
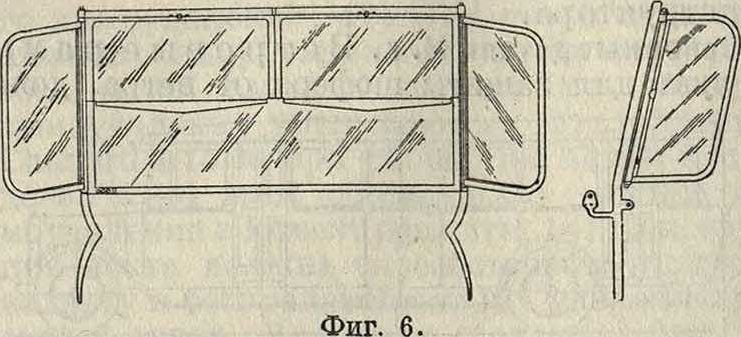
Изображенная на фигуре 6 двойная рама с боковинами по конструкции крепления окладки сходна с предыдущей. Помимо указанных конструкций ветровых рам существует много вариантов. В последнее время на дорогих машинах устанавливают ветровые рамы не только перед сиденьями для шоферов, но и перед пассажирскими сиденьями.
Окна К. а. состоят из рамы, стекла, помещающегося в железной или латунной ок-ладке, выложенной изнутри резиной или
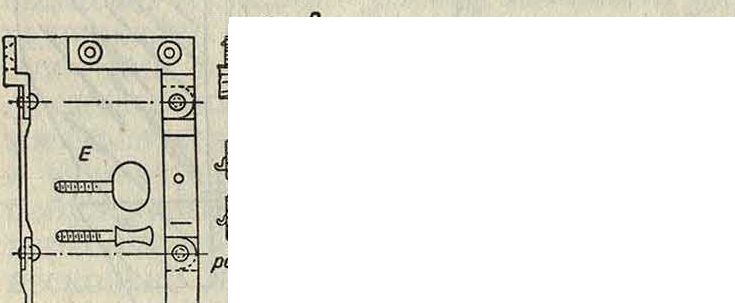
сукном и могущей двигаться в фальцах столбов, или же само стекло может ходить в фальцах, выложенных сукном. Оконные стекла, так же как и в ветровых рамах, должны сохранять полную устойчивость в любом положении, а потому к конструкции опускных приборов предъявляются строгие требования. Подъем стекла производится вручную; стекло поддер-I живается в опреде-; ленном положении специальными при-6 ! жимами. На фигуре 7
показана конструкция для опускания и подъема стекла от руки и закрепления его при помощи эксцентрика а, на фигуре 8—для автоматического подъема стекла при помощи пружины и шарнирного механизма б.
Верх. Для защиты пассажиров и грузов от дождя кузов снабжают верхом (тентом).

Фигура 9.
Различают жесткий и мягкий тенты. Ж е-с т к и и тент бывает двух видов: 1) постоянный (на лимузинах, закрытых автобусах и грузовых кабинах) и 2) откидной. Откидной верх изображен на фигуре 9. Шоферское сиденье кузова открыто с боков и закрыто сверху. Купе делится на две части: задняя открывается, как ландо, а передняя (над окном) может открываться по желанию,
причем крыша откидывается вперед (В—открытое положение, В—закрытое). А и А показывают те же положения для задней части верха кузова. Обе части верха А иВ делаются из дерева, обтягиваются и оклеиваются холстом, а сверх холста кожей. Часть верха
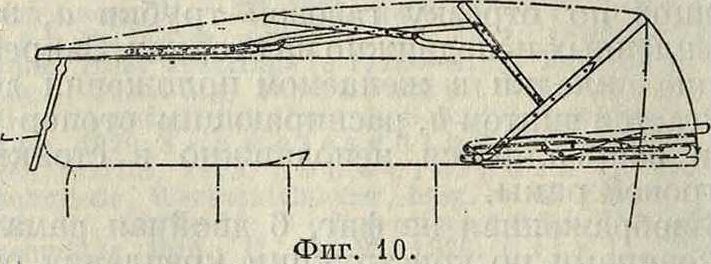
В на пути из закрытого положения в открытое направляетсяскобами(фигура 9, С), прикрепленными к брусьям верха. На фигуре 9, Е изображена эта деталь верха. Разрез DD показывает закрепление откидывающейся части с неподвижной частью верха. Мягкий тент бывает съемный (брезент, натянутый на железных съемных дугах, установленных на бортах платформы) и складывающийся— т. н. американский верх. На фигуре 10 изображен обыкновенный верх, присоединенный спереди к стойкам ветровой рамы, а сзади к кузову (дуги верха в сложенном виде изображены пунктиром). Роль окон в таких верхах играют боковины из того же материала, что и верх, со вставленными окошечками из целлулоида или стекла в дере-
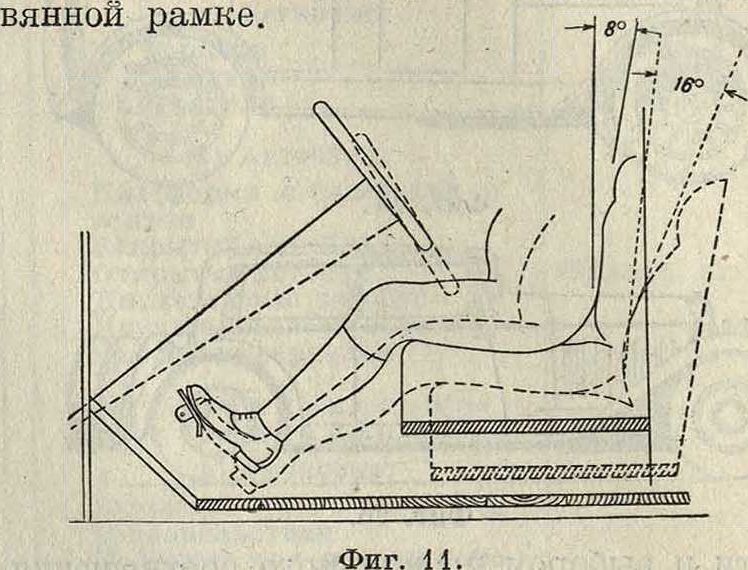
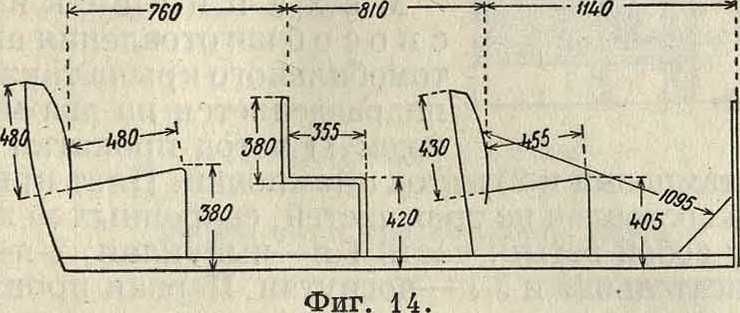
Сиденья подразделяются на шоферские и пассажирские. Различие между ними заключается в необходимости приспособить шоферское сиденье для легкого и удобного управления машиной. На фигуре 11 изображены два положения шоферского сиденья относительно расположения педалей и наклона руля. Опыт показал, что сиденья, выполненные по указанной схеме, являются наиболее удобными для управления автомобилем. Угол между спинкой сиденья и спиной
шофера может колебаться от 8 до 16° (меньший угол для высокого сиденья, больший—, для низкого).
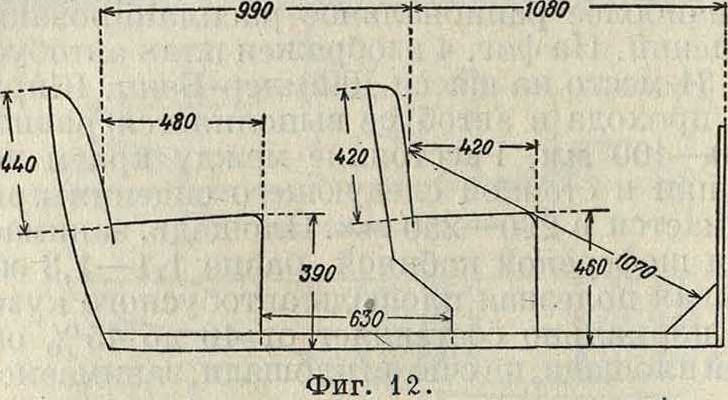
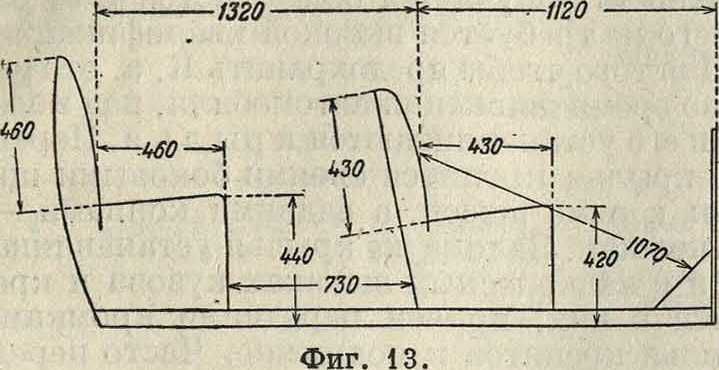
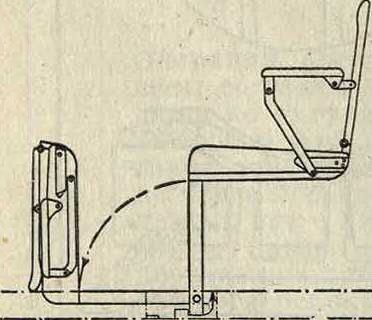
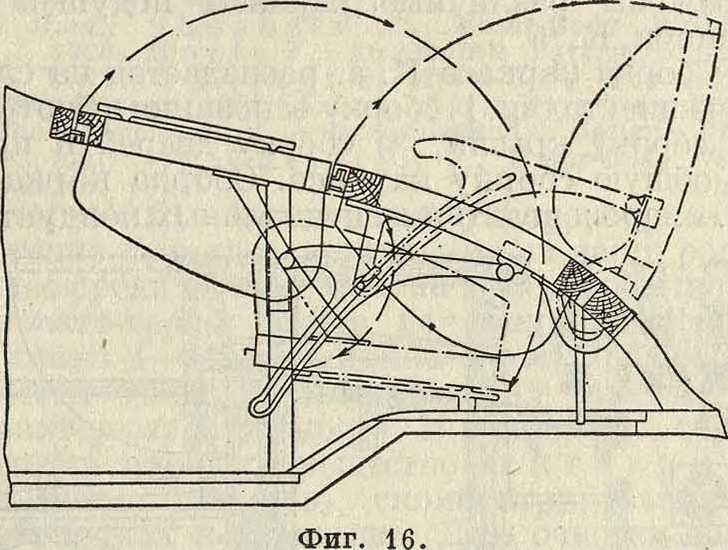
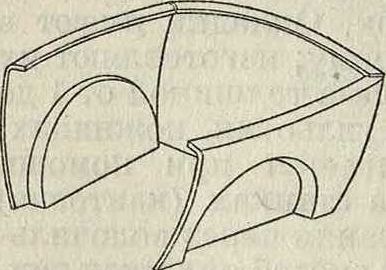
На фигуре 12 и 13 в качестве примеров даны основные размеры шоферских и пассажирских сидений и расположение их в кузове (4—5 мест). На фигуре 14 дано то же, но с промежуточными откидными сиденьями для семиместных кузовов. На фигуре 15 изображена конструкция откидного сиденья, а на фигуре 16— откидное сиденье кузова Торпедо для 3—4 чел., причем характерной особенностью этого сиденья является спинка, сопрягающаяся с общей формой кузова. Положе-
КУЗОВ АВТОМОБИЛЬНЫЙ
. Платформа с решетчатым бортом. 4. Санитарный.

БУЗОВ АВТОМОБИЛЬНЫЙ
Автомобиль для перевозки животных. g цисхерНа


i
ния сиденья и спинки видны из чертежа. Помимо указанных конструкций существует много вариантов сидений, гл. обр."для кузо
вов специального назначения—санитарных, тюремных и прочие.
Производство К. а. Изготовление К. а. подразделяется на следующего рода операции. А. Подготовительные работы: 1) подготовка лесного материала; 2) изготовление оковки; 3) подготовка листового железа для облицовки; 4) изготовление ветровой рамы, каркаса верха и прочие и 5) изготовление подушек сидений, покрытий верха. Б. Сборка кузова: 1) сборка кар каса и его оковка; 2) облицовка; 3) навеска дверей, постановка арматуры. В. Внешняя и внутренняя отделки: 1) шпаклевка, грунтовка, окраска и лакировка; 2) постановка раскладок и прочие Г. Оборудование кузова: 1) установка сидений; 2) установка вентиляции (в автобусных кузовах), остекление, установка освещения и прочие.
Подготовка лесного материала заключается в просушке его в сушильных камерах до
влажности 8—10% (в тех производствах, где материал не доставляется в сухом виде), разрезке его и предварительной строжке с припуском на дальнейшую обработку. Оборудование заготовительной мастерской состоит из следующих основных станков: маятниковые пилы, дисковые пилы, фуговочный, а такжечетырехсторонний строгальный станки. Дальнейшая обработка в деревообделочном цехе производится на обычных деревообделочных станках. В производстве легковых и автобусных кузовов особо широкое применение имеют фрезерные и копировальные станки для изготовления деталей с поверхностями разной кривизны.
Оковка К. а. представляет собой разных фасонов угольники из полосового железа, которыми укрепляются узловые соединения
Фигура 15.
каркаса кузова. Большинство частей оковки изготовляется путем холодной штамповки под эксцентриковыми прессами мощностью в 30—75 тонн с последующей сверловкой и раззенковкой отверстий для шурупов или болтов.
Подготовка листового железа для облицовки кузова состоит в раскройке железа, сварке некоторых его листов в стык (во избежание получения большого числа швов при облицовке каркаса кузова), в правке заготовленных листов и в подготовке отверстий для отбивки. Раскройка железа производится гильотинными ножницами. Сварка производится электросварочными аппаратами; для этого между краями листов прокладывают проволоку толщиной до 1 миллиметров и устанавливают шов листов между электродами аппарата. Правка листов железа имеет целью
более плотное и равномерное прилегание железа к кривым формам каркаса кузова. Правка производится вручную при помощи молотка на стальных плитах толщиной от 100 до 150 миллиметров, которые укладывают в ящики, наполненные песком. Рабочая поверхность плиты должна быть совершенно гладкая и строго горизонтальная. Кроме того правка· листового железа производится механич. путем: железо пропускают через вальцовочный станок (станок с 7—9 вальцами). Конечная стадия подготовки листового железа состоит в пробивке отверстий для гвоздей или шурупов на дыропробивных прессах небольшой мощности.
Изготовление ветровой рамы начинается с производства окладок. Окладки имеют в сечении коробчатую форму; изготовляют их из полос листового железа толщиной от 1 до 11/2 миллиметров, нарезанных на гильотин, ножницах. Форма сечения достигается при помощи штамповки, загибки на станках (кантовка) или же путем протягивания через волочильный станок. Последний способ является наиболее экономичным. Дальнейшее изготовление состоит в придании окладке формы рамы, а также в заготовке остальных деталей (например литье и прочие).
Изготовление звеньев каркаса верха, а также сборка его производится в слесарной мастерской. Покрытия верха (кожа, брезент) раскраиваются и сшиваются в обойном цехе кузовного завода. Там же изготовляются подушки и спинки сидений.
Обойный цех состоит из трех основных отделений: 1) раскроечного, 2) сшивочного и
3) сборочного. В первом происходит раскрой материала по шаблонам, во втором—изготовление обойки покрытий подушек, спинок американского верха и прочие В сборочном отделении производится сборка каркаса поду
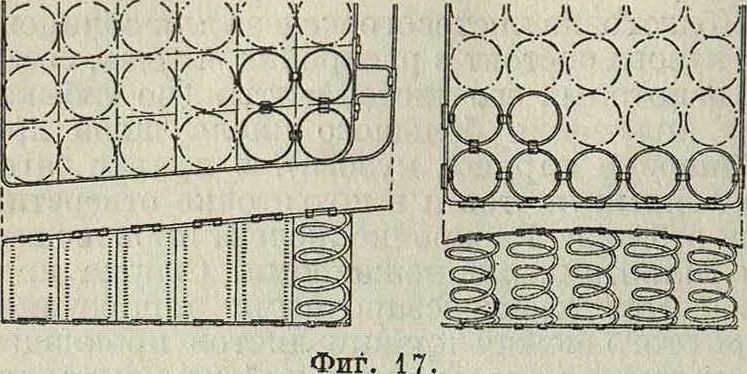
шек и спинок, а также набивка их морской травой и конским волосом. На фигуре 17 изображены различные каркасы подушек и спинок К. а.
Сборка каркаса К. а. распадается на следующие стадии: 1)сборку основания и бортов, 2) сборку крыши, 3) сборку дверей и прочие,
4) общую сборку каркаса. Сборка каркаса К. а. производится в специальных кондукто-
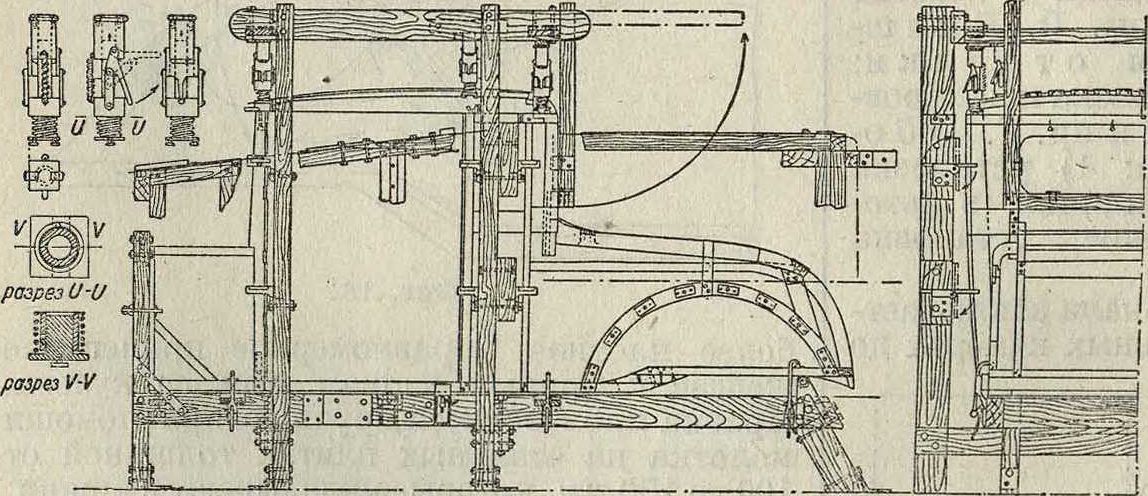
Фигура 18.
рах. На фигуре 18 показан кондуктор для общей сборки каркаса легкового кузова. На указанных приспособлениях производится также и оковка кузова. Дальнейшей стадией сборки К. а. является внешняя облицовка его железом, состоящая в тщательной пригонке ее по формам кузова и закреплении шурупами или гвоздями. На крупных современных з-дах части облицовки подаются для сборки в отштампованном по форме кузова виде, как это показано на фигуре 19.
Для предохранения К. а. от атмосферных влияний его окрашивают. Обычно К. а. покрывают краской и лаком не менее трех раз. Перед окраской К. а. шпаклюют для сглаживания выбоин и неровностей, которые обычно получаются после облицовки каркаса. Ручной способ окраски при помощи кисти применяется только на кустарных и полукустарных кузовных заводах. На современных крупных кузовных заводах наиболее распространен механич. способ окраски специальными приборами-распылителями, которые распыливают краску воздухом, сжатым
Фигура 19.
до 4—5 atm (смотрите Бочка). Механич. способ ускоряет процесс окраски по сравнению с ручным способом примерно в 10 раз; окрашенная поверхность получается более чистой и от рабочего не требуется высокой квалификации.
Для того чтобы предохранить К. а. от грязи во время движения автомобиля, над колесами его устанавливаются крылья. Передние крылья крепятся своими боковыми щитами к раме шасси, а задними концами—к подножкам. Задние же крылья устанавливаются в надколесных выемках кузова и крепятся в них, причем передними кромками крылья крепятся к подножке. Часто передние крылья служат местом для крепления кронштейнов фар. Передние крылья состоят из двух основных частей: плата крыла и бокового щита. Обе части свариваются внакладку электросваркой или ацетиленовой горелкой. Крылья должен быть установлены с таким расчетом, чтобы при полной нагрузке кузова нижние поверхности их не имели соприкосновения с покрышками колес во избежание трения покрышек о крыло. Крылья изготовляются из листового железа толщиной 0,75—2 миллиметров (боковые щиты—из железа толщиной 0,75—1 миллиметров) ручным или механическ. способом.
Ручной способ в св ою очередь подразделяется на холодный и с подогревом. Операции производства крыльев ручным способом, равно как и эскизы полуфабрикатов, оборудования и инструментов, указаны в таблице 2.
Механический способ изготовления автомобильного крылатакже подразделяется на два метода: 1) метод прокатки и штамповки и 2) метод штамповки. Плат крыла составлен из трех частей, сваренных между собой встык: часть 1-я—выпуклая, 2-я— касательная и 3-я—вогнутая. Первая производственная операция—заготовка всего пла-
Ш
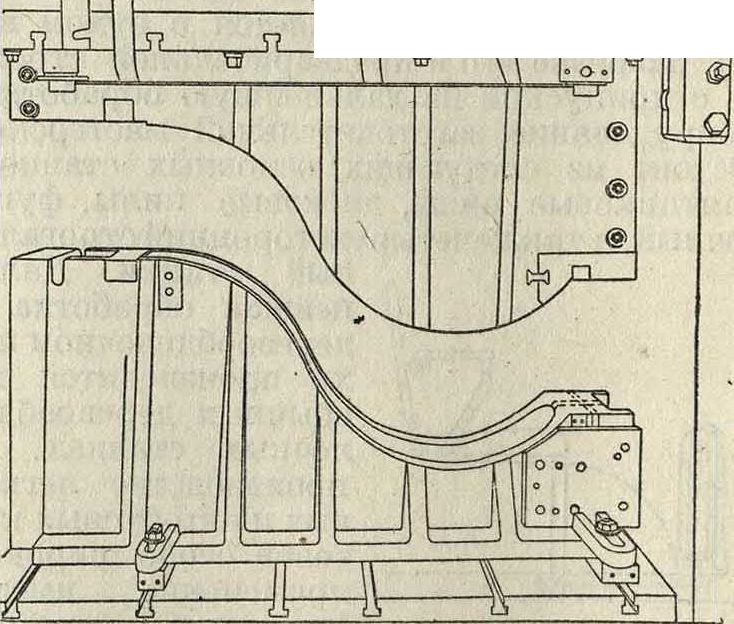
Фигура 20.
та крыла—выполняется на гильотинных и круглых ножницах; 2-я операция—отгибка бортов выпуклой части—производится на гибочной машине (кантовке); 3-я операция— получение выпуклой части крыла—состоит
Таблица 2.—Ручной способ изготовления крыльев.
| 1
d ft* с; 5 Я |
Наименование операции | Эскиз | Оборудование и инструмент |
| I. Холодный способ | |||
| 1 | Выкроить заготовку | 1 11 ) | Ручные гильотинные и круглые ножницы |
| 2 | Отогнуть борта | ап с | Гибочная машина
(кантовка) |
| 3 | Отформовать крыло | При помощи крючка | |
| ад =4 | |||
| или прокаткой | |||
| 4 | Выровнять поверхности бортов и зачистить заусенцы | Крыло готово | При помощи деревянного молотка на чугунной плите |
| II. С подогревом | |||
| 1 | То же, что и при холодном | способе | |
| 2 | Согнуть заготовку в дугу | Трехвальцовый станок | |
| 3 | Отформовать крыло | Крыло готово | |
| , Операция состоит в следующем: согнутая заготовка кладется на чугунную болванку, имеющую форму крыла. Заго- | f^t | ||
| товка прижимается к болванке через посредство двух желейных дуг с 4 струбцинками. Борта крыла подогреваются ацетиленовой горелкой и обиваются деревянным молотком. Т. о. заготовка крыла нлотно облегает болванку и принимает форму крыла | ρσφρι по А в | ||
в пропускании крыла через вальцовочный станок с фасонными вальцами. После каждого пропуска зажим вальцов регулируется;
число пропусков зависит от толщины и качества материала крыла. 4-я и 5-я операции: касательная и вогнутая части крыла подвергаются штамповке под фрикционным прессом; 6-я операция: все три части плата крыла свариваются встык; 7-я операция: борты сваренного плата крыла предварительно сглаживаются на эксцентриковом приводном молотке; 8-я операция: окончательное сглаживание шва путем пропуска между двумя роликами; 9-я операция: обрезка краев с заусенцами круглыми ножницами;
10-я операция: завальцовка проволоки в бортах крыла на зик-машине для придания крылу жесткости.
Самым экономичным способом изготовления крыльев является второй метод—путем холодной штамповки. На фигуре 20 изображен штамп, установленный в мощный эксцентриковый пресс.
Лат.: Shepherd J., Motor-Body Building,
L., 1923; Morio F., Automobile Pattern Drafting, N. Y., 1922; Mercer Motor-Body Engineering, Philadelphia, 1928; Kingston Forbes Μ. E., The Principles of Automobile-Body Design, Philadelphia, 1922; Butler H. J., Motor-Body Work, London, 1924. Б. Шур.