 > Техника, страница 56 > Лакировка
> Техника, страница 56 > Лакировка
Лакировка
Лакировка, отделка (в некоторых производствах) готовых изделий путем нанесения на их поверхность специального лака (смотрите Покровные лаки). Назначение лакировки заключается, с одной стороны, в защите изделий от разного рода неблагоприятных внешних влияний—сырости, окисления, пыли и тому подобное., а с другой,—в придании изделиям приятной для глаза внешности. В отдельных случаях Л. преследуют узко технические цели: изоляцию электропроводов (смотрите Изоляционные лаки), воздухонепроницаемость оболочек аэростатов и дирижаблей (смотрите Аэролаки), водоупорность и кислотоупорность различных изделий, нанесение на стекло и материи прозрачных, устойчивых в отношении тепла, воды и атмосферных влияний оболочек (смотрите Водонепроницаемые ткани) и т. д. Лакированная поверхность в подавляющем большинстве случаев имеет стекловидный, зеркальный блеск, хотя в некоторых случаях ее делают матовой приме нением специальных так называемым матовых лаков или посредством особых приемов обработки уже покрытой лаком поверхности. В зависимости от характера требуемой отделки и материала, из которого приготовлено изделие, при лакировке пользуются той или иной группой лаков.
Выбор лака играет очень важную роль при Л. независимо от самого способа покрытия поверхности лаком. Так например, при Л. деревянной мебели, внутренней (декоративной) отделке зданий, полов и тому подобное. работах употребляются жирные масляные лаки. Масляные лаки медленно сохнут, почему часто-для ускорения срока сушки к ним прибавляют сикативы (смотрите). Наносятся масляные лаки обычно кистью от руки после предварительной подготовки покрываемой поверхности древесины.
Подготовка заключается в грунтовке клеем или мастикой, в протравлении (пропитке> поверхности прозрачными красками, в шлифовке и затирке сосудов древесины, главы, образом при помощи крахмальной замазки для заполнения пор, либо в окраске дешевой древесины мягких пород масляными минеральными непрозрачными красками. Если масляной краской предварительно покрывается металл, то для окончательной его отделки также с успехом применяют маслинные лаки. Для повышения качества Л. лак последовательно наносят два или три раза после высыхания предыдущего слоя и шлифовки его стеклянной шкуркой (№ 0 и 00) или порошком пемзы. Шлифовка наведенного и просохшего слоя лака производится, или от руки или -при помощи специальны)! дисковых шлифовальных станков; после этого поверхность начисто протирают сухой тряпкой (лучше льняной) и вторично мягкой и плоской кистью наносят от руки следующий слой лака.
К недостаткам Л. при помощи масляных лаков относятся: а) сравнительно медленное просыхание лакированной поверхности (до-48 ч. в сушильной камере при t° 30—40°);.
б) значительная густота масляных лаков и повышение их вязкости с понижением 1°; с этим явлением можно бороться или нагревая лак до темп-ры 30—50° или разжижая, его такими растворителями, как скипидар, бензин ит. п., причем следут отметить, что скипидар уменьшает блеск лака; в) сравнительно малая прочность покровной пленки, особенно при употреблении «тощих» лаков. Жирные лаки дают более прочную и эластичную плрнку. В промышленности покрытие изделий масляными лаками часто производят при помощи макания или погружения изделия в жидкий раствор лака и предварительной обсушки изделия над ванной, давая стечь излишкам лака, перед помещением изделия в специальное сушило до полного высыхания. Этот способ применяют в тех случаях, когда изделия имеют удобообтекае-мую форму. Кроме макания как способа Л. применяется еще распыление, или пульверизация, когда лак подается сжатым воздухом к наконечнику а-пульверизатора и выбрасывается оттуда в распыленном состоянии в виде конуса покрытия, который и направляют от руки или установкой на по-
верхность лакируемого изделия. Успех пуль-веризационных работ зависит прежде всего от качества (вязкости) лака, а главное от умелого подбора наконечника, то есть размера отверстия и формы «конуса» покрытия (смотрите Аэрографный способ расцветки и Бочка м е-таллическая).
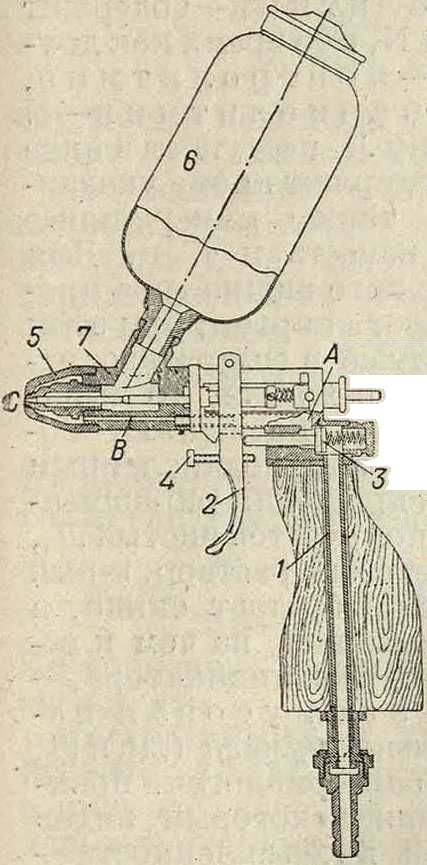
Пульверизатор (фигура) состоит из рукоятки ной формы, сквозь которую проходит по трубке 1 сжатый воздух от компрессора (2—5 atm). Сжатый воздух проходит в наконечник пульверизатора только при нажиме курка 2, который открывает воздушный клапан 3. Упорный винт 4 регулирует количество сжатого воздуха, подаваемого к наконечнику. Воздух сначала проходит самостоятельно каналами А и В, откуда попадает в кольцевой канал насадки 5 и, смешиваясь с лаком, выбрасывается наружу через отверстие С. Лак либо наливают в монжю 6 либо подают гибким рукавом, навинчивающимся на канал-трубку 7, из резервуара,стоящего на высоте или герметически закрытого и находящегося под давлением. Установка для пульверизации состоит а) из компрессорной установки б. ч. передвижного типа на тележке с электромотором, б) воздушного аккумулятора для выравнивания давления, в) воздушного трубопровода, г) резервуара для лака с трубопроводом при нем, д) вытяжных шкафов с вентиляционной установкой и е) лакоуловителей. Этот способ покрытия очень прост, особой квалификации от рабочего не требует кроме аккуратности и внимания и по сравнению с покрытием кистью дает лучшие результаты в смысле однородности и толщины лаковой пленки. Неудобства этого способа заключаются гл. образом в необходимости быстро и тщательно удалять излишнюю лаковую пыль, носящуюся в воздухе, для чего сконструировано несколько типов вытяжных шкафов. Наилучшими из них считаются те, которые дают возможность обслуживать лакировочный аппарат, находясь вне камеры, и имеют вращающуюся платформу, на которой устанавливаются лакируемые изделия. Обмен воздуха в камере должен быть не менее 30—35 раз в час. Расход лака при пульверизации бывает несколько выше, чем при Л. кистью вручную, при одинаковой толщине слоя примерно на 15—20%; однако этот излишний расход целиком окупается повышением производительности труда (в 5—10 раз), удобством в обслуживании и возможностью при лако-уловителях вернуть потери обратно (до 90%).
Для определения расхода лака и времени покрытия поверхностей пульверизатором имеются готовые номограммы, при посред стве которых можно определить расход лака и время покрытия, зная давление воздуха, размер отверстия наконечника и консистенцию лака. Для обеспечения чистоты работы необходимо соблюдать требования тщательной очистки поверхности изделия от пыли, жировых пятен и грязи. Не менее важное влияние оказывает чистота сжатого воздуха, почему последний необходимо фильтровать после компрессии. В зависимости от характера и размера покрываемых лаком поверхностей форму вытяжных шкафов, число и расположение пульверизаторов и способ покрытия изменяют и приспосабливают по месту работ. Расход воздуха на один наконечник равен 0,02 м3/ск на 1 см2 отверстия. Потребная мощность на один наконечник равна от 0,6 до 1,1 ЬР в зависимости от размера наконечника. Так например, при расчете кольцевого отверстия с площадью сечения равной 0,0475 см2, согласно этим данным, получаем расход воздуха~3,5 м3/ч с затратой удельной мощности 0,65 IP; потребная мощность на один наконечник с учетом кпд компрессорной установки выражается, по данным завода им. С. Халтурина в Ленинграде, —1,0 1Р. При нескольких наконечниках учитывается коэфициент единовременности. Расход воздуха снижается до 3,0 м31ч и расход энергии падает до 0,75 1Р.
Лакоуловители представляют собою железные баки, наполненные водой и поставленные на пути струи воздуха, насыщенного лаком, с расширителем воздухотока. Потеря в скорости воздуха при ударе о поверхность воды заставляет подвешенные в воздухе частицы лака падать на воду и накапливаться слоем на поверхности воды. Лак периодически собирают, переваривают и утилизируют, подмешивая к свежему лаку.
В процессе Л. погружение в лак и пульверизация сравнительно легко поддаются механизации. Особенно удачен способ подвешивания изделий на крюки бесконечного транспортера однорельсового типа, проходящего последовательно через камеры макания или пульверизационные кабины, а затем через сушила. Два последние способа Л. употребляют также при окраске, эмалировке и вообще в аналогичных процессах покрытия изделий разного рода жидкостями.
Скипидарные лаки очень успешно конкурируют при разного рода лакировочных работах с масляными лаками, т.к. дают красивую поверхность и вместе с тем более прочную пленку, чем например овые лаки. Недостаток их, как и масляных лаков, в несколько медленной сушке. Кроме того скипидарные пары вредно действуют на здоровье работающих, почему требуют устройства усиленной вентиляции. Применяют скипидарные лаки при Л. главным образом дерева и металла (асфальтовые лаки).
Бензиновые лаки имеют в промышленности очень широкое и разнообразное применение главн. образом благодаря свойствам растворителя (бензин, бензол), обладают прекрасными кроющими свойствами, способностью высыхать в сравнительно непродолжительное время и образуют прочные пленки. Особенно часто употребляются при лакировке металлов, кож, соломки.
овые лаки, особенно шеллачные, широко применяются при Л. древесины вручную, причем лак наносится при помощи тампона, сделанного из шерстяной ваты и обернутого в льняную тряпку. Шеллак очень боится быстрого повышения t° при сильном трении и жухнет. Получаются также матовые пятна при протирании слоя, лака льняным маслом. Последние подливают в очень ограниченном количестве в процессе Л. на тампон для достижения большей равномерности лакового слоя. Л. овыми лаками производят (при высоких по качеству работах) в несколько слоев с последующей шлифовкой слоя пемзой. Л. ведется полосами и в одном направлении в отличие от пол προ в к и, которая ведется круговыми движениями тампона по поверхности и со слабым нажимом. овые лаки также вполне удачно наносятся волочением и пульверизатором. Наносят овые лаки также ки-. стью вручную или наливом, например в фотографии. деле.
Целлюлозные лаки (смотрите) употребляются для покрытия дерева, металла, автомобилей, оптических инструментов и аппаратов, кожи, для изоляции проводов, аппретирования тканей для летательных аппаратов и тому подобное. (смотрите Ацетилцеллюлозный лак и Аэролаки). Преимущества этой группы лаков заключаются в большей их устойчивости, твердости, эластичности и прочности пленки. Эта группа лаков также может наноситься от руки кистью (аэролаки), погружением, пульверизацией и волочением (карандашное производство), когда на окрашенные матовые лаки наносится бесцветный лак, дающий блестящую, весьма устойчивую на влажность пленку. Волочильный аппарат представляет собою металлический бак, снабженный двумя сквозными симметрично расположенными отверстиями с направляющей между ними. В отверстие вставляются мундштуки из войлочных колец, снимающие излишки лака при прохождении карандашей через бак непрерывно один за другим, что препятствует вытеканию лака из бака. .Необходимым условием хорошей лакировки является чистый от пыли воздух, почему лакировочные отделения строятся изолированно от других цехов и имеют особую приточно-вытяжную вентиляцию, где воздух, прежде чем попасть в помещение лакировочной, тщательно фильтруется при помощи либо т. н. пыльных камер либо масляных фильтров (последние лучше). Сушильни для лакированных изделий располагаются в последовательности технологии. процесса также в помещении лакировочного отделения.
Лит.: Боттлер М., Производство лаков к олифы, перевод с нем., 2 изд., М., 1926; Ж и р м у tick и и С. С., Искусственный шелк, прозрачные кине-матогр. пленки и целлюлозные лаки пз нитро- и ацетилцеллюлозы, Л., 1929; Киселев В. С., Краски, масла и лаки, 2 изд., Л., 1926; М и х а и л о в В. Н, Пневматич. окраска и лакировка деревян. изделий спомощыо пульверизации, Л., 1930; And &s L.E., Prakt. Rezeptbuch f. d. ges. Lack- u. Farbenindustrie,
3 Anfl., W.—Lpz., 1922.