 > Техника, страница 57 > Лекала
> Техника, страница 57 > Лекала
Лекала
Лекала, в машиностроении, бее-шкальнме мерительные инструменты для контроля формы фасонных частей. Л. представляют собой негатив проверяемого сечения и м. б. нормальными и предельными.
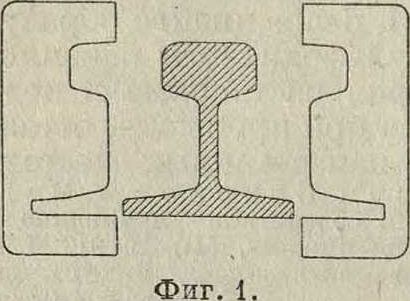
Нормальные Л. представляют сооой по возможности точный негатив сечения (фигура 1, Л. для контроля ж.-д. рельсов); проверка производится «на свет», то есть прикладывая Л. к контролируемому предмету и проверяя, насколько незначительными оказываются просветы, остающиеся между ни-
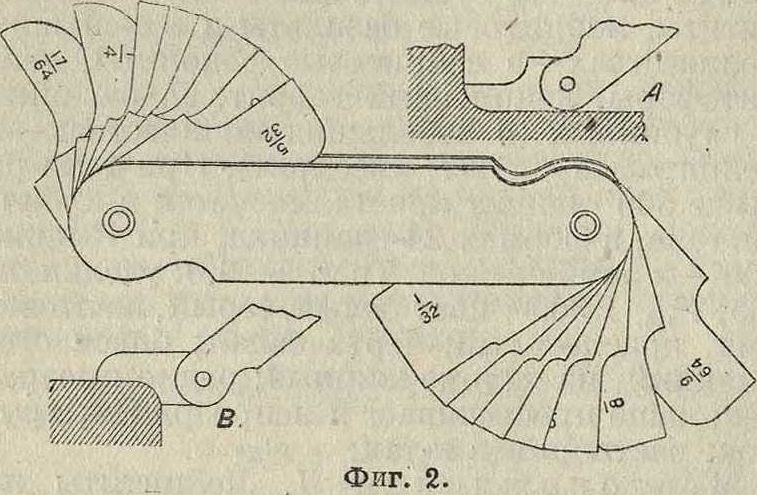
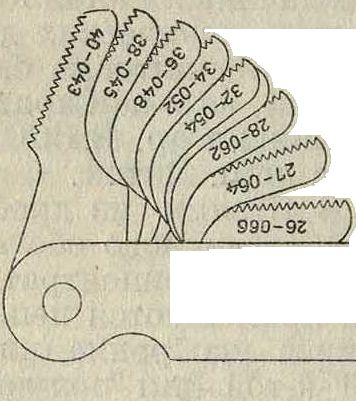
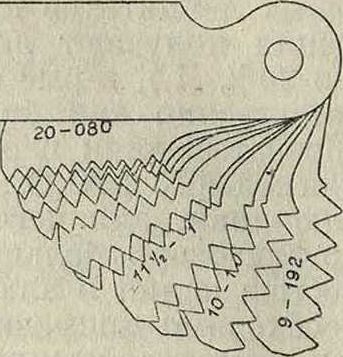
ми. Примерами Л., часто встречающихся на практике, являются радиусные Л. (фигура 2) и винтовые Л. (фигура 3),-из которых первые служат для контроля радиуса закруглений как внутренних (фигура 2, А), так и наружных (фигура 2, В), а вторые применяются для проверки правильности формы и шага винтовой нарезки. Из чисто угломерных Л. часто применяют Л. для винторезных резцов (фигура 4), при помощи которых можно проверять правильность угла резца и его установки по отношению к обрабатываемому предмету;
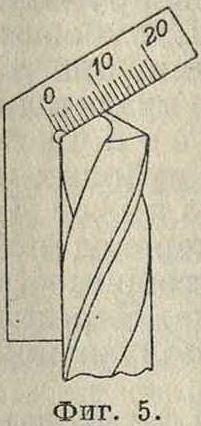
для проверки правильности заточки спиральных сверл служат Л., изображенные на фигуре 5. В заводских условиях нормальные Л. изготовляют обычно из листовой стали
4—6 миллиметров толщиной, тщательно обрабатывают
Фигура з. лезно подвергнуть их отпуску в течение 5— 10 ч. при 150—180° для уничтожения внутренних напряжений, связанных с закй; более высокая t° отпуска можетслишком сильно
Фигура 4.
понизить твердость. Контроль формы при помощи нормальных Л. требует от браковщика чрезвычайной опытности, чтобы он мог сразу решить, выходят ли наблюдаемые отклонения от формы из допускаемых границ или нет. Помимо указанного неудобства ре
по мерительной поверхности и иногда закаливают. В этом последнем случае но
шение браковщика в данном случае является неизбежно субъективным и может быть оспариваемо как рабочим, сдающим продукт, так равно и принимающей товар высшей инстанцией.
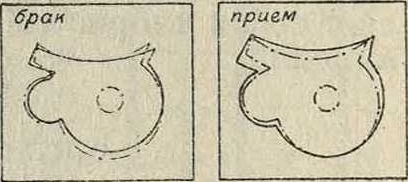
Предельные Л. не имеют упомянутого недостатка в тех случаях, когда вообще возможно бывает их сконструировать. Принцип контроля предельными Л. состоит в том, что имеется два или более Л., часть которых носит название приемочных, а другая—б р а к о в о ч н ы х: через первые контролируемый предмет должен проходить свободно, а через вторые не должен проходить вовсе. Однако для сложных форм этот способ бывает неприменим или необходимо должен быть связан с контролем наглаз. На фигуре 6 изображены два предельных Л. с измеряемой частью (пунктир); ясно, что хотя часть весьма сильно отличается от требуемой формы, однако формально она должен быть признана правильной, т. к. прошла через приемочное и не прошла через браковочное Л. Поэтому в случае необходимости действительно проверять правильность криволинейных очертаний прибегают к разбивке всего периметра контролируемой части на характерные участки, на последних .выбирают опять-таки характерные точки и проверяют их взаимное расположение. Примером такого решения вопроса может служить сложное предельное лекало, изображенное на фигуре 7. Контролируемая часть насаживается на центровочную шпильку?о, затем фиксируется в правильном положении подвижным упором б, последний в соединении с щупами в, г, д и^е определяет правильную форму верхней поверхности.
Фигура 6.
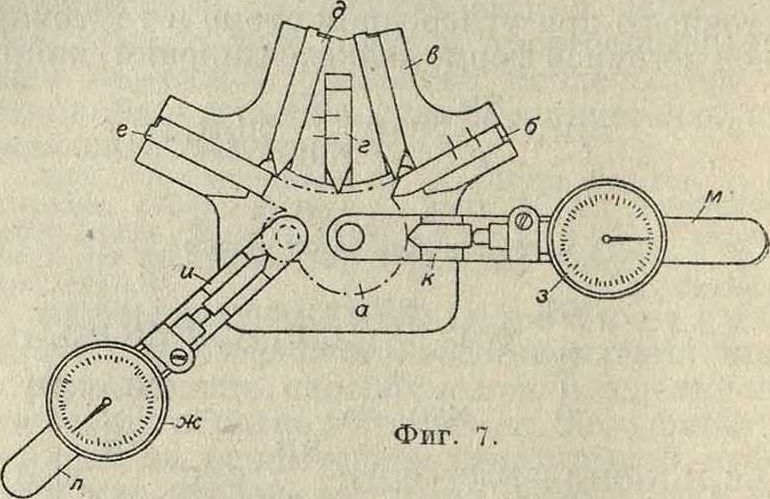
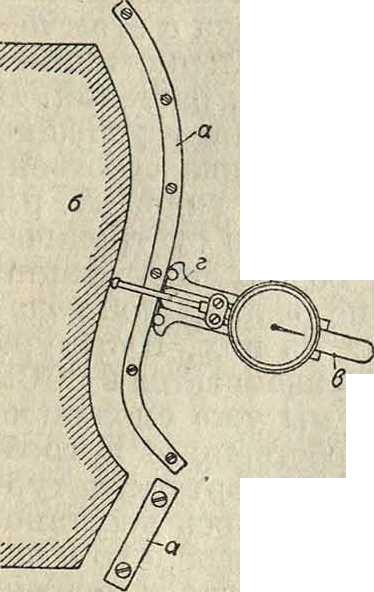
Положение щупов, нажимаемых пружинами, определяется или наощупь по уступам торцовой поверхности (в, д, е) или"же наглаз по черточкам (б, г). Предельность измерения достигается тем, что разница в высоте обеих площадок и разность расстояний между обеими парами черточек равняется величине допуска. Нижние.поверхности, представляющие собой части окружностей, контролируются при помощи мерительных индикаторов ж и з, опирающихся на щупы и и к, вращаемые вместе с индикаторами вокруг соответственных центров при помощи рычагов л и ж; отклонения формы указываются непосредственно индикаторами в долях миллиметров. На применении мерительных индикаторов основана конструкция Л., изображенная на фигуре 8 и позволяющая контролировать с большой точностью форму большем или меньшем. правильных криволинейных поверхностей. Само лекало а имеет форму кривой, эквидистантной относительно измеряемой поверхности б; индикатор помещается на тележке г, опирающейся двумя роликами на Л.; продвигая тележку вдоль лекала и следя за одновременным касанием обоих роликов с лекалом, по отклонению стрелки I: индикатора можно судить о степени точности испытуемой поверхности. Для достижения равномерного и автоматического нажима обоих роликов иногда индикатор укрепляют на магните в.
Фигура 8.
Лит.: D и Ь b e 1 Н., Taschenbuch i. d. Fabrikbe-trieb, Berlin, 1923; EolfF. H., Gauges a. Fine Measurements, y. 2, London, 1929; «American Machinist», L., 1928, Y. 68, p. 1052, v.69, p. 8; ibid.,1920, v. 53, p. 732; ibid., 1921, Y. 54, p. 614; «Machinery», London, 1926, Y. 28, p. 92, 101, Y. 29, p. 265; ibid., 1925,1 v. 27, p. 65; ibid., 1928, v. 33, p. 78; «Engineering», L., 1918, v. 105, p. 274, 357, 417, 476, 569, 628, 683; ibid., 1921, v. Ill, p. 334, 424, 613; «The Engineer», London, 1919, y. 127, p. 282, 294; ibid., 1920, Y. 129, p. 575; ibid., 1921, Y. 131, p. 313.
Л. корабельныe—шаблоны, употребляемые в судостроительном черчении для обводки криволинейных контуров. Профиль отдельных Л. вырабатывается путем практики, применительно к форме судовых обводов; иногда пользуются для этой цели подходящими геометрическими кривыми, как например дугами окружностей большого радиуса, параболами и т. д. На некоторых верфях часто вырабатываются таким образом самостоятельные наборы, более или

Фигура ю.
Фигура 9.
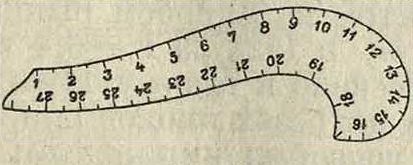
менее приспособленные к практике их работы. Важное значение имеет величина отдельных Л.; при укрупнении размеров современных судов обычная наибольшая дли на ходовых профилей Л. около 60 сантиметров становится недостаточной, почему в комбинированном наборе длина эта м. б. повышена до 80 см, хотя это в значительной мере отражается на трудности изготовления и следовательно стоимости Л. Иногда по кромкам Л. наносят отметки (фигура 9), позволяющие указывать те или другие профили, понадобившиеся для обводки контура, что в значительной мере облегчает нахождение нужных лекал при вторичной обводке или копировке
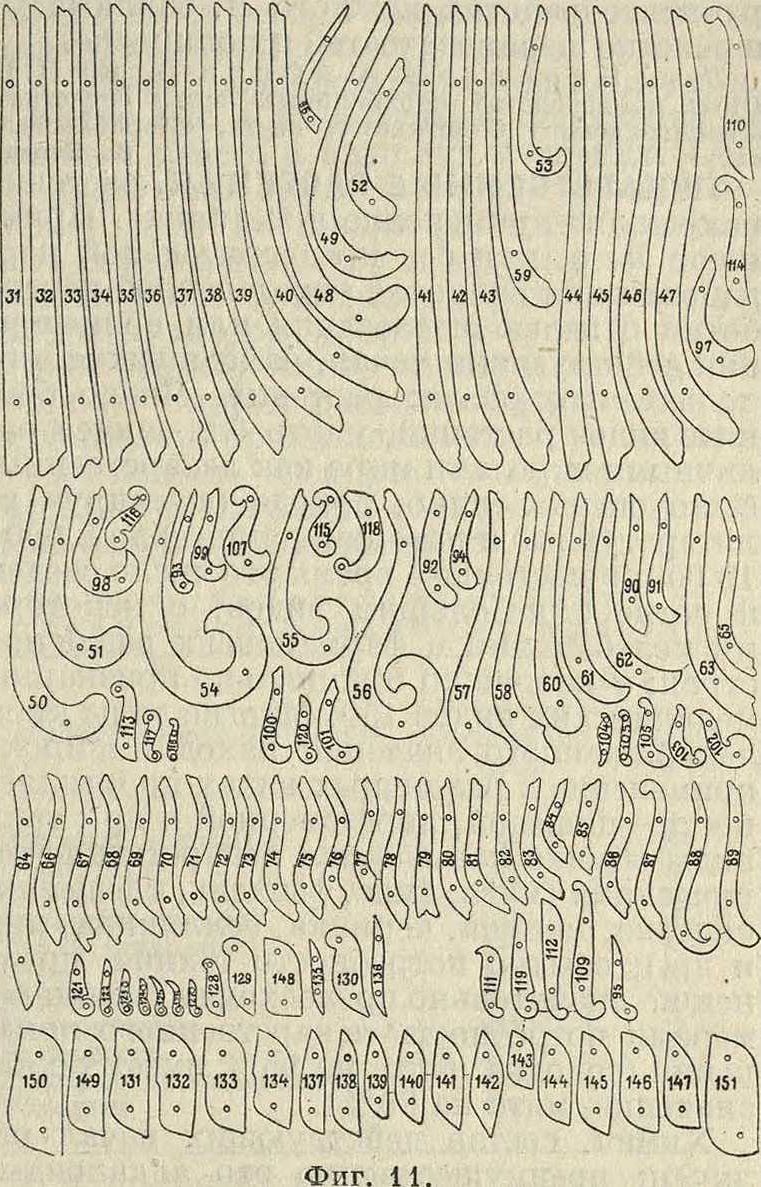
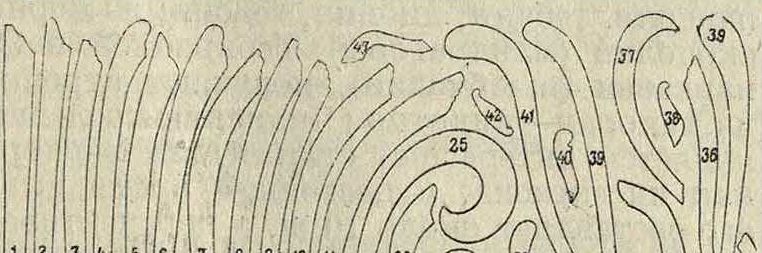
чертежа. Этими отметками можно пользоваться также для определения длины контура, хотя это довольно ненадежный и кропотливый способ. Обычные чертежные наборы корабельных лекал составляются из комбинации нескольких основных типов; таковы например наиболее распространенные наборы немецкой фирмы бр. Вихман, представленные на фигуре 10 (так называемым копенгагенский набор), и на фигуре 11 (американский), а также «параболический» и «гиперболический». К комбинации нескольких наборов принадлежит и набор, выработанный сотрудниками Кораблестроительн. факультета Ленинградского политехнического ин-та и выполненный средствами Аэродинамич. лаборатории.
К материалу для изготовления корабельных Л. предъявляются следующие требования: достаточная твердость, отсутствие коробления, однородность строения и возможность обработки во всех направлениях. Лучше всего этим требованиям удовлетворяет протравленное и хорошо просушенное грушевое, буковое и пальмовое дерево; Л. из эбонита и целлюлоида очень хороши, но благодаря высокой стоимости мало приме нимы. Толщина Л., смотря по размерам, составляет 1—2 миллиметров. Обработка Л. вручную обходится очень дорого и требует весьма высокой квалификации, чтобы получить совершенно плавный профиль, удовлетворяющий заданному обводу. Что касается механического производства Л., то оно состоит в фрезеровке по нескольку штук Л., нагру-бо выпиленных из досок соответственной толщины и зажатых вместе, по точным металлич. или деревянным шаблонам; последующая ручная обработка каждого Л. заключается в очистке шероховатостей и полировке.
Лит.: Я к о в л е в И. А. и О л ч и-0 г л у Н. И., Опыт производства корабельных лекал средствами Ленинградского политехнич. ин-та, «Кораблестроитель», Л., 1928, 11. И. Яковлев.