 > Техника, страница 58 > Лом металлический
> Техника, страница 58 > Лом металлический
Лом металлический
Лом металлический, отходы и отбросы производственных процессов металлопромышленности и всякого рода метал-лич. изделия и сооружения, не годные к употреблению или вышедшие из употребления. В соответствии с основным назначением Л. м. как промышленного сырья, он делится на две группы: лом черных металлов (чугун, железо и сталь) и лом цветных металлов и их сплавов (красная медь, латунь, бронза, свинец, цинк, алюминий и прочие). Кроме того Л. м. подразделяется по источникам его происхождения (транспортный, промышленный,военный, гражданский).
Всяким металлич. изделиям свойственны определенные сроки «морального» и физич. износа. Моральный износ зависит от развития техники, благодаря которому более усовершенствованные машины и станки вытесняют промышленное оборудование, уже ставшее на данный период устаревшим. Физич. износ металлич. изделий определяется тем, что изделие, выполняя определенную работу, теряет свою годность—изнашивается. Чем более развита страна в индустриальном отношении, тем больше оборачивается в ней Л. м.; с другой стороны, чем плотнее население и лучше его материальное благосостояние, тем следовательно больше имеется в ней накоплений промышленного лома. По наблюдениям для черных металлов в Германии средний срок возврата металла в виде лома установлен в 21 г., в США — 25 лет; в СССР за средний срок возврата металлических изделий по ориентировочным данным Рудметаллторга считается: по черным металлам 20 лёт, а по цвет-
а именно: по меди и медным сплавам 18 лет, по свинцу 12, по цинку 10 и по алюминию 5 лет. Принятые сроки амортизации для различных машин и аппаратов могут характеризовать скорость оборачиваемости ме талла:
Типы машин
Паровые котлы с трубопроводами, пароперегревателями, подогревателями, водоочистителями и прочие.
Паровые машины..
Газовые » ..
Турбины и водяные колеса.
Электромоторы ..
Аккумуляторы (гпдравл.)
Насосы ..
Станки.·..
Ручные орудия и приспособления.
Амортиз. сроки (в годах)
12—20
15—20—25
8—15
6—25
15—25
5—15
10—20
10—20
1—20
Лом черных и цветных металлов, рассортированный в соответствии с существующими классификациями, приведенный в состояние, удобное для транспортирования и завалки в мартеновские, ваграночные, отражательные и другие плавильные печи, становится весьма ценным промышленным сырьем, занимающим значительное место в системе народного хозяйства промышленно развитых стран; так, в Германии в 1908 году на выплавку 8 700 000 тонн чугуна употреблено 3 400 000 m Л. м., в 1919 году на 4 200 000 тонн чугуна— 3 380 000 тонн Л. м.; в 1913 году металлургич. промышленность получила от верфей около 60 000 тонн Л. м., от ж. д. 500 000 тонн и рудников 300 000 тонн В США размер привозного лома исчисляется в 10 000 000 тонн в год, из которых 2,5 млн. т промышленность получает от ж.-д. транспорта, 3,5 млн. т от мелкой сборки фермерского и городского населения и 4 млн. т от специально торгующих фирм. Количество образуемого лома может определяться приводимыми ниже коэфициента-ми выхода металла при различных процессах на металлургич. з-дах:
Выход ме-
Процесс талла в %
Мартеновский. 95
Бессемеровский. 91
Томасирование. 85
Электроплавка. 96
Оно может быть также определено и по величине расхода металла на единицу готовых изделий на металлообрабатывающих з-дах:
Расход метал-
Область применения металла ла на ед. готовых изделий
Транспорт.. 1.3
Энергетика .. 1,27
Судостроение .. 1,3
Автостроение.. 1,25
Внутризаводский транспорт. 1,2
Конструкции.. 1,2
Специальные производства. 1,25
Сельмашстроение.. 1,2
Гужевой транспорт.. 1,15
Полуфабрикаты для машиностр. ,. 1,15
Станкостроение .. 1,15
Эти цифры указывают на то, что 15—30% металла обращается в стружку, концевые обрезки, высечки и прочие Количество Л. м., употребленного при выплавке стали в СССР в разные годы, приведено в табл._1.
Высокое процентное отношение привозного лома черных металлов к выплавке стали в 1923/24 годах объясняется еще недостаточным ным металлам—в зависимости от каждого развитием рудной промышленности и сле-вида и структуры металла в отдельности, | довательно нехваткой передельного чугуна,
Таблица 1 .—П отребление к СССР лома при выплавке стали.
| Годы | Произвол, стали в т | Колич. лома в т | % Л. м. от выплавленной стали |
| 1913. | 4 921 700 | 517 000 | 10,2 |
| 1914. | 4 820 000 | 570 000 | 11,8 |
| 1923/24. - | 992 700 | 343 000 | 34,6 |
| 1924/25. | 1 868 300 | 434 000 | 23,2 |
| 1925/26. · | 2 910 900 | 572 000 | 19,6 |
| 1926/27. | 3 561 700 | 636 000 | 17,8 |
| 1927/28. | 3 895 700 | 716.200 | 18,0 |
| 1928/29. | 4 722 000 | 843 000 | 17,7 |
вызвавшей чрезмерно высокое потребление лома черного металла в шихте. В последующие годы с ростом выплавки передельного чугуна снижается % потребления Л. метров.
Чрезвычайно важную роль в экономике. цветной металлопромышленности играют вторичные цветные металлы (ст переплавки лома). Динамика роста потребления Л. м. в производстве основных видов цветных металлов в СССР и США характеризуется данными табл. 2. Отмечается, что в
Таблица 2. — Производство вторичных цветных металлов (в тоннах).
| Виды металла | СССР | США | ||
| 1913/14 Г. | 1927/28 Г. | 1915 Г. | 1925 г. | |
| Медь | ||||
| Потребление све- | ||||
| жей меди. Произв. вторич- | 48 958 | 55 543 | 521 744 | 813 355 |
| ной меди. | 16 025 | 29 640 | 196 107 | 420 210 |
| Удельный вес. Свинец | 32,7% | 53,4% | 37,8% | 51,7% |
| Потребление све- | ||||
| шего свинца. Производство вто- | 65 686 | 49 932 | 430 252 | 658 143 |
| ричного свинца. | 910 | 1 807 | 78 900 | 226 880 |
| Удельный вес. Цинк | 1,3% | 3,6% | 18,3% | 34,5% |
| Потребление све- | ||||
| жего цинка. Производство вто- | 47 477 | 32 307 | 364 632 | 527 554 |
| ричного цинка. | 1 275 | 2 530 | 108 758 | 156 0С0 |
| Удельный вес. | 2,7% | 7,8% | 29,8% | 29,6% |
СССР увеличение производства вторичных цветных металлов обнаруживает более быстрый темп роста, нежели потребление цветных металлов вообще. С начала восстановительного периода всю цветную металлообрабатывающую промышленность пришлось строить почти исключительно на вторичных цветных мет.
Номенклатура и применение Л. м. Лом черных металлов классифицируется в соответствии с его применением в промышленности. Так, в доменном производстве потребляется гл. обр. железостальная стружка с нормальным содержанием посторонних примесей (но не вредных) не более 5%. Присутствие цветных металлов в стружке совершенно не допускается. В мартеновском производстве Л. м. имеет существенное значение, введен даже особый т. н. с к р а п-п р о ц е с с (смотрите Мартеновское производство). В это производство поступают три вида Л. м.: железостальной, кровельные обрезки и горелый чугун. Процентное содержание указанного
Л. м. в шихте должно колебаться по плану 1929/30 г. в таких пределах: на южных з-дах 46—60%, на з-дах Ленинградской области 61—75%, Центрально-промышленного района 68·—75%, Урала 40—50%. В среднем вся металлургия СССР употребляет в шихту 53% Л. м. За границей, например в США и Германии, в мартеновских печах проплавляется также и брикетированная железо-стальная стружка; в СССР эта стружка проплавляется в мартеновских печах пбка еще в ограниченных размерах. Л. м. не должен содержать оцинкованных, эмалированных, освинцованных, оловянированных и окрашенных предметов. Для электроплавильного процесса применяются отборные сорта стального лома с незначительным содержанием серы и фосфора. В ваграночных, а также и в мартеновских печах переплавляется негорелый чугун, состоящий главк. образом из чугунных частей машин (станины, маховики, шестерни и др.). В химии. промышленности применяется железная стружка для производства анилиновых красок, ржавая кровля для изготовления железного купороса. Обрезки оловянированной жести идут для съемки олова.
Перечисленные виды Л.м. для СССР являются основными. В 3. Европе и США существует более детально разработанная номенклатура лома черных металлов, основанная главн. обр. на физико-химич. свойствах металлов. Так, классификация США содержит 60 разных наименований, разбитых по главнейшим металлургическим процессам потребления Л. м. (лом доменных печей, основных мартеновских, кислых мартеновских, электрических и ваграночных). Немецкая классификация построена преимущественно по принципу источников происхождения Л. м. (лом фабрично-заводский, железнодорожный и т. д.).
Классификация лома цветных металлов и их сплавов в СССР охватывает все виды цветных металлов и разбивает их по отдельным сортам, главным образом по признакам происхождения лома, качеству металла и по размерам изделий. Так, лом красной меди разбит на четыре сорта. К первому сорту лома красной меди относятся: топочная медь, снарядные пояски, электрические провода и другие предметы чистого крупного лома не тоньше 3 миллиметров; ко второму сорту относятся: листовые и ленточные обрезки, концы проволоки (диаметр < 1 миллиметров), медные монеты и другой чистый лом толщиной от 0,5 до 3 миллиметров; к третьему сорту относятся предметы толщиной от 0,5 миллиметров и ниже и проволока диам. < 1 миллиметров; к четвертому сорту относится всякий лом с полудой, пайкой и литьем; при этом в случае горел ости такой лом расценивается сортом ниже, никелировка же не служит основанием для снижения сорта. Первые два сорта употребляются гл. обр. для вторичной переплавки на прокатную болванку, третий—для подшихтовки медного литья и четвертый—преимущественно для нужд химич. промышленности (производство медного купороса). Первые три сорта лома латуни идут также на болванку, а четвертый — в электролиз для вторичного передела на медь. Лом томпака (разбит на три сорта) целиком используется для подшихтовки латунного проката. Лом бронзы разделяется на четыре сорта. К первому сорту относится бронза с содержанием олова выше 13% и примеси свинца, цинка и прочие не более 5% или без примесей с содержанием олова не ниже 9%; ко второму—разный механич. (машинный и прочие) бронзовый лом с содержанием меди не ниже 75% и олова не ниже 6%; третий сорт— отходы производства бронзовых сплавов с содержанием олова не ниже 4%; четвертый сорт—стружка мелкая, чистая. Все сорта бронзы идут для литья, причем первый сорт употребляется для особо ответственного литья (подшипники, части судовых двигателей и т. д.). Первые два сорта лома мельхиора предназначаются для прокатки торговых сортов металла, остальные—для электролиза. Алюминиевый лом состоит из пяти сортов; первые два сорта идут в прокатку (для изготовления посуды), а остальные для литья. Первые два сорта лома цинка употребляются для оцинковки железа, а третий сорт (гарт-цинк)—для изготовления цинковых белил. Три сорта лома свинца идут для заливки труб, освинцовки металлич. изделий и пайки. Сурьмянистый свинец применяется исключительно при производстве баббитовых антифрикционных сплавов. Лом никеля (два сорта) применяется гл. обр. в производстве хромоникелевой стали и наконец два сорта лома олова идут для лужения металлич. изделий. Особое место в номенклатуре Л. м. занимают обрезки белой жести, банки и прочие из оловянированной жести, используемой для снятия олова. Эту операцию производят тремя способами: первый (химический) основан на действии хлора и применяется на специально построенном заводе «Химметалл» в Москве, второй — электролитический и третий—методом вытопки олова на поду отражательной печи. Оловянированные обрезки делятся на четыре сорта в зависимости от % ржавбсти. Лом цветных металлов и сплавов перерабатывается или без всякой рафи-нировки или с предшествующей утилизации рафинировкой (огненная, мокрая или электролитическая) или с рафинировкой с предшествующей механ. обработкой (обогащение).
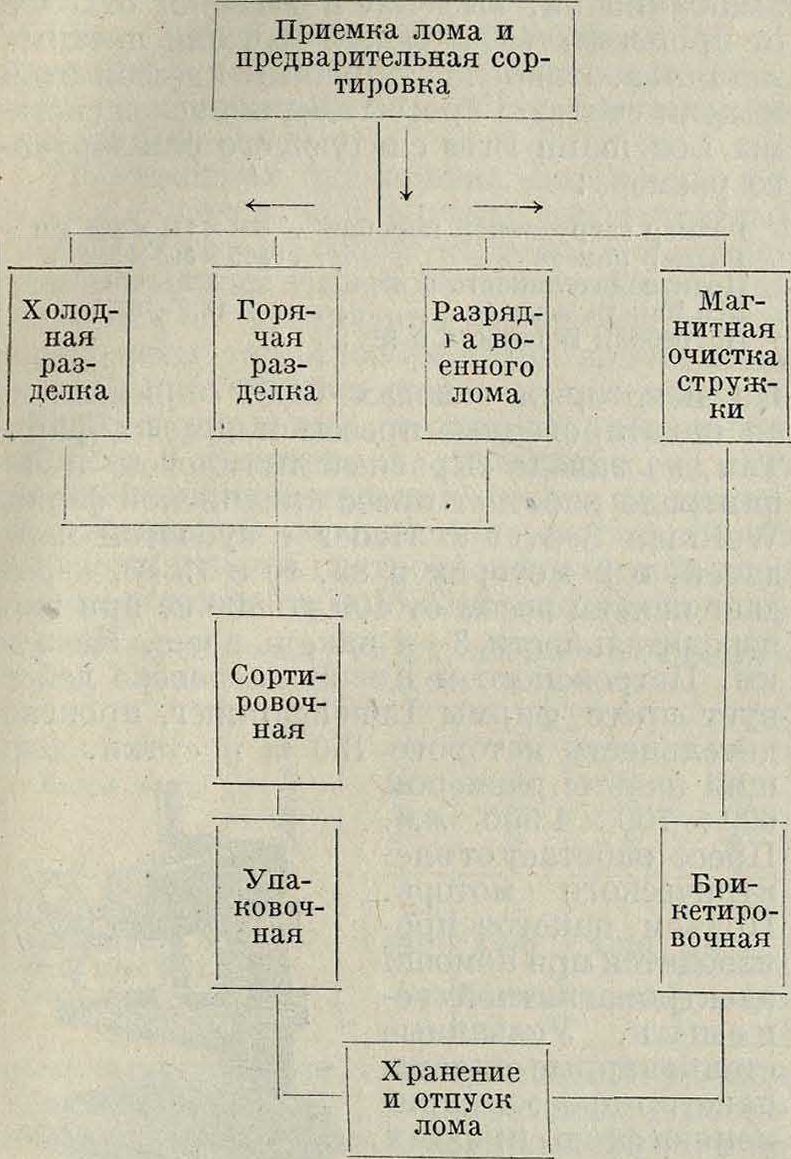
Сборка, сортировка и хранение Л. м. Чрезвычайно большое значение в ломной промышленности имеет правильная сборка и хранение отходов на производственных предприятиях. Так, в США сборка отходов и отбросов лома как черных, так и цветных металлов на предприятиях производится специальными бригадами-уловителями, в задачи которых входят уборка цехов ф-к и з-дов по отдельным видам металлов и даже сортам, а также наблюдение за правильным хранением собранных металлоот-бросов в особых отвалах. Качественная сортировка лома черных металлов производится не только по признаку применения его в том или ином металлургии, процессе, но и по целому ряду других признаков: по источнику заготовки, по габаритности, по чистоте металла и т. д.
По источникам Л. м. сортируется на 2 основные группы: в первую входит лом транс порта и промышленности (так называемым высококачественный лом); во вторую—лом широкого рынка (т. н. бытовой лом). В отношении габаритности металлич. лом сортируется на две группы: лом габаритный, не требующий разделки, и негабаритный—тяжеловесные, громоздкие массивы, требующие разбивки и разделки.Сортировка металлич. лома по признаку чистоты имеет целью отделение вредных для металлургических процессов примесей (оцинкованные, эмалированные, цветные металлы и т. д.), а при сортировке стружки — выделение и не вредных примесей (дерево, кирпич, тряпье и т.д.), что достигается путем пропускания стружки через грохоты. Одной из основных целей сортировки лома черных металлов является отбор поделочных материалов (п о д е л о к) и годных предметов. Отборка поделок в наших условиях металлич. голода, который остается на всем протяжении пятилетнего плана, приобретает особо важное значение. Часть отсортированных поделочных материалов м. б. использована без предварительной обработки, другая же—после незначительного ремонта; так, обрезки сортового железа и стали широко применяются в крестьянском обиходе и кустарной промышленности; оси толщиной вЗОлш, длиной не менее500лш(нз-еогнутые) употребляются для прокатки мелкосортного железа; листовое железо—для прокатывания тонкой жести; котельное железо (без заклепок), если оно разрезано соответствующим образом,—для прокатывания тонкой жести, а иногда для выработки штамповочных изделий; старые рельсы (негнутые) .применяются в строительном деле и для прокладки небольших путей местного значения; кровельное железо соответствующего размера (непродырявленное) идет на ремонт крыш. Цветными поделочными материалами при незначительном ремонте являются вентили, краны, гайки, дверная и оконная арматура ит.д., а также подшипники, которые в большинстве случаев требуют только заливки баббитом. Сортировка лома цветных металлов производится по видам металлов (красная медь, свинец, цинк, латунь, бронза и т. д.) и по сортам.
Сортировка лома черных металлов производится или на сортировочно-разделочных площадках при з-дах-потребителях или на базах в местах концентрации заготовки лома. Сортировка лома черных металлов в среднем обходится по 6 р. за т, а разделка—9 р. Сортировка цветных металлов производится в СССР в особых сортировочных базах (смотрите схему) на длинных вогнутых сортировочных столах, к которым краном (за границей конвейерами) подаются бочки со смешанным цветным ломом. По обеим сторонам этого стола за сортировщиками расположен целый ряд ящиков, из которых каждый заполняется одним сортом определенного вида лома. Более примитивная сортировка производится у самих отвалов цветного лома без специальных приспособлений. Стружка же цветных металлов на сортировочных базах очищается от железных примесей посредством магнитных сепараторов. В США в ломовой промышленности имеются даже специальные сортировочные фабрики, на которых сор-
тировка полностью механизирована. Сортировка лома цветных металлов в СССР в среднем обходится в 7 р. 50 к. за т, а разделка— 3 р. за т.
Разделка Л. м. Для завалки в плавильные печи лом черных металлов должен быть предварительно приведен вгабаритный в и д, то есть получить размеры соответственно размерам завалочных окон плавильных печей. Эти размеры для черных металлов колеблются от 1200 х 800 х 500 миллиметров до 1 800 х 700 х 600 миллиметров. Кроме размерного габарита предусматривается также и весовой габарит, который для черного Л. м. в среднем считается 0,5 т, а для цветного Л. м. 0,1 тонна Разделка негабаритных массивов, как то: паровозов, тендеров, мостовых ферм, морских и речных судов, церковных колоколов и т. д., производится различными способами. При тонких сортах железа применяется как в СССР, так и в Германии ручной способ— зубилами; при толстых—применяются автогенные (кислородно-ацетиленовые или кислородно-водородные) аппараты; предметы, состоящие из прямых листов (прямоугольные баки, корабельные корпуса и т. д.), разрезаются машинными ножницами. При разборке затопленных мостовых ферм, морских и речных судов, литейных козлов применяются подрывные работы, а также и автогенные аппараты, работающие под водой. Следует указать, что наиболее сложные операции разделки Л. м. производятся гл. обр. по объектам ж.-д. транспорта.
Процесс разборки и разделки паровозов произво-дится следующим образом. Прежде всего разбирают и снимают все наружные движущиеся механизмы, как то: части управления, сцепления, кулисы и т. д. Полученный при этом металл сортируется. Весь баббит тут же выплавляется и одновременно все металлич.
Т. Э. т. XII.
части обжигаются для удаления грязи и машинного смазочного масла. Далее снимаются обшивка и будка, из которых выкраиваются отдельные листы железа, годные для потребления в качестве листового материала. Вся арматура выделяется отдельно. Затем приступают к съемке котла соответствующими подъемными кранами. Рама с кареткой отодвигается для дальнейшей разборки. Чугунные части снимаются с рамой до или после съемки котла, рама освобождается от всех прикрепленных к ней частей, а скрепления самой рамы по возможности разъединяются настолько, чтобы она еще держалась на колесах для откатки до предназначенного места, где уже окончательно разбирается и разрезается на куски. Дальнейшая разделка рамы производится резкой автогенным способом на части требуемого размера. Этот способ не является самым дешевым, но зато наиболее быстрым и простым. У котлов в первую очередь вытаскивают трубы из пароперегревателя; затем расклепывают и удаляют дымовую коробку, после чего расклепывают переднюю дымогарную стенку. Со стороны огневой коробки отделяют столько железных листов, чтобы можно было освободить дымогарные трубы, после чего вытаскивают всю систему жаровых труб. Продольную часть котла расклепывают или автогенным способом разрезают. Пульмановские тележки разбираются двояко: если они состоят из многих отдельных частей, то целесообразно их не расклепывать, а резать автогенным или иным способом на мартеновский лом; если же тележки составлены из небольшого количества склепанных частей, то удаляют все винты, болты и закрепки и таким путем извлекают отдельные железные куски. Разделка скатов вагонных и тендерных сводится к выбивке осей гидравлич. или копровым способом и съемке бандажей с колес; чугунные же колеса целиком, как и всякий негабаритный чугун, разбиваются на габаритный под копром и в таком виде идут на переплавку.
Количество негабаритного черного Л.м., собранного Рудметаллторгом, приводится в таблице 3.
Таблица 3 —К оличество лома черных металлов, собранного Рудметаллторгом.
| Годы | Всего принято лома в т | В том числе негабаритного в т | % содержания негабаритного лома |
| 1923/24. | 84 996 | 22 998 | 27,0 |
| 1924/25. | 416 602 | 193 454 | 46,4 |
| 1925/26. | 551 185 | 300 606 | 54,4 |
| 1926/27. | 551 355 | 280 170 | 50,8 |
| 1927/28. | 638 026 | 358 241 | 56,1 |
Разделка лома цветных металлов имеет целью:во-первых,отделение от лома цветных металлов лома черных металлов (например железных фланцев от машинных труб); во-вторых, разделение изделий, состоящих из нескольких видов цветных металлов, на отдельные группы (красномедные трубы с бронзовыми фланцами или бронз, подшипники с баббитом); в-третьих, отделение от цветного лома посторонних примесей (например латунных цоколей от стекла и гипса или бронзовой и латунной арматуры от мраморной доски); в-четвертых, освобождение лома от механическ. примесей; в-пятых, обезвреживание лома цветных металлов военного происхождения (винтовочных ов и прочие). Разделка цветного лома производится как холодным способом (разрубка, разб вка), так и горячим (выплавка баббита из подшипников, обжиг кабелей).
Прессовка Л.м. Нек-рые виды Л. м. предварительно прессуются, пакетируются, брикетируются, штампуются и т. д. К таким видам Л.м. относятся гл. обр. менее ценные сорта его, например старое кровельное железо, стружка и т. д. Сюда также можно отнести разбитые и разделанные пустотелые предметы (обрезки труб и так называемым бытовой лом).
9
Этими операциями достигается: а) легкое обращение с пакетами и скорая их нагрузка, б) полное использование грузоподъемности ж.-д. вагонов, в) максимальное использование возможностей плавильных печей, г) значительное, уменьшение процента сгорания материала во время переплавки, д) экономия топлива, е) экономия места и времени. Пакетирование производится гидравлик. прессами разных типов и систем, из которых наиболее усовершенствованным считается пакетир-пресс типа «Saxon» герм, фирмы Lindemann — Schnitzler. Последний имеет большую загрузочную шахту и допускает к прессованию различные предметы самых разнообразных форм; заваленные в шахту ломовые объекты предварительно спрессовываются крышкой шахты,
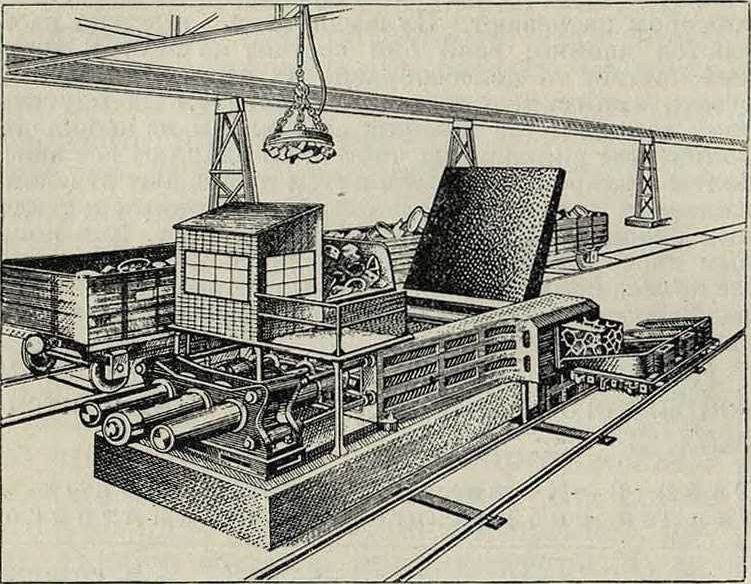
Фигура 1.
приводимой в действие гидравлич. насосом; после предварительной прессовки находящийся в шахте материал спрессовывается окончательно с двух сторон действием двух поршней, которые работают в различных направлениях (под прямым углом). Этот пресс (фигура 1) работает под давлением 300 atm. Шахта наполняется металлом посредством магнитного крана; специальное приспособление выравнивает загруженный материал. Готовый пакет выбрасывается из бокового люка либо на вагонетку либо на подъемный лоток. Производительность пресса Saxon— 15 пакетов в час, весом каждый в 500 килограмм. В табл. 4 приведены характеристики разных моделей этого типа прессов.
Прессы американской системы низкого и среднего давления применяются для пакетирования кровельных обрезков и тонкого листового скрапа, прессы же высокого давления—для брикетирования (смотрите) стружки. Емкость загрузочной коробки прессов низкого давления, приводимых в действие ручным способом, большей частью не превышает
800x3 800x915 миллиметров, а получаемый пакет— 800x380x500 миллиметров. Прессы среднего давления, действующие от электромотора зубчатой системой, служат для пакетирования, выштамповки, высечки и выдавки отходов от производства, а также стружки цветных металлов. Наиболее типичным прессом этой модели считают прессы американской системы Logemann Bros следующего стандартного размера:
Размер загрузочной коробки. 864 х 711 х 292 миллиметров
Размер пакета.. 305×305×392 »
Производительность в тег/ч. 335—670
Вес пакета в килограммах. 18,0—33,5
Потребная мощность в ip. 5
На некоторых заводах СССР применяются пакетировочные прессы и других фирм. Так, на заводе «Красный путиловец» в Ленинграде работает пресс английской фирмы Wellman Seaver & Heder с зубчатой передачей, о 3 моторах в 85, 40 и 15 1Р, к-рый дает пакеты весом от 400 до 800 килограмм при производительности 3—4 пакета в час. На заводе им. Петровского в Днеппопетровске действует пресс фирмы Lanchgammer, производительность которого 150 тонн в сутки, дающий пакеты размером 600 х 700 х 1 500 миллиметров.
Пресс работает от электрического мотора.
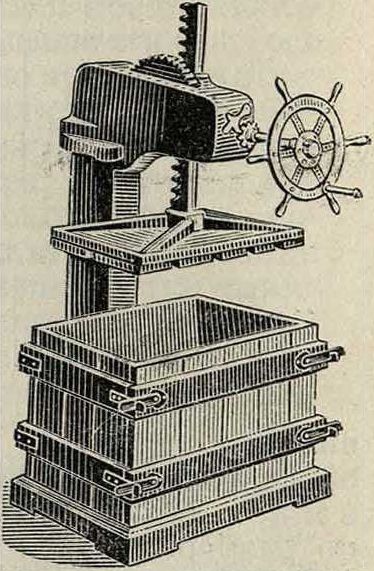
Подъем пакетов производится при помощи электромагнитной л е-пешки. У казанные стационарные системы пакетир-прессов применяются в пунктах крупной концентрации этих видов Л. м. В местах же накоплений более мелких партий применяются ручные передвижн. прессы. К этой системе относится тип БаЬе!, отличающийся весьма простой и удобной конструкцией (фигура 2). Этот пресс представляет собою ящик размером в 3 500 х 500 х 750 миллиметров, обитый листовым железом; передняя стенка ящика снимается, а боковые повертываются в сторону. Крышка опускается в ящик ‘при помощи колеса и зубчатой рейки. После полной загрузки ящика Л. м. (гл. обр. кровельным железом) моделей крышка опускается, и под большим давлением производится пакетировка, после чего снимают переднюю стенку и, повернув боковые, вынимают готовые пакеты размером 350 х 500 х 400 миллиметров (вес пакета от 30 до 50 килограмм); производительность пресса 4—6 пакетов в час.
Цены на Л. м. Средние рыночные цены в настоящее время на лом черных металлов (франко-вагон станция назначения) за одну т следующие: железо-стальной лом 33 р. 98 к., кровельные обрезки 23 р. 53 к., стружка 16 р. 64 к., лом машинного чугуна 54 р. 94 к. и сборного чугуна 51 р. 89 к.", причем лом должен быть без примеси цветных металлов, не ржавый, без грязи и вредных примесей (эмали-
Таблица 4. — Характеристика различных п р е с с о в.
| Модели | Размер шахты В миллиметров | Размер пакета в миллиметров | Вес пакета в килограммах | Колич. пакетов в час |
| Saxon. | В 800x3 300X1 050 | 600 х 800 х 1 500 | 1 500 | 10 |
| Mi tan. | 3 500X2 800X850 | 600 х 600 х 1 300 | 1 000 | 12 |
| С i lan | 2 350x2 000x800 | 400 х 600 х 1 200 | 500 | 15 |
| Budan. | 2 350 X1 600 х 800 | 400x600x800 | 350 | 15 |
рованных, освинцованных, луженых предметов). Цены (франко-вагон станция отправления) за т: на лом красной меди 670—850 р., алюминиевый 550—1 000р., цинковый 290— 340 р., свинцовый 260—350 р., никелевый 1490—1 695 р., оловянный 2 030—2 155 р., латунный 480—670 р., томпаковый 670— 740 р., бронзовый 670—915 р. и мельхиоровый 500—1 000 р.
Перспективы ближайших лет по заготовке лома как черных, так и цветных металлов весьма обширны, т. к. проводимая реконструкция всей системы нашей промышленности и увеличение производственной программы металлообработки значительно усилят приток лома от демонтажа оборудований, нормальных свежих отходов производства и наконец от транспорта, за счет смены верхнего строения пути и подвижного состава. В соответствии с указанными перспективами и построен пятилетний план ломозаготовок (табл. 5). Основным монополь-
Табл, δ.—П яти летний план заготовок металлич. лома (в тыс. тонн).
| Виды лома | 1928/29 Г. | 1929/30 г. | 1930/31 г. | 1931/32 г. | 1932/33 г. |
| Лом черных металлов. | 900 | 1 880 | 2 080 | 2 620 | 3 430 |
| Лом цветных металлов. | 29 | 66,6 | 88,5 | 116,1 | 132,7 |
ным заготовителем, снабжающим Л. м. про-мышленность СССР, в соответствии с постановлениями СТО от 6 ноября 1928 г. и от 16 декабря 1929 г., является акц. об-во Руд-металлторг, находящееся в ведении ВСНХ СССР, к-рое осуществляет заготовку и сборку Л. м. как своим заготовительным аппаратом, так и при посредстве контрагентов: Центросоюза, Всекопромсоюза, Жи, отновод-союза, Госторга, Укрутильсбора и др.
Лит.: Розовский С. 3., Металлич. лом и его использование, ч. 1, М., 1924; В а л к Г. И. и Иванов С. В., Рынок лома цветных металлов до мировой войны и в настоящее время, «МС», 1929,10; их же, Рынок лома черных металлов до и после мировой войны, «Металл», М., 1929, 4; их же, Методология исчисления видимого выхода товарного лома цветных металлов в СССР, «Цветные металлы», Москва, 1930, 5; В а л к Г. И., Проблема ломозаготовок на широком рынке СССР, «Бюллетень Моек, товарной биржи», М., 1930, 6; е г о ж е, К вопросу о заготовке лома черных и цветных металлов кооперацией, «Советская торговля», М., 1929, 31; е г о ж е, Проблема заготовит, цен на лом черных металлов, «Бюллетень Моек, товарной биржи», М., 1929, 140; Длин ер И., Пакетирование тонкого листового металлич. скрапа и стружки, «Техника производства», Л., 1926, 12; Б о л т е н г а-r е н Л. К., Железный лом в иностр. сталеделатель-иой промышленности, «Металл», М., 1928, 11; Афанасьев В. А., Перспективы сборки лома в СССР и его важнейших районах, там же, 1929, 8; Гулин В. С., О производстве вторичных цветных металлов, там же, 1928, 11; Д а и и л о в и ч Н. А., Потребление цветных металлов и их ломов, там же, 1929, 2; Бай маков Ю. В., Переработка ломов и отбросов промышленности цветных металлов, «Труды 2-й Всесоюзной конференции по цветным металлам», М.—Л., 1927, т. 1, вып. 2, стр. 625; Рольщиков В. П., Переработка лома, отходов и отбросов белых металлов и их сплавов, там же, стр. 654; Б е р л и н г Н. И., Роль вторичного металла в промышленности цветных металлов на примере Соед. Штат в Северной Америки, там же, стр. 678; МоЬгЕ., Der Schrothan-<iel, Dusseldorf, 1924; Klinger К., Schrothandel u. Schrotverwendung, Dusseldorf, 1924; Manlove G. a. Vickers C., Scrap Metals, New York, Cleveland, 1925. Г. Вали.