 > Техника, страница 59 > Магниты постоянные
> Техника, страница 59 > Магниты постоянные
Магниты постоянные
Магниты постоянные, в простейшем виде бруски закаленной стали, предварительно намагниченные. От каждого М. п. требуется, чтобы после намагничивания остаточное намагничение оставалось практически постоянным во времени и не изменялось под влиянием сотрясений, повышений температуры и внешних магнитных полей. Ослабление магнетизма М. п. с теч. нием времени обусловливается лишь структурными изменениями стали, которые нельзя устранить. Возможно лишь искусстве нно ускорить эти процессы и «состарить» М. и., что достигается структурной стабилизации и (смотрите ниже). Температура сотрясения, внешние магнитные поля в качественном отношении оказывают одинаковое действие на М. п.— остаточное намагничение его уменьшается.
Различают обратимое магнитное состояние магнита и необратимое. Последнее характеризуется тем, что после возД!Йствия указанных факторов магнитное состояние магнита не восстанавливается. Если же магнит приведен в обратимое состояние (искусственная магнитная стабилизация), то сотрясения на него не влияют, при нагревании же или во время действия размагничивающего внешнего поля намагничение уменьшается; после их устранения магнит снова приходит в прежнее состояние.
Производственные процессы изготовления М. п. Наиболее ответственными производств иными процессами являются гнутье, закалка, структурная стабилизация, намагничивание и магнитная Стабилизация. Как правило всякая тепловая обработка (исключая закалку) ухудшает магнитные свойства, особенно если нагревание продолжит! льно и происходит при I° выше точки магнитного πρι вращения. Поэтому не следует долго нагревать сталь перед гнутьем магнитов и по возможности делать это при низких <° (750—850° для вольфрамовой и хромистой стали). Во время нагрева сталь не должна подвергаться сильному действию окисляющ“ го пламени во избежание обезуглероживания с поверхности. Кебгтльтовые и кобальт-хромовые стали не допускают сгибания или штамповки в холодном состоянии. Для сгибания рекомендуется t° нагрева 1 000°, штамповку следует начинать при ί° 1 000° и продолжать, пока t° не упадет до 700°. После сгибания магниты рекоменду< тся помещать в песок или угольный порошок, чтобы исключить возможность закалки на воздухе. Отжига магнитов следует избегать. Если же это необходимо, продолжит! льность нагревания не должна пр< вышать 4 ч. Для М. п. из хромистой вольфрамовой стали максимальная темп-pa нагрева 600—680°, для кобальтовых и кобальт-хромовых 650—700°, причем для последних продолжительность нагрева не должна πρι вышать 30 мин.; охлаждение в спокойном воздухе. Форму М. п. следует выбирать такой, чтобы после сгибания или штамповки можно было ограничиться минимальной холодной обработкой (например сверл ние отверстий).
Закалка. Нагревают М. п. в муфельной, газовой или электрич. печи или еще лучше в электрич. печи с сол.вой ванной. Темп-pa нагрева зависит от сорта стали, сечения и формы М. п. и от закалочной среды. М. п. из углеродистой, вольфрамовой и хромистой стали обычно закаливают в проточной воде или же в масл ί° 20°. Наилучшие условия закалки получаются при ί°, указанной ниже в табл.
Наивыгоднейшие условия закалки.
| Сорт стали | Температура закалки | Закалочная среда |
| Углеродистая. | 750—770 | Вода |
| Вольфрамовая. | 800—860 | » |
| Вольфрамовая. | 840-900 | Масло |
| Хромистая. | 800—830 | Вода |
| *. | 820—850 | Масло |
Нижний предел ί° относится к Μ. п. малого сечения, верхний—большого сечения. Закалка вольфрамовых М. п. в масле применяется только для малых размеров и сложной формы. Выдержка при указанных f° ~ 5 метров Нагревание следует вести в таких условиях, чтобы не было обезуглероживания стали с поверхности. При закалке М. п. с отверстиями рекомендуется замазывать их шамотовой массой. Во избежание искривлений перед погружением в ванну М. п. зажимают в щипцах сообразно форме его. Погружение в ванну должно быть быстрым, чтобы предотвратить возможное выделение тростита, сильно ухудшающего магнитные свойства. С точки зрения микроструктуры правильно закаленный М. п. должен иметь мелкозернистую структуру с максимальным количеством растворенного углерода в а-же-лезе. Нерастворенных слабомагнитных карбидов должно быть в смеси минимальное количество.
Для получения наилучших магнитных свойств М. п. из кобальтовой и кобальт-хромовой сталей подвергаются тройной тепловой обработке перед закй. Обработка англнйск. кобальт-хромовых сталей состоит из следующих операций. 1) Нагревание М. п. до 1150—1200°, выдержка около 5 минут и охлаждение на воздухе. Цель этой операции — перевести в раствор карбиды, выделившиеся при предшествующей тепловой обработке в процессе производства стали. Если она проведена правильно, материал приобретает структуру немагнитного аустенита. Нагревание рекомендуется вести в ванне с расплавленным хлористым барием. Если же нагревание происходит в газовой или электрич. печи, необходимо М. п. помещать в железную коробку с древесным углем, чтобы избежать окисления и выгорания углерода. 2) Нагревание в течение 30 метров при 700—750°. М. п. помещают в печь, уже нагретую до i°~750°. Эта операция требуется для превращения у-железа, образовавшегося при первой тепловой обработке, в α-железо. Превращение сопровождается резким мгновенным повышением (°М.п. по сравнению с темп-рой печи. Для контроля на М. п. помещают кусочек соли с <°ил. 750°. Как только М. п. начнут охлаждаться, их вынимают из печи и оставляют на воздухе. Сталь оказывается сильно магнитной, но магнетизм ее неустойчив. 3) М. п. помещают в печь, нагретую до 1 050°. Когда они нагреваются до t° 970—1 000° (в зависимости от сорта стали; чем больше содержание кобальта, тем выше темп-ра), о чем судят по расплавлению кусочка соли, положенного на М. п. и имеющего соответствующую t°njl., их вынимают из печи и оставляют охлаждаться на воздухе. М. п. небольшого сечения (около 6 х 12 **) охлаждают в спокойном воздухе, М. п. большего сечения охлаждают в умеренной струе вентилятора или в масле. Для получения однородности материала закаливаемый М. п. охлаждают вначале на воздухе, и, как только он начнет притягиваться намагниченным М. п., погружают его в масло (20°). Продолжительность нагревания до указанных выше <° ок. 15 метров После первой тепло вой обработки рекомендуется выждать 12 ч. и затем приступить ко второй операции. Тепловая обработка перед закй нем., кобальт-хромовых сталей (т. н. коэрцитов завода Круппа) также состоит из трех операций: 1) нагрев до 1 200°, выдержка 5 минут и охлаждение в воде; 2) нагрев до 650° и охлаждение на воздухе; 3) коэрцит 1 нагревают до 930°, коэрцит 2—до 900°, коэрцит 3—до 880°. Закалка в воде (20°). М.п. из японской кобальтовой стали «К. S.» закаливают в масле (20°) при 930—960°. Как общее положение для всех сортов стали, более высокая температура закалки обусловливает большую коэрцитивную силу и меньшую остаточную индукцию.
Структурная стабилизация (искусственное старение). С течением времени намагниченный М.п.вследствие структурных изменений постепенно теряет свой магнетизм, главным образом в-первые часы после закалки. Наиболее заметно уменьшается коэрцитивная сила. Путем искусственной стабилизации можно привести М. п. в практически устойчивое структурное состояние. Наиболее удобным способом стабилизации является нагревание при 100° (кипячение). Нагревание при 100° в течение 8 ч. приводит М. п. в устойчивое структурное состояние на многие годы. По данным Эвершеда К нагревание при 100° в течение 1,1 ч. равноценно годичной выдержке при комнатной ί°. Структурную стабилизацию следует проводить до намагничивания, чтобы после намагничивания М. п. подвергался возможно меньшим производственным операциям.
Намагничивание магнитов производится различными способами в зависимости главным образом от формы их. Короткие прямолинейные М. п. можно намагничивать на мощном электромагните, помещая М. п. между полюсными наконгчниками. Длинные прямолинейные М.п. лучше всего намагничивать в пустотелой катушке, питаемой постоянным током такой длины, чтобы М.п. находился в равномерном поле. Намагничивание подковообразных М.п. производят при помощи катушек, надеваемых на ножки М. и. Катушки питаются постоянным током. Если же М. и. по своей форме и размерам не позволяет надеть катушки, прибегают к намагнйчиванию на медной шине постоянным током до 10 000 А. Шина, на которую надевают М. п., должна по возможности заполнять весь просвет его. Практически весьма удобным способом, дающим хорошие результаты, является намагничивание при помощи трансформатора, питаемого постоянным током (способ Шульце [2]) или переменным током нормальной частоты (способ Воскресенского [3]). Вторичная обмотка такого трансформатора представляет короткозамкнутый виток (медная шина), на который надевают М.п. При выключении первичной цепи в коротко-замкнутом витке получается большой импульс тока, благодаря чему М. п. намагничивается до насыщения. Яновским [4] предложен способ намагничивания одновременным действием постоянного тока и переменного нормальной частоты. На ножки М.п. надевают катушки, питаемые постоянным током. М. п., замкнутый якорем, вместе с катушками помещают в пустотелую катушку, включенную в сеть переменного тока. Включают постоянный ток, затем переменный. После этого М. п. с катушками вынимают из катушки переменного тока, размыкают переменный и затем постоянный ток. Напряжение поля переменного тока должен быть ~ 500 гауссов для М. п. из вольфрамовой стали и ей подобных, поле же постоянного тока м. б. в два раза меньше, чем при намагничивании одним постоянным током. Во всех случаях при намагничивании магнит должен быть замкнут якорем из мягкого железа большого сечения. Чтобы намагнитить М. •п. до насыщения, необходимо, чтобы напряжение намагничивающего поля было порядка 400 AW на 1 сантиметров длины М. п., если он сделан из углеродистой, хромистой или вольфрамовой стали, и не меньше 1000 AW на 1 см—для кобальтовых и кобальт-хромовых М. п.
Магнитная стабилизация имеет целью привести намагниченный М. п. в устойчивое обратимое состояние (смотрите выше). Наиболее совершенный способ—частичное размагничивание переменным магнитным полем с постепенно убывающей до нуля амплитудой, что осуществляется переменным током. На М. п. надевают катушки, питаемые переменным током, и затем медленно вынимают магнит постоянный, благодаря чему он находится под воздействием медленно убывающего размагничивающего поля. Для магнитной стабилизации можно применить трансформатор с короткозамкнутым вторичным витком (смотрите выше). Во вторичной цепи силу переменного тока постепенно уменьшают до нуля от некоторого максимума. Начальную амплитуду размагничивающего поля выбирают в соответствии с тем, какие внешние магнитные поля или эквивалентные им размагничивающие факторы можно ожидать в условиях работы М. п. При магнитной стабилизации магнит должен быть разомкнут. Всякое изменение магнитного сопротивления М. п. нарушает его устойчивость. Стабилизировать М. п. следует в том виде, в каком он будет установлен в приборе. Стабилизированный М. п. оказывается устойчивым при сотрясениях, а также ведет себя обратим: о при изменениях t°. Магнитная стабилизация обеспечивает обратимое состояние при действии внешнего магнитного поля, составляющего около 70% величины начальной амплитуды размагничивающего поля. До стабилизации намагниченные М. п. с большим.расстоянием между ножками рекомендуется хранить в замкнутом состоянии, магнитностабилизированные же М. п. следует хранить в разомкнутом состоянии.
Магнитные характеристики постоянного М. п. данной формы и размеров определяются из участка гистерезисной кривой между остаточной индукцией Вг или остаточной напряженностью намагничения J,. и коэрцитивной силой Нс (фигура 1), полученной при испытании самого магнита в замкнутой магнитной цепи или образца стали, из которой сделан М. п. При размыкании магнитной цепи остаточная индукция в нейтральной зоне М. п. уменьшается до некоторой величины BN (соответственно Jy), что зависит от размеров, формы М. п. и качества стали, то есть от формы кривой Вг и Яс. Уменьшение остаточной индукции обусловливается появлением свободных магнитных масс на концах М. п., вызывающих саморазмагничивающее действие. Кроме того распределение потока в разных сечениях М. п. по длине становится не одинаковым: максимум в нейтральном сечении и постепенное убывание к концам. Саморазмагничивающее действие магнита постоянного характеризуется коэфициентом размагничивания (фигура 1)
JN
где JΝ—остаточная напряженность намагничения Μ. π., Я—соответствующее напряжение поля. Практически часто за коэф-т размагничивания принимают отношение ^,
где BN—остаточная индукция М. п., =
= 4яJjf—H. Коэф-т размагничивания зависит от формы и .размеров М. п. и для данного М. п. практически постоянен. Различают коэф-т размагничивания баллистический, если JN измерена в нейтральном сечении М. п., и магнитометрический, когда J N является средней величиной для всего М. п. (измерена магнитометром). Последний имеет значение гл. обр. при расчетах прямолинейных М. п. Коэф-т N можно точно вычислить только для М. п. в форме эллипсоида вращения.
(для эллипсоида вращения вокруг большой оси), где р =, если а и b соответствен но большая и малая полуось эллипсоида. Коэф-т размагничивания для других форм
M. п. можно определить только эксперимен тально, измеряя Jж или BN и нанося их на кривую соответственно J,.HC или ВГНС для материала, из которого сделан μ.ιγηι,τ постоянный (фигура 1). Обратно, зная Ν, нетрудно найти из кривой JN или BN. Обычно Я и J наносят в разных масштабах, и при построении угла dj (tg α= ) необходимо N
” JV
умножить на отношение масштабов II и Jw. Практически удобно пользоваться методом Асколи для построения углов а. Для ординаты J= 1 000 проводят линию, параллельную оси абсцисс, и на ней откладывают значение N в масштабе в 1 000 раз большем масштаба для Я. Находят на этой прямой точку, соответствующую данной величине
N, и соединяют ее с началом координат. Коэфчциент размагничивания тем больше, чем короче М. п., чем больше его сечение, и обратно. Коэф-т размагничивания важно
0.08 ом
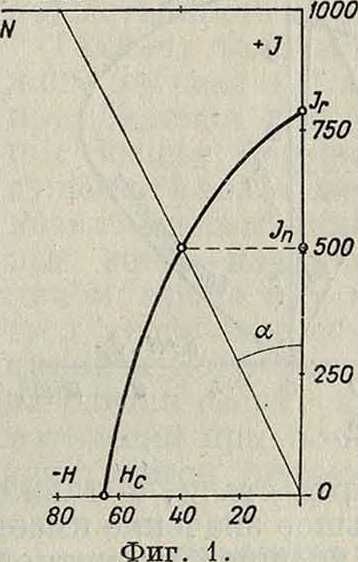
знать при выборе сорта стали для данной формы и размеров М. п.; например, если N не велик (N=t" at) и от Μ. п. требуется получить возможно больший поток, выгоднее применить сталь с характеристикой 1 (фигура 2). Когда N велик (Ν=tga2) или М. п. подвергается во время работы сильному размагничивающему действию, следует предпочесть
сталь 2. При выборе сорта стали, а также при расчетах М. п. большое значение имеет величина максимальной внешней магнитной энергии, которую может М. и. поддерживать во внешнем пространстве. Внешняя магнитная энергия 1 ем3 стали определяется для любой точки кривой ВГН0 как произведение индукции на соответствующее напряжение поля, разделенное на 8я. На ф ir. 2 в правой части построена кривая магнитной энергии в ф-ии индукции. Чем больше максимальная энергия 1 см3 стали, тем меньше требуется объём М. п. для заданного напряжения поля в воздушном зазоре. При выборе формы и размеров М. п. для данного сорта стали следует стремиться к тому, чтобы магнитное состояние при средней индукции (по длине) было близко к тому, при котором наблюдается максимум магнитной энергии. При окончательном выборе стали необходимо принимать во внимание влияние магнитной стабилизации, уменьшающей остаточное намагничение М. и. О расчете постоянных М. п. подковообразной формы см. работы ЭверШеда [6] и Пику [®], прямолинейных цилиндрических—работу Яновского [7]. О сталях, применяемых для изготовления М. п., см. Магнитные материалы.
Применение Μ. π. 1) Электрич. измерительные приборы [амперметры, вольтметры и др. (фигура 3), электрич. счетчики (фигура 4), магнето (фигура За, 5)]. В большинстве случаев в этих приборах применя
Фигура 4.
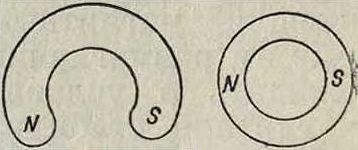
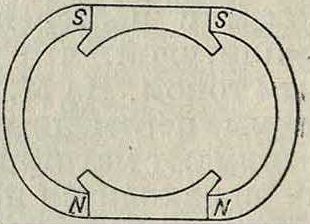
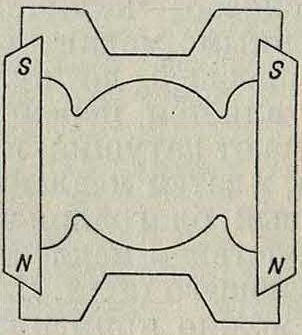
ют подковообразные М. и. Из кобальтовой и кобальт-хромовых сталей возможно изготовление М. п. меньших размеров и упрощенной фчрмьт (фигура5). 2)Телефоны,громкоговорители (фигура 6). 3) В компасах и инклинаторах М. и. имеют вид пирамидальной стрелки или цилиндрических стерженьков (авиационные, морские компасы), в магни тометрах—цилиндрич. стержней. 4) Для магнито-электрич. генераторов, если М. п. неподвижны, применяют подковообразную форму (вольфрамовая сталь) или подобно тому, как показано ниже на фигуре 5 (кобальтовые магниты), или же в виде стержней, собранных на вращающемся колесе (кобальтовые М. п.).
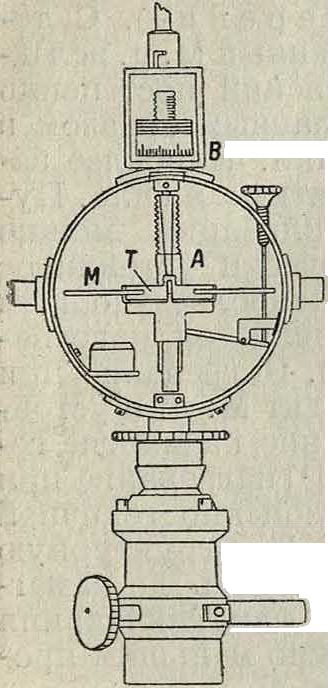
Испытание М. п. в большинстве случаев сводится к измерению остаточной индукции в нейтральном сечении при помощи баллистич. гальванометра или флюкс-метра, к которым присоединяют катушку, надетую на М. п. Сдергивая катушку с нейтрали М. п., наблюдают отклонение гальванометра а. Остаточную индукцию By вычисляют по ф-ле: By=gn", где С—постоянная гальванометра в единицах магнитн. потока на 1 деление по шкале, для данного сопротивления, на которое замкнут гальванометр, S сечение М. п. в см2, п2—число витков измерительной катушки. Фирмы Сименс и Галь-ске, Гартмана и Брауна изготовляют приборы (магнитометры), позволяющие измерять приближенно Вж и коэрцитивную силу под-
Фигура 5.
ковообразных М. и. По конструкции приборы аналогичны магнито-электрическим измерительным приборам. Стационарный постоянный М. п. заменяется испытуемым. Приборы очень удобны для массовых сравнительных испытаний однотипных М. и., абсолютная же точность их невелика. Опреде- фигура 6.
ление части гистерезисной кривой между Вг и Нс как правило производится не на готовых М. п., а на образцах из того же материала, нормальными способами, принятыми в магнитных измерениях. Получение всей этой кривой на готовом М. п. сопряжено с большими технич. затруднениями, а для некото рых форм совершенно невыполнимо. Измерение остаточной индукции в замкнутой цепи Вги коэрцитивной силы Нс для некоторых форм М. и. можно выполнить без особого труда на готовом М. п. На М. п. в нейтральном сечении надевают измерительную катушку, соединенную с флюксмет-ром. На ножки М. п. надевают намагничивающие катушки. М. п. замыкают плотно пригнанным якорем, сечение которого в несколько раз болшхе сечения М. п., и в замкнутом состоянии намагничивают. После намагничивания якорь отрывают, замечая при этом отклонение флюксметра, пропорциональное Вг—Вж (фигура 2). Сдергивая затем измерительную катушку с нейтрального сечения, получают отшгонение,
пропорциональное BRт. Сумма обоих отклонений пропорциональна Вг. При измерении Нс, испытуемый М. п. помещают в пустотелую намагничивающую катушку такой длины, чтобы М. п. находился в достаточно равномерном поле. На М. и. надевают катушку, которая может сдергиваться с него. М. п. намагничивают, устанавливая соответствующий ток в намагничивающей катушке. Затем ток постепенно уменьшают до нуля, изменяют направление, устанавливают вначале небольшую силу тока, постепенно в дальнейшем повышая ее. Каждый раз наблюдают отклонение гальванометра при одергивании измерительной катушки. Коэрцитивная сила равна тому напряжению размагничивающего поля (вычисляют по ампервиткам намагничивающей катушки), при которой гальванометр не будет давать отклонения в момент одергивания измерительной катушки.
Лит.: >)Eversbed S., Permanent Magnets in Theory a. Practice, «Journal of the Institution of the Electrical Engineers», L., 1925, v. 63, 354, p. 725; *) S c h u 1 z e E., Ein einfaches Verfahren zum Magne-tisieren топ permanenten Magneten, «ΕΤΖ», 1928, B. 49, H. 26, p. 969; s) Воскресенский В. A., Метод получении мгновенных импульсов тока большой силы и применение этого метода для намагничивания постоянных магнитов, «Электричество», М.—Л., 1927, 5, стр. 168; *) Я н о в с к и и Б. М., Намагничивание постоянных магнитов одновременным действием постоянного и переменноготоков, «Электричество», М.—Л., 1928, 1—2, стр. 16;s) Eyershed S., Permanent Magnets in Theory a. Practice, «Journal of the Institution of the Electrical Engineers», L., 1920, v. 58, 295, p. 780; ·) Picou E. V., Les aimants, leur calcul et la technique de leurs applications, P., 1927; 7) Я и о в с к и и Б. М., Расчет постоянных магнитов прямолинейной формы, «Временник главной палаты мер и весов», Л., 1929, вьш. 3(15), стр. 222; *) е г о же, Методы получения устойчивых магнитов в магнитометрах для измерения горизонтальной составляющей земного поля, «Журнал геофизики и метеорологии», Л., 1929, т. 6, вьш. 1, стр. 3; *) Т h о т-р s о n S. Р., The Magnetism of Permanent Magnets, «Journal of the Instit. of the Electr. Engin.», L., 1912, V. 50, 217, p. 80 (дан перечень литературы до 1912 г.); ") Gran R. С., The Magnetic Stability of Permanent Magnets, «The Phylosophical Magazine», L., 1926, v. 2, 9, p. 521; 71) Watson E. A., The Economic Aspect of the Utilisation of Permanent Magnets in Electrical Apparatus, «Journ. of the Instit. Electr. Engin.», 1925, y. 63, 344, p. 822; “)WatsonE.A., Permanent Magnets a. the Relation of Their Properties to the Constitution of Magnet Steel, «J. I. E. E.», ibid., L., 1923, У. 61, 328. n. 641. E. Шрамнов.