 > Техника, страница 59 > Мартеновское производство
> Техника, страница 59 > Мартеновское производство
Мартеновское производство
Мартеновское производство, си-
м е н с-м а р т е н о в с к о е производст-в о, получение различных сортов литого железа и стали на поду мартеновс кой (сименс-мартеновской) печи путем переработки в ней чугуна, железного, стального и чугунного лома, брака и различи, отходов металлообрабатывающей промышл. (концы, обсечки, обрезки, стружки и т. д.).
В рабочем пространстве мартеновской печи происходят следующие процессы: 1) расплавление металлической садки, загруженной в печь; 2) нагревание полученных на поду рабочего пространства жидкого металла и шлака до требуемой ходом процесса высокой t°; 3) окисление избыточных и вредных примесей металлической садки; 4) доведение металла и шлака до требуемого состава и t°;
5) раскисление металла и его выпуск для разливки. М. п. имеет целый ряд преимуществ перед другими способами получения литой стали (бессемеровским, томасовским, тигельным и др.), а именно: 1) дает техническ. возможности перерабатывать садки самого разнообразного химич. состава, с высоким содержанием вредных примесей (серы и фосфора); 2) позволяет менять в широких пределах состав шихты, допуская работу на одном чугуне—жидком или твердом (рудный процесс), на смеси чугуна со скрапом в различных соотношениях (скрап-процесс, скрап-рудный процесс) или на одном скрапе без чугуна (карбюраторный скрап-процесс); 3) позволяет работать как на жидкой, так и на твердой завалке; 4) дает возможность получать в больших количествах металл самого разнообразного состава до ответственных сортов специальной стали включительно. Все эти преимущества привели к тому, что производство литой стали в мартеновской печи охватывает в настоящее время 75—80% всей мировой выплавки стали, являясь в большинстве случаев наиболее гибким и универсальным с технической и наиболее рентабельным с экономической точек зрения. Датой введения мартеновского процесса можно считать 1865 г., когда П. Мартен впервые удачно применил для выплавки стали на заводе в Сирейль близ Ангулема печь системы Сименса. Первая русская мартеновская печь была построена на Сормовском заводе А. А. Износковым по чертежам В. Сименса в 1869 г.
I. Топливо мартеновских печей.
До начала настоящего века генераторный газ из каменного угля и отчасти из древесного топлива был наиболее распространенным и наиболее желательным топливом для мартеновских печей. Преимущества его—до статочно высокая теплотворная способность, хорошая светимость пламени (присутствие в газе значительного количества смоляных паров и тяжелых углеводородов) и сравнительно легкая (для рабочих) регулировка процесса горения. Недостатки его— все повышающаяся стоимость хороших сортов газового угля и дров; сильное влияние колебаний состава газа на ход печи; тяжелое и дорогое обслуживание газогенераторов; переход серы минерального топлива в газ и ее воздействие на металлическую ванну; сильная влажность дровяного и торфяного газа; засорение газопроводов смолой и сажей и необходимость их периодической чистки.· Все это привело к тому, что современные мартеновские печи предпочитают вести на высококачественном топливе, допускающем применение автоматич. регулировки не только для установления требуемого качества газа (его теплотворной способности), но и для контроля самого процесса горения. В качестве такого топлива в США широко пользуются натуральным нефтяным (7 000 — 7 500 Cal/jn3) и коксовальным (4 000 — 5 000 Са1/ж3) газом, подводя его холодным (без подогрева в регенераторах) прямо в рабочее пространство мартеновской печи и сжигая при помощи особых горелок. Такой способ сжигания позволяет легко комбинировать (для сообщения пламени светимости) газовое топливо с жидким (нефть, мазут, каменноугольная смола) или Hie совсем заменить его жидким при благоприятной конъюнктуре рынка. Жидкое топливо вводится в рабочее пространство при помощи форсунок, часто самого простого устройства, и распылива-ется сжатым воздухом (3— 6 atm) или—реже—паром. Хорошие результаты дает распыление нагретым воздухом или перегретым паром (США). Число мартеновских печей, работающих в США .на генераторном газе, уменьшается с каждым годом. По тому же пути идет и европейская практика с тою только разницей, что здесь предпочтение отдается отоплению смешанным доменно-коксовальным или же доменно-коксовально-генераторным газом. Использование доменного и коксовального газа в мартеновских печах передельных заводов представляется более экономичным, чем сжигание в генераторах дорогого газового угля, дает меньшее количество серы в продуктах горения, позволяет легко регулировать теплотворную способность смеси и вести автоматический контроль процесса горения (очищенный газ). Современные мартеновские печи обыкновенно работают на смешанном газе с теплотворной способностью 2 000—2 200 Calж3 в начале плавки и 1 600— 1 800 Cal/лг3 в конце плавки. Для лучшей светимости пламени необходим хороший подогрев газа в регенераторах (разложение СН4 и других углеводородов с выделением сажистого углерода). Примесь генераторного газа в значительной степени увеличивает светимость пламени. Некоторые заводы предпочитают прибавлять к смешанному газу каменноугольную смолу, что является необходимым при работе на холодном коксовальном газе. Последний способ отопления распространен сравнительно мало на континенте Европы. В Англии предпочитают работу на генераторном газе. Переход на смешанное отопление доменно - коксовальным газом запроектирован для всех новых и реконструируемых передельных заводов СССР. Заводы Урала и ЦП О, а также заводы Швеции и Финляндии издавна вели работу в мартеновских печах на дровяном и торфяном генераторном газе. Имея хорошее светящееся пламя, газ этот дает сравнительно низкую температуру вследствие высокого содержания паров воды и не может обеспечить высокую производительность мартеновских печей.
II. Конструкции мартеновских печей.
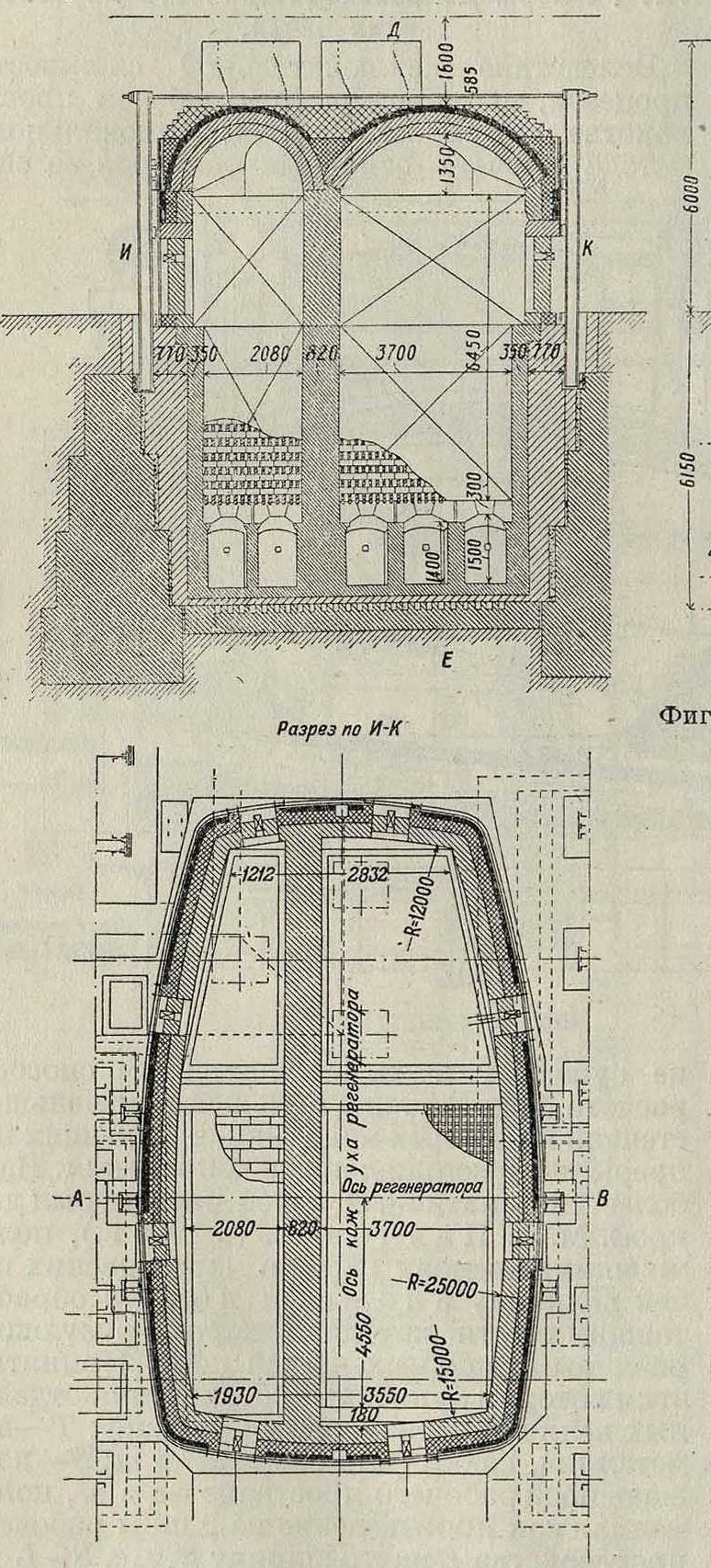
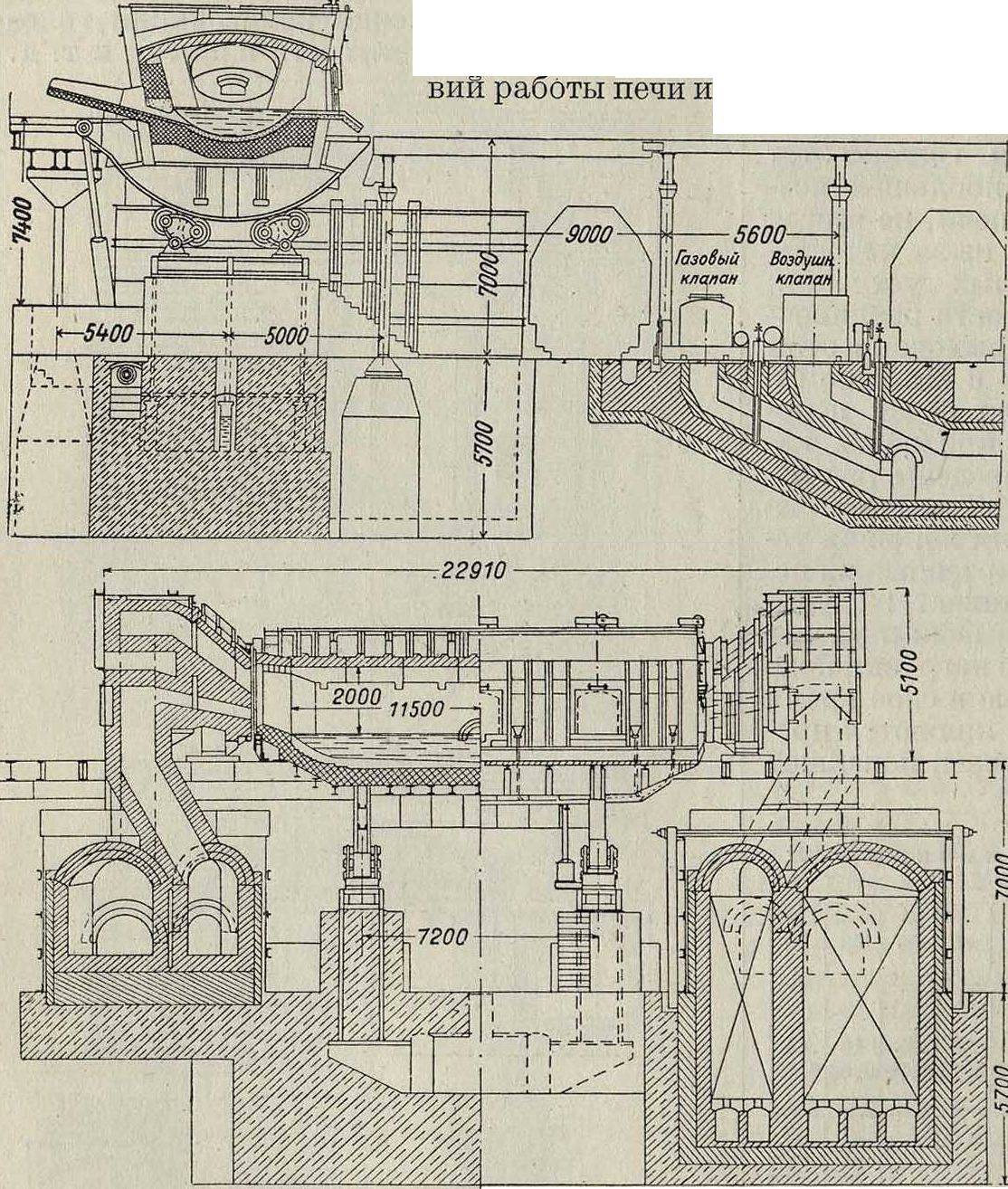
Мартеновская печь состоит из следующих частей (фигура 1): а — рабочее пространство;
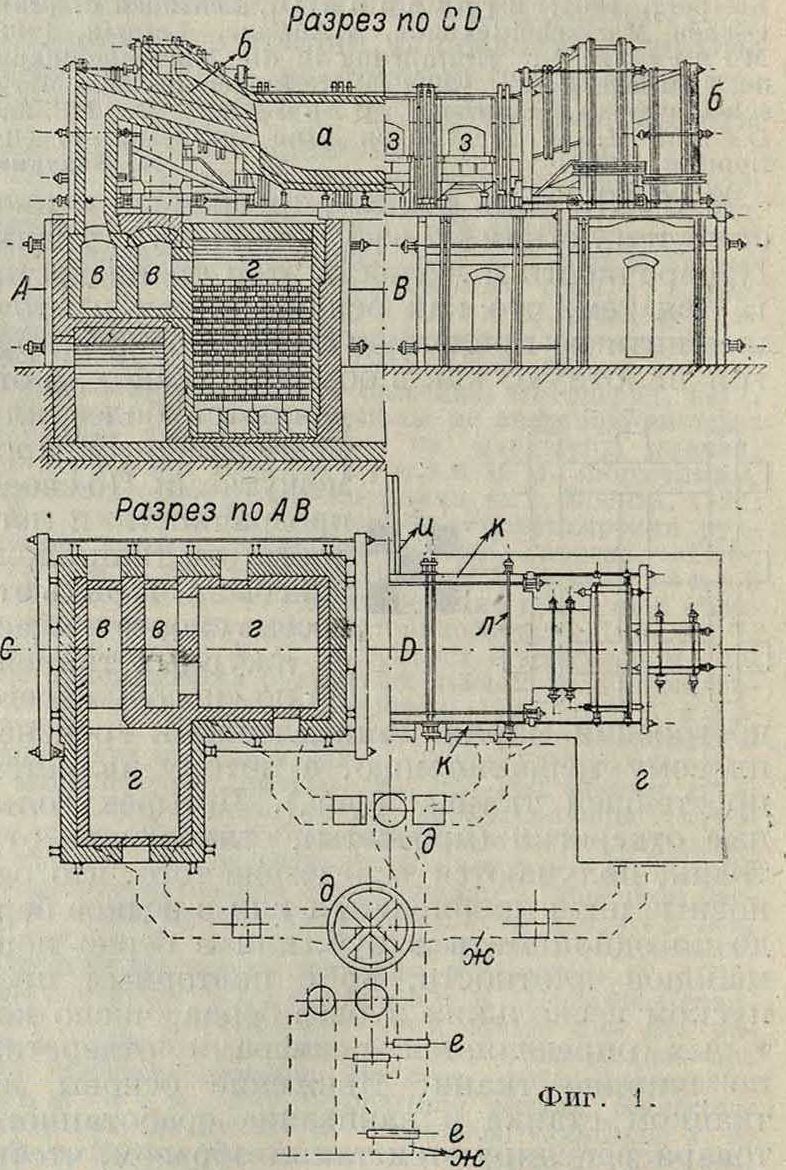
б — головки с каналами для воздуха и газа; в — шлаковики; г — регенераторы; д — перекидные клапаны; е — дымовые шиберы; ж — дымовые борова, ведущие к дымовой трубе. Загрузка шихты производится через рабочие, или садочные окна з, которые устраиваются в передней стенке мартеновской печи. Печи малого и среднего размера (5—50 тонн) обыкновенно имеют по три садочных окна, печи большей вместимости (50—150 тонн)— по пять окон, и только у самых больших америк. печей (200—350 тонн) число садочных окон доводится до семи. В задней стенке мартеновской печи делается выпускное отверстие и, через которое металл м. б. выпущен по специальному выпускному жолобу в разливочный ковш.
1 · Под (подина) мартеновских печей, образующий ванну для металла и шлака,
делается из высокосортных огнеупорных материалов, кислых (кремнистых) или основных (магнезита и доломита), и состоит из кирпичной кладки, на которой располагается набойка (наварка). Общая толщина подины 350 — 850 миллиметров. Мартеновские печи работают в большинстве случаев с основным и реже с кислым подом. Наварка его делается с уклоном (0,05—0,10) к выпускному отверстию. К продольным и поперечным стенам печи подина повышается более круто (уклон 1 :2, 1 :1,5 и 1 :1), образуя так называется ( откосы. Откосы обычно выводятся до уровня вскипания ванны, то есть до того уровня, на котором шлак может оказывать свое разъедающее действие на материал откосов. Толщина передней и задней стен мартеновской печи обычно 650— 750 миллиметров у откосов и 350—550 миллиметров под сводом. Америк, печи имеют стены только в 2 кирпича (460 миллиметров) толщиной. В кислых печах стены и кладка пода выкладываются из динаса, в печах с основной набойкой—из магнезитового кирпича. Задняя стенка часто кладется из крупных кусков хромистого железняка (содержание Сга£)3 не ниже 42— 45%). Размеры рабочих окон в малых печах 6004-850 х 650 миллиметров, в больших — 850-4 1100 х 1100 миллиметров. Для уменьшения засоса воздуха и тепловых потерь у больших печей иногда предпочитают иметь 3 окна по 1 250—
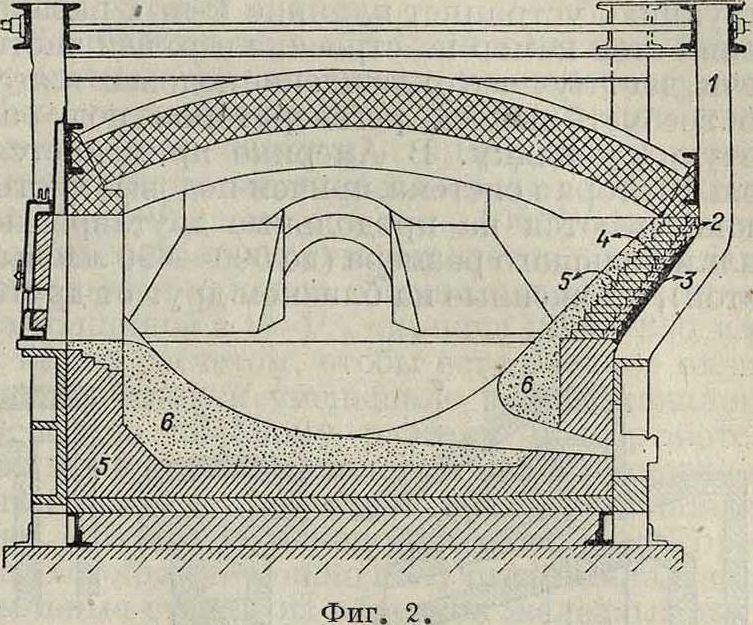
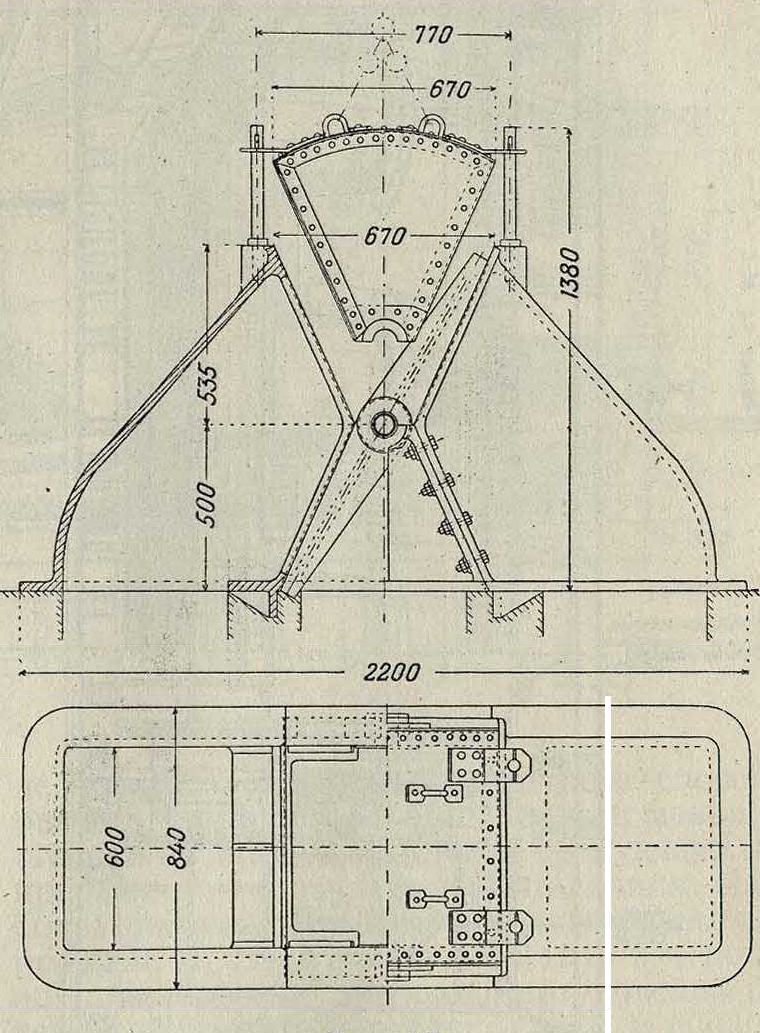
1 300 миллиметров вместо 5 окон по 1100 миллиметров шириной. При наличии больших количеств крупного лома нек-рые заводы делают среднее окно большего размера. При малых печах, наоборот, часто делают среднее окно малого размера и пользуются им только для взятия пробы и наблюдения за ходом плавки. Для предохранения арок и простенков рабочих окон от разгорания и дальнейшего разрушения лотками завалочной машины арматуру современных мартеновских печей делают с водяным охлаждением рамок и заслонок садочных (рабочих) окон (фигура 15). Такая конструкция не только повышает стойкость передней стенки, но и значительно облегчает работу персонала по обслуживанию печи. Задняя стенка рабочего пространства работает в смысле разгара в более тяжелых условиях, чем передняя. Большого внимания заслуживает новая конструкция задней стенки, в которой внутренняя поверхность имеет уклон 45—52° и может заправляться (так же, как и откосы) молотым доломитом (сухим или со смолой) после каждой плавки (фш 2, где 1—изогнутые наличники, 2—наклонная задняя стенка,
3— опорная плита для наклонной стенки,
4— шамотный кирпич, 5—магнезитовый кирпич, 6—доломитовая наварка).
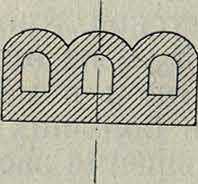
2. Свод рабочего пространст-в а кладется из высших сортов кремнистого (так нгз. динасового) кирпича. Толщина •свода делается в один кирпич (230 миллиметров для малых и 300 миллиметров для средних печей). Своды •больших печей для лучшей устойчивости при разгаре и для более интенсивного охлаждения, а также для облегчения ремонта, делают ребристыми или гребенчатыми. Гребенчатый свод кладется отдельными арками из кирпича разной высоты, причем три или четыре арки делаются из обычного кир- |
пича (300 миллиметров), а одна—из кирпича увеличенного размера (450 миллиметров), образующего выступающий над сводом гребень или ребро со скошенными для удобства ремонта краями. Радиус свода часто дается равным ширине печи по наружной кладке или более, что дает центральный угол охвата свода 45—60°. По длине печи свод делается прямым или понурым к головкам. Последняя форма предпочитается нек-рыми практиками как более устойчивая в случае разгара свода. При наклонной задней стенке пяты
главного свода закладываются на разной высоте. Обычно свод кладется отдельными арками. Удлинение свода в продольном направлении, вызываемое разогревом и ростом (перерождением) динасового кирпича, компенсируется тремя или четырьмя поперечными просветами в 25—40 миллиметров шириной, в которые закладываются деревянные доски, сгорающие во время разогрева печи. Такие же, но более мелкие, Г-ные швы оставляются и в кладке стен рабочего пространства. Испробованные в Америке подвесные своды пока не дали особых преимуществ.
3. Кладка рабочего пространства скрепляется металлич. арматурой (фигура 1) из чугунных или стальных литых плит (личин, обставныхдосок к), стягиваемых при помощи горизонтальных связей л и вертикальных балок или наличников. У печей мало-· го размера последние делаются из рельсов, у средних печей—из двутавровых балок или шве тлеров (NP 24—32), скрепленных по 2—3 штуки, у печей большого размера наличники усиливаются листами и затягиваются болтами к обставным плитам. Американцы часто применяют для этой цели плоские болванки размером 400x40 миллиметров, поставленные на ребро и соединенные в группы по 2—3—5 штук с просветами между отдельными болванками. Под и стены рабочего пространства выкладываются на литых чугунных подовых плитах (прямых или наклонных) или в особом клепаном из котельного железа кожухе. В Амер гке применяют катаные швеллеры, положенные один возле другого полками вниз и накрытые сверху котельным железом 12—20 миллиметров толщиной. Подовые плиты покоятся на поперечных катаных или клепаных (редко—литых) двутав-I ровых или коробчатого сечения балках, опи-
рающихся на продольные кирпичные стены регенераторов или на клепаные продольные балки (две или три), опирающиеся на свободно стоящие металлич. (литые или клепаные) колонны. Обе эти системы применяются и в европ. практике. Из них первая (подина, опирающаяся на стенки регенераторов) позволяет расположить воздушные регенераторы под печью и дает более дешевую конструкцию, допускаемую для печей небольшого размера. Вторая (подина, опирающаяся на свободно стоящие колонны) дает более дорогую, но более совершенную конструкцию, устраняет влияние {°-ных расширений стен камер на строение верхней части печи, дает лучшее охлаждение подовых плит, но требует выноса регенераторов под рабочую площадку. В Америке применяется только вторая система, причем подовые листы укладываются на продольные двутавровые балки большого размера (до 600—650 миллиметров высотой), уложенные на близком друг от друга с -d
расстоянии и опирающиеся на 2—3 кирпичных стенки. Общий вес рабочего пространства с кладкой, арматурой и металлич. ванной для предварительных подсчетов можно принять равным 6—8-кратному весу металлической садки печи.
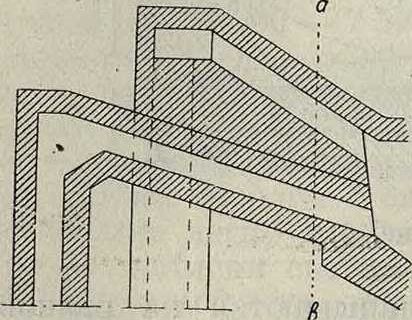
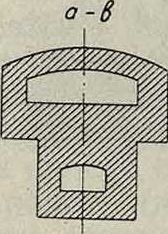
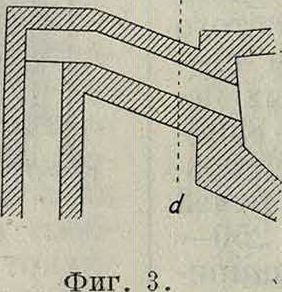
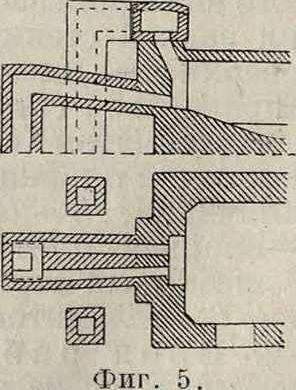
4. Каналы, служащие для подвода в рабоч. пространство печи газа и воздуха («пролеты») и для отвода из него продуктов горения, расположены вт. н. головках. Головки должны создавать в рабочем пространстве печи интенсивно лучеиспускающий поток пламени, направленный т. о., чтобы фокус наивысшей (° был по возможности удален от свода и приближен к поверхности ванны, для чего струи газа и воздуха, вступающие в рабочее пространство, должны иметь надлежащие скорости и направление. Для лучшего использования тепла и получения большей производительности печи выгодно облегчить и ускорить реакции горения газа в рабочем пространстве (лучшее смешение газовой и воздушной струй, предварительное смешение газа с воздухом, более совершенное распыление жидкого топлива и т. д.). По расположению газовых и воздушных окон головки можно разбить на два" типа: двухэтажные и одноэтажные (фигура 3). Первые—с расположением газовых каналов внизу и воздушных над ними — наиболее распространены. Прежде делали два газовых и два воздушных окна, теперь предпочитают иметь по одному окну как для газа, так и для воздуха. Одноэтажные головки почти вышли из употребления и остались только на нескольких шведских и уральских заводах; газовые и воздушные каналы при этом располагаются в одной плоскости, причем число каналов обычно равняется трем (средний газовый и два воздушные по бокам). Для лучшего перемешивания газа и воздуха воздушным пролетам придают более " крутой наклон (двухэтажные головки) или воздушные каналы делают сходящимися (одноэтажные головки) для направления под углом воздушных струй на газовую. Простенки и сводики между газовыми и воздушными пролетами с выходной стороны печи подвергаются воздействию «хвостов пламени», имеющих очень высокую ί°. Ударяясь о лобовую часть пролетов и проходя через пламенные окна с очень большой скоростью (порядка 25—45 .м/скпри <° 1 600°), продукты горения тем легче оплавляют пролеты, чем выше их ί° и чем больше они несут с собой механически взвешенных частиц железистого шлака, известковой пыли, рудной мелочи и других основных веществ, способных оказывать разъедающее действие на кремнистую кладку головок. С разгаром головок сечение пламенных окон увеличивается, скорости газа и воздуха уменьшаются, поток пламени теряет свою настильность, засасываемый под заслонки рабочих окон холодный воздух не отжимается с поверхности ванны, а фокус горения начинает приближаться к своду. В результате интенсивность нагревания ванны уменьшается, увеличивается расход топлива, падает производительность печи, начинает «гореть» свод, и печь выходит из строя. Головки должны давать возможность поддерживать как можно дольше неизменный режим—в смысле скорости и направления потока пламени. Особенно важное значение для хорошей работы печи имеет правильное направление газовой струи. Борьба с разгаром головок ведется след, конструктивными мерами: I) устранением простенков и своди-ков, омываемых продуктами горения с двух сторон и не имеющих наружных охлаждаемых поверхностей—головки Мерца (Maerz) (смотрите фигура 4) и Бернгардта (фигура 5),—дающие
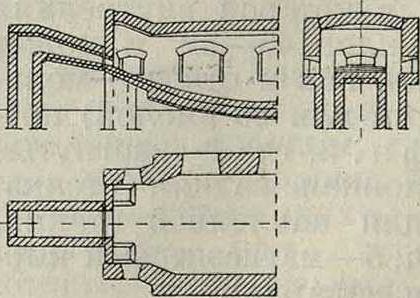
Фигура 4.
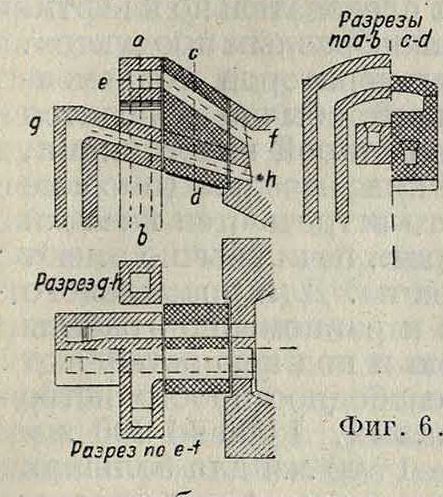
однако несколько худшее смешение газа с воздухом (Мерц) или отвлечение хвостов пламени от поверхности ванны (Бато и Бернгардт); 2) применением конструкции, допускающей быструю смену всей разгоревшей головки или части ее; сюда относятся откатные головки сист. Вельмана и сменяемые головки сист. Фридриха (фигура 6); 3) применением водяного охлаждения, к к-рому при-
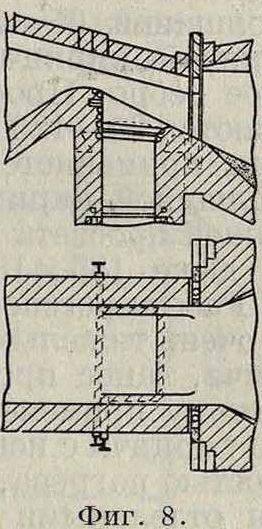
бегают теперь все чаще и чаще. Следует еще упомянуть а) конструкции головок, пользующиеся предварительным смешением газа и воздуха [головки Моля (фигура Ί и 8), Вентури, Лофтуса и др.]; они улучшают условия горения и позволяют сжигать в рабочем пространстве большее количество топлива; б) конструкции головок с переменным сечением пламен, окон (Мак Кюна, Игле-ра и др.). Идея устройства их такова; для прохода газа и воздуха пролетам дается узкое сечение, неооходимое для получения высоких скоростей, а при проходе продуктов горения сечение соответственных пролетов увеличивается для уменьшения сопротивления при проходе дыма. Изменение сечения пламенных окон производится при помощи охлаждаемых водой задвижек или тарельчатых клапанов. Головки этого типа трудно выполнимы и пока имеют сравнительно малое распространение.
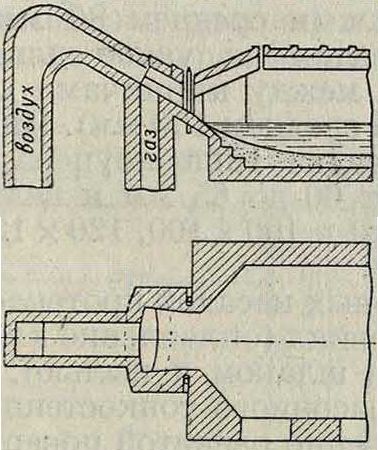
Фигура 7.
Сечения пролетов проектируются на довольно высокие скорости газа и воздуха. Принятые в герм - практике (Bansen) скорости газа и воздуха при вступлении в рабочее пространство следующее:
| Обычные | Среднее | Максим. | ||
| пределы | значение | значение | ||
| Скорость (
SS- ί»” |
0°. | 4·—9 | 6 | 12 |
| 1 100° | 20—45 | 30 | 60 | |
| м/ск (прп | 0°. 1 100° | 1.5— 3,5
7.5— 17,5 |
2,0 10,0^ | 5
25 |
Уклон пролетов колеблется в следующих пределах; для газа 10—20° (среднее 15°, максим. 30°), для воздуха 25—35° (среднее 30°, максим. 45°). При одноэтажных головках уклон газовых и воздушных каналов делается одинаковым и в среднем колеблется в пределах 23—30°. В случае отопления мартеновских печей холодным коксовальным или естественным газом последний вводится при помощи особых горелок через торцевые стены печи (по одной или по две горелки с каждой стороны). В этом случае струе газа в виду его легкости (1 м3 генераторного или смешанного газа весит 1,10—1,20 килограмм, а кок совального—0,5—0,6 килограмм) дается наибольшая скорость 45—60 м/с к. С торцевой же стороны часто устанавливаются и форсунки для жидкого топлива (нефти, мазута, каменноугольной смолы). Воздух при этом подается снизу двумя или тремя вертикальными каналами, в простенках между к-рыми и устанавливают форсунки (горелки). Иногда форсунки для жидкого топлива устанавливают вместо газового канала, а воздух подается, как обычно, через верхний пролет. Такая конструкция дает хорошие условия горения и лучше предохраняет свод,” но отвлекает от ванны хвосты пламени.
Вертикальные каналы соединяют пролеты со шлаковиками и регенераторами. Для уменьшения сопротивлений при движении газа, воздуха и продуктов горения живое сечение вертикальных каналов делаю? на 25—50%, а иногда и на 100% больше сечения соответственных пролетов. Стены вертикальных каналов обычно кладут из динаса толщиной в 1·—11/2 кирпича (230—350 миллиметров) с таким расчетом, чтобы естественное охлаждение кладки уменьшало разгар каналов. Особенно сильному разгару подвергаются тыльные стенки каналов, а потому иногда в этих местах применяют водяное охлаждение (трубки или коробки с водой). Хорошую стойкость можно получить, выкладывая тыльные стенки из обрезков железных трубок (0 5 см) с магнезитовой или хромо-магнезитовой набойкой как трубок, так и пространства между ними.
5. III л а к о в и к и—камеры между вертикальными каналами и регенеративными на,-садками—предназначены для осаждения в них по возможности большого количества твердых и жидких частиц (флюса, руды, шлака и др.), увлекаемых продуктами горения из рабочего пространства. Благодаря шлаковикам служба насадок увеличивается до 600—1100 плавок (в среднем 800), а в отдельных случаях поднимается до 2 500— 3 000 плавок. Уже 800 миллиметров шлаковики делать не рекомендуется, так как извлечение из них шлака становится затруднительным. Углублять шлаковики ниже уровня заводского пола рекомендуется только при малой высоте рабочей площадки мартеновской печи. Если она 5 ж и более, то под шлаковиков можно делать на одной высоте с уровнем заводского пола.
6. Регенераторы. Мартеновские печи, работающие на генераторном или смешанном газе, имеют с каждой стороны по паре регенеративных камер (газовая и воздушная). Мартеновские печи, работающие на жидком топливе или холодном высококалорийном газе, имеют только воздушные регенераторы. Регенераторы выполняют двойную работу: 1) нагревают до высокой ί° (1000—1200°) поступающие в печь газ и воздух; 2) создают в верхних частях газовых и воздушных каналов то положительное давление и скорость, которые обусловливают правильное движение газа и воздуха в рабочем пространстве печи. Первое требование (подогрев газа и воздуха) выполняется при наличии достаточного объёма регенеративных насадок, а следовательно их веса и поверхности нагрева. Второе требование определяет ся гл. обр. высотой насадок или, вернее, высотой столба нагретого газа (или воздуха), заполняющего регенераторы, шлаковики, вертикальные каналы и пролеты. Грубо говоря, 1 метров высоты этого столба создает в среднем разность давления в 1 миллиметров водяного столба (для газа несколько больше, для воздуха—меньше). Получающаяся разность весов наружного (холодного) столба воздуха и внутреннего, нагретого в регенераторах до сред-
ней г 600, т. e. I— —I, создаетв регенераторах и каналах печи тягу, то есть позволяет за счет накопленного давления преодолевать сопротивления, встречающиеся на пути движения газа и воздуха (трение о стены каналов, потери скорости при поворотах, расширении и сужении струи и т. д.). Необходимость работы с высокими скоростями газа и воздуха в головках мартеновских печей заставляет обращать особое внимание на высоту регенеративных насадок. Для этой цели уровень пола регенераторов закладывается возможно глубже в землю (на 5,5—6,5 и даже 8,5 метров ниже уровня заводского пола),
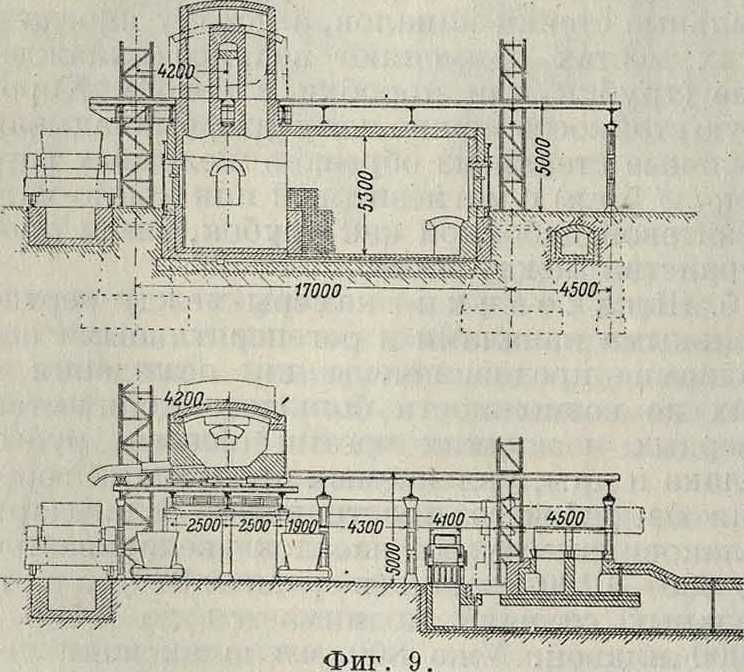
авысота рабочей площадки современныхмар-теновских мастерских поднимается на 5—7 метров над уровнем заводского пола. Увеличение высоты регенеративных насадок имеет и другие преимущества, а именно: уменьшает потерю тепла в атмосферу, создает более равномерную работу решетки в отдельных точках горизонтального сечения и тем повышает использование объёма камеры. Стремление к высоким насадкам является характерным для европ. техников, рискующих применять даже такой дорогой и мало надежный способ, как опускание регенераторов в .водоносные слои грунта путем выкладки их в клепаном железном бетонированном кес-соне. Америк, техники до последнего времени не придавали этому вопросу большого значения и компенсировали недостаток напора применением вентиляторов. При большом размере печей они получали сильно вытянутые в горизонтальном направлении, а следовательно и неравномерно работающие, насадки.
По характерудвижения газовой струи различают насадки вертикальные, или стоячие, и насадки горизонтальные, или лежачие,
очень часто называемые заборными (фигура 9). С этим последним типом не следует смешивать упомянутые выше. насадки американского типа, сильно вытянутые в горизонтальном направл1 :ии, но имеющие вертикальные каналы, а следовательно и вертикальное движение газообразных продуктов Высота насадки регенераторов современных европейских печей обычно доводится до 4,5—6,5 м; в печах старой конструкции, особенно на уральских заводах (высокие почвенные воды) часто встречаются насадки высотой 2—3 метров Америк, печи обычно имеют насадки 3—4,0 метров высоты. Для правильного распределения газов и равномерной работы всей насадки, над ней и под ней оставляют достаточно высокое свободное пространство (600—800 миллиметров для малых, 1 000—1 200 миллиметров для средних и 1 200—1 500 миллиметров для больших печей). При высоте насадки * 4 метров и просветах по 1,0 метров выше и ниже насадок процент заполнения объёма камеры насадкой падает до 66. Для средних условий европ Иск. практики заполнение камер колеблется в пределах 50—80% (в среднем 75%). При малой высоте насадки целесообразно заполнять весь объём камеры насадкой заборного типа или делать насадки с двумя оборотами. Большинство насадок европ. печей делается в виде обычной решетки Сименса из кирпича толщиной 65—100 миллиметров (в среднем 80 миллиметров), причем кирпич ставится на узкое длинное ребро. Просветы между кирпичами делаются 80—120 миллиметров (в среднем 100 миллиметров). Иногда применяется насадка типа коупера с толщиной кирпича от 60 до 65 миллиметров и величиной просвета ячейки в 100 х 100, 120×120 и даже 185 х 185 миллиметров.
Работа регенеративных насадок протекает в очень тяжелых условиях (оплавление кирпича, занос прозоров шлаком и пылью), а потому применение фасонного тонкостенного кирпича с искусственно развитой поверхностью нагрева, многократно предлагавшееся отдельными изобретателями, не давало обычно на практике реальных преимуществ. Вес 1 ms насадки обычно колеблется в пределах 500—1 100 кз (в среднем 800 килограмм), а поверхность нагрева 1 м3, в зависимости от толщины кирпича и размера просветов, доходит до 13—22 мг. Применение насадки коупера можно рекомендовать при высоких регенераторах; при вытянутых насадках предпочтительны решетки, допускающие диагональное движение газа. Американцы предпочитают насадки, уложенные плашмя в клетку из кирпича размером 115х115х×265 миллиметров или 115 х 115 х 340 миллиметров (47г×41/*×X 107,” или 4V2X412xl3Va") с размером ячейки в свету 152 х 152 миллиметров; 178 х 178 миллиметров и 230x230 миллиметров (6x6”, 7x7” и 9x9”), что вряд ли можно считать рациональным с точки зрения улучшения условий теплопередачи. Своды и верхнюю часть стен и насадки регенераторов (на 7з—12) делают из динаса, низ—из шамотного кирпича. Стены регенераторов состоят из двух слоев: наружного (в Б/а—2 кирпича), из обыкновенного кирпича, и внутреннего (в 1—17а кирпича), из огнеупорного кирпича. Снаружи кладка стягивается арматурой, состоящей из вертикальных и горизонтальных балок, скреп ленных связями. Для лучшей изоляции камер от потери тепла и засоса воздуха камеры обкладывают снаружи железными листами или заключают π клепаный кожух с закругленными оперта ями. В этих случаях между кожухом и стенками камер делается теплоизолирующая прослойка. Иногда своды и наружные стены камер обмазывают особыми теплоизолирующими и воздухонепроницаемыми составами. В старых печах малого размера регенераторы обычно располагались под печью. С увеличением размеров печей американцы начали выносить камеры под рабочую площадку. Такой тип является в настоящее время у них наиболее распространенным, а для печей качающегося типа он обязателен. Европ. печи среднего размера иногда применяют смешанное расположение камер (воздушные— под печью, газовые—вынесенные под рабочую площадку).
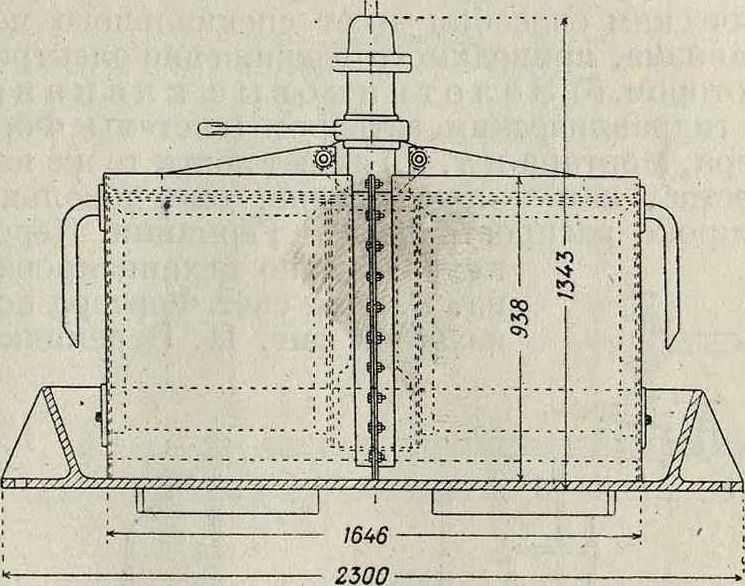
7. Перекидныеирегулирующие клапаны служат для перемены направления движения пламени в рабочем пространстве, для регулировки количества газа и воздуха, поступающего в печь, и для управления тягой дымовой трубы. В качестве перекидных клапанов при мартеновских печах применяются для газа клапаны следующих типов, а) Барабан, или колокол, наиболее распространен для печей малого и среднего размера. Клапан (фигура 10а, 106) со
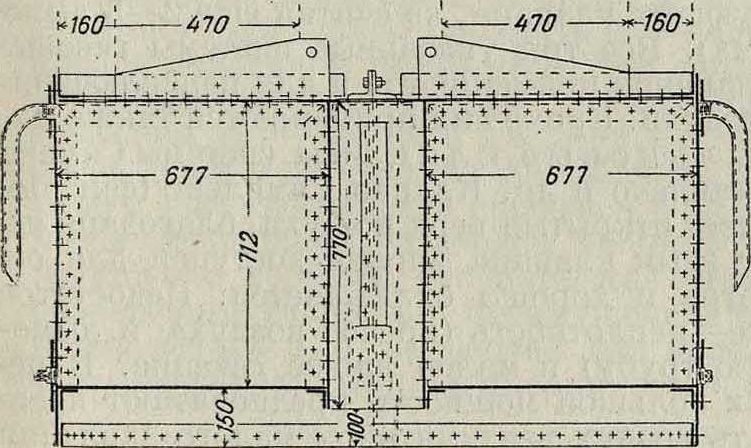
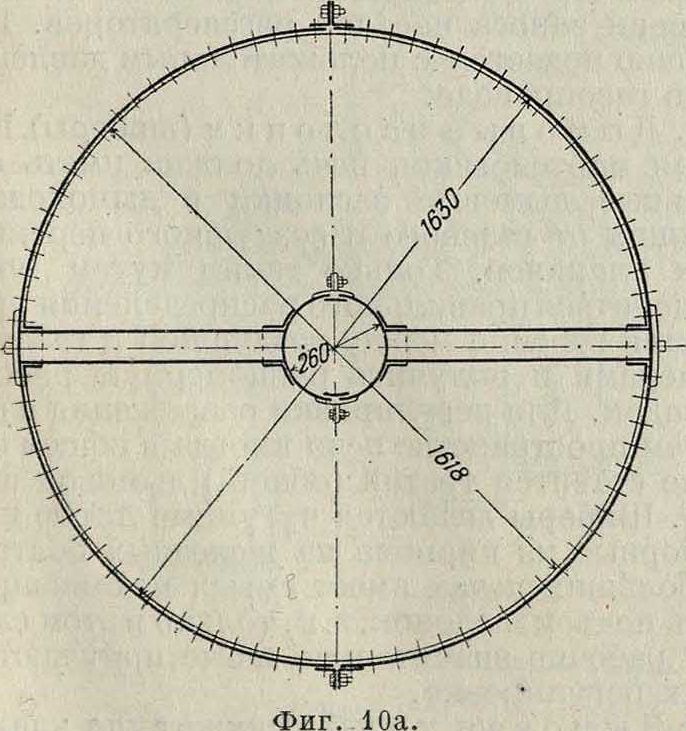
стоит из нижней неподвижной литой чаши, имеющей форму кольца с крестовиной, и верхнего колокола, разделенного диаметраль ной перегородкой на 2 части. Чаша устанавливается на стенках четырех вертикальных каналов, расположенных по углам квадрата
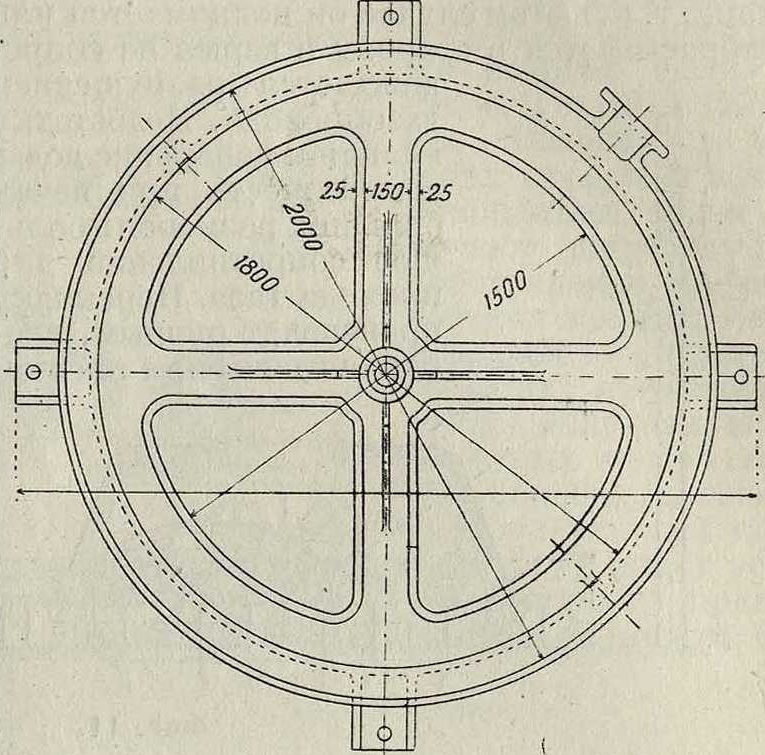
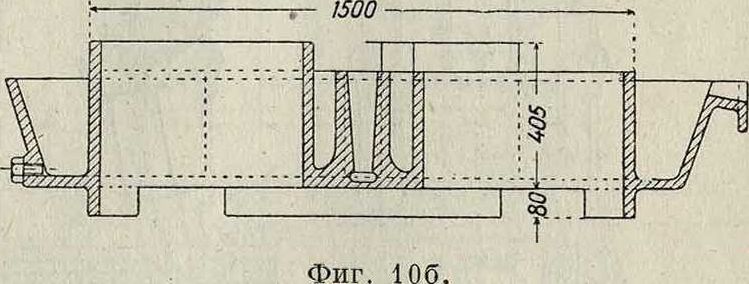
и служащих для соединения клапана с правым и левым регенератором, дымовой трубой и газопроводом. Колокол с опущенными нижними краями (цилиндрич. стенкой и перегородкой) в кольцо и крестовину чаши, наполненные водой, дает герметический затвор. Перекидка клапана производится подъемом колокола, поворачиванием его на 90° и опусканием. Низ колокола погружается в воду больше, чем перегородка, поэтому при подъеме и поворачивании колокола перегородка свободно проходит над крестовиной, цилиндрическая же часть остается погруженной в воду. При повороте на 45° клапан отделяет печь от генераторов и направляет газ прямо в дымовую трубу, что имеет большое значение при пуске газа в печь и его зажигании, т. к., наполнив предварительно газом газо-
19
Т. Э. m. XII.
провод, можно не опасаться а. При наличии охлаждаемой перегородки эта система вполне надежна и удобна. При е колокол играет роль предохранительного клапана, т. к. в этом случае он поднимается или отбрасывается в сторону и не сопровождается разрушением газопровода. Недостатки клапана: испарение воды, громоздкость при печах больших размеров и большое сопротивление для прохода газа. Перекидку производят ручным, гид-v ·„ равлическим или пневма-
Фигура 11.
тическим способом и от специального механизма, приводимого в движение электромотором. б) Золотниковые клапаны с гидравлическим затвором (системы Фор-тера, Моргана и тому подобное.) имеют почти те же качества, как и предыдущие; они. довольно широко распространены в Германии. Пере
производится передвижением золотника особым рычагом, которым поворачивается вал и сидящие на нем рычаги, соединенные шарнирно с золотником. Подвод газа—сверху, регулировка—тарелочным клапаном. Золотниковые клапаны без гидравлич. затвора (сухие, сист. Демаг) только начинают входить в обиход. Достоинства их: простота устройства, большое живое сечение, хорошая стойкость, в) Клапан ы-з а д в и ж к и
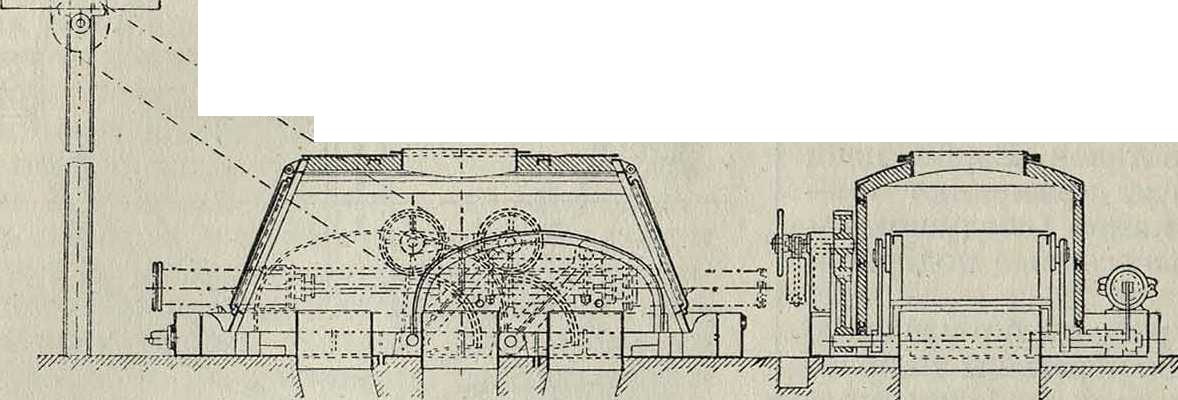
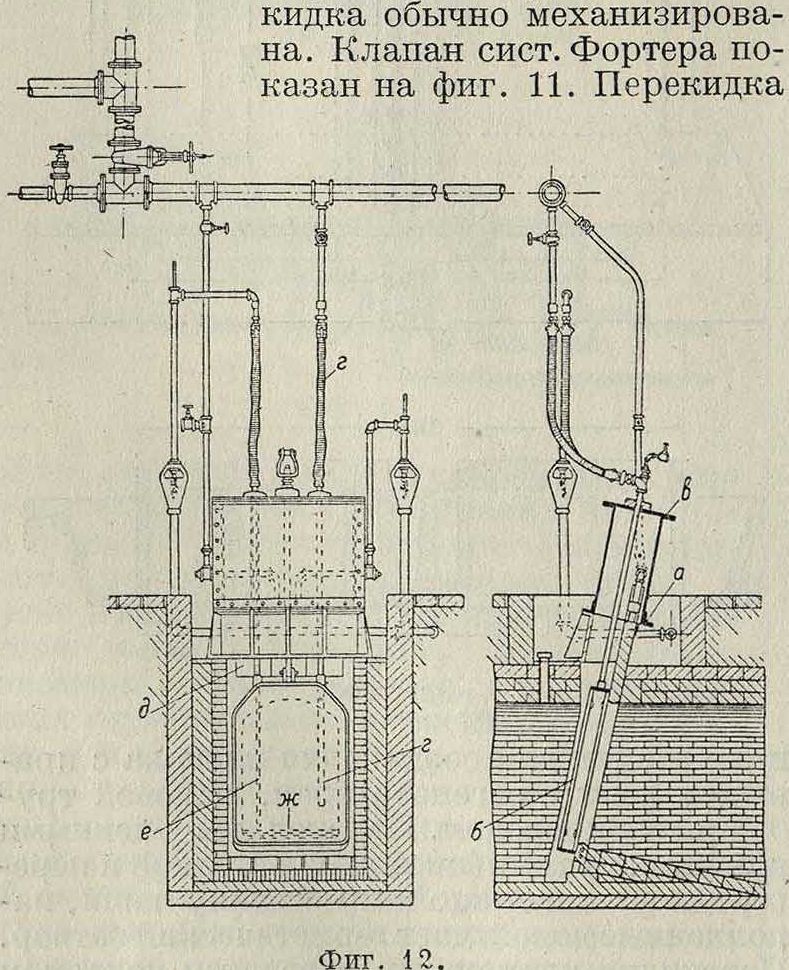
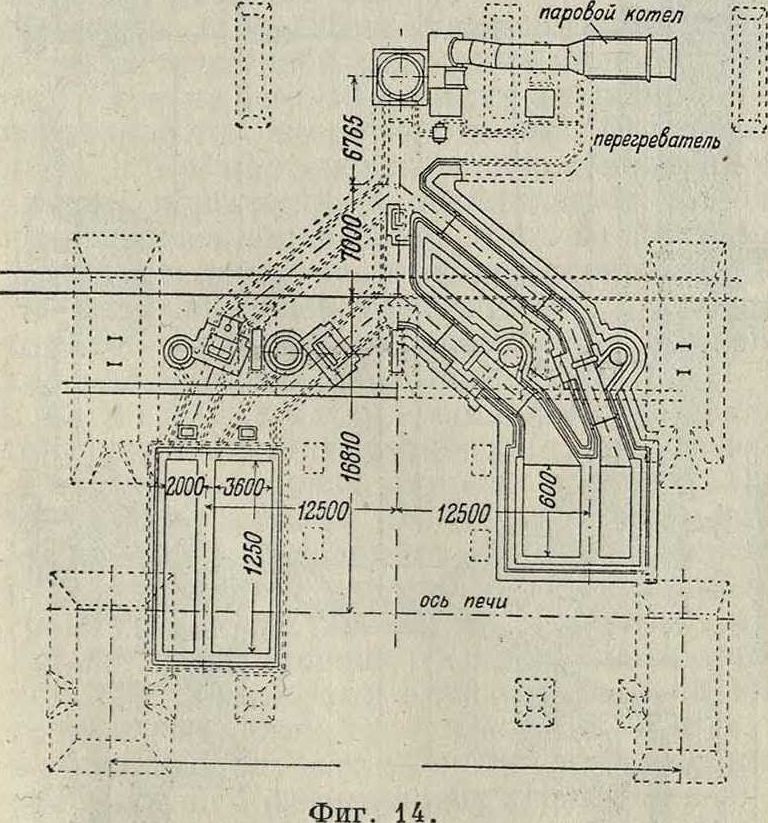
(системы В law—Knox, Nay) наиболее распространены в Америке. Достоинства их: большое живое сечение, малое сопротивление, достаточная плотность, отсутствие водяного затвора. KnanaHBlaw—Knox (фигура 12} состоит из чугунной литой рамы а, охлаждаемой при помощи залитых в нее трубок, охлаждаемой задвижки б (железной сварной) и колпака в Подвод воды в задвижку производится трубкой г, отвод—трубкой д. Внутри трубки а проходит вторая трубка е, доходящая почти до низа шибера и оканчивающаяся горизонтальней трубкой ж, имеющей ряд мелких отверстий. Выходящая с большой скоростью воде, взмучивает осаждающийся внизу шибера осадок, который удаляется, через выпускную трубу. Регулировка газа производится тарелочным клапаном, расположенным обычно около задвижки. Перекидка делается или централизованной от одного механизма (америк. сист.) или каждый шибер приводится от индивидуального мотора (нем. сист.). В последнем случае отпадает надобность в дымовых шиберах (фигура 13 и 14). Недостатком задвижек является то, что приходится иметь большое число отдельных агрегатов (4 заслонки и 4 регулирующих клапана, не считая еще 2—3 дымовых). Все три указанные системы газовых клапанов применяются и для переключения воздуха. Кроме них применяются также м о-тыльковые клапаны системы Сименс, Симплекс и др. Клапан Симплекс (фигура 15} имеет открытый верх кожуха, благодаря чему язык клапана вполне доступен для осмотра и хорошо охлаждается. Недостаток его—неплотность (просос воздуха в дымовую трубу) и малое живое сечение. В печах большой мощности предпочитают подавать воздух вентилятором малого давления (15—40 миллиметров вод. ст.). Это позволяет достигать полной термин, мощности печи независимо от степени заноса насадок регенераторов. Газ обычно подается с положительным давлением в газопроводе.
8. Дымовые заслонки (шиберы).Каждая мартеновская печь должна иметь отдельные дымовые заслонки в дымоходах, идущих от газового и воздушного перекидных клапанов. Только таким путем можно добиться правильного распределения продуктов горения между воздушной и газовой камерами и получить равномерную работу насадок. Для регулировки разрежения в рабочем пространстве печи иногда в общем борове ставится третий (общий) дымовой шибер. Шиберы делаются чугунные литые или наборные из кирпича на железных болтах. В больших печах имеет смысл механизировать подъем заел οηοκ,τ. к. только в этом случае рабочие значительно легче приучаются к их регулировке.
9. Дымовая труба служит для удаления продуктов горения из рабочего пространства печи, протягивания их через насадки регенераторов и отвода дыма на достаточную-
высоту в атмосферу. Вследствие узких сечений пролетов и высокой t° продуктов горения дымовая труба должна создавать доста-
Фигура 13.
точное разрежение (порядка 25—40 миллиметров вод. ст.). Поэтому высоту дымовой трубы приходится брать значительной (25—30 метров для печей малого размера; 40—55 метров для средних и 60—80 метров для самых больших печей). Трубы строят кирпичные (Европа) или железные (Америка), но обязательно с огнеупорной футеровкой в обоих случаях. В печах с головками специальной конструкции (Моля и др.) необходимо ставить эксгаустеры.
10. Паровые котлы часто устанавливаются при мартеновских печах большой мощности для использования тепла отходящих продуктов горения. В среднем на 1 тонна отлитой стали можно получить 300—450 килограмм пара с давлением 6—12 atm. Тип котла— горизонтальный трубчатый с дымогарными трубками 0 5—6,3 сантиметров и дл. 5—5,5 метров Скорость дыма в трубках до 20—25 м/ск. Съем пара с 1 м2 поверхности нагрева * 8 килограмм. При котле необходима установка мощного эксгаустера с хорошей регулировкой степени разрежения. Экономии, преимущества установки котлов должен быть проверены для каждого частного случая. Пример америк. з-дов, счи
тающих паровой котел необходимой частью оборудования мартеновской печи, не является достаточно убедительным вследствие не совершенства работы регенеративных насадок америк. типа. Установки паровых котлов при европ. печах пока немногочисленны.
11. Качающиеся мартеновские пе-ч и впервые были построены в США (Кемпбел, Вельман) в 90-х годах прошлого века и в последнее время получают широкое распространение на европейских заводах. Арматура рабочегопростран-ства их представляет собою склепанную из железных частей жесткую коробку, выложенную огнеупорной кладкой и установленную на 2—3 рядах роликовых опор. При помощи особого приводного механизма (гидравлич. цилиндры, эле-
Фигура 15.
ктрич. привод с шестерней и рейкой или с винтом и гайкой) печь может поворачиваться на своих опорах как в сторону вь: пуска металла (обычно на 22—24°), так и i противоположную (для спуска шлака чер ез пороги рабочих окон, наклоняясь на 10—12°). Головки делают отдельными от рабочего пространства, а зазор между подвижной кладкой рабочего пространства и головками перекрывают при помощи особого овало образного кольца. Головки делают или откатв ыми (сист. Вельмана) или неподвижными. Последняя конструкция получает все большее распространение в Германии, причем сами головки делаются сист. Фридриха или Моля с интенсивным водяным охлаждением. Преимущества качающихся печей: 1) возможность работать с наибольшим для данных условий
Разрез по
весом садки, независимо от мощности крано- вого оборудования и размеров разливочного ковша; 2) возможность более легкого спуска шлака; 3) возможность частичного выпуска металла и разливки его малыми порциями (более тщательные условия разливки); 4) возможность работы на мертвом слое металла (лучшая стойкость подины, меньший расход заправочных и огнеупорных материалов); 5) возможность работы непрерывными процессами (Тальбота и др.)· Недостатки качающихся печей: 1) более сложное устройство; 2) более высокая стоимость постройки и оборудования; 3) засос воздуха через зазоры у головок. В условиях работы америк. практики эти печи не получили широкого распространения, и их применяют гл. обр. там, где работают дуплекс-процессом, то есть рафинировкой металла, предварительно продутого в бессемеровских ретортах, а также небольшим числом установок, работающих процессом Тальбота или в комбинации с электропечами. В Германии, наоборот, качающиеся мартеновские печи с каждым годом получают все большее распространение и дают наивысшие цифры производительности, низкие—расхода топлива, огнеупорных материалов и тому подобное.
Качающиеся мартеновские печи применяют также в Англии, где имеется целый ряд мастерских, работающих непрерывным процессом Тальбота.
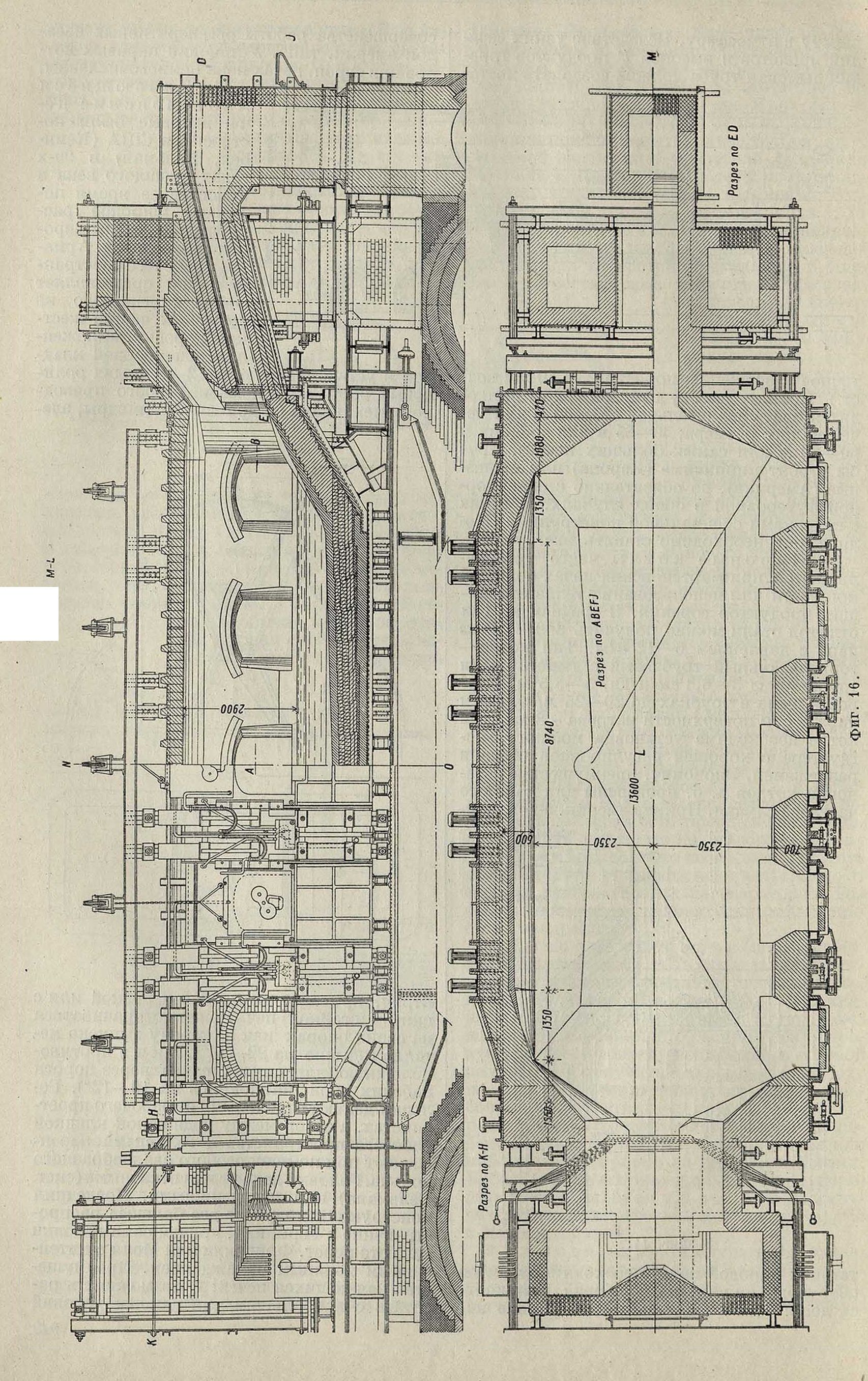
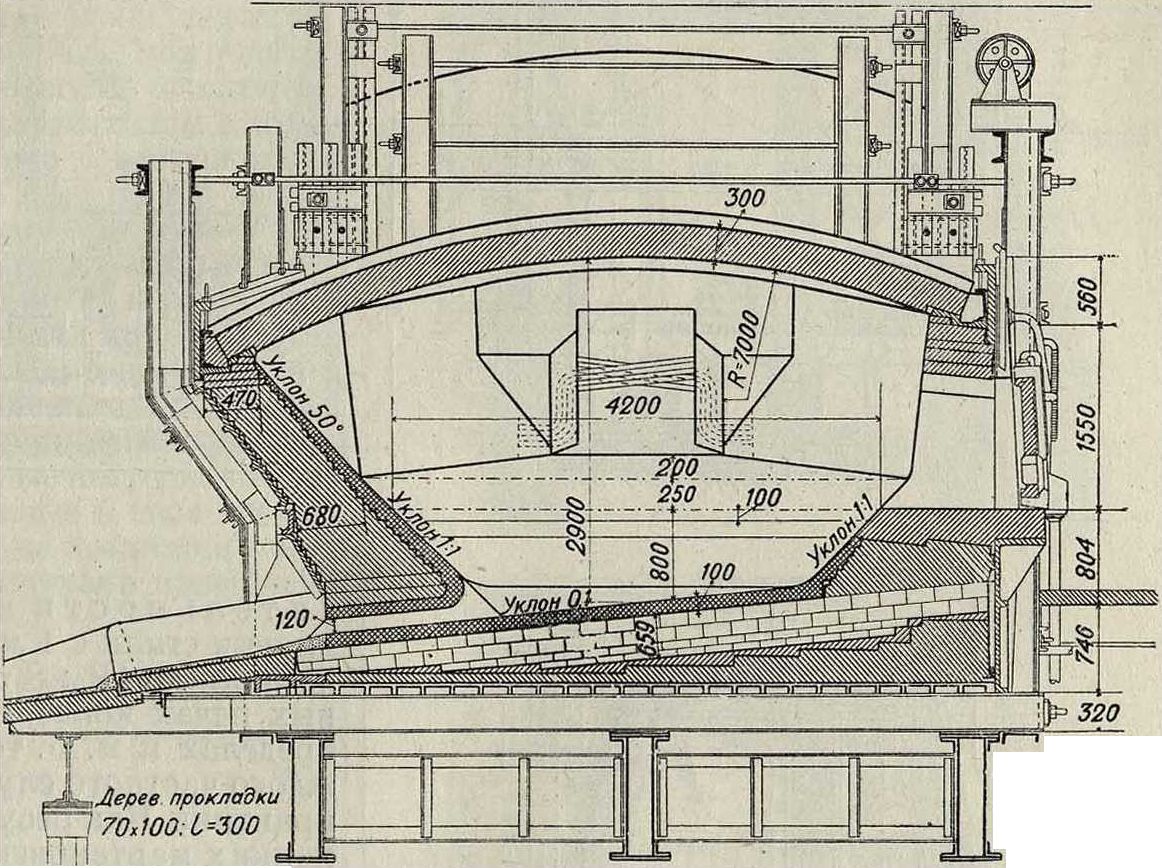
Фигура 16 и 17 дают общий вид рабочего пространства 110—125-т мартеновской печи, запроектированной для одного из наших новых з-дов; на фигуре 18—кожух и кладка регенераторов той же печи. На фигуре 19 изображена 125-т мартеновская печь современной америк. конструкции, отапливаемая холодным коксовальным газом. Фигура 20 дает продольный и поперечный разрезы современной 100-т качающейся мартеновской печи нем. типа (со съемными головками сист. Фридриха) завода Hontrop (Bochumer Verein).
12. В е с с а д к и, с которым нормально работает современная мартеновская печь, колеблется теперь в очень широких пределах. Печи малого размера (5—30 m) служат для производства фасонного стального литья и высокосортной качественной стали, печи средней емкости (30—70 тонн) применяются в Европе для получения обыкновенных сортов металла, равно как и качающиеся печи, емкость которых обычно достигает 100—180 т, а в отдельных случаях 200—300 тонн В Америке работают на более крупных агрегатах в 20— 60 тонн для фасонного литья и качественной стали, 80—150 m—для менее ответственных сортов. Отдельные з-ды (Форд и др.) готовят и ответственные сорта стали в печах большой емкости (100—125 m). На з-дах США имеется нек-рое количество неподвижных мартеновских печей, работающих садками в 250—· 300 m и даже 350 m и выпускающих металл по вилообразно раздвоенному жолобу в два разливочных ковша сразу. Практика работы на таких печах показывает незначительное удешевление стоимости передела и нек-рое улучшение качества металла (более глубокая ванна и меньшее окислительное действие шлака).
III. Размеры и производительность мартеновских печей.
Вследствие исключительной сложности процесса, происходящего в рабочем прост- ранстве мартеновских печей, рационального метода расчета основных размеров ее еще
Лоска V Дерев, прокладки 85x30:1=300
Фигура 17.
не существует. Все современные способы расчета базируются в большей или меньшей степени на данных практики, требующих непрерывного исправления и дополнения. Наиболее систематичный метод расчета был дан проф. М. А. Павловым (в 1910 году), положившим в основу расчета мартеновских печей величину площади пода и обработавшим опытн. материал, характеризующий размеры отдельных частей печи. Принятые этим автором буквенные обозначения отдельных величин и размеров следующие: Т—вес металлич. садки (или завалки) в m; S—площадь пода рабочего пространства в м2, понимаемая как произведение из длины рабочего пространства L на его ширину Е,т.е. S=L-E; L измеряется на уровне порога газовых окон (головки обычного типа) или откоса воздушных окон (головки Мерца, нефтяные печи и т. д.); Е измеряется на уровне порога садочных окон (способ, принятый М. А. Павловым) или на уровне вскипания шлака (америк. метод). Эта разница в способах измерения должна учитываться, при сравнении различных данных практики; II—высота свода над поверхностью ванны (или над порогом рабочего окна) в м V—свободный объём ра-
бочего пространства в м3, понимаемый как условное произведение:
V=S Ξ=L Е Н;
h—глубина ванны в середине пода; Н0=Н + + h—высота свода над серединой пода; s·, и s2— соответственные площади сечений газовых и воздушных пролетов в см2; Q1 и Q2—соответственные объёмы насадок газовой и воздушной регенеративных камер одной стороны печи в м3; Р—средняя суточная производительность печи в т годных слитков; С—средний суточный расход условного (7 000 Cal)
топлива; п—среднее число плавок в сутки; г—годовое число плавочных (раб.) дней печи.
1. Рабочее пространство. Метод расчета мартеновской печи по удельной производительности и удельному расходу топлива имеет целью установить соотношения между величинами Р, Т, S, С, Qt и Q2 и другими менее важными размерами по одной из заданных величин (обычно по заданной годовой производительности, а иногда и по наличной площади по да). Годовое число плавочных дней г может быть принято 260—300 для газовых печей и 280—315 для нефтяных печей (с одной парой регенераторов). Первые цифры относятся к работе с воскресными (праздничными) остановками, вторые — к непрерывной работе. Задаваясь величиной г, получаем среднюю суточную выплавку печи Р по заданной годовой производительности гхР. Переход от производительности к размерам печи можно осуществить, задаваясь величиной удельной суточной произво-
18.
дительности или средней суточной выплавки стали с 1 м2 площади пода печи. Величина эта (Р : S т/м2 в сутки) в современных печах колеблется в довольно широких пределах и м. б. точно установлена для каждого частного случая на основании данных практики. Как результат хорошей работы немецких мартеновских печей можно принять Р : S равным 4,0—5,0 т/м2 в сутки и в исключительных случаях даже до 6,5—7,2. Америк, печи дают несколько меньшие цифры: 3,5—5,0; наши южные заводы 3,0—4,5; уральские з-ды, работающие на очень влажном дровяном генераторном газе, дают 2,5—
4 т/м2 в сутки. При выплавке качественной стали указанные цифры соответственно снижаются. Определенная таким путем величина площади пода S дает возможность установить, с одной стороны, целый ряд второстепенных конструктивных размеров печи, а с другой — позволяет перейти к весу садки Т и тепловому режиму печи, то есть к суточному расходу С топлива. Две последние величины представляются особенно важными, т. к. зависимость между ними и площадью пода S определяет степень физич. и тепловой нагрузки данной печи. Под физич. нагрузкой разумеют степень загруженности пода, определяемую глубиной металлической ванны. Величина эта характеризуется отношением
5 : Т—площадью пода, приходящейся на 1 m садки. Вес садки Т не является постоянной величиной для данной печи. В зависимости от условий работы (состав шихты, качество топлива, конструкция головок, квалификация персонала и т. д.) и состояния печи (начало, середина, конец кампании) опти-
мальный вес садки может колебаться в довольно широких пределах. Под термином «оптимальный вес садки» подразумевается такой, к-рый при данных условиях дает наибольшую суточную производительность печи Р
х max·
При расчете мартеновской печи приходится иметь дело с номинальным, или расчетным, весом садки, к-рый здесь обозначен через Т. В работе печь обычно доводится до большего тоннажа, причем эта перегрузка печи часто достигает 20—50% от веса расчетной садки. Перегрузка печи, то есть уменьшение отношения S:T, всегда бывает выгодна только до нек-рого предела, обусловливаемого термин, мощностью печи. Однако этот предел, соответствующий наибольшей возможной производительности печи, не всегда м. б. достигнут на практике из-за недостаточной мощности разливочных устройств (подъемной силы кранов, емкости разливочных комлей и т. д.). Нек-рым выходом в этом смысле является работа печи с выпуском в два ковша (одновременно при печах неподвижных и последовательно при печах качающихся). В таблице 1 приведены расчетные цифры величины Т, S и S : Т, которые можно принимать при расчетах для хороших условий работы современных мартеновских печей. Из нее видно, что отношение S : Т убывает с возрастанием размеров печи и увеличением веса садки. Указанные нагрузки пода несколько превосходят Данные в свое время проф. М. А. Павловым, но не являются предельными для отдельных случаев новейшей практики.
;Таблица 1. — Расчетные величины Т, S и S : Т.
| Вес садки Г вт | 5 | 10 | 20 | 30 | 40 | 50 | 60 | 70 |
| Площадь пода *
S в м2. Отношение S: Т. |
7.5
1.5 |
10
1,0 |
18
0,9 |
24
0,8 |
30
0,75 |
35
0,70 |
40
0,66 |
44
0,63 |
| Вес садки Т в m | 80 | 90 | 100 | 110 | 120 | 150 | 200 | 250 |
| Площадь пода *
S в м“. Отношение S: Т. |
48
0,60 |
50
0,56 |
52
0,52 |
55
0,50 |
57
0,48 |
60
0,40 |
66
0,33 |
70
0,28 |
|
* Площадь пода измеряется по способу М. А. Павлова. | ||||||||
Установить тепловой режим печи можно на основании соотношения С : S, к-рое называют удельным расходом топлива и которым грубо можно охарактеризовать интенсивность тепловой нагрузки мартеновской печи. Отношение С : S дает суточный расход условного топлива, отнесенный к 1 м2 площади пода (m/м2 в сутки). Для получения высокой удельной производительности печи Р : £> необходима ее интенсивная тепловая нагрузка, то есть высокий удельный расход топлива. Однако обратное соотношение не всегда имеет место, то есть большой расход топлива далеко не всегда сопровождается высокой производительностью печи. Для печей обычной конструкции можно принять следующие величины:"
m УД- расход то-
Тепловая нагрузка печи плива С : S
Слабая.. 0,70—0,90
Средняя.. 0,90—1,10
Интенсивная.. 1,10—1,25
Очень интенсивная.. 1,25—1,50
При пользовании указанной характеристикой следует однако иметь в виду, что термич. мощность печи зависит и от степени использования тепла в рабочем пространстве, которое м. б. значительно увеличено при том зке расходе топлива за счет улучшения хода генераторов, изменения конструкции головок, увеличения светимости пламени и т. д.
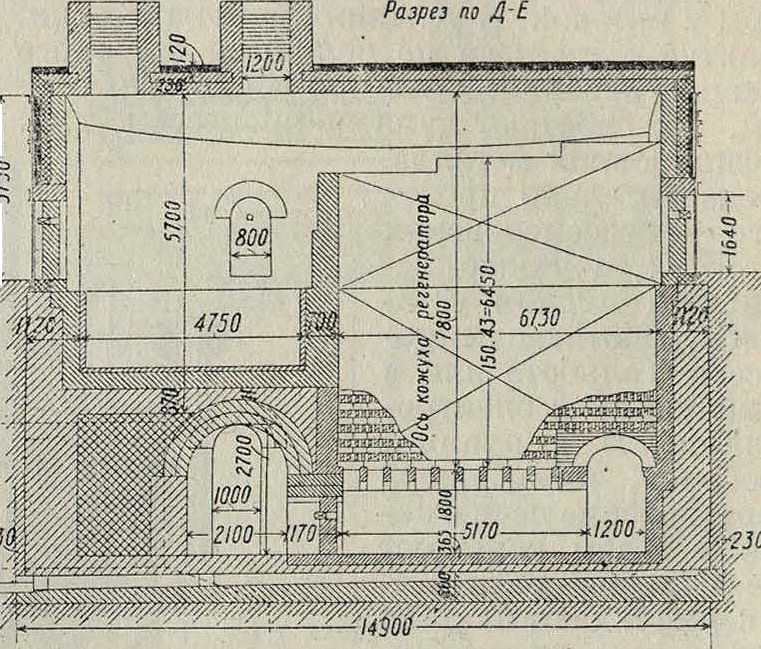
Разрез noDE
Фигура 19.
В нек-рых случаях термич. нагрузку рабочего пространства печи удобнее характеризовать величиной секундного расхода тепла, подведенного в виде .газа (или жидкого топлива) и отнесенного к 1 м2 площади пода, то есть в Са1/ж2-ск. (проф.Μ. М. Карнаухов).
Переход от величины площади пода S к линейным размерам рабочего пространства можно легко осуществить, задаваясь отношением L : Е. Это отношение колеблется в довольно узких пределах (М. А. Павлов) L : E=fc=2-y3 (обычно 2,5—2,75). При &= =LE имеем:
L == VkS и E=S : L.
Длина _L= 13414 метров может считаться совершенно достаточной для печей, работающих с весом садки до Т=150 тонн Наибольшая современная неподвижная печь (Т=350 тонн) имеет L= 16,7 метров и Е= 5,8 ж.
Высота свода Н над ванной не м. б. установлена точным расчетом. Для печей [большой мощности повидимому нет особых оснований идти дальше размера Я=2,1042,20 ж.
Более точно размер этот устанавливается практически из усло-
- 7378 -
Фигура 20.
разгара свода. К определению этого размера можно отчасти подойти, исходя из величины свободного объёма рабочего пространства, приходящегося на 1 тонна садки, то есть из отношения V : Т, к-рое для интенсивно работающих печей обычно не выходит из пределов 1,0—1,4 ж3/т. Имея V=S-H и находя V по весу садки Т и указанному соотношению V : Т, получаем H=V : S.
Глубина ванны над серединой пода h для современной печи может быть принята следующая (в миллиметров):
Малые печи.. 250— 350
Средние печи.. 450— 050
Большие печи (100—200 тонн). 700—1 000
Самые большие печи (до 350 тонн). до 1 200
Работа с глубокой ванной при термически мощных печах выгодна не только с точки зрения увеличения производительности печи, но и с точки зрения улучшения качества металла. Для подсчета ванны принимают объём 1 m металла=0,14 ж3, а шлака= ж3.
2. Площади сечения пролетов (пламенных окон) рассчитываются по скоростям газа и воздуха. В среднем можно принять для больших печей скорость для газа 6 м/ск и для воздуха 2 м/ск (при 0°). Современные печи дают для газового окна отношение Sj: £>=654100, а для воздуха s2: S= -=2404400 смг на 1 ж2 площади пода. Первые цифры несколько меньше данных проф. М. А. Павловым в последнее время (5г: £>==904120), но согласуются с стремлением конструкторов дать большую скорость для газа и уменьшить ее для воздуха. Отношение sa : £>=3004400 см2 на 1 ж2 площади пода можно принять для печей, работающих на холодном коксовальном газе и на жидком топливе. Площадь сечения вертикальных каналов делается на 20—100% больше сечения соответственных пролетов.
3. Размеры регенераторов (вес и объём одной пары насадок) можно приближенно подсчитать по количеству тепла W Cal, расходуемого насадкой в 1 ск. периода нагрева газа и воздуха, по падению Гнасадки(Л t°/ск.) и по теплоемкости кирпича насадки при средней Г ее (Cf). При этом вес хкг кирпича одной пары насадки может быть определен из ур-ия:
х М Ct=W. Падение t° насадки за период перекидки клапанов (ок. % ч.) м. б. принято в 60—90° или Vso—7го° в ск. На 1 килограмм каменного угля, сожженного в генераторах в 1ч., можно считать достаточным иметь 90—110 килограмм веса кирпича в одной паре насадок, или 140—160 килограмм на 1 килограмм нефти в час при работе печей на жидком топливе. По данным герм, практики на каждые 106 Cal/ч. тепла, подведенного в виде газа к мартеновской печи, можно принять 20 000—35 000 килограмм (в среднем 30 000 килограмм) веса кирпича всех четырех насадок регенеративных камер. Средний вес 1 м3 насадки можно принять в 800 килограмм. Отношение объёма насадок пары регенераторов к весу садки, то есть величина 2(Q14Q2):T, колеблется в широких пределах (перегрузка печи); наоборот, отношение Σ(<3ι+<32) S, то есть объём насадок, приходящийся на 1 ж2 площади пода, является величиной довольно постоянной. По данным проф. М. А. Павлова величина эта м. б. принята в пределах 4,0— 4,5 ж3 на 1 ж2 площади пода. Большие печи при хорошем качестве газа, хорошей изоляции стен регенераторов и равномерной работе насадок дают удовлетворительные результаты и при более низком отношении (до 3,6). Для печей, которые работают на жидком топливе и холодном коксовальном газе, для определения объёма воздушной насадки (в л»,3) можно принять отношение Q2 : S=3,0-i-3,5. Распределение объёма насадки между газовой и воздушной камерами зависит от t° и качества газа, а также и от конструкции печи (особенно головок). Отношение Qz : Qr=l ,75-у2,00 можно принять для газа высокой t° из антрацита и кокса, а также для высококалорийного смешанного газа; 1,50—1,75 можно принять для большинства случаев практики (генераторный газ из каменного угля); 1,20—1,50—для хорошего газа из сухих дров и торфа; 1,00—1,20—для генераторного газа из обычных дров и колошникового газа древесноугольных доменных печей. Избыток воздуха при расчете регенераторов можно принимать в 1,25—1,35 против теоретического. Линейные размеры регенераторов определяются высотой насадок (смотрите выше) и подбираются с таким расчетом, чтобы можно было обеспечить равномерную работу насадок и облегчить хорошее крепление (обвязку) регенераторов.
4. Сечение дымоходов можно принять по М. А. Павлову—из расчета по скорости 1,5л»/ск(при 0°), что дает для дымохода от воздушного регенератора 400—500 см2 на 1м2 площади пода; площадь сечения перекидных клапанов м. б. рассчитана по скорости 2,0—2,5 м/ск (при 0°), что дает для воздушного клапана 250—300 см2 на 1 м2 площади пода. Площадь сечения дымовой трубы у устья (вверху) м. б. принята в 525—575 см2 на 1 м2 площади пода (скорость ~ 2 м/ск при 0°). Печи, работающие на жидком топливе, соответственно должны иметь на 1 м2 площади пода: сечение дымохода 500 см2, а сечение воздушного (перекидного) клапана 325—425 см2 и такое же сечение устья дымовой трубы.
5. После выбора размеров отдельн. частей печи и площадей сечения каналов и газоходов нужно произвести гидравлич. проверку ее, то есть подсчет тех потерь напора, которые получаются при движении газообразных продуктов в полостях печи при ее заданном тепловом режиме. Цель такой проверки заключается, с одной стороны, в определении, достаточно ли напора, создаваемого регенераторами, для работы печи с принятыми скоростями газа и воздуха, а с другой—в определении высоты дымовой трубы, то есть того необходимого разрежения, к-рое она должна дать для опускания через регенераторы заданного количества продуктов горения. При переводе современных мартеновских печей на работу с подачей воздуха от вентилятора гидравлич. проверка печи не имеет того значения, как для печей, в которых воздух движется под влиянием тяги регенераторов, тем не менее она дает правильный взгляд на работу печи и может выяснить узкие места, стесняющие нормальную работу. Метод гидравлическ. проверки мартеновских печей впервые был дан проф. В. Е. Грум-Гржимайло.
IV. Мартеновские мастерские.
Мартеновская мастерская обычно представляет собой несгораемое (железное, фахверковое, реже кирпичное или железобетонное) здание, состоящее из двух параллель ных пролетов. В печном пролете располагаются в одну линию мартеновские печи, имеющие для удобства завалки шихты и выпуска металла рабочую площадку, ко-торая перекрывает весь печной пролет на высоте 4—7 метров над уровнем пола мастерской. Под рабочей площадкой помещаются регенераторы, перекидные и регулирующие клапаны и прочие вспомогательные устройства. Мартеновские печи располагаются т. о., что их выпускные желоба выходят во второй пролет, к-рый носит название разливочного помещения. Здесь производятся все операции по разливке металла в изложницы и по выдаче слитков в прокатные мастерские. Современные мартеновские мастерские оборудованы большим числом мощных транспортно-подъемных сооружений (мостовых кранов, завалочных машин, подъемников для подачи шихты и т. д.), при помощи которых производятся все операции по подаче шихты, завалке ее в печи, разливке металла и т. д. По движению грузовых потоков, типу здания и характеру оборудования мартеновские мастерские можно подразделить на следующие четыре типа: старонемецкий,
новонемецкий, американский и смешанный.
1. Старонемецкий тип характеризуется подачей твердой шихты в лотках на бн рабочей площадки помощью подсобных лебедок или мостовых кранов со скрап-ного двора, расположенного рядом с пролетом печей. Загрузка твердой шихты в печь производится при помощи завалочной машины мостового типа (или шаря-сирного крана) с подъемной силой лотка 1,5—2,5 тонн Для монтажных работ завалочная машина обычно имеет вспомогательную лебедку 5— 15 тонн Заливка жидкого чугуна при таком расположении производится с разливочной стороны при помощи мостового крана, служащего и для разливки металла. Разливочный пролет оборудован одним уровнем подкрановых путей, на которых расположены более мощные разливочные мостовые краны (подъемной силой 60/15—100/25 тонн со вспомогательными лебедками) и легкие уборочные краны, назначение которых заключается в обслуживании литейных канав, уборке слитков и т. д.
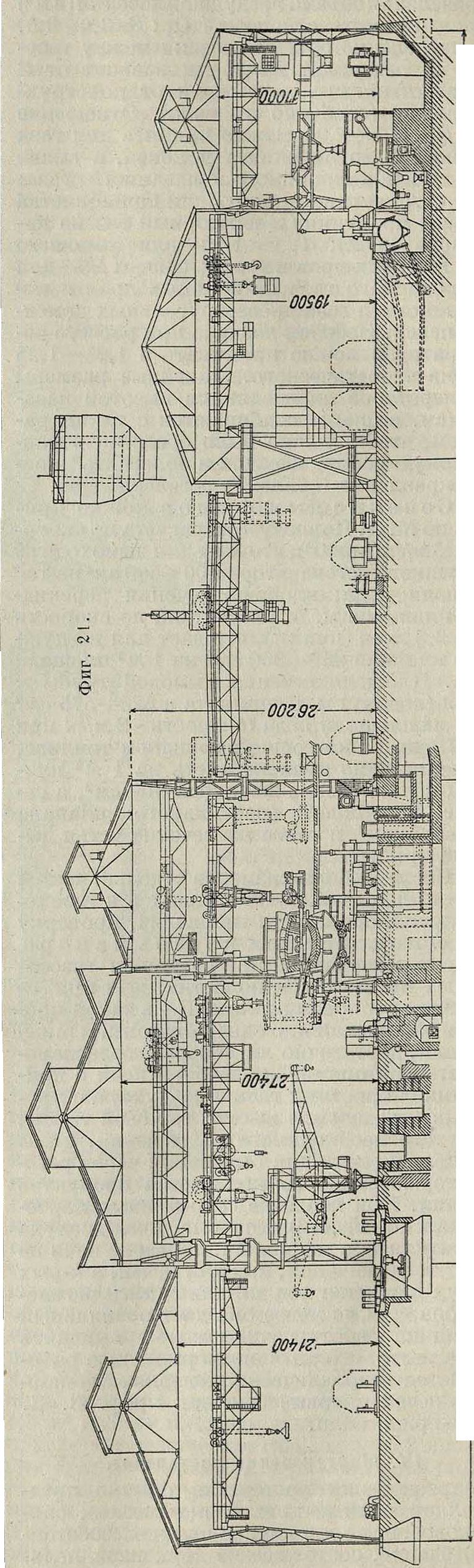
2. Новонемецкий тип отличается более сложным расположением здания и его оборудованием. Разливочное помещение обслуживается двумя рядами мостовых кранов, в помощь которым иногда дается еще третий, нижний ряд полукозловых (лолупор-тальных), велосипедных, консольных или консольно-поворотных кранов. Назначение их не только выполнять мелкую (точную) работу по установке и разборке литейных канав, но и служить передаточным средством для подачи слитков в соседний вспомогательный пролет (обрубка и склад слитков), расположенный рядом с разливочным помещением. Хорошим примером мастерской такого типа может служить мастерская X» 7 завода Круппа в Эссене-Борбек (фигура 21), пущенная в ход в 1925 году. Мастерская эта имеет широкое разливочное помещение (31,5 м), хорошую рабочую площадку (7 метров высотой и 21 метров пролетом), широкий скрапный двор (35 м) и образцовую газогенераторную ус тановку. Высота здания до нижнего пояса стропильных ферм 26,2—27,4 метров Пролет рабочей площадки оборудован по нижнему пути двумя мостовыми завалочными машинами подъемной силы 5 т, а по верхнему пути: одним 5-т мостовым монтажным и одним 100-т заливочным краном с> дополнительной лебедкой в 30 тонн (100/30 тонн). Разливочный пролет имеет на верхнем пути один разливочный кран 150/40/15 тонн (включение по схеме Леонарда) и один ЗО/10-m вспомогательный кран. По среднему пути работают два разливочных мостовых крана 100/30/10 тонн Ниясе располозкены два полупортальных поворотных крана подъемной силы по 10 тонн При всем богатстве и сложности кранового оборудования, при обширных площадях литейного зала, склада слитков и скрапных дворов, мастерская в смысле планировки подъездных путей поставлена в довольно стесненное положение. Скрапный двор обслуживается тупиковыми путями, подача чугуна производится по ж.-д. путям, имеющим направление, перпендикулярное к главным, и т. д. Все это показывает, что мастерская рассчитана на многообразную качественную продукцию, а не на массовое производство слитков торгового качества. Месячная производительность мастерской 20 000—25 000 тонн при 4 печах (100—120 тонн) и одном активном миксере. Характерно двухъярусное расположение кранов под рабочей площадкой и возможность заливки зкидкого чугуна через садочные окна печей. Расстояние между колоннами здания (средний ряд по линии печей) 30 м, а подкрановые балки перекрывают весь пролет над печью (в мастерской старонемецкого типа расстояние между осями печей было 33 м, а между колоннами здания 11 м). Это дает возможность выдвинуть печь между колоннами и получить больше свободного места на рабочей площадке (или сократить на 1,5—2,5 метров ее пролет). Вес железных конструкций здания при этом увеличивается незначительно. Такое располозке-ние применяется во всех нем. мартеновских мастерских,последней постройки. При установке качающихся печей оно является необходимым. При работе с большим количеством шлака или при большой производительности печей мартеновские мастерские строят с двумя разливочными помещениями. Таковы например мартеновские цехи завода Крупп в Рейнгаузене и завода Гбитроп (Бохумер Ферейн). Ковш, наполненный экидкой сталью, передается во 2-й разливочный зал при помощи особой моторной тележки. Мартеновские мастерские новонемецкого типа отличаются сложностью оборудования, требуют наличия квалифицированного обслузкиваю-щего персонала, но дают большую технич. гибкость производству и позволяют вести работу на качественную сталь с разнообразным сортаментом стальных слитков.
3. Американский тип резко отличается от предыдущих своим крупным масштабом. Число мартеновских печей, устанавливаемых в один ряд, доводится до 10—12 и как предельное для одной мастерской до 16 при среднем весе садки печей 100—150 тонн Такой масштаб производства требует весьма четкой работы всех транспортно-подъемных
-30000--315000-------20000---~-ЗШО-^--27ООО-*-19300-
склад слитков пролет разлива пролет печей шихтов. двор склад рудый извести газогенератор устройств и массовой подачи грузов. Подъемная сила лотка таких машин достигает
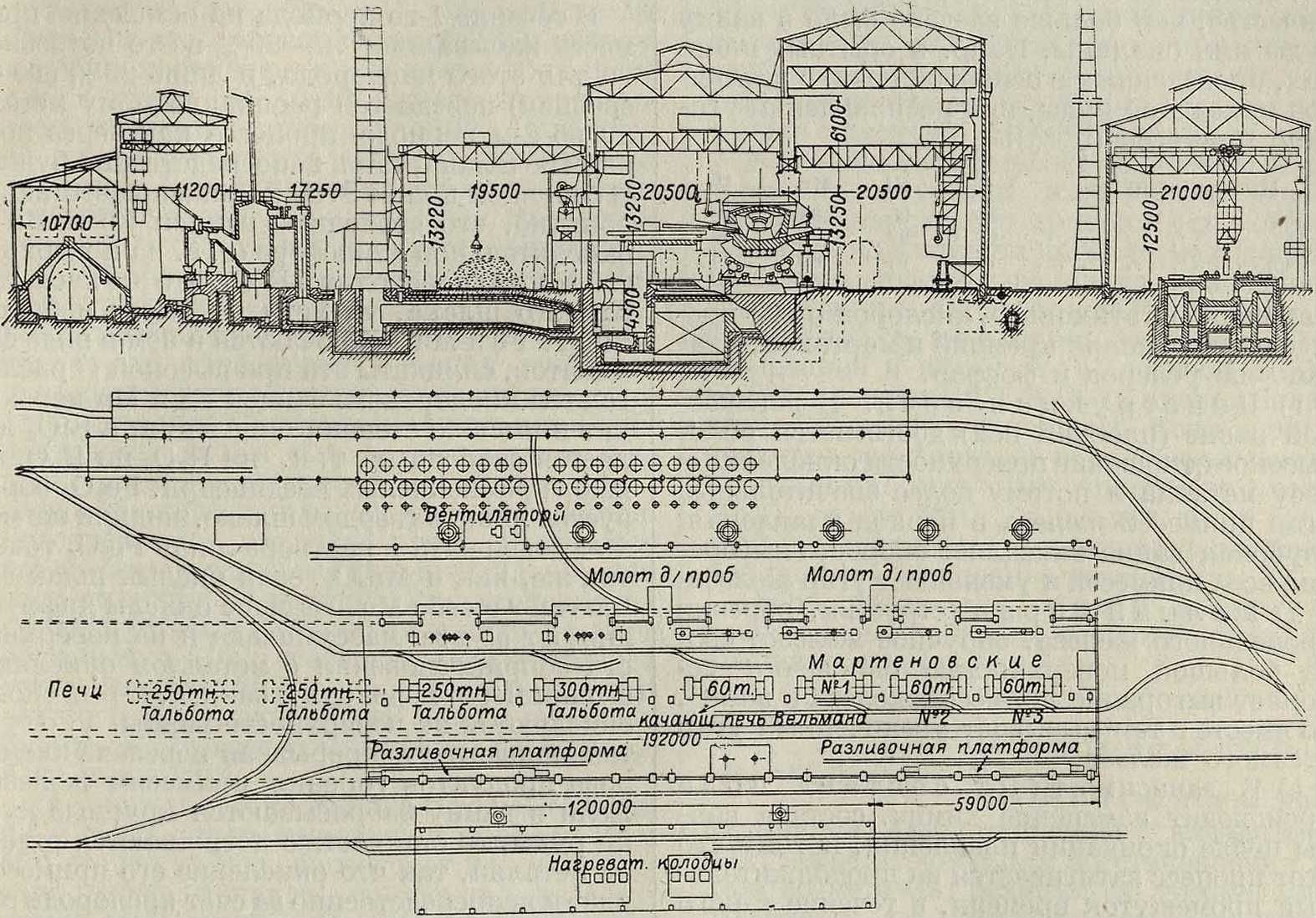
5—7 тонн Рама машины поднята на 600 миллиметров над уровнем пола площадки, что дает возможность держать на полу печной инструмент, заправочные, добавочные и прочие материалы, необходимые для обслуживания печей во время работы. Подача шихты производится целыми поездами (по 4 лотка на вагонетке) при помощи паровозов по особым эстакадам, часто имеющим крутой подъем при въезде на рабочую площадку. При подаче со скрапного двора поезд с шихтой обязательно проходит через весы и после подъема на уровень рабочей площадки располагается на запасных путях в особом пролете, примыкающем по всей длине к пролету рабочей площадки. Отсюда по мере надобности вагонетки с шихтой подаются по особым переводным стрелкам на ж.-д. путь, идущий по всему фронту печей перед завалочной машиной. Отсутствие поворота на 180° и близкое расположение лотков от завалочного окна позволяет напольным машинам этого типа производить завалку в 2—2,5 раза быстрее по сравнению с европ. мостовыми машинами или с напольными машинами поворотного типа, применяющимися на нек-рых з-дах континента и в Англии. Маневры вагонеток с лотками производятся при помощи паровоза (электровоза), мелкая передвижка—при помощи хобота самой завалочной машины. При таком способе подачи шихты площадка должна иметь очень тяжелую конструкцию, а колонны и продольные балки должны располагаться под соответственными ж.-д. путями и рельсами завалочной машины. Пролет рабочей площадки обычно делается значительно шире, чем у мастерских немецкого типа, и достигает 25—27 метров Пролет разливочного помещения делается значительно уже, чем в европ. типах, и доходит до 18 м, что объясняется совершенно особым способом разливки стальных слитков, получившим на америк. з-дах почти исключительное распространение. Способ разливки слитков в изложницы, установленные на вагонетках, делает совершенно излишними большие площади разливочного помещения, т. к. вся работа по разборке, чистке и установке изложниц производится в других помещениях. Разливочное помещение обычно оборудуется двумя (редко тремя) мощными мостовыми кранами подъемной силы 175—200 тонн со вспомогательной тележкой 40/5 тонн К этим кранам добавляется один уборочный 15— 30-т мостовой кран, работающий на тех же путях. Америк, мартеновские мастерские как правило имеют одноярусное расположение мостовых кранов, значительно меньшее число их и оборудование постоянным током, что дает большие преимущества в смысле надежности работы моторов. При обычно принятом в США рудном скрап-процессе с 45— 55% жидкого чугуна в завалке, вся шихта как правило подается со стороны рабочей площадки. Из миксера чугун выпускается в ковш, расположенный на ж.-д. путях на уровне рабочей площадки (высокое расположение миксера) или поднимается на этот уровень мостовым краном (реже встречающееся низкое расположение миксера). При помощи электровоза (или паровоза) чугун подается по специальному ж.-д. пути и заливается через рабочие окна при помощи мощного мостового крана (1004-125/25 тонн). Подкрановые пути поднимаются на 9—12 метров над уровнем пола рабочей площадки. Завалка твердой шихты производится при помощи напольных завалочных машин неповорачи-вающегося типа, которые отличаются особенной прочностью и выносливостью. Для мелких работ у выпускного жолоба каждая печь имеет консольный поворотный кран подъемной силы 5—7,5 тонн На фигуре 22 изображена типичная мартеновская мастерская одного из крупных америк. заводов (Weirton Steel Со.), имеющая все перечисленные выше особенности оборудования. Колонны по длине здания америк. мартеновских мастерских устанавливаются на пролет 13—15 м, равный V2 всей длины здания, занимаемой одной печью, или, как при немецк. расположении, на 30—35 метров Этот тип, обязательный для мастерских с качающимися печами («дуплекс-процесс»), был применен при постройке ряда новых мастерских (завод Форда в Детройте, завод Файерфильд Тенесси Стиль К0 и др.).
4. Мартеновские мастерские смешанного типа. Число таких мастерских, работающих в Англии и на континенте, очень велико, а оборудование весьма разнообразно. В качестве довольно хорошего образца можно привести мартеновскую мастерскую завода Витковиц(Чехо-Словакия), построенную в 1914 году и до сих пор еще считающуюся одной из лучших в Европе (фигура 23, поперечный разрез и план). Оборудована она по америк. типу (разливка на вагонетках; одноярусное крановое оборудование пролета рабочей площадки; заливка чугуна через садочные окна; напольная завалочная машина—поворотная). Оригинальной особенностью являются: разливочный кран с жесткими направляющими (теперь редко *применяется), наличие однорельсовой консольной тележки для перестановки лотков с шихтой на бне рабочей площадки и регенеративные камеры, опущенные ниже уровня заводского пола с таким расчетом, чтобы над их сводами можно было проложить узкоколейные пути для отвоза больших количеств шлака, получающегося при переработке высокофосфористых чугунов в качающихся печах непрерывным способом Тальбота.
Для получения хорошей вентиляции, особенно в летнее время, стропила мартеновских мастерских снабжают большими вытяжными фонарями, обычно идущими по всей длине здания. Часто эти фонари служат и для целей освещения, но в этих случаях необходимо предусматривать возможность легкой очистки (протирки) стекол. В местностях с суровым и снежным климатом предпочтительно перекрывать пролеты мартеновских мастерских общей фермой, а скрапные дворы, шихтаники, бны для лотков и прочие делать крытыми для предохранения рабочего персонала от атмосферных влияний и для правильной и бесперебойной работы на складах сырых материалов. В мастерских американского типа это легко осуществимо; при мартеновских мастерских европ. типа

Фигура 22.
скрапные дворы иногда располагают вдали, а подача шихты осуществляется при помощи подвесных однорельсовых электрич. лебедок, подающих лотки через весы на бн рабочей площадки. Кровля мартеновских мастерских делается из волнистого железа или из особых легких асбестоцементных плит.
Все указанные выше типы мартеновских мастерских имеют свои преимущества и недостатки, оценить которые путем теоретических подсчетов не всегда представляется возможным. Применение мартеновских мастер-
идет разложение известняка, спекание пустой породы руды и образование из нее железистого шлака; затем начинает плавиться чугун и распускаться в немобуглерожива-ющееся железо. Длительность всего периода плавления находится в зависимости от того, насколько горячо идет печь, каков средний состав шихты и каков вес отдельных частей ее (отношение объёма к поверхности). Чем ниже t° печи, чем больше в шихту входит железа и чем крупнее куски его, тем более затягивается плавление, тем больше вы-
| ί^Ν/Ν/Ν/Ν
UKJ/N/U
δίοδοι
-&-го5оо
Ιφφφ·φφφφφφ|| φφφφφφφφφθφ I
Ш Λ Д? А АУТ *
1олот д/ηροδ Молот д/проб
ШШш£0 „вЩтЗЙ- „ШМтМ
Тальбота Тальбота ИПиатпг-прчБ^1
•J. 25<hv {· Щэд tYttpT γ
Тальбота Тальбота
Разлив.очная платформа
Разливочная платформа
-59000-
120000-
iair). Молоди i jo □□□
Фигура 23.
ских американского типа |для [большинства новых заводов-гигантов (неподвижные мартеновские печи) и смешанного типа для тех районов, где по особенностям химического состава чугуна требуется установка качающихся мартеновских печей, можно повиди-мому считать наиболее целесообразным для оптимального развития тяжелой индустрии СССР. Старонемецкий тип с одноярусным или двухъярусным расположением кранов разливочного помещения должен остаться для мартеновских мастерских малого масштаба или старых реконструируемых мартеновских цеХОВ. М. Пильник.
V. Мартеновский процесс.
I. Физико-химические явления. По окончании операции загрузки на поду мартеновской печи располагают слоями в том или ином порядке (смотрите ниже—Работа мартеновской печи) обрезки железа и железный лом, а на основном поду кроме того известняк и значительную часть руды, вводимой в состав шихты. Процесс начинается прогреванием и затем плавлением составных частей шихты (1-й период). Прежде всего горает примесей железа как за счет избытка кислорода пламени, так и кислорода окислов железа, вносимых в ванну горением железа и прибавляемой (при работе на основном поду) руды.
1) Состав ванны к концу периода плавления зависит: а) от ί° рабочего пространства, б) степени окислительности газообразных продуктов горения, в) количества введенных в шихту окислов железа (в виде ржавчины, окалины и руды), г) конструкции печи, д) физич. состояния шихты и е) качества пода (основного или кислого).
а) Высокая t° печи сокращает длительность плавления и тем уменьшает выгорание примесей железа и окисление железа, то есть сокращает угар, усиливая последующее окисление примесей железа кислородом окислов железа, связанное с восстановлением последнего до металла при высокой ί°.
б) Влияние избытка воздуха в продуктах горения очевидно, но опыт показал, что и присутствие в газе паров воды или углеводородов, образующих при своем горении большое количество водяных паров, вызывает более значительное окисление при месей в период плавления и больший угар железа (по Кемпбелу).
в) Окислы железа в виде руды и окалины, в промежуток времени между началом плавления чугуна и концом плавления железа, окисляют энергично кремний, фосфор, марганец и отчасти углерод. Каждая отдельная струйка чугуна, стекая на под и встречая на своем пути свободные окислы железа, лишается в большей или меньшей мере указанных составных частей и, располагаясь на поду под слоем железистого шлака, продолжает терять их в тем большем количестве, чем больше введено было в ванну рудыили окалины. Напр. в опытных плавках, проведенных в основной печи, с различной присадкой руды, при расплавлении угорало примесей (в %):
| Присадка руды | С | S1 | Мп | Р |
| 6%.. | 20 | 95 | 63 | 10 |
| 15%.. | 68 | 97 | 80 | 58 |
| 24%.. | 95 | 97 | 82 | 94 |
Как видно из этих цифр, кислород руды прежде всего окислял кремний и марганец, а затем уже углерод и фосфор. г) Конструкция печи. В неглубокой ванне (плоский под) достигается более высокое отношение поверхности окисления к весу металла и потому более значительный угар примесей железа в период плавления; глубокая ванна замедляет скорость выгорания всех примесей и уменьшает угар железа. д) Мелкий скрап (стружки, обрезки кровельного железа, обручное железо) своей большой поверхностью окисления ускоряет выгорание примесей железа в ванне, но вместе с тем вызывает увеличенный угар и самого железа. е) В зависимости от состава пода происходит изменение химич. состава ванны после окончания плавления, потому что этот процесс затягивается на продолжительный промежуток времени, в течение которого на первые порции расплавившегося металла оказывает влияние состав шлака, не одинаковый на основном и кислом поду. Как и во всех процессах передела, первым продуктом окисления Fe, Si и Μη является двойной силикат железа-марганца, содержащий в данном случае несколько больше Si02 (ок. 46— 47%), чем требует формула RSi03 (ок. 45% Si02). Стекая на основной под, такой шлак растворяет известь в большем или меньшем количестве, смотря по ί°, превращаясь частью в силикат Са. Восстановление Si углеродом ванны в присутствии извести невозможно, поэтому окисление Si на основном поду идет быстро и одновременно с плавлением. На кислом поду образующийся при плавлении силикат растворяет Si02 пода и делается более кислым; восстановление из него Si вполне возможно и действительно происходит, усиливаясь с увеличением концентрации Si02 в шлаке, С в ванне и t° в печи. Поэтому б. или м. полное окисление Si при плавлении на кислом поду возможно лишь при невысокой ί° начала процесса и в присутствии сильножелезистых шлаков. В зависимости от условий окисления Si идет и выгорание С: первый всегда предохраняет от окисления второй, поэтому на основном поду к концу плавления ванна будет содержать меньше С, чем на кислом. Для Мп должно наблюдаться обратное явление: получающаяся от окисления закись марганца восстанавливается углеродом. Итак при одинаковом начальном составе металлич. шихты ванна к концу плавления будет содержать на основном поду Si и С меньше, а Мп—больше, чем на кислом. Что касается Р и S, то они в кислые шлаки не переходят совсем, а на основном поду успешно удаляются из металла при соблюдении условий, о которых будет сказано далее.
В течение 1-го периода на окисление примесей железа идет 70—80% всего потребного для этого кислорода, и лишь 25% его (в среднем) передается расплавленному металлу во 2-м периоде процесса как через посредство шлака, так и непосредственно рудой. В основном шлаке Si02 насыщен известью, и понятно, что свободные закиси Fe и Мп в окислительной атмосфере (то есть на поверхности ванны) переходят в R304, что же касается кислого шлака, то хотя он имеет избыток Si02, a Fe и Мп заключаются в нем в виде силикатов, силикаты эти при высокой t° разлагаются кислородом: закиси Fe и Мп переходят в высшие степени окисления, a Si03 делается свободным, т. к. ни R203 ни R304 не дают кремнекислых соединений. Fe203 образуется лишь в твердом шлаке,жидкий же может содержать в растворе лишь Fe304 точно так же, как и Мп304, если кислый шлак за-· ключает в себе Мп. Высшие окислы диффундируют во всю массу шлака и на поверхности соприкосновения с металлом окисляют его примеси, переходя в закиси, которые снова окисляются на поверхности ванны. Т. о. устанавливается непрерывная передача кислорода продуктов горения примесям железа. Если в ванну забрасываются крупные куски руды, то они частью погружаются в массу металла, так что окисление его примесей идет и непосредственно за счет кислорода руды, получающаяся же из нее FeO растворяется в шлаке.
В начале второго периода на кислом поду продолжают окисляться Si и Мп, выгорание же С и на основном поду идет сначала вяло, так как Г ванны недостаточно высока для хода эндотермическ. реакции окисления С за счет кислорода FeO, связанной кремнеземом в кислом шлаке и даже свободной магнитной окисью в основном. По мере согревания ванны окисление С все более и более усиливается, вызывая явление кипения ванны выделяющимися пузырьками окиси углерода. Кипение производит перемешивание шлака с металлом, выравнивает состав их в разных частях ванны, способствует получению однородного металла, достаточно очищенного от S и Р и наконец одинаково прогретого во всей его массе. Под конец 2-го периода кипение ослабевает несмотря на достижение наивысшей Г, т. к. концентрация С в ванне делается очень низкой. От этого же перестает восстановляться FeO, переходящая в металл из шлака, что в свою очередь делает необходимым восстановление ее введением раскислителей в виде т. н. добавочных материалов. В основной печи окисление железа принимает более широкое развитие,
т. к. образующаяся на поверхности соприкосновения металла FeO свободна; в кислом же шлаке есть избыток Si02, к-рый, связывая FeO, тем самым понижает концентрацию этой закиси, растворенной в железе; отсюда существенная разница в качестве стали, получаемой на основном и кислом поду.
2) Состав и свойства шлака в течение периода кипения изменяются в зависимости от качества пода след, образом.На кислом поду образовавшийся в период плавления шлак (содержащий ~46% Si02 и 54% суммы FeO+MnO, в которой FeO тем более преобладает над МпО, чем меньше Мп было в шихте) растворяет в себе Si02, образующийся от окисления Si в начале 2-го периода, а также Si02 пода, почему содержание его в шлаке скоро доходитдо50%. Начавшееся кипение влечет за собой уменьшение содержания FeO в шлаке от ее восстановления и потому увеличение в нем Si02. Предоставленный самому себе, шлак может обогатиться Si02 до 56, даже 58%, но из такого шлака, при энергичном выгорании углерода, восстанавливается легко Si; так как это нежелательно, то прибавляют в ванну руду или окалину, которые усиливают своим кислородом выгорание С, понижая вместе с тем концентрацию Si02 в шлаке, почему не только прекращается восстановление Si, но и восстановившийся раньше Si снова окисляется. Своевременное введение руды облегчается наблюдением над консистейцией шлака: вначале жидкий и не тягучий, он постепенно делается густым и тянущимся в нити по мере обогащения Si02; своевременным введением руды содержание Si02 в шлаке поддерживается в пределах от 49 до 50%; в конечном шлаке оно бывает обыкновенно не ниже 50 и не выше 52%.
Образующийся первоначально на основ-н о м поду сплав силиката и фосфата Fe и Мп, стекая на под, растворяет нек-рое, сначала незначительное, количество извести, почему содержание в нем Si02 падает и часть Р переходит в состояние стойкой фосфорноизвестковой соли. Несмотря на свою легкоплавкость шлак кажется густым и пенистым от выделяющихся из него пузырьков газа (разложение известняка и окисление С); прогревшись, он опадает и делается жидким. По мере растворения извести и уменьшения содержания окислов Fe и Мп, восстановляе-мых С, шлак делается все более и более трудноплавким и густым. Это затрудняет передачу тепла металлу: в массе шлака задерживаются пузырьки газа, почему его теплопроводность уменьшается; кроме того густой шлак может не вытечь из печи при выпуске; поэтому такой шлак разжижают своевременным введением в ванну руды, окалины, плавикового шпата, а иногда песка. Несмотря на эти добавки состав основного шлака колеблется в узких пределах, изменяясь гл. обр. под влиянием ί°, от которой прежде всего зависит содержание FeO + MnO. Обыкновенно в нормальных условиях работы печи это содержание близко к 25%; при холодном ходе печи оно несколько больше, и обратно. Содержание Si02 и Р205—каждого порознь— меняется в очень широких пределах, но в сумме остается очень постоянны!}, колеблясь ок.25%в конечном шлаке, причем, смотря по содержанию Р в шихте, количество Р205в шлаке может меняться от 0,5 до 16%. Постоянство суммы P205+Si02 объясняется тем, что расчет шихт ведется в предположении перевода всего Si02B силикат (Ca0)2Si02, а Р205—в основной фосфат .(Са0)4Р206; в обоих этих соединениях содержание кислотных окислов довольно близко (34,9%Si02, 38,8% Р205), а т. к. сумма фосфата и силиката составляет ок. 67—70% веса всего шлака (ок.
5—7% приходится на одну MgO), то крайние пределы для суммы кислотных окислов будут 24—26%; более низкий предел оправдывается только высокосернистой шихтой, требующей избытка извести в шлаке.
2. Термохимия мартеновского процесса. Окисление примесей железа свободным кислородом продуктов горения ведется по тем же термохимич. ур-иям, какие были указаны для бессемеровского процесса (смотрите Бессемерование), но в жидком металле, находящемся под слоем железистого шлака, окисление их производится: а) свободной Fe203 руды, реагирующей в твердом состоянии, б) растворенной в шлаке, то есть жидкой Fe304 и в) FeO, связанной с Si02 (в кислом шлаке) или свободной (в основном). Если в шихту вводится марганцевая руда (пиролюзит), то в реакциях окисления принимает участие Мп304, но не Мп02, которая так легко теряет свой кислород, что оказывается разложенной раньше, чем расплавится чугун.
1) Окисление кремния в кислой ванне окисью железам, б. представлено следующими реакциями:
. Si + 2Fe203=FeSi03 + 3FeO + 68 563 Cal, (1)
Si + F6203=FeSi03 + Fe +
+ 68 712 Cal (1 227 иа 1 килограмм Fe), (2) 3 Si + 2Fe203 =3 Si02 + 4 Fc +
+ 188 646 Cal (842 на 1 килограмм Fe). (3)
Реакция (1) идет при низкой t° начала кипения, недостаточной для восстановления железа до металла; реакция (2) требует более высокой ί°, но дает половину всего железа руды в металл—это приблизительно средний результат работы рудным процессом на кислом поду;реакция(3)протекает в период бурного кипения ванны в хорошо греющей печи, когда вся Fe203 восстановляется до металла. Тепловой эффект всех 3 реакций—положительный. На основном поду он выше, как видно из ур-ий:
Si + 2Fe203 + 2СаО=Ca2Si04 + 4FeO +91 358 Cell, (4) Si + Fe203 + 2CaO=Ca2Si04 + Fe + FeO +
+ 91 541 Cal (1 635 на 1 килограмм Fe), (5) 3 Si + 2Fe203 + 6 CaO=3 Ca2Si04 + 4 Fe +
+ 274 746 Cal (1 227 на 1 килограмм Fe). (6)
Поэтому и степень восстановления железа из руды должен быть выше, чем на кислом поду. По опытным данным, она в среднем близка к3/4, то есть восстановление идет по ур-ию:
5 Si + 4Fe203 + ЮСаО=5C3,2Si04 + 6B1e-f-2Fe0 +
+ 457 798 Cal (1362 на 1 килограмм Fe). (7>
Подобные же ур-ия можно написать и для окисления Si магнитной окисью; так как последняя—более прочное соединение, чем Fe203, то выделение тепла от окисления Si менее значительно: 900 Cal на 1 килограмм Fe при восстановлении его на половину в кислом процессе и 1 045 Cal при полном восстановлении Fe на основном поду.
Чтобы судить о том, какое влияние оказывают на t° металлической ванны данные выше реакции, нужно принять во внимание условия их хода. На кислый под руда не загружается при завалке металла: она забрасывается только в жидкую ванну и холодной. По уравнению (2) выгорают остатки Si, причем на 1 килограмм Fe приходится нагревать ок. 3,2 килограмма руды (богатой), теплоемкость которой при высокой темп-реss0,33; поэтому выделенным теплом можно нагреть руду лишь до 1160°, тогда как ванна должен быть горячее. При восстановлении железа по ур-ию (3) количество руды на 1 килограмм Fe в два раза меньше, и выделяющееся тепло (842 Cal на 1 килограмм Fe) может нагреть холодную руду до 1 600°. Т. о. реакция(3),в которой на окисляющийся Si приходится наименьшее количество руды, не студит, асогревает ванну; избыток руды охлаждает ванну. На основной под загружается весь известняк шихты со значительной долей (~3/4) всей руды; остальное ее количество забрасывается в кипящую ванну, когда в последней уже нет Si. Поэтому в окислении Si участвует подогретая руда; т. к. к тому же и выделение тепла по ур-иям (4—7) выше, чем по ур-иям(1—3), то окисление Si чугуна кислородом руды согревает ванну и тем ускоряет плавление мягкой части шихты, при работе обыкновенным скрап-процессом. Если чугун дается в печь жидким, как при скрап-рудном или настоящем рудном процессах, то окислителем Si является та же подогретая руда (она всегда загружается раньше чугуна). По ур-ию (6) выделяется столько же тепла на 1 «г Fe, как и по уравнению (2), но вес реагирующей руды в 2 раза меньше и подъем t° значителен. Все сделанные здесь выводы предполагают, что в реакциях участвует СаО, то есть разложившийся уже известняк. Если в ур-ия (4—7) ввести СаС03, то выделение С02 поглотит весь приход тепла, указанный этими ур-иями.
Окисление Si железистым ш лаком, как видно из ур-ий:
Si + nFeSi03=(η-2) FeO (η +1) SiO. + 2 Fe +
+ 51 184 Cal (457 на 1 килограмм Fe), (8) Si + 2 FeO + 2 CaO=Ca.2SiOd 4* 2Fe +
+ 91 694 Cal (819 на 1 килограмм Fe), (9)
дает меньше тепла, но согревает ванну еще лучше, чем окисление рудой, т. к. шлак может реагировать лишь будучи жидким, являясь продуктом реакций (1) и (4), то есть имея ту же 4°, что и продукты реакции.
Окисление Si оки марг-анца можно представить ур-иями:
Si + nMnSiO3=(ri-2)Mn0(n + l)SiO2 +2 Μη -
-550 Cal (-5 на 1 килограмм Μη), (10) Si + 2 Mn304 + 2 СаО=Ca2SiOs + 6MnO +
+ 277 974 Cal. (И)
Реакция (10), идущая с поглощением тепла, может иметь место лишь при высокой ί° и притом тогда, когда концентрация FeO в шлаке сильно понижена окислением Si по ур-ию (8) и прибавка железной руды была сделана в недостаточном количестве. Ур-ие (11) относится к случаю введения в основную печь марганцевой руды. Восстановление кремнеземом марганца до металла (вполне возможное) в действительности не может иметь места, т. к. в период плавления основной шлак богат оки железа, окисляю щими Мп, а в период кипения ванна основной печи не имеет Si.
2) Ф о с ф о р—только на основном поду—окисляется кислородом руды (красного железняка) по ур-иям, аналогичным ур-иям (4—6), а именно:
2Р + 5Fe*>03 + 4СаО=(Са0)зРо05Са0 + 10 FeO +
+ 195 695 Cal, (12)
4Р+ 5Feo03 + 8 СаО=2 (СаО)з Р2О5 СаО + 5 FeO + 5Fe + + 39 228 Cal (1 401 на 1 килограмм Fe), (13) 6 Р + 5Fe*03 +12 СаО=3 (СаО)3 Р205 СаО + 10Fe +
+ 588 765 Cal (1 051 на 1 килограмм Fe). (14)
Это реакции рудного процесса, идущие уже в период плавления чугуна или при заливКе жидкого чугуна в печь; все они идут с выделением такого количества тепла, какое достаточно для нагрева до 4° реакции даже холодной руды [подъем ее 4° по ур-ию (13) на 1 330°, а по (14) гораздо выше]. Следовательно окисление Р рудой согревает ванну. Подобными же ур-иями можно выразить реакции окисления Р магнитной окисью железа, идущие с меньшим выделением тепла, но все же не охлаждающие ванны. Основной железистый шлак окисляет Р по уравнению
Р·, + 5 FeO + 4 СаО=(СаО)з P2OsCaO + 5Fe +
+ 196 535 Cal (702 на 1 килограмм Fe). (15)
Все выделяемое тепло идет на приращение 4° ванны, т. к. реагенты находятся в жидком состоянии. В ур-иях (12—15) не указана промежуточная стадия, состоящая в раскислении фосфором Fe203 до FeO, соединении Р205с FeO и образовании фосфорножелезной соли, которая лишь постепенно, по мере растворения извести в шлаке, переходит в фосфорноизвестковую соль. До полного перехода в последнюю соль возможно обратное восстановление Р углеродом при повышении 4° ванны и под влиянием Si02 шлака; поэтому, чем больше чугуна входит в состав шихты и чем больше в нем Si, тем больше Р остается в металле после расплавления; дальнейшее распределение Р между металлом и шлаком устанавливается в зависимости от метода работы (смотрите ниже).
3) Окисление марганца кислородом руды и шлаком на кислом и основном поду идет по нижеследующим ур-иям (опущено восстановление до закиси и на половину всего железа).
3 Мп + Fe2Os + 3 Si02*=3 MnSi03 + 2Fe +
+ 95 148 Cal (850 на 1 килограмм Fe), (16) Μη + FeSi03=MnSi03 + Fe +
+ 25 867 Cal (462 на 1 килограмм Fe), (17) 3Mn + Fe203=3MnO + 2Fe +
+ 71 973 Cal (643 на 1 килограмм Fe), (18) Mn + FeO=MnO + Fe +
+ 24 043 Cal (429 на 1 килограмм Fe). (19)
Мп дает основной окисел, на кислом поду соединяющийся с кремнеземом пода или кремнеземом первого шлака; этим объясняется то, что реакции (16) и (18) идут с бблыпим выделением тепла, чем (17) и (19); при низкой 4° начала процесса Мп на кислом поду лучше переходит в шлак, чем на основном.
4) Окисление углерода свободными оки железа и марганца, а также шлаком, является резко эндотермическим процессом, как видно из уравнений:
* Кремнезем шлака.
~ЗС + Fe203=ЗСО + 2Fe-
— 1X2 017 Cal (з 112 на 1 килограмм С), 4 С 4- Fe304=4CO + 3Fe —
-166 940 Cal (3 269 на 1 килограмм С), 4 С -Ь МП3О4=4 СО + 3 Мп —
-209 510 Cal (4 365 на 1 килограмм С), C + nFeSi03=C0 + (n-l)Fe0 · nSi02 + Fe-
-43 188 Cal (3 599 на 1 килограмм С), С + FeO=СО + Fe -37 283 Cal (3 107 на 1 килограмм С), С + nMnSi03=СО + (η -1) ΜηΟ · n SiO, + Μη -
-69 055 Cal (5 755 на 1 килограмм С), C + MnO=CO + Mn -61 330 Cal (5111 на 1 килограмм С), 3 С + η FeSi03=2 СО + n FeO · (η -1) Si02 + Si -
-143 465 Cal (5 978 на 1 килограмм С).
(20)
(21)
(22)
(23)
(24)
(25)
(26)
(27)
Ур-ия (20—22) представляют тепловой эффект окисления С свободы, оки с полным восстановлением металла, а ур-ие (27)—· с восстановлением Si из кислого шлака; ур-ия (23—26)—окисление С основными и кислыми шлаками с одновременным восстановлением Fe и Мп. Реакции с кислыми шлаками более эндотермичны, так как восстановление металла сопровождается разложением силиката; наиболее эндотермичн. является реакция окисления С с восстановлением Si, идущая лишь при повышенной концентрации Si02 в шлаке; наконец окисление С при помощи окислов Мп дает большее понижение t°, чем оки железа.
Тепловой эффект вышеуказанных эндо-термич. реакций определяет тот порядок, в к-ром они должны совершаться: первыми, то есть при более низких (°, идут реакции с наименьшим поглощением тепла; повышение t° создает условия для хода более эндотермич. реакций. В основном процессе Si выгорает в период плавления и дает при этом на 30% больше тепла, чем на кислом поду, поэтому окисление С начинается раньше и идет сразу энергичнее,развиваясь с повышением ί°. Выгорание Si в кислом процессе отодвигает начало окисления С; последнее можно ускорить прибавкой руды, но количество последней находится в зависимости от ί° в печи. Иногда нарастание ее идет очень медленно, и руды нельзя давать в печь—в таком случае в ванне кислой печи можно наблюдать явление приостановки горения С. В хорошо греющей печи запоздалое прибавление руды создает условие для хода реакции (27), то есть обратного восстановления Si в металл. Своевременная прибавка руды (постепенно убывающими порциями) позволяет совершенно избежать восстановления Si и значительно ускорить выгорание С.
5) Удаление серы из металла при работе на основном поду идет по ур-ию:
FeS + Μη + CaO=CaS + MnO +Fe +7 440 Cal, (28)
.в к-ром Μη является посредником между Fe и известью; он разлагает FeS, переходя в MnS, всплывающий на поверхность ванны .(нерастворим в металле); Мп здесь замещается Са—получается CaS. Реакция эта, будучи слегка экзотермической, для своего хода не требует высокой ί°, но протекает она в растворах слабой концентрации медленно и никогда не идет до конца. Отсюда следует, что степень обессеривания металла, измеряемая отношением того количества S, к-рое переходит в шлак, ко всему ее содержанию в ванне, должен быть тем выше, чем продолжительнее ход процесса и чем выше содержание ее-- ры и марганца в различных частях шихты, а извести—в шлаке. Этот теоретичеек. вывод вполне подтверждается практикой.Т. к. про цесс обессеривания стали представляет громадный практич. интерес, то его обстоятельно изучали в з-дской обстановке прежде всех Кемпбел, затем Томсон в США, Стед в Англии и Η. Н. Шелгунов у нас; результаты исследований м. б. формулированы в следующих положениях: а) чем выше концентрация S в металле,тем выше степень обессеривания его: она может доходить до 75 и даже 83% первоначального содержания, если металл содержал например 0,5—0,6% S; при обычном содержании S в металле (0,05—0,06%) обессеривание ограничивается 25—30%. Очень чистый металл, например шведский древесноугольный, содержащий следы S, может загрязниться S, поглощаемой шлаком из продуктов горения, если газ получен из каменного угля. Такой металл дает совершенно чистую сталь лишь при работе на дровяном или торфяном газе, б) Металл тем лучше очищается от S, чем длительнее идет процесс, вернее, чем дольше продолжается кипе-н и е, т. к. именно кипением достигается хорошее перемешивание металла со шлаком— агентом обессеривания, в) Самое существен, значение для обессеривания имеет содержание извести в шлаке или, точнее, ее отношение к Si03. Однако повышение количества извести, даваемой в плавку, имеет свои пределы, т. к. слишком богатый известью шлак недопустим в печи, потому что он густ. Для разжижения его применяют фтористый кальций (а также хлористый кальций по патенту Санитера, трудно осуществимому на большинстве з-дов). При содержании в шлаке СаО в количестве 61% обессеривание доходит до 90%. г) Количество железной и марганцевой руды, забрасываемой в печь при кипении, оказывает нек-рое.влияние на удаление S из металла: бурное кипение, вызываемое рудой, способствует лучшему перемешиванию металла со шлаком; при этом часть S может уходить в газ, окисляясь кислородом руды в S02. Марганцевую руду Кемпбел считал более действительным средством для удаления S, чем марганцевые сплавы; во всяком случае это—более дешевое средство.
3. Ход процесса выгорания примесей при разных способах работы. 1) Обыкновенный скрап-процесс с б. или м. значительным преобладанием скрапа над чугуном не представляет ничего характерного в отношении поведения отдельных составных частей ванны; главной задачей при ведении этого процесса является не ускорение выгорания примесей, а быстрое расплавление металла, чтобы предохранить его от большого угара и успеть нагреть сталь до нужной t° к тому времени, когда она будет готова по своему химич. составу. Случается, что примеси железа выгорят раньше, чем сталь можно будет выпустить без опасения застудить ее в ковше. В таком случае затягивают кипение, прибавляя в ванну горячий и чистый в отношении Р и S чугун (обыкновенно гематит) > а затем увеличивают отношение чугуна к железу в шихте. Если Это по экономич"условиям недостижимо, то удлиняют ход процесса прибавлением в шихту углеродистых веществ: древесного угля, антрацита, кокса.
2) Работа с преобладанием чугуна в шихте или на одном чугуне пред-
20
Г. Э. т. XII.
ставляет больший интерес, т. к. она допускает применение различи, способов работы сообразно с качеством чугуна и назначением продукта производства. На фигуре 24 дано гра-фич. изображение хода выгорания примесей на кислом поду из шихты, состоявшей на 3/4 из чугуна и имевшей после расплавления 2,15%C,0,7%Si и 0,43% Mn(S и Р было в чугуне незначительное количество, и заметного изменения их содержания в металле не происходило); в шлаке было 46% Si02. В течение всего процесса кипения (5 ч.) в ванну заброшено было 8,5% руды постепенно убывающими порциями (от 1 до 0,05 тонн) и через
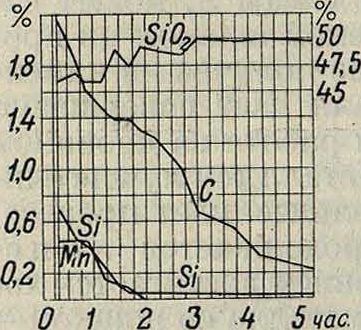
Фигура 24.
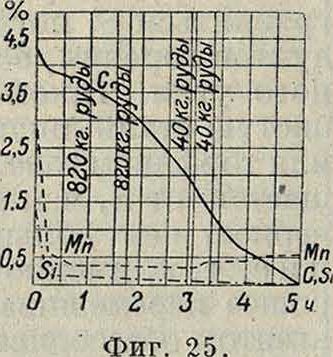
короткие промежутки времени (15—20 мин.). Полное окисление Мп было достигнуто через 2 ч., а содержание Si было доведено до очень низкого предела (0,027%) в течение П/г ч.; остальное время выгорал С, a Si не восстановлялся из шлака благодаря тому, что содержание Si02 в нем все время колебалось ок. 49% и не превосходило 50%. В общем для кислого процесса плавка была закончена быстро, и ведение ее можно считать образцовым (англ. з-д).
3) Фигура 25 дает графич. изображение основного рудного процесса на жидком чугуне в том видоизменении, какое было выработано на Юрьевском заводе К. Дихманом. Из всего количества приходящейся на одну
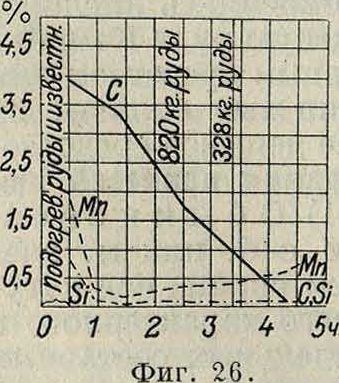
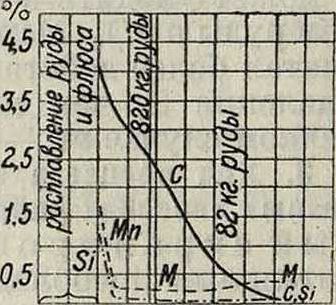
0 1 2 3 4 5ч.
Фигура 27.
садку руды (22% веса чугуна) ~ 3/4 загружалось в печь вместе с известняком (8%), затем заливался чугун, взятый от доменной печи. Выгорание Si и Мп заканчивалось (для последнего в той мере, в какой это возможно в основном процессе) в первые 25—30 мин. Очертание кривой углерода совершенно правильное, свидетельствующее о том, что руда прибавлялась своевременно и в надлежащем количестве,—несколько большем (24%), чем обычно, в виду повышенного содержания Мп и Si в данной плавке. Плавка длилась 5 ч., чтоблизкок среднему(4плавки в сутки), принимая во внимание время на заправку пода.
4) На диаграмме фигура 26, вычерченной также по данным, полученным на Юрьевском з-де, представлен ход процесса в случае предварительного прогревания руды и флю са до спекания (патент Монеля). На это потребовалось 30 мин., тем не менее плавка сделана на 30 минут скорее, и выгорание С закончилось в 4 ч. (Si и Мп—в 25 мин.).
5) На б. Александровском заводе (Днепропетровск) впервые был применен запатентованный бр. Горяйновыми способ работы: жидкий чугун вливался в основную печь, на поду которой имелся жидкий шлак, полученный сплавлением (при t° 1 200—1 250°) железной руды с известняком (Ca0-Fe203). На фигуре 27 показан ход выгорания примесей, по данным Юрьевского загода, на котором была проведена пробная плавка по этому способу. Расплавление руды длилось 1 час, и все же плавка закончилась в 4 ч.; выгорание С длилось 3 ч., a Si и Мп 15 мин. Т. о. приготовление жидкой шлаковой ванны до вливания чугуна значительно ускоряет период кипения, но, как видно из диаграммы фигура 27, это ускорение не отражается на выгорании С в слабой концентрации (0,5—0,07%), которое длится 40 мин., как и на диаграммах фигура 25 и 26. Понижение содержания С на 0,1% (ниже 0,5%) требует в среднем 9,3 мин., тогда как в пределах 3,9—0,5% С выгорает в течение 130, 195 и 240 мин. (соответственно фигура 27, 26, 25),причем на0,1%его приходится по 3,75, 5,75и7мин. Следовательно расплавление руды и флюса приближает стадию наиболее интенсивного кипения к началу процесса. Опыт показал, что кицение в этом случае идет настолько энергично, что сталь переливается через пороги, а шлак быстро разъедает стены и свод рабочего пространства, так. что печь скоро изнашивается, требуя частого ремонта. В виду этого способ бр. Горяйновых был оставлен на том з-де, где он впервые возник, что однако указывает не на практич,. неосуществимость этого способа, а на неподходящие размеры и конструкцию печей, в; которых его вели. На Надеждинском з-де, где пробовали работать по патенту бр. Горяйновых, выработали другое видоизменение рудного процесса: в жидкий сплав извести с железной рудой прибавляли постепенно чугун в чушках. Плавление чугуна затягивало процесс, но окисление примесей его шло очень быстро по мере плавления чугуна, то есть спокойно. Технич. результаты работы были хороши (пригар 6%).
6) Рудный процесс на сильнофосфористом чугуне. Перешедший в шлак Рв состоянии фосфорножелезной соли при повышении ί° восстановляется и частью возвращается в металл; для получения чистой в отношении Р стали можно или спускать первый шлак до начала кипения и заводить в печи новый, что затягивает процесс и увеличивает расход руды и флюса, или работать без спуска шлака и окислять Р после выгорания углерода, прибавляя в ванну известь для понижения концентрации Р205 в шлаке, что тоже затягивает процесс и увеличивает расход флюса. Ни первый, ни второй приемы работы не выгодны для передела сильнофосфористых чугунов, которые перерабатываются теперь процессом Бертрана и Тиля. Удаление примесей железа делится на 2 периода: в первом происходит окисление Si, Р, Мп и части С, а во втором остатков
I Р и С; оба периода могут идти в разных пе чах (первоначальное видоизменение процесса) или в одной и той же (патент завода Гёш), но с совершенным отделением шлака 1-го периода от металла, к-рый доводится новым шлаком. Отделение первого шлака удобнее всего делается наклонением вращающейся печи (современный способ работы); к спуску шлака прибегают после того, как металл согреется настолько, что начнется деятельное кипение и Р станет восстанов-ляться из шлака, к-рый к этому времени лишается значит, части FeO от восстановления ее С. В этом и заключается сущность изобретения Бертрана и Тиля. Спускаемый шлак содержит в себе мало извести (Si02+ + Р205 содержится в нем ок. 36—39%); добавка извести в печь для шлака 2-го периода тоже незначительна, т. к. в металле остается мало Р и нет уже Si. Т. о. расход на флюс в этом процессе гораздо меньше того, какой требуется для понижения концентрации Р205 во всей массе неспускаемого шлака. Наконец шлак 1-го периода при работе на сильнофосфористых и малокремнистых чугунах содержит много Р205 и выгодно продается как удобрение.
Таблица 2. —Изменение состава металла в первом периоде процесса Бертрана и Т и л я (в %).
| Время, ч., метров. | Мет | а л л | Шлак | ||||
| С | Мп | Si | Р | Si02 | р2о5 | Fe | |
| П е | рва | я п | лав | к а | |||
| 10.45 | 3,55 | 0,42 | 0,34 | 1,300 | _ | _ | |
| 11.05 | 3,45 | 0,42 | 0,15 | 0,930 | 20,00 | 15,67 | 11,20 |
| 11.25 | 3,05 | 0,10 | 0,04 | 0,390 | 15,66 | 19,41 | 13,20 |
| 11.45 | 2,65 | 0,06 | 0,04 | 0,043 | 13,66 | 20,90 | 15,40 |
| 12.22 | 2,50 | 0,10 | 0,04 | 0,087 | 19,16 | 18,88 | 6,00 |
| Вторая п | лав | к а | |||||
| 10.00 | 3,44 | 0,39 | 1,27 | 1,300 | _ | _ | _ |
| 11.00 | 3,50 | 0,20 | 0,31 | 0,990 | 26,00 | 10,37 | 13,00 |
| 11.20 | 3,60 | 0,05 | 0,02 | 0,320 | 21,00 | 14,63 | 10,00 |
| 11.40 | 3,40 | 0,05 | 0,01 | 0,092 | 18,00 | 16,04 | 14,15 |
| 12.08 | 2,70 | 0,06 | 0,01 | 0,174 | 24,33 | 15,83 | 6,00 |
В табл. 2 указано изменение состава металла в 1-м периоде работы способом Бертрана и Тиля для 2 плавок на заводе Кладно (Чехо-Сло-вакия): одной—на малокремнистом, наиболее выгодном чугуне, и другой—с повышенным содержанием Si, но с тем же содержанием Р. Благодаря этому делается ясной роль Si в чугуне и Si02 в шлаке. В первой плавке уже через час работы содержание Р в металле упало до очень низкого минимума(0,043%) и дальше стало повышаться, но при перепуске металла во 2-ю печь (через 37 мин.) оно дошло лишь до 0,087%, причем содержание Fe в шлаке за это время спустилось с 15,4 до 6%. Более кремнистый чугун 2-й плавки дал как минимум 0,092% Р через 1 ч. 40 м., а перед спуском металла—0,174% Р, причем в шлаке оказалось только 15,8% Р205 при 6% Fe, тогда как в шлаке 1-й плавки было 19,9%Р205. При более кремнистом чугуне (1,41% Si) получались еще худшие результаты: в перепускаемом металле 0,19% Р, а в шлаке лишь 14,7% Р205, что делает его неприемлемым для удобрения. Работа последнего времени на заводе Гёш установила, что содержание Si в чугуне должен быть > 0,4% (более высо кое—затягивает 1-й период), а Р < 1,2% и > 2%, т. к. более фосфористый чугун дает в переливаемом металле более 0,45% Р, что затягивает 2-й период. Для получения более рентабельного шлака 1-го периода дают в печь богатую и вместе с тем сильнофосфористую руду (чируна с 3% фосфора). Пригар, получаемый на этом заводе, равняется от 3 до 5%.
7) Непрерывный процесс Тальбота по существу представляет рудный процесс на жидком чугуне, отличаясь от обыкновенного только тем, что не весь готовый металл выпускают сразу. Печь делают вращающейся. Реакции этого процесса и ход выгорания примесей в нем те же, какие указаны были выше для рудного процесса.
8) · Комбинированный бессеме-р о в с к о-м артеновский процесс (д у п-л е к с) ведется сначала в бессемеровском конвертере, а затем продутый металл передается в мартеновскую печь. Особенность хода выгорания примесей только та, что процесс заканчивается скоро благодаря пере-окисленному в конвертере металлу и низкой концентрации примесей в стали на поду.
4. Угар и пригар в мартеновском процессе. Выгорание примесей железа и образование железистого шлака, в к-рый переходят не только окисляющиеся составные части металла, но и механич. примеси к нему, естественно дает в результате меньше стали на поду, чем вес взятых металлич. частей шихты; разность представляет т. н. у г а р. Но окисление примесей железа рудой дает восстановленное из руды железо, и это с избытком компенсирует угар примесей, создавая пригар. Окончательный итог очевидно зависит гл. обр. от соотношения веса чугуна и железа в шихте. Очень бедные чугуном шихты скрап-процесса дают наименьший выход стали (практически редко < 90%); наоборот, работа на одном жидком чугуне рудным процессом дает до 108% стали на поду. При восстановлении 3/4 всего железа из окиси на единицу окисляющегося Si [по уравнению (7)] переходит в ванну 2,4 железа, то есть 1% Si дает пригар в 1,4%. Такой же расчет для других элементов (принимая для всех их одинаковую степень восстановления железа, то есть 3/4) дает пригар: для Р— 1,7%, для С—1,8%; Мп не дает пригара (—0,3%). Т. о. самым выгодным в отношении выхода стали элементом является С, который, окисляясь FeO шлака, дает еще больший пригар (3,66%), чем указанный выше; за С следует Р и затем Si, которые, окисляясь рудой в начале процесса, не требуют высокой 1° для восстановления железа, тогда как С выгорает при высокой t° и чем она выше, тем выше степень восстановления железа из шлака. Вес шлака от окисления С уменьшается, тогда как Si и Р, выгорая, увеличивают вес шлака, что замедляет прогревание стали, уменьшая производительность печи. Очевидно, наибольший выход стали во времени (а не в %) достигается при нек-ром определяемом опытом содержании Si и Р в чугуне. К. Дихман дал для наших южных малофосфористых чугунов содержание Si в 1,2% как наивыгоднейшее при работе на одном жидком чугуне рудным процессом.
Целый ряд факторов меньшего значения влияет на выход стали из шихты: землистые примеси и ржавчина на скрапе; песок, пристающий к чушкам чугуна (до 1,5% Si02при отливке чугуна в песчаные формы); нечистота руды и известняка (пустая порода первой и сумма Si02+Al203 второго); разъедание пода и стен, а также оплавление свода рабочего пространства печи. Все это увеличивает вес шлака, вес теряемых в нем FeO + Ч-МпО и взвешенного железа (количество последнего составляет ок. 6% веса основного шлака средней густоты). Под влиянием всех указанных обстоятельств в среднем работа на одном жидком чугуне рудным процессом дает ок. 107% стали на поду (по отношению к весу чугуна и железа шихты); при 8/4 чугуна (жидкого) 102%; при 1/2 (жидкого) 97%; при ги (твердого) 91%.
5. Температурные условия и использование тепла. Газ и воздух входят в рабочее пространство печи нагретыми обыкновенно до 1000—1100°; горением достигается <° до 1800°; продукты горения уходят через окна с Г 1600° (при работе на мягкое железо). Т. о. использование тепла в рабочем пространстве не м. б. велико, и это зависит не от несовершенства печи, а от сущности мартеновского процесса. Продукты горения поступают в регенераторы, охладившись по пути до 1500°, а уходят из-под насадки со средней t° ~ 450° (из газовых камер—горя-ч е, из воздушных—значительно холоднее, т. к. t° входящего в насадку воздуха не выше 100°, а газ часто нагрет до 350—400° и далее выше); иногда средняя t° отходящего газа поднимается до 600 и даже 700° (малые насадки). Т. к. потеря тепла в атмосферу через стены регенераторов не велика (не более 20 % полученного тепла), то использование тепла регенераторами довольно высоко—ок. 80%. В табл. 3 даны тепловые балансы мартенов-
Т а б л. 3.—Т епловые балансы мартеновского процесса.
| Статьи баланса | Кислый | Основп. скрап-
ный | Основн. рудный | |||
| Cal | % | Са! | % | Cal | % | |
| П р и х о | д | |||||
| Газ (350°) и воздух | • ;*· | |||||
| (100°) .. | 120 | 6 | 159 | 9 | 125 | 7, |
| Горение газа. | 1 590 | 82 | 1 331 | 75 | 998 | 56 |
| Экзотермич. реакции | 240 | 12 | 293 | 16 | 415 | 231 |
| Жидкий чугун. | — | — | — | — | 254 | 14 |
| Итого. | 1 950 | 100 | 1 783 | 100 | 1 792 | 100 |
| Р а | X о | Д | : | |||
| Использование ван- | ||||||
| ной .. | 339 | 17 | 533 | 30 | 722 | 40 |
| Потеря с дымом. | 547 | 28 | 381 | 21 | 308 | 17! |
| Остальные потери. | 1 064 | 55 | 869 | 49 | 762 | 43 |
| Итого. | 1 950 | 100 | 1 783 | 100 | 1 792 | 100 |
ского процесса для трех случаев: 1) кислый скрап-процесс (расход каменного угля 0,3; 1е дыма 655°); 2) основной скрап-процесс (2/з твердого чугуна; расход каменного угля
0,25; t° дыма 450°); 3) основной рудный процесс (расход угля 0,19, Г дыма 450°). Нагрев газа и воздуха во всех случаях до 1100°, а избыток воздуха 25%. Цифры Cal относятся к 1 килограмм металлической завалки. Как видно из табл. 3, в кислом процессе расход тепла достигает максимума, а использование его— минимума, что объясняется медленностью хода процесса, малым количеством (10% веса стали) шлака (передаваемое ему тепло суммируется с полезно издержанным теплом) и высокой t° дыма, обычной однако для американской печи, к которой относится расчет. Расходы тепла в основных (скрапном и рудном) процессах очень близки, несмотря на большой расход тепла, поглощаемого шлаком рудного процесса. Это объясняется большой скоростью хода рудной плавки: в расчете принято для нее 4 выпуска в сутки против трех обыкновенного процесса; при одинаковом расходе тепла на 1 килограмм стали в первом случае печь получает на .33% больше тепла в единицу времени. Благодаря тому, что жидкий чугун вносит в ванну 254 Cal, а экзотермические реакции на 118 Cal больше при работе рудным процессом, потребность в тепле, получаемом от горения газа, уменьшается на 25%, что уменьшает количество дымовых газов и потерю тепла в них. Выведенный кпд, для рудного процесса равный 40%, является наивысшим из возможных в современной практике. При скрап-процессе кпд, равный 30%, тоже достигается не часто, вследствие более высокой чем 450° t° отходящих газов и увеличения их количества засасыванием в печь атмосферного воздуха, избыток которого у подножия дымовой трубы часто достигает 50% и даже больше. М. Павлов.
VI. Работа мартеновской печи.
I. Сушка и разогрев печи. Вновь сложенная или вышедшая из холодного ремонта мартеновская печь сушится и разогревается. Сушка производится дровами, которые костром располагают на ее подине, обычно покрываемой листами кровельн. железа. Время сушки и разогрева зависит от того, насколько крупен был ремонт, и от времени года. Если ремонтировалось только плавильное пространство, то летом сушка и подогрев производятся в течение 1—i 1/г суток, а зимой 2—3 суток. Для новой печи этот срок увеличивается до одной недели. Когда дрова разгорятся, переводный клапан ставят «на центр», чтобы плавильное пространство печи сообщалось с дымовой трубой через обе пары регенераторов. В этом случае при шведском барабане перегородка попадает не в прорезы крестовины, а сверху ее. При клапане ,Сименса переводный язык ставят отвесно, доступ же воздуха в клапан прекращается. Примерно через 15 мин. после растопки клапаны ставят в рабочее положение и перекидкой их заставляют дым идти попеременно то через одну то через другую пару регенераторов. Уже во время сушки печи и начала разогрева ее следят за натягом скрепляющих печь болтов, вб-время отпуская гайки. Особенное внимание уделяется своду, к-рый может пучиться и раскрывать швы; ослаблением натяга можно избежать этого явления. Дровами печь разогревают примерно до темп-ры 550—600°, то есть когда стенки печи в темноте начинают слабо светиться. В этом состоянии печи в нее моя^но уже дать газ. Последний вводят в печь с величайшей осторожностью, следя внимательно за тем, чтобы газ имел значительное положительное давление от генератора до входа в.печь. Для полной уверенности в том, что газ в печи сразу загорится, горение дров несколько усиливают. Из осторожности сначала газ дают не полной струей. Перекидка клапанов сначала идет редкая, первое время—через час, а затем чаще. Разогрев печи идет 2—3 суток и даже.больше—до тех пор, пока она не примет вида обычного для нее после выпуска стали. Пламя в печи должен быть длинным и белым. Регенераторы должны светиться. Приведя печь в указанное состояние, приступают к наварке пода или же к исправлению существующей наварки. Не следует торопиться с завй шихты в новую печь, т. к. время, выигранное на разогреве печи, безусловно будет потеряно при первой же плавке. Мало того, первые плавки надо вести из осторожности с уменьшенной против нормы садкой.
2. Завалка шихты. В малые печи подача шихты производится вручную. Иногда применяют особую лопату, подвешенную на цепи к фермам здания или же к специальной балке. В настоящее время большинство печей обслуживается особыми загрузочными машинами (смотрите) герман. или америк. типа. Состав шихты в чисто металлургических заводах редко подвергается изменению. В условиях СССР обычно главной составной частью мартеновской шихты таких з-дов является чугун, обрезки и всякого рода лом, называемый скрапом (своего завода или покупной). Если мартеновская мастерская является частью какого-либо механич. завода и если от нее требуется большое количество сортов стали, шихта бывает весьма разнообразной. Это особенно наблюдается на з-дах, далеко отсто5рцих от доменных печей, но располагающих большим количеством привозного скрапа. Непостоянство состава последнего, с одной стороны, и частая недостача чугуна, с другой, делают шихту изменчивой, а это в свою очередь сказывается на работе печи и на способе подачи шихты в печь. На предприятиях северного и центрального •районов СССР количество чугуна обычно бывает равным 40% металлич. шихты, но по нужде оно падает до 20% и даже ниже, доходя иногда до нуля.
Поряд.ок завалки шихты в мартеновские печи имеет большое влияние как на стойкость печей, так и на скорость расплавления шихты. Практика выработала относительно завалки шихты целый ряд чисто опытных указаний. 1) -В кислой печи процесс идет обычно на твердой завалке и только скрап-процессом, хотя иногда применяют и жидкий чугун. На подину дают прежде всего чугун полностью или в половинном количестве в зависимости от того, что предполагается дать в завалку. В особенности избегают давать непосредственно на подину старый ржавый и горелый скрап, т. к. он сильно разъедает под. На чугун дают скрап. Если скрап мелкий (например стружки, обрезки про волоки ,и кровельного железа и тому подобное.), то необходимо сверху его загружать некоторое количество чугуна: последний механически уплотняет громоздкую шихту, и кроме того при расплавлении чугуна капли последнего, опускаясь через кучу ниже лежащего скрапа, разъедают его и тем способствуют более быстрому расплавлению шихты. Если в печи вся садка сразу не помещается, то завалку прекращают и т. о. дают возможность шихте осесть и частью сплавиться. Если в шихту идет чугун, содержащий много марганца, то его на подину не дают, а сначала загружают под чистым скрапом и уже на него садят чугун. 2) В основной печи завалку печи начинают с подачи известняка, если только подина не наросла от слишком густых шлаков предыдущих плавок или от холодного хода их. Если это наблюдается и тем не менее специальной травки подины почему-либо делать не собираются, а желают вести следующую плавку, то завалить в печь первым известняк—это значит еще больше нарастить под. В этом случае на подину дают скрап, по преимуществу тонкий. При расплавлении от него получается железистый шлак, который и растворяет верхние основные слои наросшего пода. То же получится, если дать раньше известняка чугун. Если подина основной печи нормально подготовлена, то первым на нее дается известняк в кусках, размером около кулака, примерно в половинном или немного большем количестве от того, что должно пойти на всю плавку, и часть руды; затем дается скрап и на него остальной известняк; чугун дается последним. При завалке шихты надо следить, чтобы оставалось достаточное пространство от верха ее до свода, нужное для прохода продуктов горения. Из этих соображений при громоздком скрапе последний загружается не в один прием. 3) При работе рудным процессом первым дается в печь известняк, затем руда и наконец скрап. Известняк и руда доводятся до спекания, а скрап—до размягчения. После этого заливают в печь чугун. 4) При с к р а п-у гольном процессе, то есть процессе, идущем совершенно без чугуна или с малым его количеством (ок. 7 %), на подину дают первым известняк, затем стружку или вообще скрап, а на последний карбюратор (кокс, антрацит, древесный уголь и т. д.), перекрывая его сверху опять скрапом, по возможности мелким. Угольная мелочь, смоченная водой, дается в печь в рогожных мешках. На Путиловском заводе при работе скрап-угольным процессом на подину давали часть известняка, а затем карбюратор, в виде отдельных куч, покрывая его мелким скрапом и стружкой. Между кучами заваливали остальной известняк и все засыпали сверху скрапом и ломом. На заводе считали, что угар при. этом получался меньше. Продолжительность завалки шихты бывает различной, завися от рода шихты, от размеров печи и от способа загрузки. В печах небольшого тоннажа (20—40 тонн) ручная завалка требует ок. 4 ч., машинная—ок. 1 ч., а в больших печах, вместимостью ок. 100 т,—гН/а—2 и. даже до 3 ч.
3. Плавление шихты. Продолжительность плавления шихты зависит прежде всего от состава и вида самой шихты, а затем от t° в печи, которая определяется плавильщиком по цвету пламени и стенок самой печи. Холодная печь через синее стекло кажется красной, холодный газ—тоже красным, тогда как в горячо идущей печи пламя и стенки кажутся белыми. Легче всего плавится шихта на откосах печи и, наоборот, плавление замедляется около окон. Это учитывают и для ускорения плавки иногда бросают в печь около окон серый или зеркальный чугун, а иногда даже и бедный ферросилиций. Нормальная плавка ведется т. о., чтобы после расплавления ванна кипела примерно 1—1г/2 ч. Но м. б. случаи, когда расплавившаяся шихта дает металл мягкий, готовый к выпуску по содержанию в нем углерода, но к-рый нельзя разлить по изложницам: металл холоден— недостаточно прогрет и не прокипел. В этом случае приходится давать в печь твердый серый чугун, подогрев его на откосах и путем искусственного обуглероживания ванны вернуть ее т. о. к состоянию нормального кипения. Ванна начинает уже кипеть тогда, когда скрап полностью еще не расплавился, шлак еще густ и малоподвижен. Выделение пузырьков газа из ванны сопровождается вспучиванием шлака. Кипение в это время идет не по всей поверхности, а местами и, так сказать, кратерами. Постепенно кипение становится более спокойным, захватывая поверхность всей ванны: ванна кипит «чисто».
4. Кипение и окончание плавки. 1) В кислой печи чистое кипение ванны характеризуется появлением красных пузырей. Вначале эти пузыри бывают небольшими, а затем они увеличиваются в объёме. Берут пробу металла и, если металл крепок (то есть тверд), прибавляют руды. Дача последней идет небольшими порциями, чтобы не застудить ванну. Пробы берут периодически во время всей плавки, но не вскоре после введения в печь руды, т. к. надо дать последней расплавиться и перейти в шлак, что видно простым глазом. Около кусков руды, плавающей по ванне, металл кипит ключом. Иногда, как это делают в Англии, к концу плавки в ванну вместе с рудой дают в небольшом количестве известняк с таким расчетом, чтобы в конечном шлаке содержание СаО+ +MgO равнялось 5%. После кипения красным пузырем ванна начинает кипеть белым пу з ы р е м, и наконец кипение совершенно прекращается. Берут пробу и, если она покажет, что металл готов, дают в печь раскислители и выпускают металл в ковш; часто раскислители дают и в жолоб.
2) В основной печи процесс идет быстрее, чем в кислой. После расплавления шихты берется проба, и по ней определяют, можно или нет добавить то или иное количество руды. Стремятся дать в печь одновременно с металлической шихтой максимальное количество руды, потребное для данной плавки, но из осторожности оставляют некоторое количество ее для добавки «на кип». Во время кипения ванна прогревается до ί° выпуска. В Америке как правило принято спускать шлаки в начале плавки; в СССР, имея дело с малофосфористым чугуном, этого не делают во избежание потерь железа, количество которого в начальных шлаках велико. При переработке типичных южнорусских чугунов (Р от 0,1 до 0,2%) плаксу обычно доводят до такого содержания углерода в ванне, к-рое требуется в конечном металле, или немного меньше, с доводкой металла по углероду раскисли-телями. Но иногда, в редких случаях, ведут плавку с двойным спуском шлака до полного обезуглероживания стали. С первым шлаком удаляется значительное количество фосфора, так что второй шлак получается значительно чище. Чтобы получить твердый металлу случае работы до полного обезуглероживания, в ванну, доведенную до мягкого железа, дают искусственно обуглероживатель в виде чугуна—серого или зеркального. Куски чугуна надо обязательно греть на пороге или откосах, иначе может иметь место нежелательное охлаждение ванны.
5. Контроль над ходом плавки. 1) Свойства шлака. Наблюдение над свойствами шлака в печи служит для суждения о ходе плавки. По наружному виду шлак в застывшем состоянии представляет собою темносерую или черную хрупкую массу. Шлак кислой печи — ноздреватый, а основной—плотнее и темнее. Расплавленный шлак может быть жидким, густым и нормальным. Жидкий шлак очень подвижен; при зачерпывании его железной ложкой последняя плохо шлакуется, шлак не отделяется от слоя металла и как бы липнет к нему. Такие свойства указывают, что печь идет холодно, что в шлаке много закиси железа и мало извести; металл при таком шлаке раскислен плохо. Густой шлак («грязный») лежит в печи толстым слоем; ложка при зачерпывании шлака покрывается толстым тестообразным слоем. Этот шлак получается вследствие разъедания пода и откосов печи. Обычно в нем много MgO и А1203; ванна под ним плохо греется, а подина иногда срывается. Нормальный шлак хорошо отшлаковывает ложку и легко отделяется от металла. Кипение под таким шлаком идет «чисто» по всей поверхности ванны. На физич. свойства шлака и на его консистенцию в частности оказывает влияние ί° печи, а стало быть и самого шлака.
2) Взятие проб металл а—другое средство для наблюдения за ходом плавки. Сталевар по временам берет пробу металла и по ней судит о составе и t° ванны. Он может получить самые точные указания о ходе плавки, наблюдая искру, излом пробы, ковкость ее, в связи конечно с характером кипения ванны. Пробу берут железной ложкой, к-рая, прежде чем ее погрузить в металл, должен быть ошлакована, то есть покрыта слоем шлака. Для этого ее ополаскивают в расплавленном шлаке. Если такого ополаскивания не сделать, то металл разъест ложку и частично прилипнет к ней, чем испортит самую пробу. Из ложки металл выливается в круглую форму (стаканчик). Освобожденная из формы проба куется в лепешку в 1 сантиметров толщиной, которая после закалки в воде разламывается; по излому ее судят о содержании углерода в металле. Когда металл выливают в форму или на площадку с целью определить его подвижность, он выделяет искры. Если металл тверд, то при выливании пробы выделяется много искр, с треском рассыпающихся на более мелкие. При мягком металле этого явления не наблюдается. В зависимости от содержания углерода выделяющиеся искры имеют свои особенности, характерные для металла и хорошо распознаваемые практиками. Очень важно при всех плавках иметь t° ковки пробы, а также t° ее закалки одинаковой, чтобы иметь сравнимые результаты. При ковке очень горячей пробы получаются рванины, т. к. металл внутри пробы еще не застыл; холодная же проба может наклепаться и тем дать неверное представление о б изломе. Если проба обычного углеродистого металла прокована холодно, то цвет лепешки снаружи будет красноватый; если же ковка шла при нормальной ί°,το—серебряносерый или синеватый.Вид излома лепешки— присутствие в нем зерна и волокон—дает сталевару точное представление о количестве углерода в металле. На Путиловском заводе была выработана нижеследующая таблица {табл. 4) для определения углерода в стали по виду излома. Конечно эта таблица полностью вопроса о свойствах пробы не решает. В случае изготовления спец, сортов стали <с Ni, Сг и т. д.) излом пробы не дает точного представления о содержании углерода в стали, но характер искры ог примесей не меняется. При проковке пробы наблюдают, не рвутся ди ее края. Рванины показывают, что металл плохо раскислен. Иногда после введения добавочных взятую пробу проковывают на брусок 25×12 миллиметров, закаливают его и ломают. По излому судят о содержании углерода. В случае изготовления твердой стали с содержанием углерода 0,6—1,2% пробу после проковки не закаливают, а медленно студят и потом ломают. Для суждения о ί° стали перед выпуском пробу из ложки разливают по чистому полу. Горячая сталь уже в ложке движется как ртуть и выделяет пламя при сливании с ложки; по полу она легко и далеко разливается. Хо-.лодная сталь через синее стекло кажется красноватой, она густа и при отекании с .ложки оставляет в ней настыль. Про бу металла берут из одного места ванны, так как ванна не совсем одинакова во всех своих частях. Поэтому желательно перед взятием пробы ванну хорошо вымешать, особенно в самом конце процесса. Кочережка, которой производят помешивание ванны, может дать представление о 1° самой ванны; если конец кочережки как бы откусывается, то ванна горячая; если обсасывается, делаясь к концу тоньше, то ванна холодна.
Вылитый в форму металл застывает различно. Если металл крепкий, то он застывает ровно, с углублением посредине; если он пучится и дает искры, это указывает на плохое раскисление. При разливке такая сталь растет в изложницах. Мягкий металл не застывает ровно. Хороший металл не сильно пенится и не дает большой усадки в форме.
6. Выпуск стали. Перед выпуском в ванну вводят раскислители и вымешивают ее. Часто раскислители дают в жолоб в виде мелких кусков. Текущая струя металла быстро растворяет их. Дача раскислителей в жолоб выгоднее в смысле расхода раскислителей (процент использования равен 80% и даже выше, против 50% в печи), т. к. уменьшаются угар и потери раскислителей от запутывания в шлаке. Но в случае введения большого числа добавок для специальной стали они вводятся чаще всего в печь или их предварительно расплавляют и льют в ковш на струю металла. К моменту окончания плавки выпускное отверстие должно быть подготовлено: неспекшаяся масса удаляется из выпускного отверстия до тех пор, пока не покажется забивка, нагретая докрасна. Пробивка отверстия чаще всего производится с площадки ударами кувалды по лому, заводимому через завалочное окно в ванну. Иногда пробивают отверстие и со стороны выпуска. Текущий из печи по жолобу металл оставляет на нем настыли, по величине которых тоже можно судить о темп-ре металла. Сталь выпускают в ковш. Когда из печи пойдет один шлак, рабочий пробивает в жолобе отверстие на дне его и т. о. спускает шлак в стоящую внизу шлаковню. Чаще же жолоб делают из двух неравных частей; конец большей из них, расположенный ближе к ковшу, в нужный момент приподнимается и шлак таким способом подается в шлаковшо. Рабочие гонят скребками оставшийся на подине шлак и металл к выпускному отверстию.
Заправка пода. Очистив таким образом подину, приступают к ремонту ее: травке (если это потребуется) бугров, выпуску образовавшегося шлака, заправке (наварке) ’ пода или ям в нем и заделке выпускного отверстия. Для всех этих работ при мартеновской печи должен находиться полный ассортимент необходимых инструментов, а именно: посадочные и обыкновенные лопаты, ломы большие и малые, скребки, кочережки,
Таблица 4 .—О пределен не С в стали по виду излома.
| Содержание С в % | Вид излома | Характер пробы | Назначение металла |
| 0,07—0,12 | Проба не ломается | Проба гнется без трещины | Мягкое листовое и сортовое железо |
| 0,12—0,18 | Одпо волокно | Проба гнется вплотную с трещиной | Фасонная сталь (для отливок) и твердое сортовое железо |
| 0,20—0,30 | Почти одно во- | Проба сильно | оси (0.30%), |
| локно | гнется, но ломается при изгибе вплотную | балки (0,20%) | |
| 0,30—0,40 | Местами зернистая сыпь (с волокном) | Ломается при изгибе на 20—40° | Шрапнель, рельсы |
| 0,40—0,50 | Почти одно зерно | Ломается под углом 60—90° | Бандажи, рельсы |
| 0,50—0,60 | Одпо зерно | Ломается при изгибе до угла 120—150° | Рессоры и некоторые пружины |
| 0,60—1,0 | Мелкое зерно (каленая проба не характерна) | Ломается на несколько частей | Инструменты (топоры, зубила и прочие) |
ложки для правки откосов, кувалды, зубила, ложки для взятия проб, стаканчики для проб, трамбовки.
7. Особые способы и приемы работы. При переделе в мартеновской печи фосфористых чугунов количество шлака получается весьма значительным. Это затрудняет ведение процесса, задерживая его. 1) При работу по способу Бертрана и Тиля процесс вели (первоначально) в двух отдельных печах. В первую печь давали столько руды и известняка, сколько надо было для окисления и флюсования заключающихся в шихте Si, Р, Мп, и затем задавали чугун; Si, Μη и Р выгорали. Часа через два металлич. ванна состояла почти исключительно из углеродистого железа. Затем поднимали Г ванны; нек-рое количество Р переходило обратно в металл, к-рый переливали в-другую печь, куда предварительно давали руду, известняк и скрап. Здесь металл получался чистый в отношении фосфора. Недостаток такого ведения процесса состоял в трудности согласования работы печей: одна задерживала другую. Кроме того в первой печи t° была низка, а во второй слишком высока. В результате подина первой печи росла, а второй — разъедалась. Приходилось первую подину травить, а вторую, заправлять, что вызывало лишний расход и времени и средств. На заводе Гёш процесс ведут в одной печи. После завалки в нее извести (вместо известняка), руды и окалины заливают жидкий чугун. Реакции начинаются немедленно. Когда кипение станет деятельным, металл вместе со шлаком выпускают в ковш. Шлак счищают, а металл заливают обратно в ту же печь, куда перед этим дается новая порция известняка, руды, а кроме того и скрапа, на что уходит около 40 мин., в течение которых сталь остается в ковше и конечно охлаждается. Заливаемый чугун содержал обычно фосфора 1,8%, выпускался же металл после первого периода с содержанием фосфора от 0,1 до 0,3% и после второго— от 0,02 до 0,04%.
2) Непрерывный процесс Тальбота ведется в качающихся мартеновских печах Вельмана, обычно большого тоннажа (200 тонн и выше). Когда в печи необходимые операции закончатся, металл выпускают не полностью, а в количестве 30—60%. Раскисляют металл в ковше; там же, если надо, и обуглероживают его. После выпуска
. печь ремонтируется, гл. обр. по линии соприкосновения шлака со стенами. После этого дают в печь известь, руду, скрап и заливают чугун. Получается высокоуглеродистая сталь, углерод которой энергично выгорает, восстанавливая железо из руды и шла-ка.Когда шлак обеднеет закисью железа и обогатится Si02 и Р205, его спускают, наклоняя печь. Затем прибавляют опять извести и руды, давая новому шлаку прокипеть с металлом. Новый шлак быстро рафинирует металл. Способ этот не получил большого распространения, хотя з-д Витковиц перерабатывает весь свой фосфористый чугун процессом Тальбота уже много лет.
3) При комбинированном, или дуплекс-процессе (бессемер - мартеновская печь), работа ведется последова тельно; сначала в конвертере, а потом в мартеновской печи. Процесс ведется различно, наир, на одном из америк. заводов-процесс ведется след, образом. Продутый металл из конвертеров (на 20—30 тонн) выпускается в ковш, к-рый с содержанием от 2 конвертеров доставляется к мартеновским печам (емкость 250—300 тонн). В большую-(300 тонн) печь вливают содержимое 5 ковшей, от 10 операций бессемера и следом за ними 1 ковш свежего ч у г у н а из миксера. Реакции идут очень энергично. Часть шлака спускают, после чего в печь дают 1/3 всего количества извести. Плавка продолжается 6,5 ч. Выпускают металл в два приема—по 130 тонн сразу, сливая в ковши и шлак. Т. о. в печи все время остается 20—40% металла, предохраняющего под от разъедания шлаком. На этот слой металла дают известь (а не известняк, из опасения застудить ванну). Количество извести—обычно 4% от веса завалки, но сначала дают только 2/3 всего количества, а следующую 1/3—после частичного-спуска шлака.
8. Технические результаты работы мартеновских печей выражаются: их производительностью, величиной угара (или пригара, при рудном процессе) и расходом горючего. В виду большого разнообразия в размерах печей (садка от 10, даже 5, до 300 тонн) и условий их работы суточная производительность не характерна для работы мартеновской печи. Степень совершенства работы оценивается выходом годной стали на 1л! площади подав сутки. Что касается угара, то и он меняется в широких пределах (нормальное его-количество указано в отделе «Мартеновский процесс»). Расход топлива зависит прежде всего от качества самого топлива-, затем от состава шихты, размеров и конструкции печи, квалификации персонала и некоторых других факторов меньшего значения. В технич. расчетах расход топлива выражают теперь в Cal на 1 килограмм металлич. завалки, относя его к холодному газу, подводимому к регулирующему клапану. Этот расход при рудном процессе колеблется, or 1 150 до 1 350 Cal на 1 килограмм, при скрапном 1400—1 600 Cal. В Германии при плавке во вращающихся печах и на коксовальном газе или смеси его с доменным расход тепла-при рудном процессе доведен до 1 000—1 050 Cal. Это—наилучший результат последнего-времени. Часто указывают расход топлива в % веса годной стали. Лучше переводить действительное топливо к условному (7 000 Cal), считая, что кпд газогенераторов 71,5%, то есть приравнивать 5 600 Cal в газе или нефти 7 000 Cal условного твердого топлива. В соответствии со сказанным расход твердого топлива от веса годн. слитков при работе мартеновских печей можно принять для скрап-процесса на твердой завалке в 24—30 %, для рудного процесса 18—25%; расход мазута 14—16%, расход дров 1,4—1,75 м3 на 1 т
СЛИТКОВ. Е. Лебедев.
Лит.: II а в л о в М., Определение, размеров доменных п мартеновских печен. Л., 1925; Карнаухов М., Металлургия стали, ч. 2—Мартеновский и комбинированные пронесем, вып. 1—3, Л., 1925— 1929; Г р у м-Г р ж и м a ii л о В., Производство стали,. М.—Л., 1925; Нобль Г., Производство стали, пер. с французского (с дополн. М. Павлов а), Μ., 1911; Б а н з е н Г., Размеры и производительность герм, сименс-мартеновских печей, Свердловск, 1926: «Труды 1 Уральского съезда деятелей по мартен, производству в г. Свердловске в 1926 г.», Л., 1928; А 1-b е г t s Р., 200-тонная мартен, печь для работы способом Тальбота, «Бюлл. Гипромеза», Л., 1930, 2, стр. 110—121; KingF., Максимальные размеры мартен, печей, там же, стр. 93; Herty С., Равновесие марганца, углерода и фосфора в основной мартен, печи, «ЖРМО», 1927, стр. 689; J а η e s k е В., Дуплекс-процесс в Индии, там же, 1929, ч. 2, стр. 349; Павлов М., Альбом чертежей по мартеновскому производству, 2 издание, СПБ, 1920; Издания «Гипромеза»—проекты Магнитогорского и Криворожского заводов, h, 1 929; Р a v I о f ! М., Abmessungen т. I-Ioeh- u. Martindfen, Lpz., 1928; Т о 1 d t F., Rege-nerativ-Gasofen. 3 Aul1., Lpz., 1907; H e r m anna H., Das moderne Siemens-Martinstahlwerke, Halle a/S., 1922; Diehmann C., Der basisclie Herdofenprozess, B., 1920; В a n s e n H„ «St. u. E.», 1925, II. 1, p. 489 (реф. в «ЖРМО», 1926, ч. 2, стр. 628); Р и p p e .Т., ibid., 1920, Н. 11. р. 1592 (Печи Maerz, реф. в «ЖРМО»,
1925. ч. 2, стр. 368); Schneider A., ibid., Η. 1, р. 501 (Вращающиеся печи, реф. в «ЖРМО», 1925, ч. 2, стр. 371); «St. u. Е.», 1922, р. 1135 (Головки мартен, печей, реф. в «ЖРМО», 1925, ч. 2, стр. 373); ibid., 1924, Η, 1, р. 193 (Головки Moll, реф. в «ЖРМО»,
1926, стр. 195); ibid., р. 666 (Регенераторы мартен.пе чей, реф. в «ЖРМО», 1926, ч. 2, стр. 206); Thiel О., Duplexprozess, «St.u.E.», 1898, Η. 1, p. 455; S e h w e i-t z e r O., ibid., 1923, Η. 1, p. 649 (Способ завода Гёш, реф. в «ЖРМО», 1925, ч. 2, стр. 399); Pup ре .1., ibid., 1922, Η. 1, p. 1, 46 (Процесс Тальбота в сравнении с другими способами мартен, плавки, реф. в «ЖРМО», 1925, ч. 2, стр. 381); D e L о i s у Ё., Note sur une variante du procedo au minerais, Bull, de ia Societe d’encouragement, P., 1901, p. 572; Campbell H. H., The Manufacture a. Properties of Iron a. Steel, 4 ed., N. У., 1907; Waterhouse С., Duplex process, «Iron a. Coal Trades Review», London, 1916, p. 879; «Trans, of the Amer. Inst, of Min. a. Metallurg. Engin.», N. Y., 1919, p. 498 (Охладительные устройства мартеновских печей, реферат в «ЖРМО», 1925, стр. 374); Campbell Η. Н., The Open-Hearth Process, ibid., 1882, v. 22; Diehl A., «The Iron a. Coal Trades Review», L., 1926, p. 733, 804 (Сера в основном мартен, процессе, «ЖРМО», 1927, стр. 668); Bertrand Е., The Practice of the Combined Open-Hearth Process of M-rs Bertrand-Thiel Process, «Jourii. of the Iron a. Steel Inst.»,!,., 1897.1. p. 115; Talbot, B., The Open-Hearth Continuous Steel Process, ibid., 1900, 1, u. 33; Clfme nt s E., Ibid., I,., 1822, 1, p. 429 (Мартен, процесс в Англии, реф. в «ЖРМО», 1925, ч. 2, стр. 409); D i e h 1 A., «Iron a. Coal Trades R.evjew» (Б1 вопросу о работе мартен, печей рудным процессом в Америке, реф. в «ЖРМО», 1927, ч. 2, стр. 663); Bernhardt F., «St. u. E.». 1929, p. 1—7, 39—44, 73—78, 137—142 (Соврем, состояние основн. март, процесса—реферат в «ЖРМО», 1927, ч. 2, стр. 611—647); Schleicher S., Untersu-chung tibor die Badzusammensetzung von Siemens-Martin-Sehmelzungen in versehiedenen Badhohen, «St. u. E.», 1930, 30, p. 1049; Kohler E., Die F.nt-schwefelung beim basischen Siemens-Martin-Verfah-ren, ibidem, 36, p. 1287; Wood H„ Open-Hearth Furnace Steelworks, A Comparison of British a. Continental Installation a. Practice, «Journ. of the Iron a. Steel Inst.», L., 1930, V. 2. IY1. Павлов.
Профессиональные вредности и техника безопасности. Вредности работы в мартеновском цехе сводятся в основном к мощному воздействию на рабочего теплового излучения и вредному влиянию на. него резких перемен температуры окружающего воздуха. Высокая температура наружного воздуха (в особенности летом), затрудняя теплоотдачу и усугубляя тем тягостное действие теплового излучения, ведет к нарушению теп-лооегуляции организма рабочего и даже к острым тяжелым расстройствам—т. наз. тепловым ударам. Влияние теплового излучения особенно вредно сказывается (во время работы у загрузочного окна при поднятых заслонках, во время смены последних и выпуска стали) на органы зрения (образование катаракты). Поэтому с целью улучшения условий работы применяют ряд индивидуальных защитных приспособлений: шля пы, сетчатые маски, очки с цветными стеклами. Эффект этих мероприятий недостаточен, почему в настоящее время, помимо передвижных щитов, началась проработка ряда защитных приспособлений в виде разнообразных завес—цепных, воздушных, воздушно-паровых и водяных, чисто паровых, а также местной обдувающей вентиляции, не вышедших однако до настоящего времени из разряда опытных установок. Помимо· вышеуказанных основных вредной ей мартеновского цеха необходимо отметить загрязнение воздуха пламенными газами и другими продуктами горения, пылью, а также опасности, связанные с применением в качестве топлива генераторного и коксового газа.
Условия работы в мартеновских мастерских—наличие больших масс расплавленного металла, горячих предметов (болванки, изложницы), значительное число вспомогательных механизмов большой мощности (мостовые краны, завалочные машины, разливочные тележки, ковши и т. д.)—определяют тип несчастных случкев в цехе, а именно ожоги и ушибы. Такого рода несчастные случаи приобретают систематический характер в условиях тесноты и загроможденное™ цеха, и борьба с ними может вестись за счет рациональной распланировки мастерской и правильной организации внутрицехового транспорта. Независимо от этого, близкое соприкосновение рабочих с раскаленными массами металла требует рациональной спецодежды, причем в качестве материала для одежды должны употребляться холщевые и суконные ткани, отнюдь не хлопчатобумажные. Тяжелые несчастные случаи в М. п. возникают также в связи с авариями и их ликвидацией. Сюда должен быть отнесены случаи прорыва порогов или прорыва выпускного отверстия, повреждения пробки и стопорного аппарата разливного ковша и ы в газогенераторной системе. Основной причиной возможности а является понижение давления (ниже атмосферного) в системе (при загрузке газогенераторов, а также при расстройстве их .хода), благодаря чему может иметь место засасывание воздуха в газопроводы и образование гремучей смеси. В целях безопасности работ необходимо устанавливать рациональные загрузочные коробки с двойными затворами и автоматическую подачу топлива. Для предупреждения ов при растопке (задувке) генератора газ должен выпускаться нек-рое время в атмосферу (предпочтительнее через дымовую трубу). Во избежание тяжелых последствий от ов должны устраиваться на газопроводах предохранительные клапаны, а для наблюдения за давлением иметься манометры. Большое значение имеет доступность газопроводов для осмотра и очистки, для чего последние должны устраиваться над-
36МНЫМИ. С. Бродский и А. Бурмистренко.